-

Fototrend



Új hozzászólás Aktív témák
-

azbest
félisten
válasz
 Chimpy
#51201
üzenetére
Chimpy
#51201
üzenetére
Kábelt? Fillérekért kapni a gyárilag szerelt öntapadós matrica antenna mindenféle csatlakozóval.
Meg persze létezik pigtale is [link] , amivel más, nagy méretű csatlakozóra adaptálható, bár látom a linkek hosszú kábellel kivezette oldalra.
De gondolom bőven elegendő lehet, ha a fémházon kívül vezethető matrica antennával.Vagy ha eleve műanyag fedél mögött van, akkor a fedél belső oldalára is ragasztható.#51203 Pulsar
Aha, a nyákon biztos látszik, hogy a c44-en át vezet-e és a másik mellette lévő beforrasztott átkötés pedig nyákon kialakított antennához vezet-e. -
azbest
félisten
Érdekességnek: 2.5D színes resin nyomtató gyárlátogatás, összeszerelés lépések
Strange Parts [link]
Persze ez nem átlagembernek való otthonra és nem kifejezetten 3d figurákhoz, inkább feliratokhoz, domborművekhez. És valsz drága is a gyári anyag [link] legalábbis domborúhoz.Crockodile Dundee után szabadon:
Az nem nyomtatófej, hehe... eez nyomtatófej
-
azbest
félisten
hogy jön föl? Felkunkorodinak a sarkok?
Jó nagy brimmel nyomtatod, hogy legyen ami lefogja a széleit?
Van amelyik szeletelőben lehet védőfalat is nyomtattatni köré, hogy benn tartsa jobban a meleget. Ja és tárgyhűtés abs-sel nem annyira kell.Ha hideg helyen van a nyitott nyomtató, akkor esélytelen, mert a hőtágulás akkora, hogy 15 fokra lehűlve felhajta az alsóbb rétegeket a felsőbb összehúzódása.
-
azbest
félisten
ebből a szögből pont nem látszik, de szeletelt nézetben érdemes megnézni, hogy van-e alátámasztása és ha nincs, akkor legyen supportja. A programok sokszor még pirossal jelzik is, ha valaminek veszélyesen kevés alátámasztása van.
A nagyobb rétegvastagság is számíthat (ronthat), hiszen úgy valsz nem csak magasabban, de távolabb is kezdi a következő réteget és lehet kisebb az átfedés. [kép]
A lényeg, hogy levegőbe nem tud nyomtatni. Ha túl lapos szögben, vízszinteshez közeli a tárgy, akkor lekonyulhat. Ha olyan helyen kezd, ahol levegőben van és nincs még mással kapcsolata, akkor nem fog sikerülni. A kisebb rétegvastagság talán segít, ha éppen határeset, hogy mennyire lapos a szög. Ha rossz helyen kezedi, akkor elforgatás segíthet. De ha nagyon levegőben lenne, akkor support alátámasztás kellhet. A programban is lehet van lejátszás, ahol mutatja hogyan rajzolná ki a réteget a fej, azt nézve is segíthet megérteni az okát. Meg persze a valós nyomtatás közben is látható lehet a probléma.
Ha nem ilyen jellegű probléma, akkor még a hőmérséklet vagy a légáramlás (hiánya) is lehet probléma. Kisebb méretű részeknél, vékony részen kis hőmérséklet csökkentés vagy plusz hűtés is segíthet.
-
azbest
félisten
válasz
 kavalkád
#50237
üzenetére
kavalkád
#50237
üzenetére
és biztos, hogy fentről szivárog? A petg néha hajlamos felmászni a nozzlen... múltkor cht klón nozzlevel nyomtattam petg-t az enderemmel és mindig lett egy blob rajta, ami véletlenszerűen felragadt valahová. Először azt hittem nem lett elég szorosan becsavarva, de talán a cht-vel nem volt elég jó a retract és a ragacsos petg mászott felfelé. Lehet kicsit túl melegen is próbáltam.
-
-
azbest
félisten
más nyomtatóval, tegnap sokáig tököltem előmelegített nozzlevel és ezért picit megégett benne a pla. A nozzleürítő csíkomban is volt pár fekete szemcse, de később nyomtatás közben is egy helyen. Pont úgy nézett ki, mint neked, előbb kissé alulextrudált, aztán egy ponton túl és a váltásnál találtam egy fekete szemcsét a felszín alatt kilátszva

Persze más szennyeződés is lehetne. Vagy előtte, ha más fokon használt anyagfajta volt benne, és nem tisztilt ki rendesen váltáskor.Persze lehet más is.
-
#49662
azbest
félisten
JulianSinulf
#49653
azbest
félisten
válasz
 JulianSinulf
#49653
üzenetére
JulianSinulf
#49653
üzenetére
Ezek a többszínű műanyagok külön állatfajok.
A fekete sokkal dominánsabb, mint a többi, így lehet olyan kombináció, aminél vissza kellett fogniuk a pigmentet vagy másikat használni, hogy ne nyomja el a többit.
Vagy akár a különböző színekhez más adalékanyagok kellenek és azért nem ugyanolyan minden kombinációban a fekete. Filamet cserénél, színváltásnál is sokkal nehezebben tisztul ki egy fekete, mint egy fehér. Vagy legalábbis több purge kell, mire az előző szín szennyezése észrevehetetlenné válik a dominánsabb színeknél. -
azbest
félisten
válasz
 cross56
#49459
üzenetére
cross56
#49459
üzenetére
ennyiből sokat nem lehet kitalálni. Lehet a műanyag tekercs megakadt és amiatt húzta fel magát vagy csúszott meg az extruder.. Vagy poros a filament és ideiglenesen dugult kicsit a nozzle. A z menetet érdemes megnézni még, hogy nem koszos-e, nem szorulhat-e meg valahol. Ha ugyanezt kinyomtatva ugyanott ugyanúgy, ugyanott van hiba, akkor lehet akár a szelelelő program által hibásan generált réteg - curában láttam már többször, hogy néha egy réteg "leesik" az előnézetben. De sd kártya hiba is lehet.
Múltkor meséltem, hogy némelyik ender 3 v2-nél kell segíteni a motorok földelésén (főleg az y-nak), mert statikus feltöltődés miatt ugorhatnak nagyobb tárgyaknál - bár az nem az extruder, hanem layer shiftes tünet. [link] [link]
-
azbest
félisten
válasz
 ParadoxH
#49377
üzenetére
ParadoxH
#49377
üzenetére
A meshmixerben kezdtem én is, de rettentően bugus, sokszor összeomlik és amikor szétválasztom a kijelölt darabokat, akkor sokszor odagenerál random kiálló tüskéket.
A többszínű gépek bemutatóinál láttam, hogy vannak progik, mivel egyben modellt ki lehet színezni és ő generálja le, hogyan cserélgesse a színeket hozzá. Na ha ott ki lehetne exportálni a különböző színű részeket, máris előrébb lennénk
Látom másnak is volt már hasonló gondolata
[link] -
azbest
félisten
válasz
ParadoxH
#49375
üzenetére
ah, ez pont olyan alakú model, amit simán ki lehetne nyomtatni több darabból különböző színekből és utólag összeragasztani. Bosszantó, hogy nem teszik közzés csak az egyben változatot. [link]
Ezek például remek, több darabban nyomtatható modellek [link]
Erről jut eszembe, nincs olyan progi, miben ki lehet színezni modelt (stl) és azt szét tudná automatikusan szabdalni színenkénti darabkákra? Kézzel próbáltam ilyet, de meshmixerben kész állatkínzást ilyet csinálni. Pedig Pepét nagyon szépen ki lehetne pár darabból [link]
-
azbest
félisten
válasz
 mumtaz
#48768
üzenetére
mumtaz
#48768
üzenetére
úgy tűnik tényleg a sztatikus feltöltődés levezetés hiánya volt a baja... már 90% felett jár és eddig nem jelentkezett a gond. Csak az durva, hogy kisebb méretű tárgyaknál nem jelentkezett, a nagy, teljes asztalos mozgásoknál lehet jobban dögölődzött valami, hogy feltöltődjön. És x-y irányban is random, ahogy kisült.
Előtte (vagy 8x próbáltam ahogy kerestem a hibát és próbáltam változtatásokat hw és szoftver részen is).

és most a földelés átnézése és javítása után
 Még az x motorról kiderült, hogy nem elég jó az anodizált csavarja miatt, még igazítani kell a földelésen, de már így is valsz elég sok minden földelt, hogy ne legyen gond és kisülés. Főleg az y-ra írták, hogy kell, ami eleve műanyag tartón van.
Még az x motorról kiderült, hogy nem elég jó az anodizált csavarja miatt, még igazítani kell a földelésen, de már így is valsz elég sok minden földelt, hogy ne legyen gond és kisülés. Főleg az y-ra írták, hogy kell, ami eleve műanyag tartón van.De még a gép hangja is másabb. Főleg a dual-z felszerelése után volt a motoroknak valami zümmögése, főleg némelyik z pozíciónál. És az mintha megszűnt volna és halkabbnak tűnnek a mozgások.
A másik amin még változtatni fogok: a cht klón v6 nozzlet leszedem. Retract után túl nagy a laggja, van egy-két hely a teljes asztalos mozgás után, ahol a falban lyuk van, mert nem tudta elég gyorsan elkezdeni kitolni az anyagot az elágazó belsejű klón nozzlevel. Kívülről nem látszik és a petg nagyon erős rétegeket csinál, de azért valsz jobb ha nem csinálja ezt
Annyiból érdemes lenne nekem is váltani okosabb boardra, mert az alap crealityn buta módban van bekötve a tmc is és nincs linear advance, ami szebb sarkokat tudna. A tarantulámban olyan board van
csak annak a váza kissé hajlékony. -
azbest
félisten
Ti hallottatok róla, hogy az ender 3 v2 valemelyik szériája nagy tárgyak nyomtatásánál layer shiftel random irányba néha? Általában nem teljes asztalod dolgokat nyomtatok, de most próbáltam nagyot álmodni. És elcsúszkált.
Persze a tünetek alapján lehetne túlmelegedés, vagy nem megfelelő vref vagy motorhiba vagy más is. De szisztematikusan végigmentem és vref állítás fel és le is volt. Motor csere is volt. A board hűtésén is optimalizáltam, venti igazítás és az alaplap alá hővezető gap pad viszi a fémre át a meleget, szóval biztos nem melegszik túl. Fw-t is átcseréltem a régi jyersről a professionalra.
És akkor találtam néhány régi reddit bejegyzést és a megfejtést. Sztatikus elektromosság fel tud gyűlni, valamiért talán csak a 4.2.2 "A" tmc 2208 változatot érinti tán. És anno a creality adott is ki gányolós videókat, egyik fenn is maradt, hogy Y motort földeni. [link]
Ja igen... mivel levettem a "dísz" burkolatot a tápegységről, ami eltakarta gyárilag a szellőzőrácsot, így ott valsz elvesztettem akaratlanul egy földelési útvonalat, mint kiderül most multiméterrel végigmérve. Valsz az a bukolat elem is részt vett a földelés átvitelében. Szóval most multiméterrel végigmenve mint az 5 motorhoz (dual z) vittem földet. A vázelemek közti földelést is átnéztem és pár helyre kellett karistolós alátét csavarhoz, hogy átvigye a földet találkozáskor. Az y motoroknál a motor tartő és Z tengely rögzítő csavarokból kötöttem össze, így a vázról a motor burkolatára is megy föld. A többi helyen is a motorok csavarja vagy a burkolata és más fém elem találkozásánál csináltam kapcsolatot. Az X motor és extruder mivel görgőn utazik, alapból nincs földelve, de húztam be külön kábelt, amivel mindkettőhöz elvittem a vezérlőkábel mentén.
Azt mondjuk nem tudom, hogy mi változott a 4.2.7-es boardon és miért csak a silent 4.2.2-est érinti és abból is csak némelyiket. Talán valami plusz szűrés kellett, vagy a 2208 érzékenyebb statikus zajra mint a többi driver, amit használtak.
Na majd 8 óra múlva kiderül, hogy ez lesz -e a megoldás, vagy pedig alaplapcsere kell más fajtára. Van egy tartalék SKR MINI E3 V1.2 2209-es.
Annyi modot csinálok majd még, hogy fém Y tartót rendelek a műanyag helyett, hogy a hőt átvezesse a vázra és ne legyen olyan forró, mint gyárilag.Na most elővehetem a széttuningolt eredeti tevo tarantulámat is, hogy az is üzemkész állapotra hozzam
[kép] -
#48598
azbest
félisten
atesz19910
#48597
azbest
félisten
válasz
 atesz19910
#48597
üzenetére
atesz19910
#48597
üzenetére
Azért az alapokkal nem árt tisztában lenni.
Egyáltalán milyen profillal, hogyan akarsz nyomtatni, milyen sebességgel, milyen szeletelő programmal?Az asztal tapadásával lehet gond egy tökéletes nyomtatóval is, ha össze lett fogdosva, zsíros.
A képekből nem sok mindent lehet kivenni, mert a lényeg homályos és nem arra fókuszáltál.
Milyen videó alapján, mit akartál kalibrálni az extruderen és hogyan függ az össze a tapadással? A gépről csinálj szerintem fotót, hogy egyáltalán mi az a tuning amiről beszélsz.
-
azbest
félisten
válasz
 Gondwana
#48406
üzenetére
Gondwana
#48406
üzenetére
Lehet ki kell várni a 10 napot reklamáció indításához. Aztán lesz a reklamációs lehetőségek közt elvileg olyan, hogy returned szerepel a nyomkövetésben. Bár nekem choice szálltásosnál volt, hogy a logisztika visszadobott valamit és akkor kellett reklamálni így, gyakorlatilag automatikusan feldolgozta a rendszerük, csak ki kellett várni a 10 napot, hogy megnyithassam és a jó opciót kell indoknak.
-
#48080
azbest
félisten
Steve_Brown
#48077
azbest
félisten
válasz
 Steve_Brown
#48077
üzenetére
Steve_Brown
#48077
üzenetére
ez ilyen, főleg az Y tengelyé. Gondot nem okoz. Ha lejjebb csavarjuk az áramot, akkor meg lehet kihagy lépéseket. A tarantulám motorjai sem melegedtek ennyire, de azok asszem kicsit nagyobbak.
Lehet kapni kis öntapadós hűtőbordákat, de nem mindegy melyik oldara kerül fel, mert az Y-nál az asztal beleütközhet. -
azbest
félisten
válasz
ParadoxH
#48069
üzenetére
hát a flowt az is ronthatja, ha valami dugulás van - esetleg a nozzleben valami törmelék. Vagy ha van tefloncső valahol a hotendben, esetleg megégett vagy megolvadt. Vagy esetleg valami műanyag alkatrész eltört.
Az csalóka, hogy belül jónak tűnik, mert meglepően kis flowval is jónak tűnik, csak gyengébb lehet.A kalibrálás egyszerű, csak mérsz 10 centit a kiálló műanyagszálból, megjelölöd tollal és ha pont addig jut el menüből vagy valami gcode utasításból kiadott 10 centi lassú betekeréskor, ameddig kell, akkor jó. Ha nem jut el addig, hanem hamarabb megáll, akkor valami nem jó. Akár ott is jó nézni, ahol betöltöd a filamentet, csak a bowden miatt lehet talán fél centi hibahatár.
-
azbest
félisten
válasz
ParadoxH
#48064
üzenetére
mármint, hogy kompletten leválik, mint a hagyma?
Múltkor extrudert cseréltem enderben és az hittem ugyanolyan áttáteles fogaskereke van, mint a gyári és arra állítottam be próba nélkül. Sikerült is a nyomtatás, csak le tudom tekerni a felszínét
kiderült az extruder flow kalibrálás után, hogy 100 helyett 133 érték kellett az új extruderemhez a firmwareben, hogy stimmeljen a behúzás sebessége.Szóval csínálj te is egy extruder behúzűs tesztet, hogy annyit húzza-e, mint amennyit beadsz neki.
Ha az stimmel, akkor meg kell nézni, hogy a szeletelő programban nincs-e elállítva valami. Ott a flow kisebbre van-e véve, vagy a nozzle méret stimmel-e és a szál méret stimmel-e. Nem lett-e a programban véletlenül 3mm-es filament mód választva 1.75 helyett. -
#48054
azbest
félisten
peugeotmate
#48053
azbest
félisten
válasz
 peugeotmate
#48053
üzenetére
peugeotmate
#48053
üzenetére
az újabb, modern masináknál mindig azon gondolkodom, hogy oké, dobozból kivéve minden szuper, de vajon pár hónap használat után, amikor már karbantartásra is szükség lehet, akkor milyen költség, mennyire egyszerűen szerelhető. Bár eddig nem hallok sok panszt

Nekem egy tevo tarantula van délig szétszedve
és van egy optimalizált ender 3 v2 Mostanában már inkább praktikus vagy tényleg igényelt dolgokat nyomtatok, így meg nem vészes, hogy ha csak 50-nel nyomtatom és nem több százzal -
#47993
azbest
félisten
peugeotmate
#47992
azbest
félisten
válasz
peugeotmate
#47992
üzenetére
van rengeteg változat fém karos extruderekből, pár dolcsiért. [link]
Van ami egy fogaskerekes, van ami dual. Esetleg azt érdemes még nézni, hogy bowdeneshez passzol-e vagy direct drive-hoz alakították ki. Meg hogy jobb vagy balkezes,Ezeket könnyű befűzni, nem kell végigvárni, hogy a motor betekerje a szálat. Most a napokban tettem fel direct drive kiskocsit egyszerű fém karos, balkezes extruderrel [link] . Előtte BMG klónt használtam, csak abba bowdenesen sokág tartott motorosan behúzatni a szálat, meg néha kihúzáskor ha blob lett a végén, akkor beleszakadt.
Egyébként van aki szerinta dual gear több artifactot okozhat, főleg ha nem elég precízen központosított és megmunkált. De a dual jobban fogja mondjuk a rugalmas szálat. Mindig van valami előny és hátrány is.
Meg ha már szerelni kellett, azt hiszem amúgy is kopott volt kicsit az előző nozzle, betettem egy cht mk8 klónt, a három lyukú belsővel.
-
azbest
félisten
válasz
 tvamos
#47842
üzenetére
tvamos
#47842
üzenetére
komplett, motorral és extruderrel együtt?
Lehet külön is kapni a kiskocsit is, ha motor és extruder van. Nem mindegy melyik ender 3 változat, a sima vagy a v2 vagy más?
A sima ender3-hoz van csak kiskocsi meg kábel (bár az nem toldónak tűnik) [link] (erre nem megy fel a v2 műanyag háza, mert hiányoznak kivágások)Van ilyen ender3 v2-höz is [link] de lehet ez jó a simára is, nem tudom
-
azbest
félisten
válasz
 Nunder
#47770
üzenetére
Nunder
#47770
üzenetére
ha a pattintott kő minta nem szándékos, hanem csak a gyenge minőségű kép miatt lett, akkor érdemes lehet első körben vektorgrafikus vonalakká alakítani a rajzot. Azt utána már darabosodás nélkül lehet nagyítani és abból (akár pixelesre visszaalakítva) generálni a modelt a nyomtatáshoz.
Vagy ha tényleg az eredeti-t szeretnétek visszaadni, akkro nem egy többször átkonvertált netes képet használni, hanem abból is jobb minőségűt vagy az eredetiről készített modelt.
Plimpton 322 "322 is partly broken, approximately 13 cm wide, 9 cm tall, and 2 cm thick."
"The world's first trigonometric table, courtesy of the Rare Book and Manuscript Library, Columbia University." [video] replika
3d scannelt modelt hirtelen nem találtam róla. -
azbest
félisten
ha laposan nyomtatják, de tesznek a teli részekre lyukakat, az segíthet? Aztán, a lyukakat lehet könnyű eltömni (ha a műanyagot préselik agyagba akkor esetleg 2 komponensű epoxyval kiönteni az egyik oldalán leragasztott lyukatat. Ha fém nyomdát csinálnak belőle, akkor meg fémnél is megoldható biztos valahogy
#47766 5leteseN
amúgy ja, valami fémlapól lehet cnc-vel ki tudják marni.Az agyag préseléshez neki a negatívat kell előállítani. Attól függ, hogy hány darab agyagtáblát gyártanak, hogyan éri meg jobban. -
azbest
félisten
válasz
Nunder
#47758
üzenetére
Azt nem tudom hány nyomást bír ki egy műanyag lemez. Ha nagyobb széria, akkor lehet többet kell belőle használni és gyakran cserélni.
De a műanyag példány lehetne csak köztes állapot, azzal csinálni fém nyomó öntvényhez sablont. Van olyan folyadék, ami kifejezetten öntéshez való és viaszhoz hasonló anyag lesz belőle a nyomtatáskor.Ha apró részletek vannak, akkor valóban a folyadékos (resin) lehet jobb.
Nem tudom a többiek tényleg sla-ra gondolnak -e, amikor a lézeres rajzolós megoldást írják. Szerintem a lcd megoldást használó is elég nagy felbontású lehet. A lényeg, hogy resin.Mekkora az a tábla? Miért és hogyan készült képből? 3d scanneltek valamit és világos-sötét rajz adja a mélységet? Ha ezek ilyen limiméteres vágások, akkor nem olyan részletes az.Ha valami kis felbontású netes gif vagy jpeg képből generálták az sem hiszem, hogy túl részletes. Lehet ezért "darabos".
-
azbest
félisten
szabadkézi terv: ez azon a szoftveren múlik, amivel terveznek
Szerencsére itt azért szabványos formátumok vannak és nincs a nyomtató gyártójához kötve.Szóval szerintem ettől független, hogy milyen modellező program kell. Bár a szabadkézit lehet pontosíthatnád, hogy mit jelent. Vannak ingyenes és iskolák számára ingyenes kereskedelmi megoldások is.
Sebesség: alapvetően a 3d nyomtatás nem egy gyors folyamat.
- Van ami olyan, ami arra hasonlít, mintha rajzlapra rajzolnál tollal valamit és a rajzlapokat egymára helyeznéd. Egyszerre egy vonalat húzol és vékony rétegekkel haladsz. Filamentes, műanyag olvasztós.
- Van olyan is, ami párhuzamosítható, mert egy lépésben levilágít egy réteget. Így egy réteg előállítási ideje nem függ attól, hogy mennyire van telerajzolva. De függőlegesen akkor is végig kell járni az utat, ráadásul tunkolgatva - resin nyomtató. És ez azért olyan vegyészkedős, amit lehet nem tanteremben csinálnátok vagy a gőzöket ki kellene vezetni, mit a kémia kísérletezős pultból. Resin, uv-re szilárduló "epoxy" szerű.Lehet az esélyesebb, hogy valamit megterveznek és következő alkalomra kinyomtatod nekik, de nem valós időben látják. Azt esetleg kisebb mintákkal tudod megmutatni vagy timelaps felvételt készítve a nyomtatásról.
A gyorsabb gépek sokkal drágábbak szerintem. De akkor sem filmbéli pillanatok alatt megjelenő késztermék lesz. Belépőbb szintü gépek persze vannak 100 körültől már magyar boltból is. Csak a példa kedvéért [link]
Az anyagok.. hát a műanyagszál kilója 5-7 ezerről indul. A folyadékos literjét nem tudom, de valsz legalább duplája.
-
azbest
félisten
válasz
 ptesza
#47742
üzenetére
ptesza
#47742
üzenetére
Természetesen a lapos oldala van lenn nyomtatáskor
Matt üveglapra nyomtatok (savmaratott tejüveg), egy kis vizes szivaccsal szétoszlatott ragasztóra. Így teljesen sima és matt a felületA fekete azért rosszabb, mert 0.2 első rétegen felejtettem, a többinél már 0.1 elsővel csináltam, így teljesen összesímulnak a menetek.
A középsőnél meg valsz véletlen kikapcsoltam a monotonic haladást, mikor az ironingot állítottam.
-
azbest
félisten
válasz
 Emunem
#47411
üzenetére
Emunem
#47411
üzenetére
Elvileg v2-es, ha van benne ventilátor, csak azt utálom, hogy a képeket lusták lecserélni, mert azon látszódna, hogy v2 vagy még első generációs..
Úgy tűnik, hogy semmi különbség nem látszik kívülről, a gyártó oldalán és bemutató videókban sem.
Egyik videó kommentjében írják, hogy a gyártó azt mondja, hogy a alul van, a fémlap alaptt és nem kifele fúj, hanem belül keringeti a levegőt. Másik videóban említenek halk zümmögést.
We ask the same question to Sunlu, they sent us some photo of where the fan is, it is underneath the metal plate at the bottom of the dryer, it can't be seen, just to keep the internal air circulate.
Szóval talán hatékonyabb kicsit a réginél. De ha a párát nem csak a réseken való kiszivárgás vagy külön szilika kínlódés vinné ki, hanem szándékosan is engedék ki valahol, az még jobb lenne. A v1-ben látszot a vízpára és cseppek [link] -
azbest
félisten
-
azbest
félisten
egészen jópofa rajzfilmfigura modellek vannak [link]
Elvileg színenkét külön nyomtatható darabból, festés nélkül. De ha valami szín nincs, akkor lehet festéssel pótolni. Tűréshatár leht nincs belekalkulálva, így lehet érdemes 5%-kal kisebbre nyomtatni a karmokat, bajszokat, hogy ne kelljen faragni.
-
azbest
félisten
esetleg felmelegítheted azt ahová be akarod tolni, bár ha túlságosan sikerül, akkor eltorzul vagy ragad a felület rá.
Múltkorában én hagytam elég tűréshatárt és pillanatragasztóval csináltam. Plusz hogy ne közvetlenül a két mágnes ütődjön egymásnak, nyomtattam rá bordítást, 2 layer 0.1 vastagsággal, azt ráragasztottam. A neodinium sajna kis játék után már kezdett lepattogni a hordozóról amúgy. Írták is a webshopban ahol vettem, hogy törékeny. egyik, másik
-
azbest
félisten
válasz
 Warton
#46467
üzenetére
Warton
#46467
üzenetére
kell egy fizikai szintezés, hogy jó legyen az alap. Aztán lehet crtouch-osat finomításul.
De el is kell menteni.
Aztán vagy betölteted a start gcodeból az elmetett állapotot vagy egy új felmérést futtatsz start gcodeból. Nem visszajelez, hanem az új állapothoz igazítja a korrekciót. Legalábbis én így sejtem.Viszont az sem tűnik normálisnak, hogy nagyon elmásszon. Az endstoppot vagy a fizikai alkatrészeket érdemes átnézni, hogy nem sérült vagy törött-e.
Ha áramtalanítás után nem jó, akkor nincsen elmentve az állapot és lehet a start gcode sem ideális, nem használja jól.Én még lustaságból nem szereltem fel az ender 3 v2-esemre a szenzort, mert fizikai beállítás után is jó szokott lenni sokáig. Persze, ha nagyon cibálva van fizikailag a gép valamiért, akkor elmozdulhatnak dolgok.
-
azbest
félisten
válasz
 axlfsi
#46379
üzenetére
axlfsi
#46379
üzenetére
nem
 butterfly billentyűzet, lepke. Thinkpad 701c laptopnak reprodukálta a házát az eredeti alapján és abba építette bele a gyári alkatrészeket, billentyűzetet. Ez eredetileg ilyen (1995). [link]
butterfly billentyűzet, lepke. Thinkpad 701c laptopnak reprodukálta a házát az eredeti alapján és abba építette bele a gyári alkatrészeket, billentyűzetet. Ez eredetileg ilyen (1995). [link]
A modeleket a ingyen közzétette. [link]
Gyakorlati használatra csak asztalon, nem nagyon mozgatva jó, mert a nyomtatott műanyag nem elég merev ehhez, pedig még fém betéteket is tett a legkritikusabb helyekre és carbonos műanyagot használt. -
azbest
félisten
válasz
 daninet
#46288
üzenetére
daninet
#46288
üzenetére
curában a Travel alatt a combing mode - not in skin az a beállítás, amikor útazás közben igyekszik benn maradni a falban. Ezt persze csak akkor tudja jól csinálni, ha egyszerre csak egy tárgyat nyomtatunk. Ha több "oszlopból" áll a tárgy, akkor is köztük kell mozognia és ott lesz némi folyás.
-
azbest
félisten
válasz
mumtaz
#46103
üzenetére
Jaja, ezek oldalról vannak egymás mellet, így jó a takarás
Majd kiderül, hogy az automata csukás mennyire zavarja az emberket, amikor a kollgák is elkezdenek az új irodában dolgozni, és folyamatosan jönnek mennek, én arra tippelnék, hogy előbb utóbb ki lesz kapcsoltatva és csak manuális nyitás és zárás lesz, de majd meglátjuk
A munkások kioldókulccsal iktatták ki, meg nyitogatták, amikor az oszlopokat vakolták mellette. Ez most így arra jó, hogy a kártya nélküli munkaások be tudjanak jönni és ne csengessenek folyamatosan.Az már csak poén, hogy megdizájnoltam és tettem rá public domain szemellenzős lovat
Legalább kipróbáltam a mágnesek berakását. Törékeny a neodínium bevonat, ezért egy vékony műanyag réteg kell elé, hogy tartósabb legyen.Múltkor tablet tartóhoz csináltam mágnesses talp rögzítőt, hogy felemeléskor ne csukódjon össze. A dőléssszöget és a mágnesek védelmét kis műanyag elemek felragasztásával oldottam meg [kép] [kép] [kép]
-
azbest
félisten
érdekes ötlet praktikus nyomtatásnál arra, hogy ne hsználjon hagyományos supportot a mindkét oldalán mélyedéses tárgynál [link]
petg-ből nyomtatott egy betétet. A pla nyomtatáskor betett pause-t, amikor a bridget kezdené a két oldal közé nyomtatni, akkor megáll és beteszi a petg betétet. Így simán rá tud nyomtatni. A petg és pla nem jól tapad egymáshoz és könnyű szétszednie.
-
azbest
félisten
válasz
 spider23
#45747
üzenetére
spider23
#45747
üzenetére
a nyomtatott cucc gyengébb, mint a fröccsöntött és az is számít, hogy milyen orientációval nyomtattad. Ha a layerek mentén feszül, akkor könnyen ketté tud válni. Ha állítva nyomtatod, akkod lehet gyengébb, mintha fektetve.
Plusz az is számít, hogy milyen hőmérsékleten nyomtatsz. Ha magasabb hővel vagy kevesebb hűtéssel, akkor jobban összetapadnak a layerek, de lehet csúnyább/pontatlanabb lesz. De lehet használhatóbb.
És ha van hely felszerelve, akkor nem muszáj ugyanolyan vékonynak lennie mindenütt, ahol terhet visz, ott lehet vastagítani, hogy jobban bírja.
Ha muszáj relatíve vékonynak lenni, akkor lehet más kreatív megoldás is. Például két lapos felet nyomtatni üreg kialakítással. És valami odaillő fém elem vagy akár csavar vagy más epoxy vagy valami két komponensű cucccal beragasztásával úgy, hogy a két lapos 3d nyomtatott fél szendvicsbe fogja, hogy az alakja meglegyen.
A kép alapján lehet "HAWA / eku CLIPO 15 H MS" fajta a görgő. [link] Sajna aliexpressen nem dob fel pont ugyanolyat.
-
azbest
félisten
az extruder fogaskerekek apró egyenetlenségeitől lehetnek apró igadozások a layerekben [link] vagy egyenetlen filament vastagság.
A blobok esetleg attól, hogy valamiért megáll kicsit a mozgás, állapotmentés vagy túl részletesre beállított szeletelőtől, adatátviteli akadástól. -
azbest
félisten
válasz
ParadoxH
#45610
üzenetére
Csak, hogy egyértelmű legyen. Nem elegendő hozzá csak az eredeti gép, hanem az eredeti gép majdnem minden komponensét felhasználják hozzá, de kell hozzá beszerezni mást is.
google docs listájuk [link]
vagy képként a lista: ami provided, az az eredeti gépből jön [kép]
A plusz váz szálak kerülnek legtöbbe. -
azbest
félisten
Funkcionális nyomtatás témában, mini pécé:
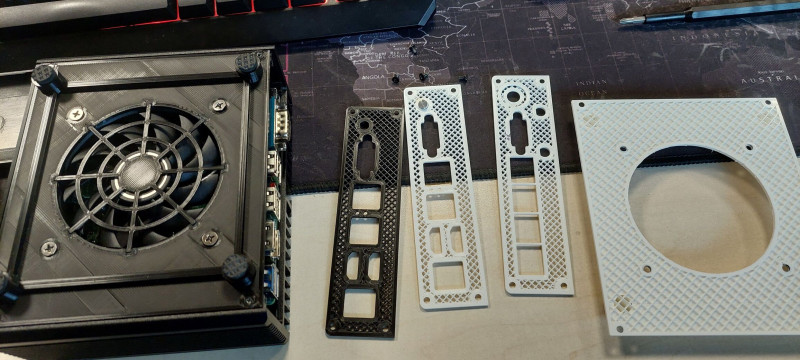
A gyári ház alul és oldalt teljesen zárt, a teteje egy hatalmas borda. De a zárt házban az ssd és a ram nagyobb terhelés mellett, szellőzés nékül azért forró lesz.
Szóval lemásoltam a gyári oldalakat, az aljára ventit tervezve és oldalait szellősre. [kép]
Az oldalakat 0 top és bottom layerrel 30% infillel, 5-6 walllal.
Az alját 0 bottom layerrel, mert így nyertem egy órát és úgy sem látszik, mert a gép belsejébe néz. Külön a ventirácsot és utólag beragasztva, mert befelé szívó venti állásnál kell egy kis plusz hely és így support nélkül lehetett nyomtatni. -
azbest
félisten
válasz
ParadoxH
#44288
üzenetére
melyik csatornát használja az asus? 13ast? Például telefonon meg tudod nézni valami wifi analyzer appal. Legyen 1, 6 vagy 11 fixen.
Az 5GHz-et nem kell kikapcsolni, látni a képen, hogy más neve van annak a módú hálózatnak. Abból lehet kavar, ha egy néven van a kétféle frekvencia.
A vesszót szerintem is vedd ki a nevéből. -
azbest
félisten
válasz
 Scallion
#44101
üzenetére
Scallion
#44101
üzenetére
cégként, vállalkozásként elvileg lehet kellene veszélyes anyagos szerződés valami céggel. Más kérdés, hogy lehet nem tartják be. Gondolom bejelentett tevékenységi körtől is függ.
Egyéni vállalkozóként még a rezsifizetés is problémás lehet, ha valaki otthonra jelenti be. Itthon bürokratikusan, papíron oldják meg a prblémákat, nem a való életben.
-
azbest
félisten
-
azbest
félisten
-
-
azbest
félisten
pár éve a különböző slicerek működése / alapbeállítása közti különbség is nagy eltérést okozott stringesedésben.
Az okosabb profilok csinálnak a tárgy belsejében egy nozzle törlést mielőtt átugrik a másik oldalra. Meg kell nézni a generált gcode fájlt valami toolal, hogy a nozzle hogyan mozog. [link]
Curában combing a neve.
-
azbest
félisten
Lehet úgy módosítani a modelt, hogy ne legyen.
De szándékosan van ilyenre csinálva, hogy kihozza a nyomtatás kihívásait.
Nagyjából valami olyasmiről van szó, hogy a tömör és üreges részeken más a nyomás a nozzleben, ezért lesz csík. Ha egyszer a szeletelőprogramok ilysemit is le tudnak modellezni és beleszámítani a flowba, akkor fog eltűnni teljesen az teszt esetből.Gondolom külső felszínnel kedző szeletelés beállítással kevésbé látszódik, csak akkor meg valami más fog rossz lenni. Pl a peremeknél valami lehet levegőben kezdődik és lefittyen.
-
azbest
félisten
válasz
 kesztió
#42943
üzenetére
kesztió
#42943
üzenetére
A biodegradable csak ipari komposztálótelepen működik, nem málik szét normál körülmények közt. Azzal inkább olyan baj lehet, hogy 60 fok felett lágyulhat, meleg helyre nem jó.
A petg-t azért nem vetném el teljesen. Bár lehet vannak jobb "ipari" fajta anyagok is. Monjuk carbonosokat lehet áram mellett kerülni érdemes.Azt ne felejtsd el, hogy levegőbe nem tud nyomtatni. Szóval ha szép eredényt akarsz, akkor a formát, darabokat eleve úgy tervezed meg, hogy a hátára fektetve, a lehető legkevesebb supporttal tudd nyomtatni.
Olyan opció is lehet, hogy 3d technikával csinálod meg a sablont, aztán szilikonból formát öntesz a segítségével és aztán a kis szériát már szilikon formába öntöd valami két komponensű anyag keverékbőll.
Vagy, ha csak pár darab kell sé nem rendszeresen, akkor a kínaiaktól lehet kis szériás gyártást is rendelni. A pcb gyártó cégek már foglalkoznak ilyen 3d nyomtatós, öntős megoldással is. Van amit ők is szilikon formával csinálnak sorozatban. Vagy van, ami vákumos formázással műanyag készül [link] vagy silicone mold.
-
azbest
félisten
válasz
 tsilver
#42889
üzenetére
tsilver
#42889
üzenetére
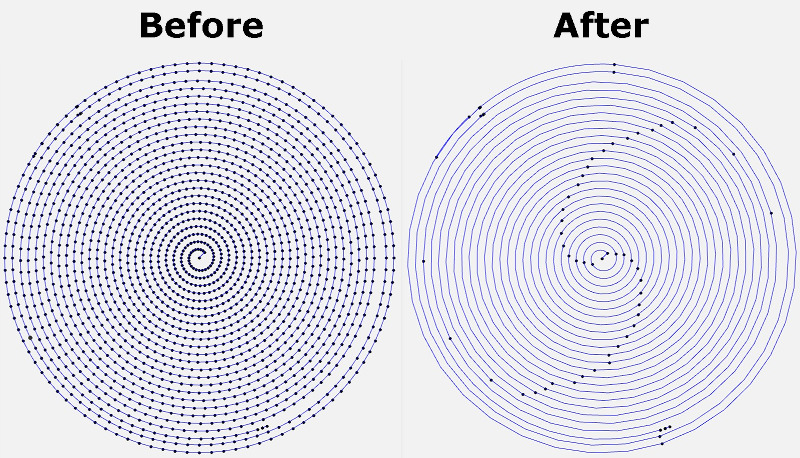
mivel poligonokból áll, így nagy méretben látszódhat.
Curához és lehet máshogy is van arc welder addon [link] , általában támogatják az íves parancsokat is a nyomtatók. Lehet van külön parancsoros változat ami, ami kész gcodeban cseréli át a szakaszos íveket. Octoprintes [link]Videó is van róla, kicsit régi. [link] A videóban a külön parancssoros megoldást is mutatja 8 perctől, ahol csak simán egy kész gcode fájlt a tool feldolgoz.
-
azbest
félisten
szerintem a seria konzolra gondolsz, a boardon az usb csati valójában egy usb-serial átalakító, ha jól látom akkor ilyen chipsetes: CP2102
Ehhez kell win11 driver, hogy megjelenjen, ha ez az, akkor van is linkelve driver, de lehet nem működik már a link. A chipsetgyártó oldalán is van újabb driver [link]Utána már a megfelelő com port kiválasztás és megfelelő baud rate beállítás kell.
-
azbest
félisten
vannak még olyan nyomtatók, aminek nincs wifi modulja és nincs is előkészítve annak fogadására, hanem max rá lehetne forrasztgatni valahová (pl az usb-serial chipjének lábaira) modult, de akkor meg azt a portot nem lehet használni másra.
Ilyen nyomtató wifi-s okosításának akár egy pi zero w (2) is jó lenne octoprinttel. De az kicsit nagyobb, kicsit lehet többet fogyaszt meg nem mindig kapni. Nekem igazából nem kell semmi extra, csak néha jó lenne usb kábel és laptop odavivés helyett hálón át elérni a soros konzolt a nyomtatón.
Olyat láttam már, hogy valaki ESP8266 + forrasztással csinált dashboardot, ami ezt tudja, de ez forrasztós. MrDIY [link]
Viszont láttam egy másik lehetőséget is. Az esp32-S3 képes nagyon minimál linuxot futtatni, van wifije, van usb-je (nem usb-soros, hanem igazi is. Az nem megy, hogy serial-usb->usb-seral, igazi usb kell a donglen). És hozzáadták a Ch340 usb-serial átalakító driverét a kernelhez [link] . Így elvileg már azzal is építhető egy kis dongle, ami ilyen chipsetes usb portos nyomtatóra dugva képes rákapcsolódni és ha van valami webszerveres feület rátéve, akkor azt wifin elérhetővé tenni
És úgy látom 8 dolcsi körül megvan a SP32-S3 N16R8 változat kínából [link] és vannak videók arról hogyan tesznek linuxot rá [link] , [link]Gondoltam hátha más is keresett hasonlót. Tudtommal még nincs kulcsrakész megoldás, aminél a felület és minden meg lenne egy két kattintással flashelhető imageben, de na... hátha
-
azbest
félisten
válasz
ptesza
#42367
üzenetére
Bald Eagle, Fairy_Wall, Great Lion wall, High Elk Wall, Night Owl Wall, Pegasus Wall
Egész kis kollekció 14 euróért. [link]
Google képkeresővel találtam a képed alapján olyat, ahol más nézetből, nyomtatott példányt mutattak és abból meglett egy videó, ahol belinkelték a boltot. Úgy látom egyúttal egy előfizetéses "stock" modell gyűjtemény oldalt is reklámoznak vele. Azért a képek alapján a madarak a legjobbak.Hm, ezek a jósgömbök ... izé, bolygó lámpák
is jópofák [link] Ez nem model, hanem tán valami olcsó, de talán 3d nyomtatott cumó, még nem néztem végig

-
azbest
félisten
-
azbest
félisten
válasz
 Norbi46
#42146
üzenetére
Norbi46
#42146
üzenetére
próbálj egyet a másik sorrenddel is, aztán majd látod, hogy sikerül-e, mennyit romlik a méret.
Van még olyan opció is általában, hogy mekkora overlap legyen a fal és infill közt, de ha már az első szál nem tud letapadni, akkor valsz nem segít. Esetleg sokkal lassabban próbálva.A rétegváltás mentén rontja el? Ha igen, akkor lehet próbálni randomizálni a váltás helyét. Attól kicsit pöttyös lesz, nem egy csíkban látszik majd. Hátha nem válik el akkor.
Ja meg nézd meg slicer előnézetben, hogy adott beállítás mellett nem levegőbe nyomtatná -e a menet némelyik részét így.
-
azbest
félisten
-
azbest
félisten
válasz
axlfsi
#42080
üzenetére
ha fizikailag megkopik a mintázat, akkor romolhat. Így készülnek egyébként a különböző zárjegyek hologramjai is. De a bakelit lemez nyomásra is hasonlít. Sőt a cd lemez még jobb példa. A hologram lényegében interferencia és van olyan fajtája, amikor ezt az interferencia mintát kimaratják egy anyagból és azt használva lehet sokszorosítani préseléssel / öntéssel.
Az ilyen holgram matricán van bevonat, ezért nem tudod lemásolni simán, de a bevonatot leoldva lehetséges. Ezen az asztalon nincs az interferncia mintázat bevonva átlátszó réteggel.
-
azbest
félisten
válasz
 Bubukain
#41291
üzenetére
Bubukain
#41291
üzenetére
annyi adalék, hogy ha mindig ugyanazon a magasságon van probléma és nem csak egyetlen figuránál, akkor lehet valami gebasz a Z tengely mozgásánál is. Hasonló dolgokról a prusa fórumon is beszélgetnek [link] Ha nem szorul sehol, akkor persze nem az a gond.
Avoid crossing perimeters - ez tán a neve, hogy ne gázoljon keresztül mindenenn utazás közben. [link] De én nem nagyon használok prusa slicert, nem biztos, hogy ez a legjobb opció.
Egyébkén akár az is segíthet, ha elforgatod, hogy máshogy álljon, akkor más lesz a mozgása.
-
azbest
félisten
-
#41243
azbest
félisten
ravensky13
#41242
azbest
félisten
válasz
 ravensky13
#41242
üzenetére
ravensky13
#41242
üzenetére
Mindkettőn ugyanazt látod, csak cura úgy lehet beállítva, hogy egy oldalra rendezze a rétegváltás helyét. Cura alatt z seam néven van pár paraméter.
Itt meg a prusa slicer leírása [link]Méretezés kapcsán, szíjak feszessége jó -e (nem túl feszes, nem laza). Lehet állítani a steppinget azt hiszem x és y irányra is.
-
#40786
azbest
félisten
Marci112233
#40784
azbest
félisten
válasz
 Marci112233
#40784
üzenetére
Marci112233
#40784
üzenetére
attól függ mennyire nagy terhelést kell kibírniuk. Meg nem mindegy nyomtatáskor sem a rétegirány.
Ha vegyszerrel érintkezik, akkor arra figyelni kell, hogy olyan műanyag legyen, ami bírja. Bár lehet a mostanin is rajta van miből van. Meg némelyik műanyag nem bírja az uv fényt annyira vagy 60 foknál puhul. Szóval jól kell megválasztani az anyagot. Talán ASA? Azt írják az hőt és kémiaia hatásokat is jól bírja.
Ha sokáig szabad levegőn van, akkor a páratatalomból felszívhat a tekercs és akkor a nyomtatási minőség rosszabb. Vagy légmentesen záródó tartóba teszed a tekercset, amikor nem használod, vagy kiszárítod, ha sokáig volt kinn ( talán 50 fok körül sok órán át).
Vannak kifejezetten iparibb célú anyagok is, de ahhoz lehet kéne nozzlet cserélni vagy a max fűtési hőfok magasabb kéne legyen. De utólag is lehet próbálni mást, ha ASA nem jönne be.
#40785 Ton-ton, azt hiszem általánosságban ezt nem lehet mondani.. Lehet olyan anyag, ami folyadékosban jobb, más anyag meg lehet filament olvasztósban jobb és erősebb. De a folyadékost ki kell takarítani hosszabb üzemszünetre szerintem, plusz azzal vegyészkedni kell.
-











 Múltkor keresgéltem több állású jelzést a mosogatógéphez.
Múltkor keresgéltem több állású jelzést a mosogatógéphez.






 Még az x motorról kiderült, hogy nem elég jó az anodizált csavarja miatt, még igazítani kell a földelésen, de már így is valsz elég sok minden földelt, hogy ne legyen gond és kisülés. Főleg az y-ra írták, hogy kell, ami eleve műanyag tartón van.
Még az x motorról kiderült, hogy nem elég jó az anodizált csavarja miatt, még igazítani kell a földelésen, de már így is valsz elég sok minden földelt, hogy ne legyen gond és kisülés. Főleg az y-ra írták, hogy kell, ami eleve műanyag tartón van.




























![;]](http://cdn.rios.hu/dl/s/v1.gif)























Új hozzászólás Aktív témák
- Elemzés A 3D nyomtatás sikerének alapja
- Házimozi és Hifi kábelezés!
- NVIDIA GeForce RTX 5070 / 5070 Ti (GB205 / 203)
- Milyen légkondit a lakásba?
- EA Sports WRC '23
- Milyen okostelefont vegyek?
- AMD Ryzen 9 / 7 / 5 / 3 5***(X) "Zen 3" (AM4)
- Luck Dragon: Asszociációs játék. :)
- BMW topik
- NVIDIA GeForce RTX 5080 / 5090 (GB203 / 202)
- Yettel topik
- További aktív témák...
- Asztali PC , i7 9700K , RX 5700 XT , 32GB DDR4 , 500GB NVME , 1TB HDD
- Dell Inspiron 5406 2-in-1i5-1135G7 16GB DDR4 3200 512GB NVME 14" FHD Érintőkijelző W11Pro
- Eladó MacBook Pro 14" M1 Pro (2021) 16/512 99% akku Makulátlan állapotban!
- Újszeru GIGABYTE G5 - 15.6" FullHD 144Hz - i7-13620H - 48GB - 1TB - RTX 4050 - Win11 - 1,5 év gari
- Eladó garanciás,új állapotu projektorom kihasználatlanság miatt!
- Bomba ár! Lenovo ThinkPad X250 - i5-5GEN I 8GB I 128GB SSD I 12,5" HD I Cam I W10 I Garancia!
- Telefon felvásárlás!! Honor Magic6 Lite, Honor Magic6 Pro, Honor Magic7 Lite, Honor Magic7 Pro
- Telefon felvásárlás!! Xiaomi Redmi Note 13, Xiaomi Redmi Note 13 Pro, Xiaomi Redmi Note 13 Pro+
- Samsung Galaxy A12 64GB, Kártyafüggetlen, 1 Év Garanciával
- BESZÁMÍTÁS! Apple MacBook Pro 14 M4 MAX 36GB RAM 1TB SSD garanciával hibátlan működéssel
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest
Cég: PC Trade Systems Kft.
Város: Szeged