-

Fototrend



Új hozzászólás Aktív témák
-

Sketch001
tag
[link] cubic, csak más elosztassal, és benne van a leírásban a baj
This is an infill with paths that cross each other within one layer.
Retegen belül atmegy a fej már nyomtatott vonalakon, azért ér bele... Ahogy a legtöbb infill esetében is igaz ez...
Anyag függvénye hogy mit érdemes használni helyette. Rectilinear pl jó dolog de ha olyat nyomtatsz ami nem szereti a bridge - et, pl petg, az nem ideális... Lines dettó. Honeycomb, trihexagon nem keresztezi magát még, de nálam az univerzális megoldás ha nem plat nyomtatok akkor gyroid...
-
-

sonny007
tag
Utálom, hogy előre ki kell fizessem és várjak több hetet-hónapot rá mire megkapom.
De a márkánál viszont szivesen maradnék.
#52596kavalkád
Nem ismerem az Anycubicot. Mivel ennyire más alternatíva nem jött szóba inkább maradnék a Bambunál. Nekem az A1-el se volt kifejezetten problémám. Pont ma néztem 1250 üzemóra van benne. De köszönöm az ajánlást!
-
-
Sketch001
tag
Pa annyival volt neccesebb, hogy rendesen elő kellett fűteni... Legalábbis a sunlut... 20-30p 100c asztal, aux venti maxon, nyomtatás közben a kifujo venti is kikapcs. Volt hogy kérte a takarót is, mert alig akart 45 fok köré mászni...
De se gf se cf-et nem használnék sehova ami uzemszeruen fogdosasra van. [link].
-

Emunem
őstag
Bakker



tudtam, hogy interneten 2x is meg kell gondolni, hogy mit írsz, de hogy ennyire… mondjuk félre érthető.![;]](//cdn.rios.hu/dl/s/v1.gif)
tehát ököllel rá ütöttem a csomagátvevő doboz ajtajára, és az kinyílt (nem szét nyílt )
ha ebben is van kivetni való, akkor már nem tudom másképp elmondani. Marad az első verzió. -
-
Sketch001
tag
Egyik sem a fusion minkafolyamatot követi sajnos.
5letesen : nem kevered az onshape - el? Nem hiszem hogy a fusionben valaha kiszivargott volna valami, az egy ipari standard progi, bazinagy cégek használják a fizetős verziókat, egy ilyen hír kikerul és abból ipari szintű balhé lenne... Ha a free kompromitalodik akkor is...
Ha alma terméked van és fizetnél is érte a shapr egy nagyon jó cucc, kicsit más mint a fusion, de elég hamar tanulható. Az ingyenes csak alacsony felbontasu dolgokat tud exportalni, tehát semmire se jó kb
-
-
-
Sketch001
tag
4k órán vastagon túl is teljesen élhető a p1s... A zajszint az addig magas amíg az ember rá nem jön hogy kikapcsolható az aux venti ami általában nem is nagyon kell, ha kell akkor meg eleve úgy kell pozicionálni a modellt... Meg akkor már elég kinyitni az ajtót picit és a hátsó ventit is ki lehet lőni... Vagy nyomtatni egy szellőztetett emelőt az üveg alá, és úgy a ptfe cső sem az üvegen csúszkál meg az ajtó is csukható...
Szerelhetőségben is sokkal szimpibb a p1s mint kb bármi más... Az a1-eknél jól látszik hogy egy dugulás/nem letapadt első réteg viszi magával a fűtő blokkot is ha nem veszed észre időben (vagy akár a tárgyhűtő ventit is), aminek a cseréje jelentősen sokkal nehézkesebb mint a p/x1-ek nozzle cseréje... Egy extruder dugulás megoldása p1/x1-esetében is sokkal egyszerűbb és gyorsabb, a1-p2s-h szériákban amire kibányászod az extrudert bármi miatt az nem épp kellemes mutatvány. Mindez csak azért hogy egy hajszállal gyorsabban cseréljek nozzle-t... Arról nem beszélve hogy jobban szeretem ha a fűtőblokk a nozzle része, így mondjuk a hpmérő szenzor is pontosabb képet ad a nozzle "valódi" hőmérsékletéről... Nekem nem éri meg ez az új gyorscserés nozzle mizéria de hát ez van, ha lenne p1s nozzle-el h2s biztos azt vettem volna, így meg max szívom a fogam ha bontani kell.
-

Joshi
titán
Nekem is P1S Combo van pont azért írtam amit. A nyomtató egy kis kerekes szekrényen van amit ki szoktam tolni a konyhába ha hosszabb nyomtatásom van.
Én azt megértem hogy ha egy mód van rá, akkor az újabb/jobb megoldást ajánljuk, na de a P1S és a P2S között van egy A1 mini árkülönbség.A Bambu Studio is megkapja adott esetben a hasznos funkciókat, igaz hogy jóval később. De ahogy írtam, nyugodtan használható az Orca is.
Egyáltalán nem mondtam olyat, hogy az Orca haszontalan és nincs rá szükség. Kezdő nyomtatósnak bőven elég a Bambu Studio is sőt, lehet hogy soha nem fog szeletelni vele, hanem a MakerWorldről fog nyomtatni mobil appról. -

haddent
addikt
Hát, ha valós az 1.2kW max teljesítmény pl. P2S esetén, akkor azért 1.2*24*30 tényleg nonstop 864kWh és mondjuk legrosszabb, 70Ft -tal számolva azért már érződne
De nyilván ez embertelenül ki van sarkítva, illetve napelem+akksi kombóval sajnos konkrétan rengetegszer (télen mondjuk pont nem) konkrétan szaré-hugyé "adom el" az áramot, nyomtatni meg lehet távolról is, szóval legalább "hasznosan" el tudnám égetni
Azt már meglestem, hogy az AMS 2 Pro valszeg kell, ha már több tízezret ver el az ember ilyen adagoló cserélő bizbaszra, akkor kicsivel többért a "legjobbra". A P1S most a Bambunál marha jó áron van, de valszeg a P2S érné meg. Csak ilyen 5. logikai cserénél már 3 kilónál járok
-

Warton
őstag
Végül 0,4-re állítottam, de valószínűleg nem is ez volt a baj, hanem azért airprintingelt, mert a filament begubancolódott a tekercsen és az extruder nem tudta húzni a szálat. És ezt csak a sokadik próbálkozásra vettem észre.
Végül sikerült összehozni egy normális printet PET-G-vel. 
A lecserélt fúvókát ti meg szoktátok tisztítani egy újabb használat érdekében, vagy inkább kidobjátok?
-

5leteseN
őstag
A tömeg-gyártott PET-palacknak kell tudnia élelmiszer (csomagolás-)biztonságilag, szabvány szerint ezt a (gyártástechnológiai szempontok miatt inkább bőven túlbiztosított) 5+ Bar-os nyomás-állóságot!
A 3D-nyomtatott PET ennek töredékét sem fogja tudni.Ha így gondoltad, akkor (Szerintem is) teljesen igaz! "Támogatom!"
-

LouiS22
veterán
Én mondjuk moddoltam az alaplap ventit noctuára, de meghagyva az eredeti kábelezést - az a része kussol, illetve nem hallható.
Most tettem egy plusz pici ventit az extruder elé (alis, amúgy fasza és alig hallható) - a hőmérője a fém házra van illeszve és bizonyos hőfok felett kapcsol csak be "rásegíteni".Sajna a tárgyhűtő messze a leghangosabb - de ez minden nyomtatónál így van. Marad az, amit írtál
 Én mondjuk többnyire PETG-t nyomtatok, a hétvégén volt PLA-s nagyüzem csak (próbanyomatok).
Én mondjuk többnyire PETG-t nyomtatok, a hétvégén volt PLA-s nagyüzem csak (próbanyomatok). -
-
5leteseN
őstag
Még nem nyomtattam!
Ez egyébként egy nagyon érdekes kérdés , mert a nyomtatás "száliránya" szerinte (korábbi rep-modellezős/kompozitos ismereteim alapján) döntően befolyásolja a teherviselő képességet!
, mert a nyomtatás "száliránya" szerinte (korábbi rep-modellezős/kompozitos ismereteim alapján) döntően befolyásolja a teherviselő képességet!
Ezért valószínűleg a propeller sugárirányában és erre kb +/-45-fokban kellene váltakozva nyomtatni!
...de ez már a második lépés, ha van üveg-szálas/karbon-szálas fila a nyomtatáshoz!
-
-

Vesa
veterán
Ezek az olcsó műszerek nem alkalmasak ennek a problémának a mérésére (a videóban használt cucc 130 dollár, a két eszköz eleve mást mér egymástól 20cm-re, innentől nem is tudom, ezt hogyan lehet komolyan venni??). Olvass vissza pár hetet, részletesen kitárgyaltuk a témát. Főleg UFP-ket ereget, ami részecske, de olyan apró, hogy kvázi gázként viselkedik (de nem gáz), tehát belégzéssel a véráramba jut. Igor ezen videója tehát inkább káros mint hasznos, mert abban a téves hitben tartja majd a nézőt, hogy nincs itt semmi látnivaló, szagoljuk csak nyugodtan a családdal együtt, mert friss hegyilevegőt ereget a nyomtató. Közben meg ott vannak a profi tanulmányok -nem is egy-, hogy messze nem így van, és ahogy látom, már a profi 3D nyomtatósok is egyre több videót tesznek fel arról, hogyan oldják meg a farmjukon a szűrést, mert nem szeretnének problémát. Én bírom Igort, de most abszolút felkészületlenül ment neki a témának.
-
Vesa
veterán
Teljesen rossz...kb. ilyen az, amikor felkészültség nélkül állnak neki valamit tesztelni, arra alkalmatlan műszerekkel. A nyomtató főleg UFP-ket bocsát ki, amit consumer műszerekkel/szenzorokkal nem lehet márni, ehhez labor műszer kell. Nem tudom, minek amatőrködnek ilyen olcsó eszközökkel, amikor ott vannak a profi kutatási eredmények feketén-fehéren, amiből kiderül, hogy még a legkevésbé gázos PLA-ban is közel 40 féle rákkeltő és mérgező anyagot azonosítottak, több vegyület esetén -szellőztetés vagy szűrés hiányában-, akár a határérték ötvenszeresét is.
-

kavalkád
senior tag
ha segít, én 235/80-al nyomtatok PETG-t (150mm/sec a max sebesség) és a support pont 1 rétegvastagsággal van a tárgy alatt, ha kevesebb akkor nem tudom levenni róla, ha több akkor meg nem szép, mint neked is.
az a minta nagyon érdekes mitől lehet, ha megfejtetted oszd majd meg. -
#50744
 szabieable
aktív tag
doc
#50741
szabieable
aktív tag
doc
#50741
szabieable
aktív tag
mert surlófényben egyenletesebb képet tud mutatni a fal minősége, de ez ugye csak akkor működik ha nincsen overhang mert akkor meg levegőbe nyomtatna
MirageCnek van egy jó videója róla ami az alapvető problémát elmagyarázza [link]
inner-outer sorrendnél a "hibák" összeadódnak -

Tothanta
csendes tag
Apropó, hely! Ti hol szoktatok nyomtatni? Bent a lakótérben, esetleg a garázsban?
Érdemes vagy ajánlott olyan helyiségben nyomtatni, ahol sok időt töltesz a nap folyamán?
Nincsenek kellemetlen vagy esetleg egészségtelen „gőzei” a nyomtatásnak?
És ha például a nyomtató a garázsba kerülne, mennyire érzékeny a nyomtatási folyamat a levegő hőmérsékletére és páratartalmára? -
#50577
 katyilkadr
tag
doc
#50573
katyilkadr
tag
doc
#50573
-

bigrob
őstag
Sunlu után én vettem 10-10kg kingroon PLA és PETG-t, hogy lefedjek minden alap színt
Ennyi pénzért ez is teljesen vállalható.Majd ha aktuális benevezek Jayo-ra is.
Ikeaban vettem nagy dobozokat, nyomtattam PETG-ből kihajtható kampókat ami rászorítja a fedelet.
Még egy szigetelést akarok bele, hogy légmentesen zárjon.Anycubic Kobra S1 túl a 130 órán.
Minden szuper továbbra is.
Alis 3d effektes tálcát nem szereti a PETG. -
-

dvd_R+
őstag
Egyenlőre közvetlen a nyomtatóról indítottam, de megpróbálom mégegyszer ezzel a 3djake-es fossal..
Kibontottam a 20grammos minta anyagot, ég és föld a különbség csak tapintásra isSzóval most a 3djake fila megy 60 fokos bed és 225 fokos nózi
a filamentnél pedig generic van kiválasztva ugyanúgyha most is rossz lesz akkor megnézem a minta anyaggal

-
Vesa
veterán
Sajnos akár el is szállhat a firmware, vagy mondjuk kihűl a bed és onnantól elenged a modell, nem tudod folytatni. De engem legjobban az ilyen impulzus szerű, nagyon rövid áramszünetek aggasztanak, ilyen miatt már ment tönkre TV-m és hűtőm is, régebben még egy PC-m is elszállt miatta. Azóta van azon is UPS. Bár ezeknél az eseteknél valószínűleg egy túlfesz tüske okozta az elhalálozást, az ellen meg nem kell UPS, elég egy túlfeszvédős elosztó.
JulianSinulf
Jogos, megyek majd ezzel elektronika topikba is (vagy UPS topikba), csak gondoltam hátha már itt valaki ezt kijárta a gyakorlatban. A 3D nyomtatás UPS-el azért nem egy gyakori téma, lehet, hogy a másik két topikban is emiatt nem fogják vágni azonnal. -

ParadoxH
aktív tag
Mert a 220 egy általános ajánlás a lassabb nyomtatók miatt. A gyorsabb nyomtatóknál ahol nagyobb az anyagáramlás és a sebesség ott magasabb szokott lenni a hőfok is valamennyivel.
#50194 bigrob - Igen, láttam. Amikor a Kobra 3 megjelent és az első több száz usernél egyszerre derült, ki hogy baj volt a nozzle-vel (kvázi ők voltak a béta tesztelők vagy a beszállító változtatott a recepten valamit), akkor mindenki, még az is aki előrendelte a nyomtatót bevásárolt javított és nem javított nozzlekből is. Volt aki több tucatot vett. Ez a pánikreakció hiányt okozott és gyakori volt a hivatalos nozzle készlehiány. Na akkor nagyon jók voltak ezek az unofficial nozzlek mert segítettek átvészelni a gyakran több hetes készlethiányokat és azt az időt amíg a javított nozzlere vártak nagyon sokan.
Ezt ha önmagában vizsgáljuk nem akkora gond, még úgy sem, hogy nincs hivatalos nozzle profil a különböző méretekhez, de ha már ajánlani kell akkor az elvárásoktól függően szerintem ezt is figyelembe kell venni.
-

doc
nagyúr
Azt hiszem megvan, a JSON-ban van egy lista a kompatibilis printerekrol, es valamiert az A1 szeria nincs benne
beleteszem...
Yup, most mar megjelent a listaban
Uhh bakker, 235 fok van beallitva ebben a configban, ami azert vicces mert a tech specben meg 220 fokos max szerepel,mindketto forrasa a gyarto
-
#50195
szabieable
aktív tag
doc
#50163
szabieable
aktív tag
-
#50165
 JulianSinulf
őstag
doc
#50163
JulianSinulf
őstag
doc
#50163
JulianSinulf
őstag
Ha főleg használati tárgy kell, akkor az esztétika tényleg másodlagos.
Amúgy is egy-két benchy-re a tesztvideókban olyat mondanak, hogy csak nézek, hogy "ez tényleg szép és jó?"
A jó minőségű anyagokat csak ajánlani tudom. Lehet, hogy drágább, de nem is kell annyit vacakolni vele.
Bambut is nyomtattam, bár nekem inkább Prusament tekercseim vannak. Jók a színek és az anyag minősége is. Szép nyomatok készülnek.
Volt, hogy más anyag esetén akárhány retract tesztet nyomtattam, mindig máshol volt szálas, nem tudtam belőni, hogy ne legyen szálas. Ez még az MK3S+-nál volt. Aztán vettem prusament-et és nem kellett vacakolnom többet a visszahúzással. Az X1C-ben is jól működtek, ahogy a bambu tekercsek is. De amik szálaztak az MK3S+-ban, azok szálaztak az X1C-ben is.
Sunlu-ból többszínűeket vettem novemberben. Nálam a szárítást időnként igénylik és akkor nincs gond a szálazással sem. Szép tiszta nyomtatokat tudok produkálni. A PLA-CF-ükkel nem vagyok megelégedve egyelőre. Büdös is és nagyon szálaz is. Illetve a többszínűeknél van, amelyiknél nem stimmel az egyik szín. Pl. az arany-feketénél nem fekete az arany melletti.
Nekem ezek a tapasztalataim az anyagokkal.A gyors nyomtatóknál, mint az X1C, XL, én az ajánlott magas hőmérsékletet szoktam beállítani.
-
#50162
JulianSinulf
őstag
doc
#50154
JulianSinulf
őstag
Az a baj a temp teszttel, ha a tornyot nyomtatod (én mást nem ismerek), hogy az alapvetően kicsi tárgy, így nem fogja gyorsan nyomtatni. Vagyis nem kapsz tényleges paramétert a megfelelő beállításhoz.
Az elején még talán én is nyomtatgattam a teszteket. Egyet, talán kettőt. Aztán leszoktam róla, nem láttam értelmét. Lassú nyomtatónál hasznos volt.Az is lehet, hogy csak az anyag nem bírja a sebességet. Érdemes utánanézni, hátha van erre vonatkozó adat. Vagy a max volumetrikus sebességre.
-
#50160
JulianSinulf
őstag
doc
#50155
JulianSinulf
őstag
Ezt nem tudom biztosan. Az X1C-n, ha megcsináltam lidar-ral a kalibrációt, akkor el lehetett menteni és az AMS-nél aztán be lehetett állítani. Illetve gondolom AMS nélkül a betöltött filamentnél is be lehet állítani.
De, ha nem akarsz ezzel vacakolni, akkor az előkészítésnél a filament melletti kis ikonra nyomva bejönnek a beállítások és ott meg tudod adni fixre. Így nem kell figyelni filament-cserénél a beállításra, elég, ha az adott filamentet állítod be előkészítésnél.
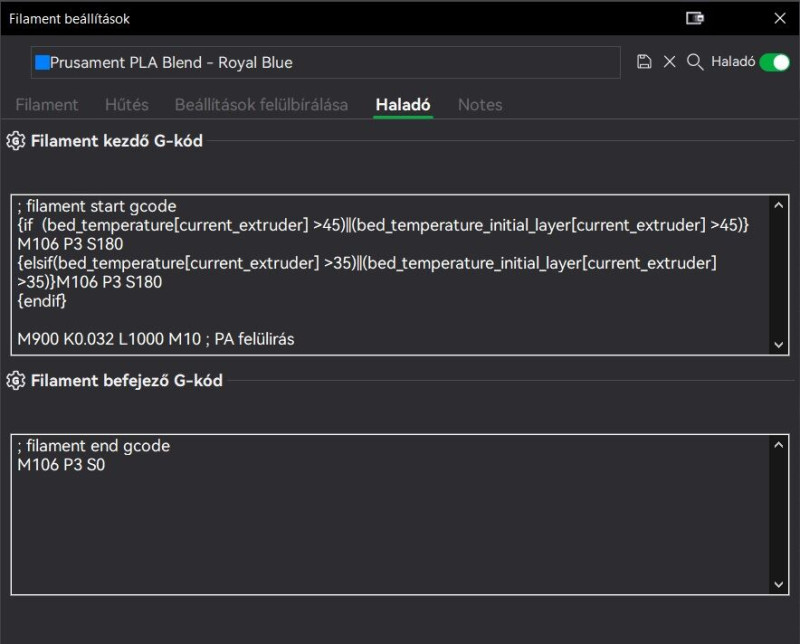
Azt mondjuk jó észben tartani, hogy ez az érték akár tekercsenként is változhat. De adott esetben akár tekercsen belül is, attól függ, hogy a gyártó mennyire "igényesre" csinálta az anyagot.Az M900 a parancs. Nálam így nézett ez ki.
-
ParadoxH
aktív tag
Itt nem a 2.85mm okozhat problémát

Gondolj bele, ha 1.75mm helyett 1.6mm-es egy példát mondva a filamented mert mondjuk low budget kategória az már majdnem 10% eltérés. Az azért már tud egy kis anomáliát okozni ha logikusan gondolkodsz. Nagyon jó szemed kell legyen ha azt a 0.15mm-t te szemmel vagy turkálós tolómérővel megméred -
ParadoxH
aktív tag
A "növelted kicsit" mit jelent számszerűsítve? Egyik teszről a másikra váltani úgy, hogy nem vagy biztos abban hogy a korábbi tesz jó volt-e nem ajánlott. Több dolgot is elállítasz egyszerre és nem tudod majd mivel volt a gond. A javaslatom:
1. Nézd meg, hogy korábbi profil, korábbi modellel, más filamenttel működik-e ami legutoljára működött. Ha igen akkor valószínűleg beállítás és/vagy filament minőségi gondod van.
2. Ha filament profil beállítási problémád van akkor én temp/flow/pa/max vol. speed testekkel vizsgálódnék nagyjából ebben a sorrendben amíg jó nem lesz. Javaslom, hogy használd az orcaslicert erre.
3. Itt még mindig kérdéses ezután, hogy a filament okés-e? Ha van precíz tolómétered, nézd meg, hogy 1.75mm körüli az átmérő vagy nem. -
ParadoxH
aktív tag
Nemcsak kizárólagosan az okoz ilyen problémát, de könnyen kiderítheted ha kicsit megnöveled a flow-t vagy csinálsz egy flow tesztet. Ha jól látom fent csináltál hasonlót. A többi beállításod mi alapján lett belőve? Más teszteket csináltál még? Mutass pár beállítást nekünk. General pla? Sebesség mennyi? Más modelleket korábbi beállítással és filamenttel hogy nyomtat? Ha ott is probléma van akkor lehet, hogy nem a beállításokkal van a gond...



















 ahogy a bambut is sok esetben
ahogy a bambut is sok esetben 


![;]](http://cdn.rios.hu/dl/s/v1.gif)

































Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Milyen egeret válasszak?
- EAFC 26
- Huawei Watch GT 6 és GT 6 Pro duplateszt
- A legrosszabb CPU-k – az ExtremeTech szerint
- Microsoft Outlook topic
- Vezetékes FEJhallgatók
- Autós topik
- Megtartotta Európában a 7500 mAh-t az Oppo
- Autós topik látogatók beszélgetős, offolós topikja
- Fotók, videók mobillal
- További aktív témák...
- Tablet felvásárlás!! Apple iPad, iPad Mini, iPad Air, iPad Pro
- Apple iPhone 13 128GB, Kártyafüggetlen, 1 Év Garanciával
- Azonnali készpénzes Intel i3 i5 i7 i9 12/13/14 gen processzor felvásárlás személyesen / csomagküldés
- AKCIÓ! DELL PowerEdge R630 rack szerver - 2xE5-2660v4 (28c/56t, 2.0/3.2GHz), 96GB RAM, 4x1G, áfás
- Xiaomi Redmi Note 13 5G 256GB,Újszerű,Dobozaval,12 hónap garanciával
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: Laptopszaki Kft.
Város: Budapest