-

Fototrend



Új hozzászólás Aktív témák
-
válasz
 bigrob
#53520
üzenetére
bigrob
#53520
üzenetére
Már elég sokféle van, egy-kettöt rendeltem (ez full fém belül is) de nekem a gyári annyira bejött hogy még nem cseréltem, PLA, PETG-hez szuper.
Microswiss most dobta ki a sajät megoldásukat. Az nagyon jónak tünik, csak 80$ kuponnal is. De szerintem azt kell venni. Az kb endgame megoldás.
-

azbest
félisten
válasz
 ptesza
#53521
üzenetére
ptesza
#53521
üzenetére
anno a klasszikus nyomtatóknál is sokan rakosgattak fel noctuákat, mert csendesebb, de adatlapot megnézve általában kisebb légáramúak is voltak a csendesek. Plusz az is fontos lehet, mekkora légnyomást képes adni, hogy a hűtőn képes-e átnyomni. Nem tudom hányan főzték vele a hotendjüket

-

ParadoxH
aktív tag
válasz
bigrob
#53520
üzenetére
Én az ismerősöm ős kobra 1-ével találkoztam ezzel. Részlegesen meghalt a ventillátor. Annyira még forgott, hogy a "működik" illúzióját keltse, de nem volt elég légáram, hogy a feladatát ellássa. Ha állandó a jelenség és van kéznél akkor én megpróbálkoznék egy másik ventivel.
-

ptesza
senior tag
válasz
bigrob
#53520
üzenetére
Ha ilyen problémád van akkor szerintem ne ebbe az irányba indulj, hanem a ventillátort kellene felülvizsgálni. Nemrég az alin vettem 2 db ventit a P1S hotendhez. A kipróbálánál is furcsa volt mert alig volt hangja az eredetihez képest. Sokkal kevesebbet szállít ergo alig hűt. Erröl írtam is egy kis bejegyzést a Bambus topikban nemrég.
-

bigrob
őstag
válasz
 Flashback
#53517
üzenetére
Flashback
#53517
üzenetére
Most volt egy kis baja az S1-nek, a hotendben a ptfe cső megolvadt, elkezdte felfelé kitolni a hotend, clogot okozva.
Nem szórakoztam, pattintottam bele egy másikat.
Viszont tudsz ajánlani valami jobb konstrukciót?
Anno láttam, hogy létezik kerámia belsejű, próbáltál már ilyet? -

kavalkád
senior tag
újra nekifutottam és azóta kinyomta szépen. arra gondolok, hogy a burkolat lelazult amikor legutóbb input shaping kalibrálást csináltam és ahogy leesett onnantól elszabadult a szarvihar
van ez így.Flashback: én nem szedtem le magamtól eddig, arra én is gondoltam, hogy kábelkötözővel megerősítem, de nem mertem, viszont ha ez bevett gyakorlat akkor teszek rá holnap, köszi.
-
kavalkád
senior tag
káoszra jöttem haza, nyomtatvány a földön, szanaszét néz minden is, nyomtatófej burkolat a tálcán a szilikon védő bizbasszal együtt.
ha be akarom állítani a fejet középre akkor kimegy jobb oldalra és ott kattog mert menni akar mégtovább.
olyan mintha a szíj ugrott volna el. legalábbis a prime tower alapján ami a tálcán maradt.
mi a teendő ilyenkor? Kobra S1.
-

Petikeje
tag
válasz
 soldi3r
#53504
üzenetére
soldi3r
#53504
üzenetére
Én ehhez hasonlót próbáltam (klímasok használják a kondenzcsőhöz). Sztem a kotesidő a kért 1-2 perc környékén van - mondjuk 1 perc - de én vekony, világos színű tesztdarabot ragasztottam vele, és a sötétszürke ragasztó átütött. Igaz nem fordítottam sok időt rá, hogy szép legyen.
-

Mexbacsi
tag
Izopropil alkohollal tisztítom a lapokat, előtte pedig mosogatoszer.
Jogos, 35 cm-t elirtam, 25 akart lenni. A teljes tárgy hossza 42 cm lesz egyébként, de feldaraboltam 4 részre. Így stabilabb lesz majd használat közben , illetve nem lesz akkora anyagvesztesegem, ha egyik nyomtatás nem sikerül. Szép lett egyébként [kép] -
ptesza
senior tag
válasz
 Emunem
#53496
üzenetére
Emunem
#53496
üzenetére
Annyival kiegészíteném a listádat, hogy a szappan nem mindegy és a mosogatószer sem jó. Mindegyik tele van adalékanyagokkal. Ami biztosan bevállt az a DM-es Denkmit marhaepe mosószappan. Az biztosan nem tartalmaz semmi extra anyagot, pl habzásgátló, kézkímélő, pafüm stb. Ha egy kétoldalas lap egyik felét csak PLA a másik felét pedig PET-G nyomtatásra használjuk akkor sokáig nem lessz probléma. A kézzel összefogdosott lap is az újlenyomatoknál másképpen tapad. Egy cérnakesztyű használata megoldja.
-

Vesa
veterán
válasz
 Pulsar
#53498
üzenetére
Pulsar
#53498
üzenetére
+kavalkád
Köszönöm a válaszokat! Az a gond, hogy ez egy sisak, amit sok részből kellett kinyomtatni. Tele van mindenféle élekkel és ívekkel, nem lehet elsőre tökéletesen pozicionáni a ragasztáshoz. A másik probléma, hogy a pillanatragasztók többsége vizesen folyós állagú, tehát csak tökéletesen illeszkedő felületekre jó, mert nem tölt ki rést. Ezért lett volna jó az Epoxi, mert az inkább egy gél jellegű massza. De abban a videóban amit linkeltem, siralmasan "ragasztotta" meg a PLA-t, pedig állítólag csodásan ragaszt hőre lágyuló műanyagot. A jelek szerint mégsem. Nézelődöm akkor még, vagy ha más nem megy, akkor berendelem külföldről azt a tuti cuccot, ami annyira jól kötött, hogy előbb tört ketté a modell, mint elengedett volna a ragasztó.
-
-
Vesa
veterán
Biztos mótvá, de megkérdezem: Mi vált be legjobban PLA ragasztára?
Azt már kiderítettem, hogy bármilyen ragasztó mellé forrasztópákás hegesztés is ajánlott, mert az a tuti. AI a kétkomponensű 5 perces epoxit ajánlotta, de megnéztem ezt a videót, és itt kifejezetten rosszul szerepel. Ami kiválóan szerepel, az itthon persze nem kapható, arra pedig most nincs időm, hogy Amazonról rendelgessek. A pillanatragasztó sajnos nem jó, mert azonnal köt. Nekem olyan kéne, amivel legalább 1-2 perc pozicionálási időablakom van. -

Emunem
őstag
válasz
 Mexbacsi
#53477
üzenetére
Mexbacsi
#53477
üzenetére
Tudom, hogy meg van oldva, de emlékeztetőnek nem árt:
1: Ha elötte mondjuk PLA-val is nyomtattál, akkor simán lehet ugyanilyen probléma.
2: szappanos víz nem segít mindig, alapos alkoholos takarítás kell neki, utána szappan. Jobb külön lapon nyomtatni minden anyagot.
3: Igen, ragasztóstift, vagy 3DLack jó lenne ha lenne otthon.
4: bizonyos formáknál kell az egérfülecske, vagy perem.
5: Az, hogy csomagból veszed ki még lehet vizes.
6: 35 cm-t egyik bambu sem tud z irányban.
-
Mexbacsi
tag
válasz
 rokapet
#53494
üzenetére
rokapet
#53494
üzenetére
Azóta már elindítottam a petg nyomtatás, úgy néz ki letapad. plusz feldaraboltam 4 részre a tárgyat, így stabilabb az asztalon, nem rángatja le róla a súly és a magasság miatt.
köszi a tippeket mindenkinek <3
(Z-offsetet meg beállítom később, ha problémát okoz majd a tapadás másnál) -

rokapet
tag
válasz
Mexbacsi
#53493
üzenetére
Azért még van vagy 2 hely ahol nem tökéletes, azon a sarkon kívül is. Én csinálnék még egy teszt nyomatot mondjuk 0.02mm Z offset-el (ennyivel legyen közelebb a nozzle a tárgyasztalhoz). Ha az sem tapad le, akkor máshol van a gond.
Tárgyasztalról van valami bed mesh, hogy mennyire egyenes?
-
Mexbacsi
tag
Készen van teszt. Két rétegű nyomtatás. Nem jött fel sehol az anyag. Extrudálást lehetne finomítani, de nem vészes első réteg alapján.
A második képen (ahol két réteg van már) jobb oldalon olyan mintha elengedte volna az asztal, de nem, mert le volt tapadva. Bár tény, ahol sötétebb az árnyalat ott erősebben fogta az asztal.
1 réteg [kép]
2 réteg [kép] -
válasz
Mexbacsi
#53484
üzenetére
Hotendet nem szedted ki esetleg? Mögötte van két csavar, esetleg nincs meglazulva? PLA-val csak egy első réteget nyomtatni most, mit mutat?
Egyszer amikor kiszedtem és nagyon észrevétlen módon ferdén raktam be, csinált nekem ilyanokat, hogy a hajam hullot (Szintén Sunlu fehér PETG)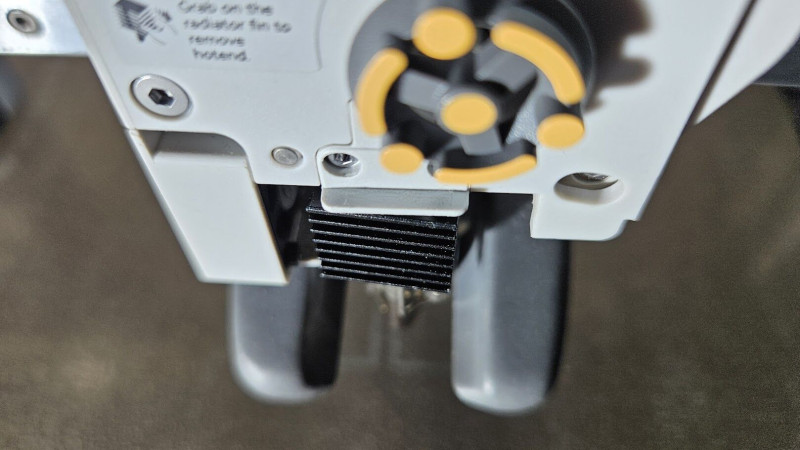

-
rokapet
tag
válasz
Mexbacsi
#53484
üzenetére
Hát ha a PLA is feljön, akkor én éppen nem mondanám, hogy minden OK. És igen, éppen a Z offset az amit be kell lőni, mert az automata szintezés az csak egy dolog, az önmagában nem garantálja, hogy az első réteghez a nozzle ideális magasságban lesz a tárgyasztal felett. Az ideális magasságot pontosan a Z offset-el lehet beállítani, és ez filament-enként eltérhet. Csinálj egy egy réteges tesztet, és lehet meg fogsz lepődni!
-
Mexbacsi
tag
Nem volt gondom a szintezéssel ezidáig, PLA-t szépen vitte bár volt, hogy a sarkok feljöttek (brim megoldotta), de persze azóta mozgatva lett a gép. A lap is le lett véve. Plusz automata szintezésen felül nem tudom mit tudnék állítani még, max z offsetet...de általában jól beszintezte a nyomtató mindig a felüleletet.
-
rokapet
tag
válasz
Mexbacsi
#53481
üzenetére
Szintezés biztosan jó? Mármint nemcsak vízszintes, hanem a Z offset is megfelelő? Ha nyomtatsz egyetlen réteget, akkor az egyenletes, tömör, az alja és a teteje is jól néz ki?
Amúgy a többiekhez csatlakozva, textured PEI-re nálam sem volt gond soha PETG-vel, tapadt rendesen. Sunlu PETG-t is nyomtattam mindenféle színt (mondjuk fehéret pont nem), 75/240 fokon.
-
válasz
Mexbacsi
#53477
üzenetére
80 fokon úgy kéne tapadnia, hogy nem bírod leszedni az asztalról.
én 70e nyomtatom, és akkor jól tapad, de le is jön.
Esetleg fordísd meg a lapot.
Magasabb tárgyaknál mindig lejjebb veszem a sebességeket, így nem rángatja annyira, nem tudom mennyit számít
Minden kibontott filamentet amúgy érdemes szárítani, pláne ami érzékeny is a nedvességre -
-
Mexbacsi
tag
Sziasztok!
Tegnap eléggé megszenvedtem sunlu fehér petg anyaggal. Az istenért sem akart letapadni már az első réteg sem. Lemostam a tálcát mosogatoszerrel, Flow calibration, szintezés, minden meg volt. Úgy tűnt hogy az első réteg magasság 0.28-ra állítva megoldja a problémát, bár szemmel nem tűnt egy életbiztosításnak így sem. Mindenesetre részben sikerült is ez a művelet , de elengedte végül a nyomtatás a kétharmadánál. Tudom nincs brim, de elvileg petgnek alapból elég durván kellene tapadnia az asztalhoz, nem? Az asztal 80 fokos volt, 255 pedig a hotend (0.4es).
Próbáljam meg sima, nem textured lappal? Vagy mit kellene csinálni, hogy megtapadjon? Ragasztó stift vagy hajlakk segíti a tapadást vagy csak a elválasztás? A filament gyári csomagból bontott, nem pattogott, így gondolom vizes sem lehetett.
Nyilván közrejátszat, hogy magas a tárgy (kb 35 cm) és a sebesség miatt "kileng", de ez sosem fordult meg elő pla-val. Ha jól tapad (6cm széles az alja) nem kellene, hogy elengedje így sem szerintem. -

doc
nagyúr
Bambu A1 Minin parszaz oraja egy (utangyartott) hardened steel hotendet hasznaltam, par napja elkezdett gyakran eldugulni, kipucoltam, nehany orat jol megy aztan megint eldugul, egy darabig jatszottam vele de mindig ugyanaz a vegeredmeny. Erdemes valamivel probalkozni hogy megmentsem vagy hajitsam a kukaba aztan kesz?
-

icemad
nagyúr
válasz
 Hintalow
#53467
üzenetére
Hintalow
#53467
üzenetére
Írnak szép dolgokat...
Free models on Thingiverse will remain free.
Meg... Both MyMiniFactory and Thingiverse have large, passionate communities, but those communities are also very different. For this reason, there are no plans to turn Thingiverse into a second MyMiniFactory.Én azt mondom, hogy tölts le mindent, ami kell, meg azt is ami nem. Ki tudja mikor gondolják meg magukat... Ahogy a mondás tartja, éhes makk, disznóságokat álmodik.
-

Hintalow
senior tag
Nem tudom, hogy szóba került -e már, de a myminifactory megvette a thingiverse-t. Én annyira ennek nem örülök, mert főleg szerepjátékhoz nyomtatok miniket, és benne van, hogy pápá ingyenes modellek tömkelege.
-
azbest
félisten
válasz
Emunem
#53464
üzenetére
Mármint írják, hogy nem kell oldószer, de az bulshit, hiszen azt is írják, hogy víz alapú
Tehát a víz az oldószere haszálat előtt. Eléggé marketinges a 3d nyomtatós változat A nem kell tovább hígítani lehet csak annyit jelent, hogy már fel van hígítva valamilyen arányban. Pont ezért linkeltem a másikat, hogy lehet ugyanolyan, csak az még hígítás előtt, ezért 100x több van hasonló áron a palackban. De lehet 100 helyett 10x arányban az is gyorsabban köt

Azt láttam, hogy létezik hasonló anyag, ami food grade, vagy ivóvízes rendszerhez is használható. De a 3d változat nem tűnik ilyennek, ami a hájpon kívül magasabb árat indokolna, szerintem. Nem ellentmondok, csak gondolkodom
-
Emunem
őstag
-
-
-
ptesza
senior tag
Megint megjelent ez a megfoghatatlan nyomtatási minőség dolog. Legalább 10 olyan dolog van amit a user befolyásol és nem a nyomtató 'tehet róla. Van pár dolog ami a nyomtató saját újlenyomata de ahhoz évek is kellhetnek, hogy elkezdjen ilyen dolgokkal foglalkozni egy átlag kezdő user. Vedd nyugodtan a P1S-t.
-

Dyde
aktív tag
Szeva RazoR! Néztem én is pár review-t azóta még, P2S nyilván picit jobb, lehet időtállóbb, de szerintem 100 ezer ft-al nem ér többet. A "tablet"-et úgysem használnám, mert itt a PC vagy teló, AMS 2 pro kicsit jobb, de print quality stb szerintem nincs 100ezer különbség. Én most P1S combo felé hajlok, de még alszok rá párat!
-
Zsolty20
senior tag
válasz
 RicsiSuly
#53448
üzenetére
RicsiSuly
#53448
üzenetére
Én sok alzamentes filamentet használok és alapvetően nincs vele problémám. Jó a tapadás, layerek is rendben vannak. Igaz, többnyire PLA-val dolgozok és 210 fokon nem tapasztaltam hibát. Ha mégis, az az én saram rossz beállítás miatt. Még Elegoo filamenttel dolgozok, azzal sem tapasztaltam nagy problémát.
-

RazoR
veterán
Hali Dyde!
Pont ugyanebben a cipőben járok és én a P2S combo felé húzok erősen.
A1 van havernak de nála megoldható, hogy úgymond a gyerektől elzárt szobában legyen, nálam nem, így mindenképp zártban gondolkodom csak. Ismerve magam el fog kapni az ékszíj és bánnám ha P1S-t vennék most, így én a P2S felé húzok. Illetve 2 napja túrom a netet és ugyanarra jutottam, amit írtál, a user friendly mivolta miatt nálam a Bamboo a befutó (ha csak nem cáfol meg valaki akinke nagyobb tapasztalata van itt) -
-
Emunem
őstag
válasz
RicsiSuly
#53448
üzenetére
Sokszor felmerülő kérdés, vannak alternatívák, Pl Sunlu, overture, extrudr, stb… de néha az olcsók is jók. Néha hitvallás kérdése, néha tapasztalat, legegyszerűbb kipróbálni. A termékkel kapcsolatos vélemények olvasásánál is kicsit szűrni kell az User error dolgokat. Alapvető ismeretek kellenek a nyomtatandó anyagokról, máskülönben a drága anyag is rossz lesz.
sok sikert, és jó keresést a topikban is.
-
Szerintem itt csak a keret dönt. Mind nagyon jó nyomtató. Nyilván a nyitott nyomtatnónak meg vannak a maga korlátai, de ha nem akarsz csak PLA-t, PETG-t nyomtatni, az is tökéletes. Nekem van itthon egy A1 Combó, meg egy P2S. Mindkettőt nagyon szeretem. Az A1-et pl nagyon szeretem, mert extra hallk, simán megy éjszaka, és senkit sem zavar. A P2S már nem ennyire barátságos, sokkal hangosabb, még két szobával odébb is zavaró tud lenni, ha nincs csukva az ajtó. Magas tárgyaknál is nagy előny a Core XY gép. Volt, olyan tárgy, ahol az A1-el azért megszenvedtem a kis felületű, magas tárggyal, de összességében jó gép. TPU-t is jobban szeretek azzal nyomtatni. De a P2S marha gyors, még az A1-hez képest is, és a kezelő felülete is sokkal jobb, gyorsabb.
-
doc
nagyúr
P1S Combo. Zart, emiatt egyreszt sokoldalu, masreszt kevesbe vonzo a gyereknek mint az ide-oda mozgo A1, masresz az AMS-e is zart, bar szaritani nem tud, de sima PLA-hoz boven jo.
Ha nem vagy arerzekeny, akkor P2S, sokmindenben elorelepes a P1S-hez kepest, leginkabb mondjuk az AMS2 szamit szerintem
-
Dyde
aktív tag
Sziasztok! Szeretnék venni egy 3D nyomtatót, és belekezdeni ebbe a hobbiba. Egyelőre csak hobbi szinten + esetleg feleségemnek cukrászati dolgokat nyomtatni. Néztem már pár videót, meg beszéltem 1-2 haverral, eddig arra jutottam hogy Bambu Lab A1 - P1S - P2S között gondolkozok, szeretnék AMS-t is a több szín miatt, de árban nem akarok elszállni nagyon. Mivel a dolgozó szobámban lenne ahol nyáron klímát is kell használnom, jelenleg azon az állásponton vagyok h a zárt story jobb lenne + kisgyerekeim is bejárkálnak a szobába. Mit ajánlanátok első nyomtatónak? P1S most 160, comboban 230, P2S comboval viszont már 330 (bár az már az AMS 2 proval jön). Ár/érték-et figyelembe véve mit vennétek a helyemben (mást is ajánlhattok persze, nekem ezek aztért tetszenek mert ahogy néztem tapasztalat nélkül egész user-friendlyk)

-

Sketch001
aktív tag
válasz
 kavalkád
#53437
üzenetére
kavalkád
#53437
üzenetére
Rengeteg dologtól függ hutestol is pl... Ha nem hagysz elég időt neki, a réteg nem szilardul meg, arra nyomtatsz, egy hulladék lesz. Adhatsz neki part coolingon picit, bár az meg a réteg tapadason ront...
Minden más meg anyag függő, nézd meg aztán kiderül, ami a fekete sunlu petgnek jó az nem biztos hogy nálad is működik más gépen más hőmérsékleteken, más hutesen...
-
kavalkád
senior tag
PETG-nél mi az a legkisebb "minimum layer time" amit be merhetek állítani?
körömpiszoknyi alapterületű, de magaságában nagyobb tárgyat nyomtatok (22x18x50) 12sec a fentebb említett érték, 52 percig akar nyomtatni, ha 0-ra veszem az értéket akkor 17 perc, ezért érdekel. -
#53436
Sketch001
aktív tag
katyilkadr
#53434
Sketch001
aktív tag
válasz
 katyilkadr
#53434
üzenetére
katyilkadr
#53434
üzenetére
Nem azzal van a baj, hanem bármi apró szemét amit betoltesz, vagy minimális nedvesség a granulatumban és ggwp. Nem az első ilyen próbálkozás, előtte a loop volt, azelott meg 10 másik. Egyik se tudott rendesen, konzisztens átmérővel filamentet gyártani. És erősen kétlem hogy ez hozza majd az áttörést...
Pedig a granulátum mocsok olcsó, lenne rá igény, de ...
-
#53435
doc
nagyúr
katyilkadr
#53434
doc
nagyúr
válasz
katyilkadr
#53434
üzenetére
az ezerdollaros geprol beszelsz? Ami minimum 100 kg kesz filament araba kerul?
-

milszab
senior tag
Hehe. Rájöttem basszus. A lidart rossz csavarokkal fogattam fel. Magas volt a feje és az akadt meg az oldalában így nem tudott a fej kimenni teljesen a széléig!
 Szóval ennyi.
Szóval ennyi.Amúgy a felső 2 rudat kell valamivel kenni vagy nem? Mer mindenhol mást olvasok. Amúgy én szoktam, de lehet nem is kell....
-

katyilkadr
tag
válasz
katyilkadr
#53416
üzenetére
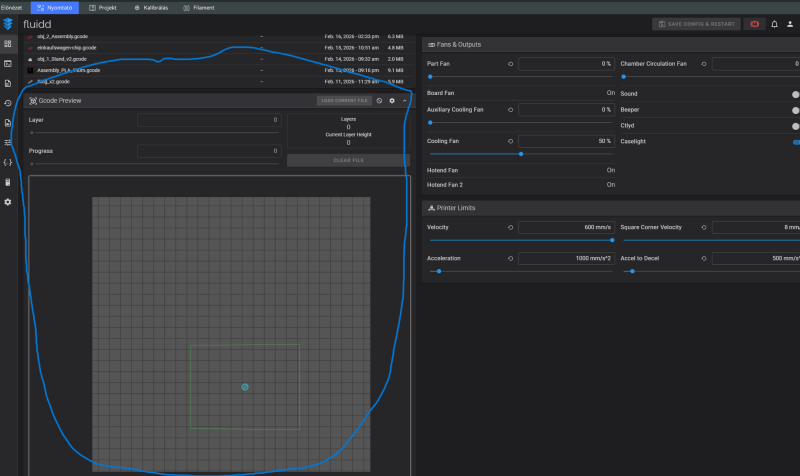
Sikerült! A g kód megjelenítést külön be kell kapcsolni, eddig nem kellett, automatikusan indult. Miért kell ezen változtatni, amikor így szokja meg a júzer?




![;]](//cdn.rios.hu/dl/s/v1.gif)



-
Elvesztettem ma az ASA nyomtatási szüzességemet P2S-el.
14 órát szárítottam az anyagot felhasználás előtt 70 fokon, hogy tuti legyen. TPU után nem bízom már semmiben
Minden kafán ment, sikerült is a nyomtatás. Kis tárgy kellett csak, egy kifordulós akasztó kocsiba. Semmi szag nem volt a nyomtató körül amúgyDe felmerült pár kérdés. A ChatGPT szerint az első réteg főleg ASA-nál nem jó, ha kisebb mint 0.2mm és a rétegvastagságot sem jó 0.16 alá vinni. Ez igaz? Szép lett a nyomtatás, de az első rétegen ami az asztalon volt, és ez lesz a tárgy látszó velülete, látszanak a nyomtatási csíkok. Ugyanezt PETG-ből kinyomtattam már, és ott 0.08al nyomtattam, az tök szép lett. Igaza van az ó nagy inteligenciának, vagy átvert?
A másik problémám, hogy engineering plate-re nyomtattam. Kentem rá Bambu liquid ragasztót. A ragasztó feje viszont szövet szerű és a plate szépen ledarálta mint a smirgli, és eltépkedett szálakat. Van erre valami hekk? Vagy másfajta ragasztót haszáljak? Vagy ne fossak attól, hogy kicsit megtépkedi a ragasztó fejét?

-
#53416
katyilkadr
tag
katyilkadr
tag
Tudnátok segíteni? Frissítés óta nem tudom figyelemmel kísérni a rétegeket a qidi studio-ban. Folyamatosan inaktív. Sehogy nem tudom aktíválni.
-
-
kavalkád
senior tag
-
SaPeter
csendes tag
válasz
kavalkád
#53411
üzenetére
Technikailag lehet, mert a fej nem mixer, hanem (rövid)színcserélős, de azt nem tudom ez a két filament, hogy tapad egymáshoz. A legtöbb leírás szerint rosszul. Azt tudom elképzelni, hogy olyan modellt készítünk, ahol valamelyik alkot egy üreget és a másik kitölti. PLA/PETG/PLA rétegződés szerintem nem lesz jó, de ki kéne próbálni hol a határ.
Mi indokolja a két anyag együttes használatát?
Talán támaszték kombinációra jó lehet. Olcsó PETG a támaszték. -
kavalkád
senior tag
válasz
 SaPeter
#53406
üzenetére
SaPeter
#53406
üzenetére
ezzel a géppel lehet TPU + PETG kombót nyomtatni? műszaki alkatrészeket nyomtatok néha, de sajnálatomra a szárítós gépekkel nem megoldható, hogy pl. egy TPU tömítésre egyből "ráolvasztva" gyártsam a PETG alkatrészt, utólag kell ragasztóval gányolnom.
tudom, van olyan TPU ami az adagolókba való, de az annyira kemény, hogy alkalmatlan nekem a célra. -
#53410
Emunem
őstag
willmenn60
#53400
Emunem
őstag
válasz
 willmenn60
#53400
üzenetére
willmenn60
#53400
üzenetére
a fórum keresöjét is használva petg tapadás szóval nagyon sok infót találsz.
De tuti tipp: 3DLack mindenre is jó. Tapadás segítése, illetve leválasztó rétegként is jól funkcionál.
Sok sikert a nyomtatáshoz, és bátran használd a keresöt.
-
SaPeter
csendes tag
válasz
gorbep
#53407
üzenetére
Akkor ez a legolcsóbb színes CoreXY printer.
Egyébként ha nem USA-ban élsz, hanem EU-ban, akkor érdemesebb EU storeból rendelni, mert a 107e árat vámkezelés terheli majd. Az EU store is jó, mert karácsony óta akciózzák 132e ért. Ez szállítással együtt és nincs vám/áfa, szerintem olcsóbb mint USA-ból rendelni.
-
#53406
SaPeter
csendes tag
willmenn60
#53395
SaPeter
csendes tag
válasz
willmenn60
#53395
üzenetére
3DJake ragasztó spray, ha nagyon tapad, de valószínűleg PVA stift is megteszi.. Az ajánlottnál 5-10 fokkal kevesebb asztalhővel. Ez a ragasztó nem csak növeli a nyomtatás közbeni elsőréteg tapadást, de a leszedést is könnyebbé teszi, ha kihűlt és nincs túl alkalmazva.
Ezenkívül a Z-offset is befolyásolja valamennyire a tapadást, ha a fej-asztal távolság túl kicsi az első rétegnél, akkor rápréseli az anyagot.Szerintem PETG-k között is van különbség tapadás tekintetében. A Prusa matt petg-t találtam a legjobbnak számomra, ahhoz nem kell ragasztó se pro se kontra. Jól tapad, könnyen lejön és elég mérettartó..
PLA-hoz, illetve Silk PLA-hoz kellett vegyek fém végű spatulát, mert néha gond van a túltapadással. -
SaPeter
csendes tag
válasz
Flashback
#53385
üzenetére
Szia!
Nekem Flashforge gépeim vannak ezzel a megoldással. 3db ADX5 színes. Olcsóbb mint Elegoo és van más Flashforge nyomtatóm is. A pro verziót meg a bambukat vagy sunlu szárítóból etetem, vagy adagoló dobozból, ahol szárítás után is sokáig alacsony nedvesség tartalmúak maradnak.Nincs fűtés, nincs szárítás, -erre igazából nincs szükség, ha könnyen nyomtatható filamentet használunk PLA és PETG. 90%-ban elég szárazan és vákuumozva érkeznek a filementek még a T.emuról is, amelyik meg nem, azt a szárítóban szárítom. A színes nyomtatásnáél az a a tapasztalatom, hogy 2 hétnél tovább egyik sincs a gépen, mert vagy elfogy , lecserélődik másik színre és megy vissza a folyamatba - szárítás -tároló doboz, polc. Mire egy PLA vagy PETG megszívja magát vízzel egy lakásban eltelik 1-3 hónap.
nincs beépített forgató motor, - Az IFS rendszer másként működik az extruder előtt igenis van motor, abban a kis dobozban, ami a filementet be-ki mozgatja. A spulni meg egy rugós mechanizmus, amely képes visszatekerni a filamentett a kellő mennyiségben. Tehát nincs lógás, általában mindig feszes a filament a spulni és az IFS között.
Cserébe még csak nem is olcsóbb. Van valami elönye?
Szerintem olcsóbb. Mutass egy 4 színű CoreXY nyomtatót, amely 150.000 alatt van.
Nem feltétlen az ára miatt választottam, a döntő szempont a 20-25%-kal kevesebb szemét termelés, és hogy létezik hozzá hack amivel kikapcsolható.
Nekem kényelmes, hogy oldalt van a 4 tekercs.Oké talán nem kell akkora utat megtenni a fej és a filament tároló között, mint a "hagyományos" rendszereknél
Ettől jobb a helyzet, mert a filament bowdenben fut az extruder és betöltő/IFS motor között, ami biztos rövidebb a hagyományosnál, de szerintem ez nem döntő szempont. Az extruder és az olvadék kamra közti távolság számít.TPU - igen azzal is megy, csak sok rtelme nincs, mert nincs igazi színválaszték. PLA-ból meg végtelen. Egy COLD lappal, meg a fogyasztása is alacsony,
Nagyon elégedett vagyok az AD5X-el, csak nem kell tőle elvárni, hogy műszaki filementekkel is nyomtasson hiába bírná a fej a 300 fokot.
Ha van kérdése bárkinek szívesen válaszolok. Az elsőt megvettem, kibontottam és 15-20 perc múlva már nyomtatott. Szerintem ez az útja az olcsó színes nyomtató használatnak. Biztos vagyok benne hogy év végére 100e körülire csökken az ára. majdnem Bambu élmény.... -
#53404
kavalkád
senior tag
willmenn60
#53395
kavalkád
senior tag
válasz
willmenn60
#53395
üzenetére
én smooth platere nyomtattam egész kis PETG alkatrészeket, oldalirányban leütöttem ha nagyon tapadt, nem volt vele gondom.
-
#53403
 Flashback
veterán
willmenn60
#53397
Flashback
veterán
willmenn60
#53397
válasz
willmenn60
#53397
üzenetére
Nem értem, a gyári Anycubic nekem marha jól működik, és flexibilis annyira hogy le tudod róla hajlítani.
-
#53402
 Pulsar
veterán
willmenn60
#53400
Pulsar
veterán
willmenn60
#53400
válasz
willmenn60
#53400
üzenetére
sok esetben egy kontakt rétegnek használjuk. Smooth plate-re a petg úgy rá tapadna a lapra, hogy le kellene róla vésni. Erre kiváló a ragasztó, hogy oda fogja, de a nyomtatás végén le is tudod szedni róla
de texturált plate-nél nem volt ilyen gondom még. -
#53401
ptesza
senior tag
willmenn60
#53400
ptesza
senior tag
válasz
willmenn60
#53400
üzenetére
Pedig van kereső a topikban. Ezt a kérdést már sokszor feltették.























![;]](http://cdn.rios.hu/dl/s/v1.gif) Ha megoldódni látszik a probléma, akkor annak mindannyian örülünk.
Ha megoldódni látszik a probléma, akkor annak mindannyian örülünk. 































































Új hozzászólás Aktív témák
- Elemzés A 3D nyomtatás sikerének alapja
- Új ASUS Zenbook 14 OLED Ultra 7 155H 32 gb ram 1tb ssd oled pillekönnyű akksibajnok Gari 2027.05
- Asus TUF RX 5700XT 8GB / Beszámítás OK!
- -55% ÚJ ASUS Zenbook 14 OLED Ryzen 7 8840HS Radeon 780m/16gb ram/512SSD/Gari 2027
- HyperX Predator 2x16GB 3200MHz DDR4 kit / Beszámítás OK!
- AMD Ryzen R9 3950X 16Mag / 32Szál 3.7/4,7GHz / Beszámítás OK!
- HIBÁTLAN iPhone SE 2020 64GB Red -1 ÉV GARANCIA - Kártyafüggetlen, MS4366
- Android Streaming / Média Boxot keresek
- Beszámítás! MSI G27C4 E3 27 180Hz FHD VA 1ms gamer monitor garanciával hibátlan működéssel
- Apple iPhone 15 128GB, Kártyafüggetlen, 1 Év Garanciával
- ÁRGARANCIA!Épített KomPhone i7 14700KF 32/64GB RAM RTX 5090 32GB GAMER PC termékbeszámítással
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest