-

Fototrend



Új hozzászólás Aktív témák
-
-

blountex
senior tag
Milyen speciális üveget érdemes vágatni?
Volt egy sima mezei, és egy ideig jó is volt, majd nemrég mikor fütőttem fel az asztalt egyszerűen elpattant. 85 fokBorosilicate Glass? Van ennek valami magyar megfelelője vagy ez önmagában egy szakkifejezés az üvegtípusra?
[ Szerkesztve ]
-
#8028
blountex
senior tag
2thletme2day
#8027
blountex
senior tag
válasz
 2thletme2day
#8027
üzenetére
2thletme2day
#8027
üzenetére
Nem lenne célszerűbb egy akció kamerát venni inkább? Sokkal jobb felvételeket lehet készíteni....
-
blountex
senior tag
Szerintem a PLA PRO is jó lehet.
"Spectrum PLA Pro Filament
A PLA Pro két különböző 3D-s nyomtatási funkciót ötvöz: egyszerű nyomtatás, mint a normál PLA anyagnál, miközben az ABS-hez hasonló tulajdonságokkal bír.
A PLA Pro nyomtatás után közel 50%-kal nagyobb ütésállóságot mutat, mint az ABS anyag. Ezért, amikor a Spectrum PLA Pro anyagából nyomtat, elkerülheti azokat a nehézségeket, mint például a zsugorodás vagy a kellemetlen szagok, amelyek ABS-szel történő nyomtatás során előfordulnak.
A PLA Pro a hagyományos PLA-nál magasabb hőmérsékleten nyomtatható. A nyomtatás után a modellt magas hőállóság jellemzi (kb. 80°C-ig), és csaknem kétszer nagyobb ellenállást mutat, mint az ABS.
Az anyagot az ipari alkalmazásokhoz tervezett nagyobb áramlási index is jellemzi.A PLA Pro előnyei:
jó alternatíva a sztirol alapú anyagokhoz
lehet nyomtatni előfűtött asztal (hot pad) nélkül
könnyen leválasztható a nyomtatott objektum az asztalról
nagyon tartós, hasonló az ABS-nyomatokhoz
nincs zsugorodás hűtés után, alaktartó
nem tűzveszélyes
a filament megfelel a legnépszerűbb 3D-s nyomtatóknak"[ Szerkesztve ]
-
blountex
senior tag
Érdeklődnék, hogy van valakinek ötlete az alábbi problémára?
Egyes anyagok szépen tapadnak és jól működnek, de mások valamiért felválnak az asztalról.
Ilyen a PET-G és a Nylon is.Hiába teszem maximálisra a hőfokot 110-115 fok és 260 fokra a nozzlit egész egyszerűen felválik az anyag. Tárgyhűtésnek nem adtam meg valami sokat 15%, elvégre PET-G próbálkozásoknál rendre felszállt magasabb fokon 100%on az anyag.
Szereztem egy ilyen glue sticket is, azzal sem jobb.
További ötlet?
Remélem egyszer végére jutok ezeknek a hosszan tartó kísérleteknek......
-
blountex
senior tag
-
blountex
senior tag
válasz
 blountex
#8046
üzenetére
blountex
#8046
üzenetére
PET-Gvel már tettem több kísérletet is: (#8046) blountex
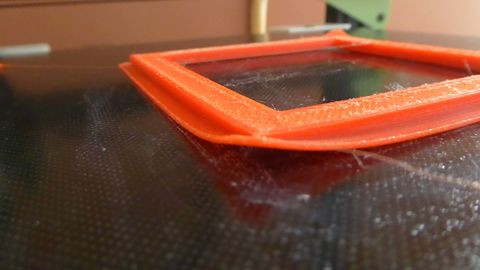
Gembird Nylonnal is kipróbáltam valaki tanácsára pedig 12mm széles és 4mm magas brimet raktam rá, azonban a fotók mindent elárulnak mi a probléma. A szintezéssel szerintem nincs gond.
Én még mindig úgy gondolom hogy a nem megfelelő tapadás hiányában van ez.Glue sticket alkalmaztam, de így is:



[ Szerkesztve ]
-
blountex
senior tag
Hát nem igazán pedig reménykedtem hogy ott talán igen....
Jelenleg ez a legnagyobb problémám, és gondolkozok a megfelelő megoldáson....
Bár a brimet már leszedtem s vele a tárgynál is keletkezett némi hiba de itt a kép: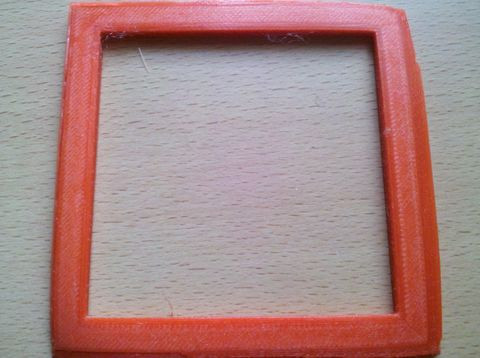
(#8131) janek69
Az a trutyi glue stick, többen is használtak ilyesmit már.
Lehet gondolkozok egy sima mezei üvegen is, mert na valahogy ez az ultrabase talán még se jön be annyira.
Ha az se válik be akkor próbálok PEI sheetet, Aquanet hairsprayt, és még tököm tudja milyen lehetőségek vannak. Azért azt gondolom ha jó minden és tapad elvileg normálisan a cucc akkor nem kéne feljönnie és mégis.Majd ha kísérletek hadát végigpróbáltam jelentkezek

-
blountex
senior tag
Többnyire 30-45mm/s-el szoktam nyomtatni, de ennél az egy tárgynál feltettem 70mm/s-re, hiszen végtelenül egyszerű és általában a nagy tárgyaknál szokott gond lenni a széleknél 110x110x5mm. Gondoltam hogy talán a tárgyhűtés a ludas de nem, direkt 15% járatom, az kb nem sokat zavarhat, 2.layertől.
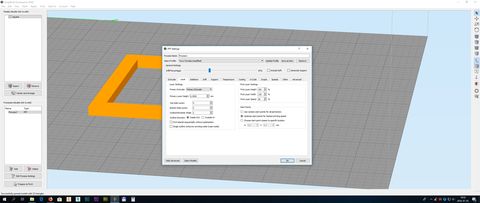
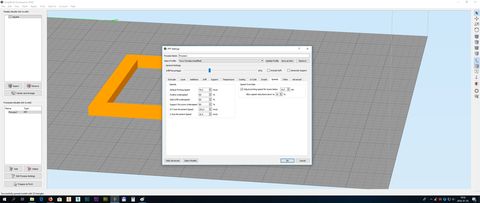
Jah, azon a gyári tornado felületen tényleg kegyetlenül tapadnak a cuccok, de mikor csináltam PET-Gből egy 32x32x145mm-es rudat, a nyomtatás 3/4nél elmozdult a tárgy, néztem is furán hogy ezt most hogy?Janek nálam ilyenek a beállítások, többnyire mostanság S3D-vel tolom.
[ Szerkesztve ]
-
blountex
senior tag
válasz
 Teasüti
#8191
üzenetére
Teasüti
#8191
üzenetére
Ilyen kész tárgyak esetén mondanám azt, hogy rohadtul jól jönne egy 3D scanner, mert alapból ezt nem egyszerű lemodellezni. Ugyan ez a probléma a többponton levő íves dolgokkal is nem beszélve arról, hogy ha passzolnia kell valahova annak a dolognak. Sajnos ilyen kész tárgyak nem igen szoktak előfordulni, általában törött, vagy saját modellezés van.
Megoldás az van, de nem egyszerű.
Lefotózod a modellt szemből, oldalról és alulról.
Photoshopba berakod és a fotókból csinálsz drawing sketchet.
Ezt berakod pl: a Fusion 360ba és szépen megrajzolod, így többnyire pontos lesz.Anno 3DS Maxban így rajzolgattam meg a modelleket, de csináltam Inventorban is hasonlót.
[ Szerkesztve ]
-
blountex
senior tag
válasz
Teasüti
#8195
üzenetére
Praktikus tanács?
Mivel ilyet elég ritkán csinálok, ezért nem tudom mennyire 100%ban megbízható módszer, de eddig nekem ez többnyire bevált.
Ennek ellenére érdemes tolómérővel is rámérni.
Ha érdekel ez a módszer segítek benne.(#8213) Imy
Nos, akkor nem csak én küzdök ezzel a problémával
Valaki írta hogy szürke 2kg PET-G DD filamentje is van, nekem is, csak 1kg-ban, de elég szöszölős bowden gépen.... Sőt a Gembird Nylon is tud szöszölni.Van egy olyan érzésem, hogy bowden géppel nem lehet bizonyos filamenteket olyan jól nyomtatni mint direkt drive-val és ugyan ez fordítva.
-
blountex
senior tag
Még csak DD PLA-t, PETG és Gembird PS, Nylon próbáltam.
Majd jön egy zölderdős pla pro spectrum is.(#8216) janek69
Példát nem, mások talán tudnak akik több gépet és típusú filamentet is próbáltak már ki.
Ha az előny és hátrány érdekel az le van írva az összefoglalóban a fontos kifejezések menüpontban. -
blountex
senior tag
Régebben több hsz is volt a fogaskerék mikéntjéről és bár látszólag egyszerűnek tűnik még sem az.
Ezt a miniatűr fogaskereket hogyan lenne érdemes kivitelezni? Elsősorban szerkesztésre gondolok
Maga a fogaskerék játékautóba való.... és gondolom jó neki a PLA anyag
Próbáltam aránylag jó telefonos képet készíteni.

Másik problémám ez már egy jó másfél hetes dolog, de csak ma volt időm egy kicsit foglalkozni vele, azonban még nem sikerült megoldani.
Aki PEI-t használ az járt már valahogy így? Elöszőr használok PEI-T!!!

Amennyiben igen, az tudna valami tanácsot adni hogy lehetne eltültetni a felületéről a PET-G?
Izisz -nél már ugyan érdeklődtem régebben, neki estem spaklival, késsel stb. eddig úgy eredménytelenül és elég bosszantó hogy levakarhatatlannak tűnik. Az egy dolog hogy a tárgyat alig bírtam levakarni, mondjuk ilyen jelenséggel már más surfacen szembesültem, de hogy még a skirt/brim is darabokban jön le az már kicsit se tetszett....
Ha valahogy sikerül ezt megoldani akkor próbaképp ragasztóstifttel kipróbálom a PEI-t.[ Szerkesztve ]
-
blountex
senior tag
Pl a fogaskerékhez lásd Sacco válaszát, azaz nagyon apró részletekhez.
A sztenderd a 0,4mm gondolom nem véletlenül és ugye ezt használják a legtöbben is.
0,8mm-től is van feljebb 1mm, de meg nem mondom hogy ekkora fúvókát milyen anyagnál vagy tárgynál érdemes alkalmazni.Nos úgy néz ki hogy az első PEI élményem úgy ezzel véget is ér. Pár hsz-el feljebb írtam róla ahol kép is van.
Még a maradék területen amire nem ragadt rá a levakarhatatlan PETG , ott tudok kísérletezek vele aztán valószínűleg dobom a kukába. Azért sajnálom kicsit többet szerettem volna vele foglalkozni, de legalább 3-4 nyomtatás elejéig ezzel is meg volt az élmény.
, ott tudok kísérletezek vele aztán valószínűleg dobom a kukába. Azért sajnálom kicsit többet szerettem volna vele foglalkozni, de legalább 3-4 nyomtatás elejéig ezzel is meg volt az élmény.[ Szerkesztve ]
-
blountex
senior tag
Szálak eltűntetésére a legoptimálisabb a direkt drive, bowdennél ez nagyban megnehezíti a dolgot sajnos.
Javasolt a retraction állítása illetve a travel speed nagymértékben való növelése 160mm/s
Valamint nemrég valaki írta hogy az is segíthet hogyha megtalálod az anyagnak a legoptimálisabb hőjét (nozzle). -
blountex
senior tag
Úgy néz ki egyre több Corexy nyomtató érhető el és kezdenek egyre jobbak lenni.
Flyingbear-Ghost 3d Printer
Ez felvonultat filament sensort, automatikus folytatás áramkimaradása esetén, wifi print (gondolom octoprint lesz az), és a nyomtatási mérete is elég nagy 371*357*410mm
Másik jelölt
TronXY 2018Már csak az a kérdés hogy mennyire stabil, normális anyagokból van összeszerelve.
-
blountex
senior tag
Többmint valószínű, hogy nem 1,5 menetemelkedésű, különben rámenne. Ha rácsavarod és érzed hogy nagyon nem megy akkor nem jó. 1-2 ilyen menetes dolgot csináltam már, de a belső menetem sose lett szép, mindig teli pókhálóval, ezért néha kicsit erősebben kellett az elején rátekerni hogy leszedje a pókhálókat is.
[ Szerkesztve ]
-
blountex
senior tag
Olyan kérdésem lenne hogy Curaban hol lehet állítani a nozzlie hőrmérsékletének a változását layerenként?
Van Initial és Final printing temperature azaz első és végső layerre vonatkozik, A printing temperature initial layer se tűnik annak aminek én gondoltam.
Míg S3D-ben ez nagyon egyszerű Curaban valahogy nem találtam ezt az opciót... -
blountex
senior tag
válasz
blountex
#9036
üzenetére
Végül sikerült rálelnem a válaszra, ezt a funkciót valamiért eddig sose néztem benne.
Tweak At Z script
Kipróbáltam a Custom Supportot is, elég pofásra sikerült, néha tényleg jobban jön mintha a alapértelmezett beállításokat használja az ember. -
blountex
senior tag
S3D-vel szinte egész jól sikerült a stringing tesztem bowdenes gépen Throubleshooting alapján, de Cura-nál egyszerűen rohadtúl nem tudom eltalálni a megfelelő beállításokat akármit állítottam a retractionnál kb. mindegyik beállítást végignéztem, de egyszerűen nem jutottam eredményre.
Itt a video:
[link]
2:40p-nél kb a baloldalira hasonlít legtöbbszőr a modellem.Valakinek egyéb ötlet?
-
#9053
blountex
senior tag
varadigabor
#9051
blountex
senior tag
válasz
 varadigabor
#9051
üzenetére
varadigabor
#9051
üzenetére
Nem tudom hol nézted azt a 260 fokot, de az összefoglalóban is "fúvóka 285-320 °C | fűthető asztal 90-110 °C" van megadva (persze ettől lehet minimálisan eltérés, de az a 260 nekem nagyon alacsony), nem beszélve hogy zárt környezetet ajánlanak neki.
[ Szerkesztve ]
-
#9061
blountex
senior tag
varadigabor
#9059
blountex
senior tag
válasz
varadigabor
#9059
üzenetére
Igen a Nylon filament 250-260 fokon tökéletesen nyomtatható.
-
blountex
senior tag
válasz
 odiepapa2
#9101
üzenetére
odiepapa2
#9101
üzenetére
Elég bátor vagy ha kezdőként ilyen nagy fába vágtad a fejszéd, nem beszélve arról hogy rengeteg anyagod elment rá (290g biztos) és én akár hogy állítom supporttal együtt is csak 20 óra a nyomtatás 0,2 layer heigh-tal persze az infil 30, de még az is sok talán.
Először is próbálj kisebb tárgyakat nyomtatni pl xyz cube, vagy 3D benchy és stb, na ha azok szépre sikerülnek akkor érdemes a nagyobb dolgok felé menni.
Itt látom azt, hogy hiába van egy relatív drága gépe az embernek, ha tényleg csak a felhasználóján múlik az, hogy mennyire jól nyomtat az a gép, na meg persze a slicer használata ami egy másik műfaj

-
#9200
blountex
senior tag
varadigabor
#9199
blountex
senior tag
válasz
varadigabor
#9199
üzenetére
Ha van egy érzékeny, jó minőségű ptfe csőved, lehető legrövidebb, akkor mehet a flex fila is, ha jól tudom lassú nyomtatással ilyen 20mm/s körül.
-
blountex
senior tag
válasz
 tonyrulez
#9252
üzenetére
tonyrulez
#9252
üzenetére
Én simán kézzel szoktam szintezni, de
A Mesh bed levelinget Repetier host-al érdemes csinálni?
Egyéb alternatívaként láttam volt aki a configure,h.ban modósítgatott...
Gondolom a start g-codeba is kellene valamit beírni, hogy amikor home-ba áll utána tudja hogy kell még némi korekciót végeznie.[ Szerkesztve ]
-
blountex
senior tag
Ez nagyon durván szálasodik.... és a kör alak is nagyon csúnya.
Ez nem sok anyag, próbáld meg rendesen belőni, ha ez sikerül akkor többnyire eltűnik a szálasodás, persze beálllítás kérdése,Cura 3.5 béta, mi? Végre van már Tornado profil
Ideje volt több mint 1 év után beleintegrálni, bár a profilt mindenki úgy alakítja a nyomtatóhoz ahogy akarja, ezáltal gyakorlatilag úgy is custom profil lesz a vége.... -
blountex
senior tag
1-2 nyomtatás elejéig teszteltem a Tornado profilt, pl Benchynél ezelőtt szálasodás volt PETG szürke filamenttel, itt kb megszűnt, csak még a beállításon finomítani kellene, mert nem lett olyan szép.
Viszont szeretnék kérni egy kis segítséget és lehet hogy egy kicsit furán hangzik, de ebben még totál kezdő vagyok.
Ugye mondjátok hogy egy jobb fajta lappal meg driverekkel csendesebb lenne a nyomtató és stb. amivel nem is lenne gond, szívesen belevágnék ha lenne mellette egy másik nyomtató, mert ilyen téren abszolút kezdő vagyok na és ha elcseszem akkor kb. nyomtató nélkül maradok amit nem feltétlenül szeretnék....
Sokat gondolkoztam rajta, és belevágnék a tél folyamán addig mengrendelném hozzá a cuccokat, a következőképpen gondoltam:
Tervem az lenne, hogy rendelnék egy MKS GEN L lapot TMC driverekkel (itt 5db ír a rendelésben), extruder mellé egy LV8729 stepper motor drivert.Ha megjöttek a cuccok, akkor rákötöm az alaplapot a Pc-re, rávarázsolom a Marlin 1.9-et, ehhez mondjuk rendelnék egy LCD kijelzőt is hogy lássam tényleg működik-e a dolog valami ilyesmi lehet a Tornadoban vagy kössem ki a control boxból az LCD-t és azon teszteljem le? Pc-n keresztül kap annyi áramot hogy működne az LCD kijelző is?
Utána szétszedem a régi alaplapot, összerakom az újjal a motorokat még nem kötöm rá hanem beálítom a Vref értékeket, ha úgy látom helyes akkor mehet a motor rákötés is, és elvileg kész....?Köszi a segítséget,
[ Szerkesztve ]
-
blountex
senior tag
Köszi a választ.
Többé-kevésbé ismerem a történetedet
Jó hogy írtad a Thingiről az alaplap felfogatót, akkor már készülök vele előre.
Végül úgy döntöttem hogy rendelek
Csupasz MKS Gen L V1.0
3db TMC 2208
és egy LV8729aztán ha megjön a cucc és nem megy valami akkor kérdezlek Téged.
Vrefet akkor Te nem is állítottál? Legalábbis nem írtál róla.Cura:
3.5 bétában lévő nos materiálként PLA-t hagytam meg el is felejtettem PETG-re állítani.
Extra Fast jelzőn hagytam a TT profilt.Alapértékeken hagytam mindent, és meglepő módon talán 1-2 szál lett a Benchy-n, de még finominati kell a beállításon mert bár nem rossz de van 1-2 részlet ami nem lett olyan szép.
DD PETG szürke filament 1kg
[ Szerkesztve ]
-
blountex
senior tag
Rendben.
Még annyi, hogy nálam gyárilag a retract 6,8 de én is ilyen 6-7 közötti értékre tippeltem.
Travel speedet érdemes még megemelni 120-ról 140-160 között, az még segíthet a nem szálasodás ügyében.Nálam jelenleg 140
Hőfok 230.Én speciel meg is lepődtem hogy szinte nem is volt szálasodás, mert előtte a CR10 profillal kísérleteztem állítottam mindent szart, de még akkor is volt a Benchyn egy kis szálasodás, de a retraction testet szépen vitte
Aztán persze kiváncsi leszek más tárgyaknál is mennyire lesz szálasodásom, ennél jól vette az akadályt.[ Szerkesztve ]
-



























 , ott tudok kísérletezek vele aztán valószínűleg dobom a kukába. Azért sajnálom kicsit többet szerettem volna vele foglalkozni, de legalább 3-4 nyomtatás elejéig ezzel is meg volt az élmény.
, ott tudok kísérletezek vele aztán valószínűleg dobom a kukába. Azért sajnálom kicsit többet szerettem volna vele foglalkozni, de legalább 3-4 nyomtatás elejéig ezzel is meg volt az élmény.






Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- DELL G15 5510 - 15,6"FHD IPS 120Hz - i5-10200H - 8GB - 512GB - GTX 1650 - Win11 - Garancia
- Ipad Pro 12.9" 3.Gen ( 2018 ) WIFI+ Cellular. 1 TB !!! , Üzletből, Garanciával, beszámitás
- Canon Powershot SX700 HS fényképező / kamera eladó! Választható tartozékok!
- Lenovo ThinkPad T490 14" FHD IPS i5-8365U 16GB DDR4 512GB NVMe ujjlolv., gar
- IPhone 13 256GB Green gyári független megkímélt akku 91%
Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Ozeki Kft.
Város: Debrecen