-

Fototrend



Új hozzászólás Aktív témák
-
-

azbest
félisten
válasz
 Rulez81
#27060
üzenetére
Rulez81
#27060
üzenetére
A friss marlin már alapból ismeri. A gyári fw valami 2+ éves verzión alapulhatott.
Igen, az a videó vlaóban használos, mert más függőségeket is felsorol.
Nekem skr1.3-hoz ezek vannak módosítva a konfigban [link]
Ezek tűnnek relevánsnak. Van olyan slicer, ami a pause parancsot használja váltásra.
NOZZLE_PARK_FEATURE,
ADVANCED_PAUSE_FEATURE, PARK_HEAD_ON_PAUSE,
FILAMENT_LOAD_UNLOAD_GCODES -
azbest
félisten
válasz
 LamaCube
#27064
üzenetére
LamaCube
#27064
üzenetére
Nem biztos, hogy a tied a "rossz". A hivatalos asztal méret kicsit kisebb, mint az alu tepsi, mert fűtőszál nem teljesen a széléig van. És mert a szélén szokott lenni esetleg rögzítő csipesz is, ha olyan módon eltávolítható felületet használ valaki, ami útban lenne.
A minimum állásba homeolva, a menüből lépj el az x és y maxig. Ez a hivatalos fw-vel 220x220 ha minden igaz. Ha az átellenes sarokban is kb ugyanakkora hely marad a szélétől, akkor pontosan a gyárilag megálmodott módon működik.
Neki két dolog lehet: az end stopokat máshogy szerelte fel és ezért el van csúszva a 220x220 a sarok felé azon a gépen. Ha direkt van kihasználva a teljes felület, akkor pedig a max értékeket is meg kell nővelni úgy, hogy kitöltse. Fizikailag 235-ös az alu, de lehet 230x230 jobb, hogy ne legyen teljesen a szélén. A sima 3-nál is így volt [link]
Ja és persze a slicerben is olyan asztalméret kell legyen a nyomtató profiljában, amilyen fizikailag és fw-ben konfigurálva van.
[ Szerkesztve ]
-
azbest
félisten
válasz
 zsolti_20
#27093
üzenetére
zsolti_20
#27093
üzenetére
No és próbáltál már szoftvert cserélni rajta? Friss marlint megfelelően felkonfigolva? Szerintem érdemes ezt akkor is megcsinálni, ha cserélni akarod, jól jöhet még tartalékként.
Csak mert az skr esetén is az első dolog az, hogy kell hozzá való szoftvert rátenni. Amit valsz megintcsak neked érdemes fordítani.
Egyébként a mostani board milyen a gépben? Integrált driveres vagy vagy át tudod tenni új boardba mert foglalatos? Csak mert, ha integrált, akkor driverek is kellenek, ha például skr1.3 -at választanál. Bár ha cserélhető változat, akkor is lehet csak hr4988 filléres és nem csendes driverek. Mondjuk egy időben olyat is használtam, nem panaszkodom nagyon rájuk, a célnak megfeleltek éppen.Egyébként lehet eredeti skr 1.3-at már nem is kapni, nem láttam múltkor. Már az utódját, az skr 1.4-et árulja a bigtreetech. Csak valami gyengébb minőségű másolatból akadt aliexpressen.
Egyébként talán a legköltséghatékonyabb - szerintem - egy skr mini e3 v1.2 most is - akár integrált tmc 2209-es driverekkel, akár a foglalatos másik változata. Ha cserélhető tmc stepperek lennének esetleg a tarantulában, akkor azt át lehet tenni, bár a lábkiosztás eltérő lehet más gyártók esetén.
Btw, most próbálom ki az új motorokat és hát a hanpose-nek persze, hogy más a lábkiosztása, mint a régi tarantulához kapott motoroké. Most nézhetek utána és cserélgethetem a dugóban a lábakat
 Csak azért variálok, hogy mindkét Z-re egyforma motort tegyek. Pár miliméterrel hosszabb a tengelye is. És közben kiderült, hogy a csapágyas oldham X tengely támasz nem lesz jó, nem fér el az alsó motoros hajtás felett a régi tarantula dupla vastag X profilja alatt. X profil tetejére meg nem csavarozhatom, mert úgy meg a csapágy miatt nem fér oda.
Csak azért variálok, hogy mindkét Z-re egyforma motort tegyek. Pár miliméterrel hosszabb a tengelye is. És közben kiderült, hogy a csapágyas oldham X tengely támasz nem lesz jó, nem fér el az alsó motoros hajtás felett a régi tarantula dupla vastag X profilja alatt. X profil tetejére meg nem csavarozhatom, mert úgy meg a csapágy miatt nem fér oda.[ Szerkesztve ]
-
azbest
félisten
Ah, 3 év után rájöttem, hogy kezdettől fogva pízai ferde tornyokat nyomtatok
Az X profilon kellett csak kilazítani a kocsikat tartó csavarokat és egyforma távolságra állítani majd meghúzni a csavarokat. persze az asztal is ilyen ferdére volt szintezve, tartja is akár hónapokon át isSzintezés ide vagy oda, ha ferde az asztal, akkor rombusz lesz minden magas nyomtatott formában. Sík felületre letéve egy irányba dől kicsit.
-
azbest
félisten
válasz
 dugesz77
#27183
üzenetére
dugesz77
#27183
üzenetére
nem tudom ez mennyire friss leírás, de van benne pár dolog, amit érdemes ellenőrizni
https://www.makenprint.uk/3d-printing/3d-printing-guides/skr-v1-3-marlin-2-setup/#define RESTORE_LEVELING_AFTER_G28
#define EEPROM_SETTINGSmondjuk látom neked srk mini e v2.0 van, azon ha jól emlékszem még flash chip is van és nem csak emulálja. Biztos van ahhoz specifikus leírás is.
[ Szerkesztve ]
-
azbest
félisten
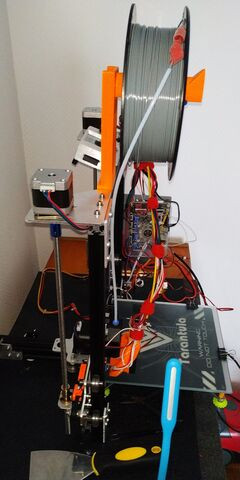
Na meguntam, hogy a régi tevo tarantulán teljes káosz a kábelrendezés
Miután pár kész megoldást néztem, van amit nyomtattam is, rájöttem, hogy amíg nem egy helyen van a táp és board, addig mindig lógni fognak kábelek. Az egyik oldalt táp, másik oldalt board esetén meg a gép alatt lehetne áthúzni a dc tápot, megemelt talpak segítségével. Ez sem túl jó. Szóval megy minden egy dobozba. Így csak az X motor kábel és az ágy kábele lesz szabadabban kezelve, az Y és Z, valamint a kijelző kábel is egészen diszkréten kezelhető a profilokba rejtve. Tinkercad model.A doboz belsejében egy elem két irányba tereli a csendes 8cm-es ventiről jövő levegőt. A táp nem gyári, hanem passzív teljes oldalán rácsos. Így alulról is lehet fújni. A középső elem egyúttal a 230v-os részt is szeparálja a többitől.
A board pedig oldalra kibillenthető zsanérokon. Oldalt is van két zanér, ahová akár anya nélküli csavar is megteszi lezáróként. 3cm-re el is van tartva a függőleges profiltól a box, hogy az X motornak legyen hely mellette.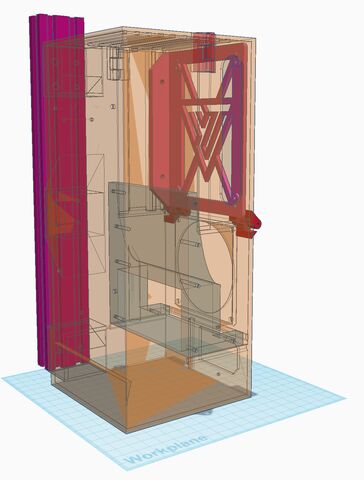

A board egy V-slot alakú részre egy tartóval csavarozható fel. ilyen tartók eleve készültek többféle boardhoz. Így később is cserélhetőek. (Most például a gyári, az skr 1.3 és skr mini e3 v1.2 -höz gyűjtöttem be ilyeneket). Csak a függőlleges zsanéroknál kell forced support a második kép szerinti szétvágáskor. Be kell persze forgatni a felső és belső elemeket nyomtatáshoz jobb pozícióba.
Meg kéne tanulnom mostmár a fusion 360-at, mert tinkercad-ban elég nehéz utólag módosítani dolgokat. Teljesen le kell bontani mindent és újra összerakni
Az export-import asztali programba meg nem a legjobb.Szerk, arra már rá is jöttem így leírva, hogy a belső elemnél kicsi a kábel átengedő lyuk
[ Szerkesztve ]
-
azbest
félisten
Jajj, azért a prusaslicernek is vannak hülyeségei. Van egy sarok, ahová egy-egy mozdulatra rétegenként 2x is visszajár a nyomorult és ezért pteg-vel csupa borz 10 centis utazások után az oldalfal... persze lejön könnyen, de a közelében romlik a minőség és néha széthord a fej is bozontokat. Combing meg nincs prusában, így nem lehet bekényszeríteni a hosszabb, de csimbókmentes útvonalra.
Általában curát használok, mert gyorsabbra szeleteli a figurákat és nekem az fontosabb volt általában (2-4 órákkal). De most sajna valahol bugzott a nagyobb darabnál és egy rétegnél keresztbe beszeletelt nem létező lapot, ami prusán nincs ott. Meg a modellemben van még kisebb hiba, két helyen nem ért össze egymás melletti elem sajna és ezt jobban kezelte a prusa egyként. Bár curában is lehet kis szélesítés bekapcsolással kompemnzálni...
Na és persze megjött a hülyegyerek (én) és 96%-nál gondoltam, hogy leporolom a sínt, mert az új kerék kicsit porol még ahogy bekopik... és persze rászaladt és layer shiftet okoztam... a képen a különbség látható
Ki kell próbáljam a 3d ceruzát, hogy azzal össze tudom-e majd forrasztani egybe ragasztás helyett.
-
azbest
félisten
Táblázat [link]
stepdir módot mindegyik tud megfelelően beállítva. Úgy emlékszem, hogy három pad közti forrasztás dönti el, hogy buta vagy okos módban menjen. Az újabbak spi helyett uart-ot tudnak. Az okos módhoz, hogy kell-e plusz kábelelezés, az a boardtól is függ, hogy ott arra a lábra mi van kötve.
Az újabbak kevésbé melegednek.Az okos mód azért is jó, mert szoftverből lehet áramerősséget állítani. Nem muszáj kihasználni a sensorless homingot. Én sem használom, nem aktiváltam be marlinban.
Mondjuk elolvasva az előzményt is
 , hát két éve nehéz lett volna az újabbat venni. Szóval, ha már megvan, akkor teljesen jó a 30as is.
, hát két éve nehéz lett volna az újabbat venni. Szóval, ha már megvan, akkor teljesen jó a 30as is.[ Szerkesztve ]
-
azbest
félisten
válasz
 cross56
#27288
üzenetére
cross56
#27288
üzenetére
3 wall line esetén látom, így csinálja. Nem fér el pont ott valamiért 0.4x5, ezért a nyomi kihagyja ott a falat és kitölti a kis pöckökkel a gapot. Ha Outer wall line width-et átírod 0.4-ről 0.39 -re, akkor pont elfér és szép köröket csinál.
De sok más paraméter is befolyásolhatja picit
-
azbest
félisten
válasz
 imibogyo
#27298
üzenetére
imibogyo
#27298
üzenetére
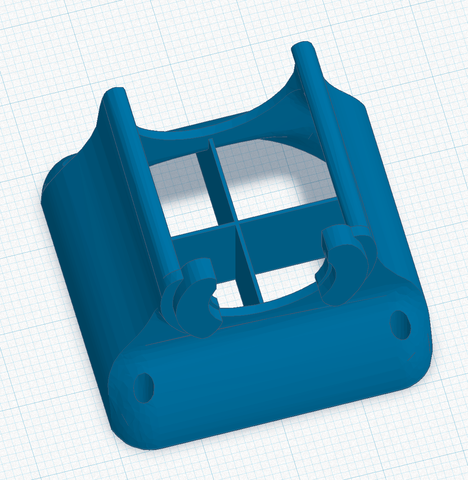
a fangról jut eszembe, hogy nekem a 4cm fanos v6 klónos kerek hűtősből van külön bodára csíptetős elem. Azt kiegészítettem középen keresztben légterelővel, hogy muszáj legyen keresztülmennie a levegőnek és a venti mögött keringjen körbe körbe. Elvileg úgy jobban hűti bordát.
-
azbest
félisten
válasz
 bitmad
#27303
üzenetére
bitmad
#27303
üzenetére
valószínűleg usb-n át nem is keres frissíatést, más hasonló chipsetes boardoknál más pinekre kell kapcsolódni közvetlen flasheléshez, a boardra forrasztott chipnél ehhez ki kéne deríteni, hogy egyáltalán ki vannak-e vezetve és hová vannak kivezetve. Lehet, hogy ki vannak vezetve, ha gyárilag nem az sd kártyáról flashelik őket.
De talán ennél egyszerűbb, ha megnézed az sd slotot, nem sérült-e vagy a forrasztása nem hibás-e. Azért másik kártyával is érdemes kipróbálni.
szerk
Ó, lehet teljesen más a probléma. Lehet a képernyővel együtt nem tud működni azzal a firmware verzióval [link]
Nézd meg a képernyő frissítését, az elvileg javítja, hogy rákötött bt képernyővel nem látja a board saját sd kártyáját.
Ráadásul egyik azt írja, hogy tudta usd-n át, visual studio code-dal frissíteni... szóval lehet megy usb-n át is a frissítése a boardnak is.[ Szerkesztve ]
-
-
azbest
félisten
válasz
 #35581184
#27362
üzenetére
#35581184
#27362
üzenetére
ha normál extruder van rajta, amikor a motor közvetlenül hajtja a filamentett, akkor nem lehet harmada. Ha áttételes 1:3 arányú extruder van fenn, akkor lehet annyi.
Pláne nem lesz varázsütésre más, amikor korábban ment. Nem lehet, hogy az extruderednél csúszik a filament, nem tudja behajtani. Vagy a fogaskerék kilazult és nem forog a motorral együtt. Vagy kattog a motor, mert nem tudja tekerni valami miatt és lépést hagyki. Akár mert dugult, akár mert túlságosan megszorítottad az extrudert.
-
azbest
félisten
válasz
 rokapet
#27457
üzenetére
rokapet
#27457
üzenetére
Igaz nekem már régóta direct drive-ra van alakítva a gépem és csak a szál útjának egyengetése miatt van teflon cső, az is az extruder előtt. Viszont nemrég nyomtattam el az egyik tekercsnek azt a részét, amit rosszul csévéltek fel és volt rajta egy marha nagy masni: ilyen 3+ centi magasan kiállt egy alsóbb rész és köré volt csévélve a többi. Nagy meglepetésemre a bmg klón simán behúzta. A nyomtatás után láttam csak egy rétegen, hogy mintha kicsit vastagabb lenne, lehet ott cibálta végig a tefloncsőn a kanyargós részt. Szerencsére el sem szakadt a szál
Egy érdekesség volt csak a bmg klónom kapcsán. Nem tudom, hogy a tekercselés miatt vagy mert esetleg nem teljesen merőleges a bevágás az extruder kerekeken, de úgy vettem észre, hogy ahogy halad a filament úgy csavarodik is a szál. Amikor tefloncső nélkül hasznlátam, akkor szépen lassan elkezdett úgy becsavarodni, hogy pár karika filament a tekercs mellett a levegőben karikákba áll és félő, hogy feladak valamiben -> ezért is tettem a tefloncsövet , mert az megakadályozza ezt. Ja meg a csapággyal könnyen gördülő tartóknál túlságosan is könnyen gördült a filament lefelé és néha lerántott többet is mint kéne, elkezdett letekeredni
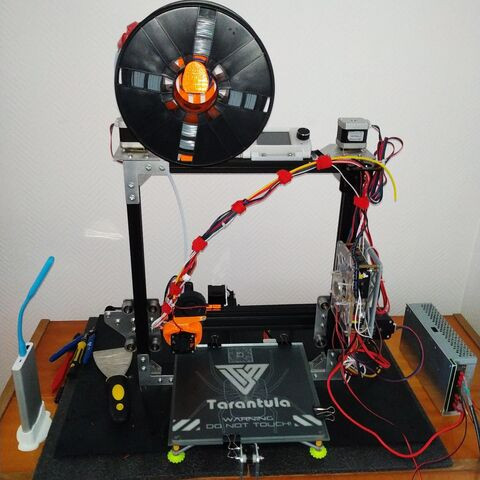
úgyhogy csapágy nélkül használom, csak velcrot tettem a tartóra, hogy azon könnyebben és zajmentesebben csússzon.Most épp így néz ki. Kinomtattam a táp + board dobozt is, de még gondolkodom, hogy lehet fusion360-ban újra rajzolom, mert találtam egy tucat tevezési hibát. Éppen össze tudnám rakni így is, de kényelmetlen pár megoldás és kézzel is kellett faragni.

[ Szerkesztve ]
-
azbest
félisten
válasz
 Reggie0
#27461
üzenetére
Reggie0
#27461
üzenetére
A poén a csavarodás kapcsán: ha egy hónapig benne van használat nélkül a tekercs, akkor a csavarodás miatt az extruder felett elnyíródik a szál állásában
Kétszer is jártam úgy, hogy 1-2 hónap szünet után hirtelen nyomtatni akartam valamit és hopp, az első réteg után megszakadt az anyag mert eltört a szálbtw, végre találtam hasznos feladatot a tévedésből rendelt 3mm-es tekercsnek. Abból tettem rugalmas merevítőt a kábelkorbácsba
Másik tapasztalat a karbantartás kapcsán: múltkor fémszálas PP szíjat vettem. És bakker a PP úgy csúszik, hogy nem marad meg rajta a gyorskötöző és persze nem is hajlik könnyen. Szóval nem túl alkalmas ilyen kis gépekhez. Szóval a gumi+üvegszálas változat bőven jó, az sem nyúlik. Csak a gyárilag kapott tarantulás szíj gagyi és mintha átlósan lenne benne az üvegszál, kezd néhány helyen kifoszlani. De már megvárom a cserélvel azt, hogy új pulley-k jöjjenek, mert a gyáriak kicsit kacsáznak azt hiszem és ez talán okoz egy kis mintázatot a nyomtatott dolgokon.
Karbantartás után, párhuzamosok és szíjak igazításával, kerekek cseréjével már egész vállalható kezd lenni a benchy. Lehet nagyon többet már nem lehet kihozni belőle ezen a szinten. Ha matt lenne (alacsonyabb hőfok), akkor még jobban nézne ki, mert az sokmindent elrejt. Ja meg ideje lenne a szoftvere paramétereket újrakalibrálnom, mert ezer éve, más fizikai felépítés mellett néztem utoljára
Ez azt hiszem 40es tempóval 0.2 réteggel volt, prusaslicer 2.2-vel.

Funkcionális, durvább dolgokat 80as tempóval csapatom, ott azért egyenetlenebbEz meg amikor elfelejtettem bekapcsoln ia tárgyhűtést pla-ra, miután petg-vel mást nyomtattam

- Mayday! mayday! We are sinking, we are sinking!
- What are you thinking about? [link]
A benchy padlómagasságán lévő csík kapcsán találtam egy érdekes prusa írást, sajna ez a tedchnológia korlátja - direkt olyan a model, hogy ott ez kijön. [link]
[ Szerkesztve ]
-
-
azbest
félisten
válasz
 Saccco
#27465
üzenetére
Saccco
#27465
üzenetére
Van ami prusaslicerben jobb, mást meg curában. Mindkettő fenn van. A curából nekem a combing és a tree support eléggé bejön sok esetben. Prusában meg majd az új 2.3-asban jövő egy irányú rétegrakás is tetszik, meg van amit jobbra csinál. Cura gcode nagyobb, funkcionális dolgoknál van, hogy órákkal gyorsabban végez. Persze lehet prusában is lehetne mókolni más beállításokat, hogy gyorsabb legyen (pl a vékonyabb dolgok teljes kitöltését kikapcsolni, meg még pár hasonlót néztem már - de máskor meg pont ezek jók a prusában, ha olyan dolgot kell nyomtatni).
Kiváncsiságból elindítottam a kézzel moddolt prusa benchy gcode-ot, eh ki kellett kommentelnem prusa specifikus gcode információs parancsokat, mert végigsípolta volna a bt tft a nyomtatást
[ Szerkesztve ]
-
azbest
félisten
sőt, dupla alu a tálca
a nehéz, vastag üveg miatt úgy láttam, hogy még az első alu tartó is belengett így tettem be mégegyet Persze a súly és stabilitás párban jár, szóval minél nagyobb súly, anál nehezebb stabilizálni, így kontraproduktív lehet Amúgy karácsony előtt nyomtattam csomó upgradet, de rájöttem hogy nem passszol igazán a géphez, amikor fel akartam szerelni: Alulról dual-z és x profilt dinamikusan tartó oldham coupler, a tápot meg csak simán bal oldalra akartam. Így nézett ki akkor a helyzet

Aztán meg újratervezésÍgy a gyárihoz hasonló megoldás került fel. A Z motorok alatt igazából csak azért van damper, mert annyival megemeli, hogy nem ér le az asztalra a hosszabb rúd. Amúgy alulról volt már egy ideje a motor, de visszatettem felülre most, mert a rudak nem 100% egyenesek és úgy 3 pontos rögzítés problémás. Ja meg a motornál lévő coupler pontossága - a prusa integrált rodos Z-jénél ilyen probléma nincs.
De, gondoltam rá, hogy át kéne építeni Y-t. De van egy másik probléma a régi tarantulával. Nem V slotos, hanem T. Ezért a V kerekeket jobban eszi. Ha meg V-re cserélek dolgokat, akkor szépen úgy nőnek a költségek, hogy igazából már lehet érdemes lenne teljesen másik vázat és felépítést választani. Régóta játszok a gondolattal, hogy kocka alakú gép lesz egyszer. Gyakorlatilag a vázat kivéve kb már megvan egy komplett gép (tartalék) alkatrészként.
Bár két smooth rod kéne csak meg nyomtatott tartó talán, hogy támassza két oldalon pluszban az ágyat a mostani felállás.Egyébként a két bedet tartó alu közé lehetne tennem valami rezgéselnyelő anyagot és lehet az sok vibrációt megfogna. Bár itt audio kapcsán írják, de ez a rezgéselnyelés működhetne nyomtató tálcánál is [link]
[ Szerkesztve ]
-
azbest
félisten
ja és a direct extruder megmoddoltam egy thingiverses tartót, hogy visszanyerjek egy elvesztett centit Y-on
tinkercad [link]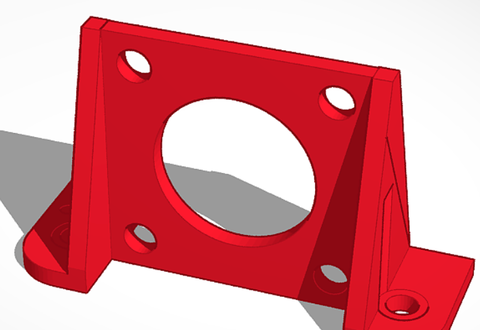
#27471Reggie0
úgy értem, hogy most már lehet nem a tarantulát építeném nagyon át, hanem egy új gépet építenék mellé akkor már. Szóval nem úgy értem, hogy a kiveszem belőle a vázon kívül az összes többi alkatrészt. Hanem a működő tarantula mellé van még egy doboz alkatrészem, amit az évek alatt szedegettem összeA leges legelső eredeti tervem az volt, hogy a tarantulával kinyomtatom a szükséges alkatrészeket, majd kannibalizálom az egészet egy corexy gép építéséhez, mert ahogy számoltam olcsóbbnak tűnt akár alkatrész célból megvenni akkoriban a tarantulát, mint egyenként összevadászni mindent és még a nyomtattatás is plusz költség lett volna. Csak közben jött olyan munkahelyi projekt, ami miatt 1 évig nem értem rá, mert minden második héten máshol voltam. Aztán most egy évig megint eléggé lefoglalt a munka. Közben pár dolgot igazgattam, szóval a tarantula fejlődött. Most már inkább megtartanám így - csak a kábelrengeteget számoljam fel és kap egy nochtua 40x20as borda hűtőt, hogy még csendesebb legyen. Aztán lehet valamikor vágatok V profiokat és építek valamit később
Amúgy direkt választottam szerelős gépet. Nem csak az ára miatt. Hanem tanulni.
[ Szerkesztve ]
-
#27513
azbest
félisten
Mr.Csizmás
#27511
azbest
félisten
válasz
 Mr.Csizmás
#27511
üzenetére
Mr.Csizmás
#27511
üzenetére
a régebbi gemird filament lehet nem is ugyanattól a gyártótól jön, mint az újabbak. Mert más kinézetű a dob és az újabbak szebben voltak tekercselve is.
Olyan lehet ez is, hogy ahonnan épp olcsóbban megkapják, ott kötnek le kapacitást. Mint a coop-os sűrített paradicsom. Az is volt már aranyfácán, kecskeméti konzervgyár és most unilever.
[ Szerkesztve ]
-
#27637
azbest
félisten
Szabikaa20
#27635
azbest
félisten
válasz
 Szabikaa20
#27635
üzenetére
Szabikaa20
#27635
üzenetére
sdformatter programmal win alatt kb szabványos formára hozhatod. Ha utána is baja van, az már gyanús. [link]
Ha most más a board, akkor az is bekavarhat esetleg, hogy marlinnál mi lett megadva, hogy a boardon vagy a kijelzőn lévő sd kártyát akarja használni. Ha a dupla szalagkábeles csatival van rákötve, akkor az is lehet, hogy fordítva van a csatlakozó, mint a régi boardon. Persze, ha más kártyával működött, akkor ez mind nem szempont.
Ha valami okos kijelző van rajta már, akkor ott is külön lehet fw beállítás, hogy melyik slotot kezelje.
Egyébként a nyomtatók elektronikája általában SPI módban kezelik a kártyákat és amelyik kártya nem tudja ezt, azzal nem működnek. Nekem anno tarantulához adtak gyárilag olyan sd kártyát, ami nem SPI kompatibilis és pécében normál olvasóban jó, de a 8 bites boarddal meg nem működött
Nekem is 16-os sandisk ultra kártya van a gépben (skr 1.3 és tft24). A normál méretre alakító adapterrel gyűlik meg néha a bajom.
[ Szerkesztve ]
-
#27641
azbest
félisten
Szabikaa20
#27640
azbest
félisten
válasz
Szabikaa20
#27640
üzenetére
ja, lehet máshogy particionálja a win telepítő készítő, az sd formatter letakarít mindent, az biztos
Rejtett particiók, máshol kezdődő particiók okozhatnak kavart, alapból win alól a formázás nem változtatja a particiós táblát és a win is talán csak az első particiót mutatja kártyáról. Pendrivekhez is jó a progi. (linux alatt a kártya elejéne le dd-zése is kiírt mindent és teljesen nulláról lehet particionálni, formázni)#27639 Reggie0
hát.. néha elég kreatívan értelmezik a gyártók, pláne noname kínaiaban[ Szerkesztve ]
-
azbest
félisten
TMC2209 van integráltan (felforrasztva) a bigtreetech SKR Mini E3 V2.0 boardon.
A firmware-ben alapértelmezett áramerősség értékek és működés közben a menüjéből állítható, hogy mennyivel hajtsa a motorokat.Nem tudom, hogy van-e olyan stepper motor, ami csak 12v-on megy. Érdemes linkelni is az általad emlegetett dolgokat. Én cseh raktárból rendeltem nemrég egy 5ös szett motort, ami így hamar meg is érkezett, a csomagos postás hozta, és mivel eu-n belül van, így plusz adó veszélye sem állt fenn. [link]
Igaz, a hozzá való kábeleknek csak az egyik végén van csatlakozó, a másikra magamnak kellett volna olyat feltenni, amilyet szertnél / boardhoz való. De egyébként is volt egy szett kábelem már.[ Szerkesztve ]
-
azbest
félisten
válasz
Reggie0
#27731
üzenetére
Vizes szivaccsal szépen szét lehet úgy teríteni, hogy éppen csak legyen rajta. Vízben oldódó. Én mondjuk a kék színűt preferálom, ami nedvesen színes, úgy takarításkor is látszik, hogy van-e még rajta.
A hajlakkot viszont a gépnél, gépbe fújni nem jó ötlet, Szépen rárakódik mindenre és nem könnyű letakarítani sem. -
azbest
félisten
válasz
 Norbi46
#27800
üzenetére
Norbi46
#27800
üzenetére
a konkrét szeleteléses beállításoknál is vannak opciók, hogy első réteg mennyi legyen (initial fan speed) és a többi réteg mennyi legyen.
Egyébként főleg azért éredemes állandóan tartani a hőmérsékletet, mert a hűlés miatt leválhat az asztalról - pláne, ha olyan felületű, ami kifejezetten úgy működik, hogy melegen tapad rá, hidegen meg nem.
[ Szerkesztve ]
-
azbest
félisten
válasz
Norbi46
#27807
üzenetére
jaj bocs, másfele figyeltem és a ventilátor állítást írtam előbb az asztalé helyett.
De ott is van, igen, az amit bekarikáztál.Ez valami nem hivatalos / google fordítós magyarítás? furák a megnevezések
Esetleg próbáld kiexportálni html formában a beállításokat [link] az addonnal.
Vagy egy komplett gcode-ot tegyél valahová.[ Szerkesztve ]
-
azbest
félisten
válasz
Norbi46
#27809
üzenetére
A gcode-ban az elején felveszi 50-re és a végén van csak a lekapcsolás. Annak jónak kéne lennie.
Ha mégis 0-ra áll rá, akkor az máshonnan jön. Esetleg a kijelzőjéből, ha ott van valami okos rendszer. És amúgy tényleg lehűlik az asztal? Nincs összekavarva valami és asztal helyett más hőmérsékletet jelezne ki?
[ Szerkesztve ]
-
azbest
félisten
válasz
Norbi46
#27812
üzenetére
nem ismerem, hogy milyen varázslatra képes, de ahogy látom azt írja
"energy saving mode is on" - energiatakarékos mód be van kapcsolva.Ha kézzzel elállítod nyomtatás közben, akkor természetesen beszúrja a hőmérséklet állító parancsot a fájlból olvasott közé nyomtatás közben. Ha te kézzel közben levetted 0-ára, akkor azért annyi. Ha az energiatakarékos módnak van ilyen beállítása, akkor lehet ő cseréli le.
A sebesség viszont valószínűleg százalékot jelent, nem pedig konkrét értéket.[ Szerkesztve ]
-
azbest
félisten
válasz
Norbi46
#27815
üzenetére
Persze, sima pla az üveglapról 35-40 fokon már felválik, 25-ön van hogy magától lejön állásában a nyomtatás végén.
Szóval első tipp: kapcsold ki az energiatakarékos módot. Lehet arra vonatkoznak azok a beállítások, amit mutattál. Economic legyen off.
Ja dobott is rá találatot a google [link]
Az kapcsolja le az ágyfűtést.szerk: A z tengely kompenzáció az lehet, hogy szintezés után mennyivel legyen lejjebb fagy feljebb az, amit a tálcaszintnek gondol. Ha túl messzíre kalibrálja magát, akkor ott tudod közelebb vinni például az asztalhoz.
[ Szerkesztve ]
-
-
azbest
félisten
válasz
Norbi46
#27865
üzenetére
Az a felsorolt 16 érték azt mutatja, hogy a méréskor mennyire érezte egyenetlennek az asztal különböző részeit. Tehát ez nem a nozzle távolsághoz kell, hanem az asztal tökéletlenségeinek kompenzálásához. A Z offset meg összességében tudja komenzálni azt, hogy a nozzle és az érzékelő közt mekkora az eltérés, ami ahogy más is írta azért kb állandó.
Először azért érdemes kézzel, hogy ne legyenek túl nagy eltérések a különböző részek közt, ne legyen alapból ferde az asztal.
Utána autoval kitapasztalja az asztaban lévő helyi egyenetlenségeket, gödröket és dombokat.
Utána, szerintem home-olod, hogy z=0 pozícióba menjen és akkor megnézed, hogy mennyivel magasabb, mint ahogy jónak tűnne a távolság és a többlettel csökkented a z offsettet. Elvileg mindenütt azonos ez, ezért kell csak egy értéket megadni.Ha a nozzle kezdő távolság volt a probléma és az offsettel megoldottad, akkor nem kell duplára venni az első réteg anyagmennyiségét sem, mert a túl sok anyag sem jó, ha nincs neki hely. Szóval egyszerre csak az egyiket próbáld.
[ Szerkesztve ]
-
azbest
félisten
válasz
Norbi46
#27871
üzenetére
Felfűtés azért érdemes, mert a hőtágulás is bejátszik ilyen finom távolságoknál már. Szóval érdemes úgy csinálni. Az asztalt szerintem mindenképp. A nozzlet elég csak olyankor, amikor kifejezetten a nozzlehez képest nézel valamit. Túl sokáig nem érdemes magas hőfokon üresben járatni a nozzlet, mert megéghet benne a maradék műanyagszál anyag.
A z home után látod azt, hogy a nozzle túl messze van-e az asztalhoz képest. Ha túl messze van, akkor negatív irányba kell még tovább állítani a z offsetet az adjustment képernyőn.
De úgy is lehet ezt, hogy valami teszt ábrát vagy valamit elkezdessz nyomtatni és látod, hogy nem jó még, akkor még közelebbre állítod. Nem az a cél, hogy beleütközzön az asztalba, hanem hogy pont olyan távolságra legyen, hogy jó legyen az első réteg. Pici lépésekben, 0.05-tel csökkenti egy próbánál.Itt egy videó is, a közepe táján van az, hogy állít az offseten [link]
A videó végén ő is írja, hogy szívott az eco móddal Neki is felvált, mert lehűlt az asztal. A rossz példáit nem kell utánozni a ragasztópiszollyal Hogy mi a jó távolság, az függ a szeletelőben megadott beállításoktól is. Ezért lehet jobb, ha teszt nyomtatással próbálod megtalálni, mi a neked jó. De ha elállítod a szeletelőben, akkor lehet már más lesz a jó. Én péládul tudom, hogy teljesen más beállításokat használok, mint a többség, mert sima üveglapra máshogy nyomtatok, mint a textúrás felületekre lehet.
[ Szerkesztve ]
-
azbest
félisten
válasz
#35581184
#27893
üzenetére
Az normális, hogy marad a nozzleban anyag használat után. Ha égett vagy bekerült valami szennyeződés az probléma.
Az a gyanús, hogy nálad mintha egyenletesen lenne rossz. Ezért érdemes végignézni szisztematikusan, hogy miket változtattál.
- Az extruer ugyanaz, nem cserélted át áttételesre? Ha igen, akkor rossz az e-step, mert más áttételű lehet az új.
- kilazult ptfe cső és csúszkál emiatt. Kombinálva nagy retracttal.
- extruderben eltört valami és nem tekeri jól
- nozzle lyukméret nagyon más-e mint a szoftverben
- nyomtató firmwareben elállítva estep
- slicerben elállítva valami érték, ami összefügg vele.
...[ Szerkesztve ]
-
-
azbest
félisten
válasz
Reggie0
#27940
üzenetére
nem feltétlen... az adott rétegben lévő többi figura is sokat számít. Ugyanis nem mindegy, hogy mekkora lesz a nyomás a nozzleban.
Amíg a szeletelő program nem csinál nozzle nyomásra is becslést és azt nem kalkulálja bele a gcode-ba, előre tervezve pár másodpercet és a flowt aszerint változtatgatva, addig lesznek ilyen vonalak. A linear advance lényegében már valami ilyesmi azt hiszem a gcode feldolgozó oldalon.
A másik meg a "magic numbers", amikor a Z lépésekhez igyekeznek ideális rétegvastagsággal optimalizálni, mert nem teljesen egyformák a microsteppek. Anno számolgattam és a kisebb - 2mm- meredekségű rodnál pont jól jön ki a 0.1 és 0.2 is. A 8mm meredekségű, elterjedtebb fajta rodoknál jön ki jobban egész stepre ha más rétegvastagság megy az alap helyett.
[ Szerkesztve ]
-
azbest
félisten
válasz
 KARIPAPA
#27997
üzenetére
KARIPAPA
#27997
üzenetére
Sima üveg teljesen jó, a lényeg, hogy szó szerint sima legyen
Van, aki azért használ tükröt, mert annál nem lehet egyenetlenség.Nekem savmaratott matt üveg van, annak is érdes a felülete. Nem javítja, hanem rontja a tapadást a sima oldalhoz képest. Azért használom mégis a matt oldalt egy nagyon pici ragasztó stick vizes szivaccsal való szétkenésével, mert nekem tetszik, hogy kb ugyanolyan az alja is mint az oldalai és teteje. A sima üvegen tükröződő az alja.
De sima üvegen lehet nem is nagyon kell ragasztó sem, ha egyébként tiszta és nincs összefogdosva. Kivéve a petg, mert oda azért érdemes kenni kis ragasztót, hogy ne forrjon össze az üveggel a műanyag, mert amúgy feltéphetné.
Én 4mm-est vágattam, de lehet ez túlzás és a 3mm is tökéltes lenne. Azért van súlya.
[ Szerkesztve ]




 Csak azért variálok, hogy mindkét Z-re egyforma motort tegyek. Pár miliméterrel hosszabb a tengelye is. És közben kiderült, hogy a csapágyas oldham X tengely támasz nem lesz jó, nem fér el az alsó motoros hajtás felett a régi tarantula dupla vastag X profilja alatt. X profil tetejére meg nem csavarozhatom, mert úgy meg a csapágy miatt nem fér oda.
Csak azért variálok, hogy mindkét Z-re egyforma motort tegyek. Pár miliméterrel hosszabb a tengelye is. És közben kiderült, hogy a csapágyas oldham X tengely támasz nem lesz jó, nem fér el az alsó motoros hajtás felett a régi tarantula dupla vastag X profilja alatt. X profil tetejére meg nem csavarozhatom, mert úgy meg a csapágy miatt nem fér oda.

 Ez így eléggé francia
Ez így eléggé francia  Vagy az csak maszat?
Vagy az csak maszat?




























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Godox Litemons LA200D 5600K LED lámpa
- Fujitsu Lifebook S752, 14" HD, I3-2348M CPU, 8GB RAM, 500GB HDD, WIN 10, Számla, Garancia
- Fujitsu Lifebook A532, 15,6" HD, I5-3230M CPU, 8GB RAM, 500GB HDD, WIN 10, Számla, Garancia
- Fujitsu Lifebook A530, 15,6 HD, I3-380M CPU, 4GB RAM, 250GB HDD, WIN 10, Számla, Garancia
- Dell Latitude E6320, 13,3" HD, I5-2540M CPU, 8GB RAM, 256GB HDD, WIN 10, Számla, Garancia
Állásajánlatok

Cég: Alpha Laptopszerviz Kft.
Város: Pécs

Cég: Ozeki Kft.
Város: Debrecen