-

Fototrend



Új hozzászólás Aktív témák
-

blountex
senior tag
Nekem volt olyan, hogy úgy sikerült beszinteznem az A8at, hogy az asztal ferde volt. Ez közvetlen közelről nem is látszott, csak mikor távolabb néztem meg akkor láttam hogy nincs egy síkban az asztal. Kb. olyan csavarozási gondom volt mint Neked. Egyiket meghúztam a másikat totál kiengedtem.
Egyébként a végén én már papírlap nélkül toltam szintén üveggel. A fejet annyira kilehet tolni az A8nál, hogy az asztalon kívülre esik, így addig-addig állítgattam az egyik oldalon és a másikon is az asztalt, míg éppen csak hozzá nem ért a fejhez, utána ellenöriztem a négy sarkát is ha minden jó akkor mehetett a nyomtatás, még nagyon papírlap sem kellett ide. -
#6662
blountex
senior tag
2thletme2day
#6661
blountex
senior tag
válasz
 2thletme2day
#6661
üzenetére
2thletme2day
#6661
üzenetére
Már videon keresztül is elég idegesítő volt a hangja...
-
blountex
senior tag
Érdeklődni szeretnék 2 dolog felől:
Előbb-utóbb úgy is tudtam, hogy szét kell szedni a hotendet és stb, akkor már úgy voltam szétszedek mindent és megnézem miből áll a printerem.
Printer: Tevo Tornado -> Bowdenes
Van egy ilyen böhöm nagy bordás radiátor amibe belemegy a teflon cső és a Throat tube is.
Pontosan mi ennek az angol megnevezése, érdemes ilyet rendelni tartalékba Aliról? Ha van link az még jobb, köszi
A másik kérdés a nozzlebe betekerhető throat tube. Alin sikerült kikeresgélnem a megfelelőt 23mm hosszú kell és nem kell bele a PTFE tube mert magát a PTFE tubet tolom bele a Throatba. Gonfolom Direct Drivenál kell PTFE csővel kérni.
Throath tubeÉn még régebben egy 1,75mm telfon throat tubet rendeltem, de gondolom ez nem jó, mehet ki a kukába.
22,5mm hosszú
[link]Van megannyi variáció lehetőség stb. így úgy gondoltam inkább rákérdezek biztos ami biztos alapon. Köszi a segítséget.
Jöjjenek a képek:



[ Szerkesztve ]
-
blountex
senior tag
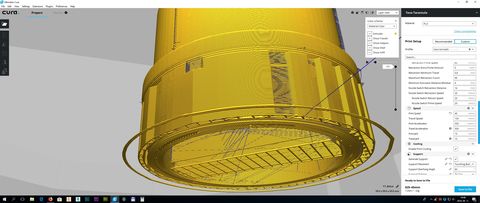
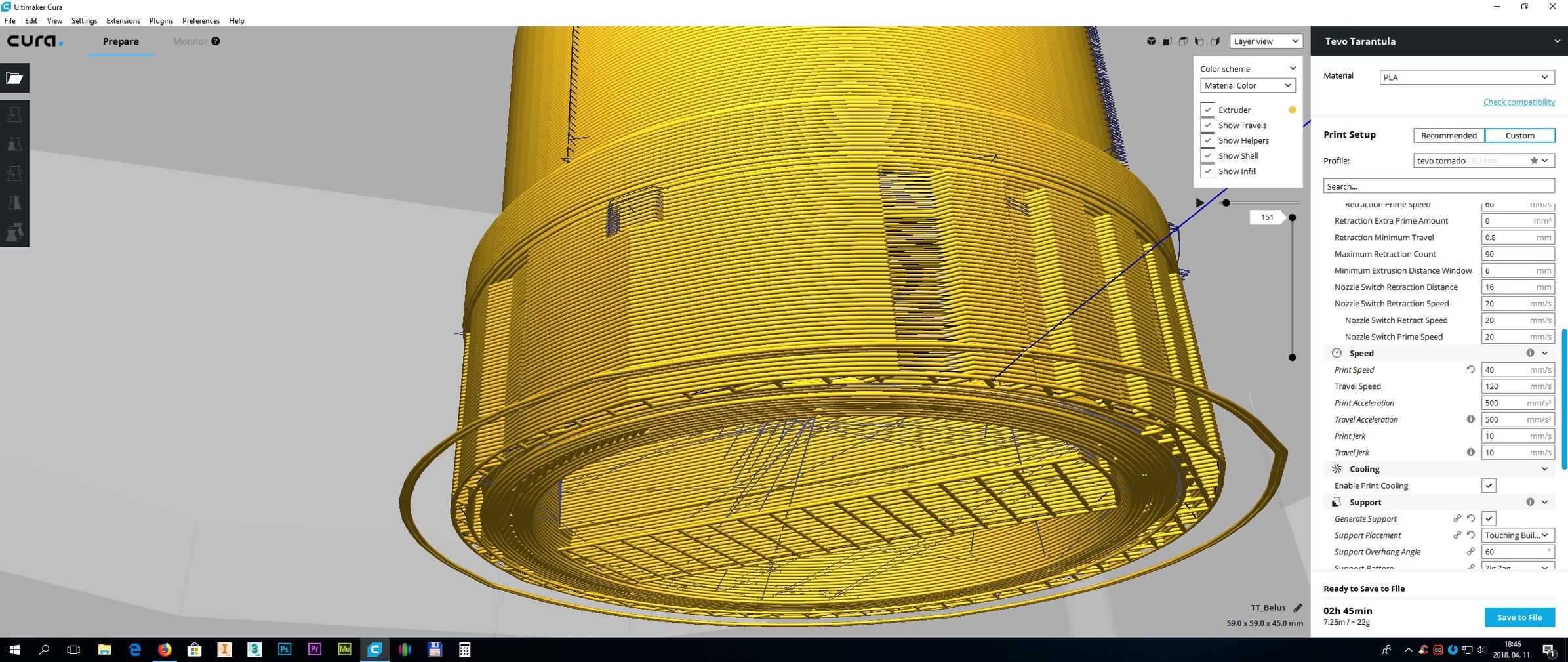
Érdeklődni szeretnék a modellel kapcsolatban, mert nem tudom eldönteni hogy lenne érdemes kinyomtatni.
Első kettő képen van maga a tárgy, a harmadikon support (touchingable).
Érdemesebb custom supportal próbálkoznom ebben az esetben S3Dben? Főleg a menet miatt gondoltam erre.
A belsejét mindenképp megkell támasztani mert az nagyon a levegőben lóg, viszont a külső perem körívnél talán elhanyagolható az a 3cm kilógás...
Lesz majd egy ellendarabja is hatszögletű ami a menetes részre megy majd fel.
A supportot hogyan érdemes eltávolítani? Mert önmagában is lehet, de a sok maradvány ami a modellen rajta marad stb. kicsit elég macerás utómunkaként. Nincs valami olyan lehetőség hogy belerakni pár percig valami oldószerbe ami a supportot hatékonyan leszedi?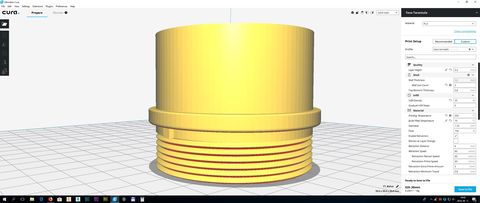

[ Szerkesztve ]
-
blountex
senior tag
Értem, köszi.
Valójában a perem 3,5mm, és van letörés 1(mm)x45 fokos letörés (de nem igen látszik a modellen STL fájlban, míg a Autocadban látványos), de akkor valószínűleg kelleni fog oda is support még meglátom.
Valamikor a hétvégén tervezem kinyomtatni, azonban előtte megkellene oldani még egy problémát.A heater cartridge elhasználódott, elsárgult ez akkor lehetett észrevenni mikor nehezen éri el a hőfokot és akkor sem stabilan. Jól van gondoltam szétszedem, kicserélem raktam bele egy noname reprap heater cartridget, majd melegítem fel a hotendet és egész szépen eléri a 205 fokot (olyan 195tól már sugárhajtású a ventik is elhalkulnak), de a gond az, hogy nem tartja stabilan a hőmérsékletet (+-5-7 fok), és mindig beindul a venti a control boxban holott nem kéne. Ez mitől lehet? Már a thermistort is kicseréltem és nem jó.
Most cserélem ki a heater blockot és a nozzlit, ha az se jó akkor passz.[ Szerkesztve ]
-
blountex
senior tag
A történet a következő:
Megkaptam a gépet stb. és egészen eddig úgy működött hogy, ahogy a nozzlinak a hőmérséklete elkezdett emelkedni úgy kapcsoltak be a control boxban a ventik, majd 195 foknál teljesen elnémultak, és ezután zéró hanggal folyamatosan ment fel 205 fokig ezt stabilan tartotta 1-2 fok eltéréssel. Nyomtatás közben is teljesen hangtalan volt a cucc, csak a motorok és extruder zaját lehetet hallani.
Most hogy cserélgettem a dolgokat ezután a helyzet a következő:
195 foknál szintén elnémultak a ventik, de 201 foknál hirtelen megakad a számláló (gondolkodik hogy is érje el a 205 fokot) majd beindulnak a ventik a control boxban egészen 205 fokig. Ezután nagyon rövid megszakításokkal, de folyamatosan beindulnak a ventik 1-2 fok eltérésnél.
Gondoltam valami más az okozója, ezért kicseréltem amit lehetett, de ezekszerint nem.
Ez elég érdekes, és egyben idegesítő jelenség, azok után hogy eredetileg nem ezt tapasztaltam.
Ha más nem, akkor venti csere lesz, mert ez így már zavaró.[ Szerkesztve ]
-
blountex
senior tag
Én speciel még arra is gondoltam, hogy egy kicsit feljebblejebb helyezkedik el a hotend mint ahogy a gyárilag volt és ez is lehet probléma, de akkor nem.
A PID tuning már egy párszor előkerült itt is, de nem is annyira foglalkoztam vele, lévén engem nem érintett, és ha jól emlékszek leginkáb akkor volt ez ajánlatos mikor a tárgyaknak a szélei feljött, de okozhatta a problémát nem megfelelő fan duct. Igazából erre a PID-re nem is gondoltam, kikerestem a hsz-edet, és anno ezt írtad:
"A PID tuning arra jó, hogy finomhangolja az hotend fűtést. Helyesen beállított PID értékek mellett a fűtés nem fog +-1°-nál jobban kilengeni, attól függetlenül, hogy a fan duct hova fújja a levegőt. Hisz még ha rossz helyre fújja is, a PID automatika gyorsan kompenzál és nem hagyja annyira kilengeni a hőmérsékletet."Nálam a kilengés itt +-2-3 fok is van ami már sok egy nyomtatás közben. Egyszer lemegy a hőmérséklet máskor az egekbe szökik mert beindul a venti.
Szóval valószínűleg jó a mostani elméleted is és egész biztos hogy a fűtőpatron is más mint a gyári volt, ez is közrejátszhat. Azért írtam több ventit, mert kettő darab van gyárilag berakva két oldalt. Magán a tápon nincs, de láttam olyat is, hogy van aki felrakott.Ha jól gondolom akkor érdemes a PID tuningot közel az asztalhoz végezni, tárgyhütő is mehet, összekötöm a laptoppal a nyomtatót és a kódokat a repetier host programban adjam meg, azon belül keressem ki a terminál menüpontot?
Holnap próbálkozok vele, remélem sikeres lesz és lesz is eredménye, ha valahol elakadnék majd írok.[ Szerkesztve ]
-
blountex
senior tag
Kb. jó is volt az amit írtál, de itt azért azt a pár részletet megmutatja ami kimaradt:
videoLegalább tudom hogy működik ez is és mi a célja, akkor ha nem ugyan azt a patront rakom bele érdemes neki esni a PID tuningnak. Elég drasztikus érték állítás volt

Ilyen Heatert Cartridget vettem, de van két darab ilyenem is és ez azért minőségibbnek tűnik.
Azon gondolkozok, hogy ha kipróbálnám a minőségibbet, akkor is ugyan így játszana a control box ventijei vagy sem?
Amint eléri a 200 fokot onnét nem 205re megy fel, hanem visszaesik 194re majd onnét füt fel megint 205ig de most már folyamatosan tartja.
Továbbá eredetileg úgy kaptam hogy volt a kockán egy sárga színű heat Insulation, ez nem tudom mennyi folyásolja be a történteket.További kérdés, hogy mennyire lenne értelme kicserélni a két ventit, illetve mi az ami segíthet a probléma megszüntetésében?
Képek a Control Boxról:

Nyíllal jelöltem hova csatlakozhat a két venti. Nem nagyon turkáltam benne, TL smoothert kötöttem be mikor megjött és ennyi.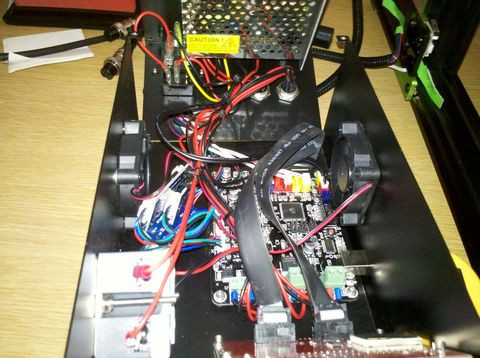
Köszi
[ Szerkesztve ]
-
-
blountex
senior tag
Kuruzsló:
Érdekes, hogy ilyen sima hosszú tárgynál miért hagyja abba. Én is nyomtattam már egy 85x137x10mm tárgyat, és csak az egyik széle jött fel nagyon kicsit, minden más rendben volt.Izisz:
"Nálam pl régen a gyakori retract okozott "dugulást" (a modell tulajdonsága volt, hogy szapora, sűrű retract kellett)"
Nálam perpill ennél okoz dugulást, valójában a sűrű retract miatt elkezdi darálni a filamentet a fogaskerék, és egy idő után annyira tele lesz a fogaskerék a sok szőrrel hogy nem tudja rendesen áttolni a filamentet, ebből pedig dugulás lesz.
Kísérletezek a retract értékekkel, remélem valamelyest tudok javítani."A board esetén a FET, ami gyanúsan melegedhet (bár extrúder nudli, 3-4A kereng, azt még egy mocsokabb fet is kiszolgálja elvileg), vagyis marad a táp, ami hangosabb lehet, felteszem ki van centizve a teljesítménye, így fűtéskor határeset lehet a teljesítmény fokozat melegedése, ezért kapcsol(nak) a venti(k)."
Szóval ebből kiindulva úgy néz ki, hogy a táp lesz a ludas. Milyen jobb minőségű tápot érdemes venni? Lehet hülyeséget írok, de mintha volt itt egy-két illető aki próbálkozott 300-500W táppal is. -
blountex
senior tag
Kérdés:
Érdemes-e minőségi heater block, nozzlit (MK8) beszerezni?
Nézegetem jobban az Alit meg más oldalakat is, de nem tudom mi az ami a sok tucattól eltérően jobbnak számít.
Van valaki, aki tud-e mást ajánlani mint az Insulation? Nem lenne bajom vele, ha egy jobb anyaga lenne, nem jönne szét olyan baromian könnyen, kicsit macerás vele dolgozni míg... 1-2x megtekeri az ember azt szét is hul az egész.
Köszi[ Szerkesztve ]
-
blountex
senior tag
Mittől jobb ez a kék PTFE tube mint a fehér?
Az a nozzlis thermistor nagyon kemény. Igazából mindegy hol méri a hőt
Ez már nem egy occó nozzli.Ahogy látom a minőségibb cuccokat a következő storeokban lehet megtalálni:
3DSWAY
TriangleLab
DFORCEIzisz:
Köszi, lehet kipróbálok egy ilyet, csak jobb mint azt a sárga szutykot kivagdosni meg felragasztgatni.[ Szerkesztve ]
-
blountex
senior tag
válasz
 TheProb
#7036
üzenetére
TheProb
#7036
üzenetére
Inkább ott folyjon ki a csomó mint az első rétegnél.
Most hogy igazából milyen műveletnél húzza el a csomót teljesen lényegtelen, a lényeg az, hogy addigra legyen jó mire kezdi az első réteget.Én láttam régebben egy olyan videot ahol külön volt az asztal mellé rögzítve nozzli tisztító, indításkor mindig ezzel kezdte...
-
blountex
senior tag
Ez se rossz megoldás, lehet utána nézek ilyesminek. Ugyan a skirt jó nagyobb modelleknél, de amikor ilyen aprót nyomtat az ember pl 14mm akkor már oda az én megoldásom nem a legoptimálisabb.
Valaki itt jó hsz-el feljebb volt problémája hogy egy nagyobb tárgynál egyszer csak abbamaradt az extrudálás. Nos kockát és egyéb nagyobbnak tűnő tárgyakat is szépen kitudtam nyomtatni, azonban volt hogy nálam is abbahagyta és egy idő után nem folyt ki a nozzlin a filament.
Tudni kell hogy a problémára nem rég jöttem rá, egészen pontosan Fabula ajánlására cseréltem ki a plasztik fogaskereket fémre, és láttom hogy a daráló része egy kicsit kisebb, (eredeti 8mm és itt 7,3mm volt), de nem gondoltam arra, hogy ez elég ahhoz hogy egyszer csak ne húzza be a filamentet a fogaskerék. Gondoltam itt dugulásra stb. minden volt, holott lényegében ez okozta a problémát, hol működött rendesen hol nem.Tapasztalataim szerint akkor megy jól a nyomtatás ha maga az extrudernél a filament nem kattog, ezt sűrűbb retractionnál (értékekkel kell játszani) kicsit nehéz elkerülni.
Ha van valakinek jó ötlete szívesen elfogadom
[ Szerkesztve ]
-
-
blountex
senior tag
Ennek már ideje volt
Én se tudtam volna róla ha nem olvasom épp azt a hsz-t.
A sok privát komment közül kibogarászom a lényeget azt a hétvégén beleírogatom őket, azt hiszem lesz mit.A "Z probe offset" állítását gondolom csak BL touch segítségével lehetséges, egyébiránt marad a kézi szintezés. Ilyen szempontból elég hasznos ez a kütyü.
[ Szerkesztve ]
-
blountex
senior tag
válasz
 Kuruzsló
#7084
üzenetére
Kuruzsló
#7084
üzenetére
Ez jól hangzik. Én speciel hajlakkozok, egy régi tubus elfogyott gondoltam nézek valamit a boltba láttam van Nivea, legalább neve van a hajlakknak meg írták hogy ultra erős. Jól van akkor kipróbáljuk, és rájöttem hogy pocsék, meg se tapad rajta a PET-G.
Kérdés az hogy mennyire tartós ez az öntapadós anyag? Gondolok itt arra, hogy ha neki esek késsel, de leginkább spanglival és kalapáccsal szedem le a cuccot, akkor mennyire sérül a felülete?
Csak mert van egy eredeti buldtakom ami szintén elég erős, de arra nem akartam nagyon nyomtatni lévén ha feljön (volt akinek igen) utána elég macerás azt eltávolítani... ezért rakattam rá külön üveget, mert azzal ilyen gond nincs, csak a tapadást kicsit nehéz megoldani. -
blountex
senior tag
Mivel nagyon úgy tűnik hogy a sima üveglap csődöt mondd a hajlakkomra, így keresek mást megoldást, szóval:
Köszi, de még egyelőre az eredetinél maradok, mert jelenleg ez van. Ebből van még egy plusz, holnap megnézem hogy felrakható-e az üvegre, ha igen akkor felteszem, ha nem akkor üvegnélkül használom.
Utána néztem a PEI sheetnek, ha jól látom erről lenne szó. Ahogy nézem ez is feltehető üvegre.
Van még egy harmadik opció, ez viszonylag egy húzosabb kategória, még pedig az Ultrabase. 310x310mm
Megéri? Ahogy nézem a videok alapján üvegben van benne ez az anyag és elég jól tapad valamint könnyű eltávolítani a tárgyat róla.[ Szerkesztve ]
-
#7159
blountex
senior tag
haverkulum
#7139
blountex
senior tag
válasz
 haverkulum
#7139
üzenetére
haverkulum
#7139
üzenetére
Te lassan tényleg minden létezőt kicserélsz a gépen. Próbáld ki akkor már a RAMPSot is hátha....
Egyébként nálam Z-nél van eltérés ~2 tized különböző modelleknél.... estep kb jó, a szintezés is és mégis.izisz:
Az az Alis link nem jó.Egyébiránt én 100-200e között nem is nagyon tudok fain nyomtatókat persze ott a wanhao, de egyik legjobb a Tevo vtornado agy Creality 3D utána Prusa MK3.
[ Szerkesztve ]
-
blountex
senior tag
Beraktam pár kifejezést az összefoglalóba.
Compi:
Javítsd ki ha tévedek, de beleírtam azt is ha jól emlékszek a Deltánál az auto level nem G28 hanem G33?Illetve bárki más is hozzátehetné a saját tapasztalatait. stb.
-
blountex
senior tag
Tudom, hogy volt már itt többszőr téma és volt akinek hasonló problémája volt, de egyszerűen nem tudok rájönni a dologra, és kicsit kezd idegesíteni....
A sima 20x20mm kockát most elvetem, inkább egy tárgyról lenne szó amit gyakrabban nyomtatok arról amit tudni kell, hogy 15mm magas illetve van egy része ami 20mm-re magas.
Az asztal szintezésnél a papír éppen csak szorul különben nem tolja ki szépen a filamentet a bedre.
Faszán meghúztam a szíjakat, egyik sem lötyög, extrudernél rászántam az időt és megnéztem az esteppet no lám bizony ott volt hiba kellett is egy kicsit állítanom mire végre megfelelő mértékben adagolta a filamentet.
Ennek ellenére a hibahatár 4 tizeddel kisebb (Z-ben )az tárgy mint kéne (ami nagyon sok) mind 19,6mm és 14,6mm.
Akármit nyomtatók kisebb/nagyobb tárgyat eltérést tapasztalok.Valami megoldás, ötlet mit kéne nézzek még ami nem jutott eszembe?
-
-
blountex
senior tag
Én se EU-ból rendeltem az enyémet, de EU express szálítással és vám/áfa mentes volt.
Értem én, hogy legtöbben ingyenes programot keresnek és stb. ami nem is gond, biztos jó ez a Fusion 360 is, de én amikor elkezdtem suliba az Autocadezést akkor az egyik nagy szám az Inventor volt, a Fusion 360 még csak nem is létezett pedig ez olyan 6 éve volt. Azóta eltelt pár év, és én maradtam a jól megszokott programnál.
Nem rég rendeltem egy Ultrabase-t, mert szívtam a tapadással üveglapon még hajlakk ellenére is... a saját gyári surface meg olyan strong, hogy egy nagyobb tárgyat alig bírtam levakarni róla. Na, arra kéne egy ABS-t ráereszteni, megnézném hogy tapadna, mert ahogy hallom ezzel igen csak sok a gond.
Teszteltem PS,PET-G,PLA mind kiváló, ajánlom a cuccot, nem beszélve, hogy könnyen lejön még egy nagyobb tárgy nyomtatása alkalmával is és vízzel/alkohollal takarítható.[ Szerkesztve ]
-
blountex
senior tag
Felmerült számomra egy érdekes probléma, a kérdés az hogy mi a hiba?
Slicer vagy profil beállítás vagy valami egyéb?Van egy xyz calibration 20mm cube, amit kinyomtattam Cura-val is, és S3D-vel is.
S3D-ben kb. 1 tizedes hiba határon belül mozogtak az értékek mindegyik oldalon, míg Curánál 20,25mm +- pár század eltérés. Curánál próbáltam különböző nyomtató profillal stb. egyik sem hozott eredményt.Ugyan ezt eljátszottam saját készíésű 10mm kockával és szinte nem sok különbség volt a kettő között, annyi hogy a Z az most egyezett, de x,y-nál rendre kijött az a 2 tized különbség.
A poén az lenne ha egy harmadik slicernél megint különböző eredményt kapnék
Most igazíthatnám a Curahoz a nyomtató kalibrálását, de egyrészt tuti lépést vesztenék (ha egyszer jól be van kalibrálva), másrészt akkor S3D-ben lenne eltérés...
Ötlet aki több slice-t használ, tapasztalt ehhez hasonló eltérést?
[ Szerkesztve ]
-
-
blountex
senior tag
Most hogy írtad ezt az oldalt emlékszek valamikor volt ilyen minta vételről szó itt is.
TheProb:
Ritkán járok PestreAllen:
Köszi, valahogy abba a kategóriába sose nézelődtem
Tökéletes, előreláthatólag valamikor 1 hónap múlva ugrok be a Bestmarktba, akkor bezsákolom ezt is meg talán egy Gembird Nylon filamentet.
PS Gembird-tel már volt szerencsém. Nem olyan rossz anyag, csak kissé fura. Ruganyos, nyúlos, de nagyon szép.Mondjuk ez számomra elég kérdőjel, hogy mi kerül ebbe közel 2x annyiba, mint a fent linkelt Nylon javára.
-
blountex
senior tag
Emlékszek valamikor volt itt téma, de nem tudom már melyik hsz a sok közül....
A következő a jelenség.
Van kb. egy 114x114xx120mm tárgy. Itt a konkrét tárgy és ennek az alja olyan 7-10mm lehet, de nem jutok el addig hogy a két szélét a nyomtató elkezdje nyomtatni mert kezd feljönni az egyik sarka.Próbáltam különböző bed hőfokot, de az se segített, nyomtam PID tuningot.
Maga a fila DD PET-G, de előjött PLAval is.Maga a radial hűtő gyári valami ilyen kinézetű.
Ment már 100%-on, 60%-on is, az eredmény hasonló.Egyéb ötlet?
Mondjuk hűtés nélkül nem igen akarom kinyomtatni, biztos ami biztos.[ Szerkesztve ]
-
blountex
senior tag
válasz
 janek69
#7652
üzenetére
janek69
#7652
üzenetére
izisz:
Ultrabase van, de ennek ellenére néha-néha elmozdul a tárgy nyomtatás közben pedig elvileg jól tapad a cucc, illetve ilyen széles tárgyaknál az egyes szélek sajnos feljönnek....Janek:
Szóval akkor Te voltál az aki szívott ezzel
50-85 fokig mindent próbáltam.Akkkor úgymond erre nincs megoldás... kár érte.
Még gondoltam arra, hogy a tárgyat körbe ragasztom brimmel, az talál segít lefogni, remélem ez beválik,[ Szerkesztve ]
-
blountex
senior tag
Valamikor kipróbálok majd egy 300x300as PEI-t is csak úgy kiváncsiságból.
Mennyire könnyen jön le róla a cucc? Kézzel simán letéphető vagy kell hozzá "spangli" akarom mondani spakli
Ultrabase-nél elég könnyen, így ezzel megvagyok elégedve vele, na meg különösebben nincs gondom vele kivétel 1-2 apró dologtól. -
blountex
senior tag
válasz
janek69
#7662
üzenetére
Igazából ezt a szintezést nehéz jól megcsinálni főleg kézzel egy 310x370mm asztalnál amiből 310x310mm használok.
Már egy jó ideje tervezek egy rendes knobot (csak előtte még kell 1-2 dolog) kinyomtatni ami kicsit könnyítené a szintezést ennek ellenére az se jó ha túl közel van a bedhez a nozzli mert, akkor nem jön ki megfelelően a filament ha meg túl távol van akkor az általad említett hibák is előjöhetnek stb.
Az tetszik mikor elsőként lerakja a skirtit a tárgy körül majd nyomná a második körvonalat és hirtelen arrébb löki az elözőt mintha oda se tapadt volna, de a széleit meg rendesen leteszi ívesen, azonban a legjobban az tetszik mikor kinyomtatok a tárgyból kb 5-10mm és egyszer a tárgy csak úgy elmozdul a semmitől holott mikor az első layert ellenőrzöm elég kemény, úgy tűnik jól odatapadt....Én mindig hideg nozzlival szintezek plusz papír vagy van hogy az se.
Izisz: Akkor lehet még se veszek PEI Sheetet
[ Szerkesztve ]
-
blountex
senior tag
válasz
janek69
#7662
üzenetére
Most megy a kísérletezés ezerrel, mert egyszerűen nem tudom eldönteni hogy az Ultrabase a szar, vagy valami egészen más probléma van áll a háttérben... egyelőre úgy néz ki hogy talán a tárgyhűtővel van valami gebasz, mert eddig mindig 100%-on pörögve nem volt semmi ziccer, most meg nyomtatni alig bírok vele (mindig elmozdul illetve feljön a tárgy).
Próbáltam kör alakot 100%on hasonló fenti jelenséggel, míg visszavettem a tárgyhűtőt 25%-ra és jónak tűnik.Kinyomtattam egy 114x114x5mm alapot 0 tárgyhűtéssel és két széle egy nagyon kicsit feljött, talán a skirt/brim segíthet ezen....
-
blountex
senior tag
válasz
 blountex
#7733
üzenetére
blountex
#7733
üzenetére
Nem nem és nem hiszem el, hogy 90% befejeztével egyszerűen felválik az Ultrabaseről az anyag 25% tárgyhűtőnél is.... közel 3 órás nyomtatás. 60 fokos bed, 240 nozzli DD PETG szürke
Olvastam 1-2 olyan kommentet, hogy volt akinek szintén hibás terméket sikerült kifogni belőle, talán kezdem én is ezt hinni. Kezdeti lelkesedésem kezd nagyon alábbhagyni... bő 1 hónapja használom. Szerintem hiába reklamálnék az eladónál mennyi esély lenne hogy újat küldjenek? Gondolom hivatalos weboalnál ez még csak működne de Alin nem hiszem.Azért is esett erre a választásom, mert bármekkora tárgy végeztével könnyen leszedhető szinte nem is kell spakli hozzá és könnyen takarítható pl vízzel.
Akkor azt hiszem más megoldás felé kell néznem én összeszedem amit találtam:
Lokbuild
Buildtak
Ultrabase
PEI Sheet
Tevo Tornado surface irgalmatlanul tapad nem kizárt hogy az ABS-t is simán vinné (ezt majd tesztelem is), a hátránya hogy rohadt nehéz leszedni a tárgyat és 80 fok körül egy idő után buborékos lesz az egész asztal.A lista végére egy saját vágott üveget beszúrok. Előny hogy könnyű takarítani, könnyen lejön a tárgy, a tapadás pedig szar. Nálam még hajlakkal is, ezért váltottam Ultrabasera. Lehet kipróbálnék egy Glue sticket az üvegre.
Aki gondolja írja le ki/mit használ mi a tapasztalata stb. előny/hátrány, akár lehet az összefoglalóban is egy ilyen téma.
[ Szerkesztve ]
-
blountex
senior tag
válasz
TheProb
#7722
üzenetére
Én úgy szoktam összeszerelni hogy először a heater blockba beraknom a nozzlit, majd egy nagyon picit negyed fordulat vissza utána berakom a throat tube PTFE csö nélkülit vettem, és meghúzom. Beszerelem a helyére és ütközésig benyomom a PTFE csövet.
Nem igen szokott előfordulni dugulás és egész jó ez a szilikonos kütyü, jobb mint a insulation bár pont a heater block tetejét nem védi semmitől, remélem nem folyik fölfelé a filament, előfordult már 1-2x elég kellemetle szinte levakarhatatlan. -
blountex
senior tag
válasz
TheProb
#7831
üzenetére
Ugyanarra mint a Insulation.
Azaz megvéd attól hogy szaros legyen a heater blockod. Csak míg az insulation rohadt könnyen szétmálik főleg ha lyukat akarsz beleszúrni (lyukkal is rendelhetőbb de drágább), nem olyan egyszerű felszerelni, addig a szilikonos zokni sokkal egyszerűbb, csak a heater block tetejét nem védi semmi, míg az Insulationnál igen. -
blountex
senior tag
Valóban, bár én ebbe úgy igazán nem is gondoltam bele.
Egy jó pár hsz-el feljebb panaszkodtam, hogy egyszerűen nem tapad meg az ultrabasen a filamentem, és rájöttem, hogy az eredeti surfacen se.
Na gondoltam kicserélek mindent A-tól Z-ig még a ventiket is újra hegesztettem, de valószínűleg teljesen felesleges volt kicserélni. A 3DSWAY-től rendelt ventire hiába ír noise levelként 24.2dbA egy dekával sem lett halkabb mint a gyári volt, pedig bíztam benne hátha, ez csalódás.Szóval miután mindent kicseréltem az eredményt változatlan volt, míg a DD PLA és PS fehér filament megtapad, addig a DD PETG nem igen, pedig előtte valahogy sikerült nyomtatni vele.... aztán eszembe jutott hogy rajta volt a insulation és most már nincs, így visszafoghatta a tárgyhűtőt, de próbáltam már 25% körül is... 60-85 fokig bezárólag mindent 235-245 fokos hőméréskleten.
még egy komment elejéig visszajelzek mire jutottam, egy bővebb tesztelés után...
Csak jó lesz még is az az Ultrabase nagyon úgy néz kiizisz: Egyszer kipróbálom az általad javasolt Sunon-t.
Az a ruganyos levehető asztal, gondolom ilyesmire gondoltál:
GondolomKérnék tippet:
Már többszőr próbáltam nyomtatni egy kerti slagcsőnek a rászorítóját mondhatom csatlakozónak is amit be kell tekerni, hogy ne folyjon a víz. A belső menetes része az nekem valahogy sose szép, mindig vannak pókhálok.
S3D-ben a következő paramétereim vannak röviden:
6mm retractrion distance
100mm/s retraction speed
40mm/s Printing speed
X/Y axis movement speed másnéven travel speed. Ez 60mm/s volt, de felvittem 160mm/s-re próbáltam 120-onm is. Ez a funkció lenne arra hivatott hogy ahol üres járat van ot nagyon gyorsan haladjon át és ne húzzon lehetőleg magával csíkot. Ám ennek ellenére még mindig pókhálos.Külső menetet egyéb tárgyaknál nagyon szépen nyomtat a nyomtató csak a belső menettel van mindig problémám.
Slusszpoén: Ilyet senki ne csináljon otthon. Van egy régi Motorola Defy+ telefonom amúgy is beteges volt a kijelzője. Véletlenül a 70 fokos beden hagytam a telefont egy félórára, most már csak fekete képernyő fogadd.
[ Szerkesztve ]

























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Mikrokontrollerek Arduino környezetben (programozás, építés, tippek)
- Vodafone otthoni szolgáltatások (TV, internet, telefon)
- A PC-ből az asztalunkra is kilép a Noctua
- Luck Dragon: Asszociációs játék. :)
- Kerékpárosok, bringások ide!
- Diablo IV
- Miért vezet mindenki úgy, mint egy állat?
- Drágábban indíthat az új iPhone SE
- Nokia 3210 - felélni az örökséget
- OLED TV topic
- További aktív témák...
- Apple gyártói garanciával, bontatlan, iPhone Se 3 kártya-független, apple világgaranciával
- iPhone 13 Pro Max 128GB Gold/ PATIKA ÁLLAPOT!
- Google Pixel Buds Pro
- EVGA RTX 3070 Ti 8GB XC3 ULTRA - bontatlan - eladó!
- ÉRKEZETT Legújabb Bontatlan Új M2 IPAD PRO 2022 11 128GB - 256GB Wi-Fi Azonnal Deák Térnél Átvehető.
Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Ozeki Kft.
Város: Debrecen