-

Fototrend



Új hozzászólás Aktív témák
-
#2773
 haverkulum
aktív tag
haverkulum
aktív tag
haverkulum
aktív tag
Sziasztok, egy prusa i3 steel építésébe fogtam pár hete, lassan összeáll a váz és elkezdtem az elektronikát is berendelni, olyan kérdéssel fordulnék hozzátok, hogy az alábbi hotenddel volt-e már valakinek dolga, van-e tapasztalat?
http://caxtool.hu/webshop/alkatreszek/3d_alkatresz/extruder/hotend
Nem bowdenesen fogom használni, közvetlen rajta lesz az extruder (ehhez veszek hozzá külön torok alkatrészt), egyelőre csak PLA-t nyomtatni

[ Szerkesztve ]
-
#4715
haverkulum
aktív tag
haverkulum
aktív tag
Sziasztok, valakinek tapasztalata vagy infója az alábbi ARM alapú boardokról van? Egy készülő Prusa i3 Steel vázhoz keresek boardot és belefutottam ebbe az MKS félébe. Előre is köszi minden infót

-
#5052
haverkulum
aktív tag
haverkulum
aktív tag
Sziasztok, esetleg valaki tudna segíteni, hogy itthon hol tudnék smart display adaptert venni 1.4 ramps shieldhez? Maga a kijelző már adott így tényleg csak az adaptert keresném (caxtool webshopban készleten csak kijelzővel együtt találtam, adaptert csak rendelésre tudnak)
[ Szerkesztve ]
-
#5254
haverkulum
aktív tag
haverkulum
aktív tag
Sziasztok, elkészült a P3Steel nyomtatóm, megvolt az első nyomtatás:

Tudom, van még mit finomhangolni rajta, első nyomtatásom és első nyomtatóm

[ Szerkesztve ]
-
#5431
haverkulum
aktív tag
DrojDtroll
#5421
haverkulum
aktív tag
válasz
 DrojDtroll
#5421
üzenetére
DrojDtroll
#5421
üzenetére
Szia, ez az ár nagyon sok érte, itthon P3Steel pro vázat (hasonló ehhez csak teljesen acél és sokkal masszívabb) kb. 13-15.000 Ft-os ár körül meg tudod csináltatni (anyagár + vágás) a legtöbb fémipari cégnél, ehhez a 6db kéregedzett köszörült rúd ~4-8000 Ft körül megvan, a nyomtatott alkatrészekhez meg elég keresni ismerősök közt (vagy itt ph-n) valakit aki kinyomtatja. Max még a lineáris csapágy vagy siklócsapágy amit be kell szerezned, ez itthon is itt-ott elvétve található pár száz forintos darabáron vagy kínából occón

[ Szerkesztve ]
-
#5857
haverkulum
aktív tag
haverkulum
aktív tag
Sziasztok, gondoltam rákérdek, ki hogyan szokta "kalibrálni" a léptető motorjait? Jómagam építettem egy acélvázas P3Steelt, alin/ebayen összevadászott alkatrészekkel (kivéve ramps, az spanyolból jött egy startuptól
), sokáig szenvedtem ezzel a tolómérős bohóckodással, sose akart jól kijönni a kalibráció, mindig valamilyen szinten oválisak voltak a furatok és nem passzoltak a méretek (aránytalanul). A végén oda jutottam, hogy átnézem magát a vázat meg jobban utána olvastam ennek a részének és rájöttem, hogy szerintem marhaság tolómérővel a steps/mm-t állítgatni, ha nem pontos valami akkor mechanikai probléma lesz (pl. nálam Y tengelyen nagyon nagy emelkedése volt a gyári p3steel idlerrel a szíjnak, azóta ezt cseréltem hogy párhuzamos legyen végig), prusa oldalon van egy kalkulátor, azzal belőttem az X/Y/Z stepjeimet a nyomtatómhoz és azóta láss csodát tökéletesen nyomtatok Ami apró fúrni való van a furatokban az is csak az anyag terüléséből ered (amit nekem slic3r nagyon nem akart jól számolni, curával egy jó pár fokkal jobb a helyzet).Véleményetek erről a témáról?
-
#5972
haverkulum
aktív tag
haverkulum
aktív tag
Sziasztok, eljutottam a nyomtatóm (P3Steel) kalibrálásában egy olyan pontra, ahol elakadtam, itt már nem jutok tovább egymagam google és józan paraszti ész segítségével, hátha valaki tud segíteni
A megépítés óta sokat javítottam a tengelyeim pontosságán mechanikai oldalon (jobb szíjak, párhuzamossá tettem a szíjakat, pontosabb műanyag darabokat nyomtattam, jobb csapágyakat vettem, igyekeztem megtalálni az "arany középutat" a szíjak feszességében, kb egyforma mindkét tengelyen), szoftveresen pedig a prusa kalkulátor értékeit használom (80step/mm), a kinyomtatott 20x20x20-as kockám is egész közel van már a kívánt minőséghez (a mérések többször, több külön ponton mérve, átlagolva):
X: 20,06mm
Y: 19,87mm
Z: 20,11mm (itt a legfelső réteg infill tolja ki, ha a peremen nézem akkor század mm pontos ez is)Az Y tengelyemmel nem tudom mit kéne még kezdeni, minek kéne utána járnom, hogy pontosabb legyen, arányos legyen a többivel, valaki tudna adni egy kis iránymutatást?
-
#6325
haverkulum
aktív tag
haverkulum
aktív tag
Sziasztok, Cura 3.2.1-et használok szeletelésre és a képen látható gondom van, a nozzle beszántja a rétegeket. Alsó rétegeknél meg infillnél ez nem zavar, de a felső rétegnél nem valami szép, főleg, hogy végre kezdem egész jól beállítani, hogy szép sima legyen


Valaki esetleg tudna segíteni, hogy milyen beállítást kéne módosítani, hogy próbálja meg nem felszántani a nyomatot út közben? Slic3r mellett ilyen gondom sose volt korábban

[ Szerkesztve ]
-
#6327
haverkulum
aktív tag
Mr.Csizmás
#6326
haverkulum
aktív tag
válasz
 Mr.Csizmás
#6326
üzenetére
Mr.Csizmás
#6326
üzenetére
Ha kócolás alatt a falak és a skin/infill érintkezésnél lévő többlet anyagot érted akkor azt megoldottam egy kis flowrate állítással, időközben találtam egy combing nevű beállítást, az szabályozza, hogy csak a nyomaton belül mozogjon a fej, tud olyat, hogy top/bottom rétegeknél ne használja, épp várom a végeredményt
-
#7117
haverkulum
aktív tag
haverkulum
aktív tag
Sziasztok, van egy épített P3Steel nyomtatóm, hónapok óta küzdök egy problémával, a 20x20-as kockámnál a Z és X tengelyek pontosak (század mm-re), viszont Y-on 19,8x mm-re jön ki (több nyomtatás, többszöri mérés átlagolva, nincs nagy eltérés a mérések közt), nagyobb tárgy esetén tovább nő az eltérés (40x40-es kockánál 0,3mm). Próbáltam különböző slicer programokat, különböző beállításokkal, cseréltem stepper drivert (vref beállítás is majdnem a max, amit a motor elbírna), cseréltem lineáris csapágyakat (siklócsapágyakra), állítgattam a szíj feszességét is (steps/mm prusa kalkulátorral számolva, nincs kézi méregetés), de semmi változást nem értem el a pontosság terén (minőségre már nagyon szépet nyomtat a gép), valakinek nincs valami ötlete mit kéne még megnéznem/cserélnem? Tényleg nem tudom már mi lehet a baja, egyszerűbb tárgyakat vagy díszeket tudtam csak használhatóan nyomtatni eddig, arra amire építettem (elektronikához alkatrészek, dobozok) még nem sikerült használni

-
#7121
haverkulum
aktív tag
Saccco
#7120
haverkulum
aktív tag
Basszus, a melegedést nem is néztem a motorokon, mindjárt meglesem, köszi a tippet
A steppert nem hiszem, hogy melegszik, egy 8centis venti direktbe fújja a levegőt a RAMPS-ra, de a motor lehet, elég szép súlya van a tálcának (3mm-es saválló + pcb heatbed + 4mm-es kályhaüveg) -
#7123
haverkulum
aktív tag
Zsolt74
#7122
haverkulum
aktív tag
válasz
 Zsolt74
#7122
üzenetére
Zsolt74
#7122
üzenetére
Mindenhol azt olvasom / mondják, hogy prusa klónoknál ne számolgasson az ember tolómérővel mérve, maradjon a kalkulátornál, kíváncsiságból már utána számoltam, 20-as kocka eltérését figyelembe véve 80,80-ra kéne állítanom az Y steps/mm-t, de a 40-es kockánál már "csak" 80,68-ra, ezért is nem látom jó ötletnek ebbe az irányba elindulni :\
-
#7125
haverkulum
aktív tag
Zsolt74
#7124
haverkulum
aktív tag
válasz
Zsolt74
#7124
üzenetére
A motor / tárcsa cserét szintén megpróbálom, köszi a tippet
Az elektronika alatt az arduino/ramps kombóra gondoltál vagy a stepper vezérlőre?(#7120) Saccco: megnéztem a motort nyomtatás közben, ~fél óra után, nem melegebb (legalábbis kézzel nem érezhetően) az X motornál és nem is olyan meleg, hogy ne bírnám ott tartani a kezem (bár ha pontosabban kéne mérni akkor multiméteres hőmérővel lemérhetem)
[ Szerkesztve ]
-
#7139
haverkulum
aktív tag
haverkulum
aktív tag
Sziasztok, megvolt a motor és az időzítő tárcsa cseréje az Y tengelyen, ugyan úgy maradt a pontatlansága, végképp nem tudok már mire gondolni

Arra gondoltam még, hogy az Y steppert átrakom az E1 stepper helyére és valahogy megpróbálom rábírni Marlint, hogy azt tekintse Y tengelynek. Gondolom ez elég sok gányolást fog jelenteni kód szinten, de mást nem tudok kitalálni már mint tényleg a RAMPS lenne a hibás, sajnos csere elektronikám nincs, hogy ezt teszteljem
-
#7141
haverkulum
aktív tag
DrojDtroll
#7140
haverkulum
aktív tag
válasz
DrojDtroll
#7140
üzenetére
Most reggelt néztem meg marlin idevágó részét, tényleg csak pár sor felcserélése a pins_RAMPS.h-ban, megittam a reggeli kávét és neki is esek szerintem

-
#7147
haverkulum
aktív tag
haverkulum
aktív tag
Megcsináltam az Y -> E1 stepper cserét, kinyomtattam egy kockát, ugyan úgy 0,2mm eltérés az Y tengelyen (20x20-as kockánál), tényleg nem tudom már hova tenni ezt a dolgot
(#7142) compi.hu: a szíjak ugyan acélszálasak, de a szíjcsere előtt sima gumi (talán üvegszálas?) volt, az ugyan úgy ennyit tévedett, a teljesen új és friss szíjjal is pontatlan volt a csere után szóval kizárnám ezt is
Ha extrudálási gond lenne akkor jelentkezne X és Z tengelyen is nem? Eddig több méretben is nyomtattam tárgyakat már, X és Z irányba nem volt egyikkel se gond, század mm-es pontosság volt, egyedül az Y ami probléma.[ Szerkesztve ]
-
#7152
haverkulum
aktív tag
haverkulum
aktív tag
(#7148) janek69: kétlem, hogy szorulna, nem rég cseréltem bronz siklócsapágyakra, azóta konkrétan ellenállás nélkül siklik a tengelyeken a bed tartó
(#7150) izisz: köszönöm a tippet, ezt kipróbálom
-
#7362
haverkulum
aktív tag
haverkulum
aktív tag
Milyenek minőségre ezek a kínai filamentek vagy pl a gembird? Gondolok itt nyomtathatóságra (terülés, hőmérséklet, nyúlás/szálasodás, stb) meg nyomtatás utáni felületre (pl textúra, fénylés, színmélység). Egy jó fél évig DevilDesign PLA-t és PETG-t használtam, hazai kereskedőtől vettem, de most egy ~1.5 hete berendeltem egy adag Philament PLA-t és eddig sokkal jobban tetszik minden téren, talán csak ott vagyok vele gondban, hogy printbite-ra nehezebben akar tapadni
(tovább tart belőni azt a first layer sebesség/hőmérséklet értéket ahol szépen tapad)[ Szerkesztve ]
-
#7408
haverkulum
aktív tag
janek69
#7407
haverkulum
aktív tag
válasz
 janek69
#7407
üzenetére
janek69
#7407
üzenetére
Szia, nem tudom milyen szeletelőt használsz, curához én az alábbi plugint használom filament cseréhez de van benne lehetőség arra is amit te szeretnél
Egyéb programoknál nem tudom milyen pluginekkel lehetne megoldani -
#7506
haverkulum
aktív tag
energy4ever
#7502
haverkulum
aktív tag
válasz
 energy4ever
#7502
üzenetére
energy4ever
#7502
üzenetére
Szia, én Philament féle áttetsző PLA-val nyomtattam, ilyen lett:



(bocsi a képek minőségéért, ennyit tud a telefon kamerája
 )
) -
#7938
haverkulum
aktív tag
haverkulum
aktív tag
Gondoltam most, hogy már egész tűrhetően nyomtat a gép ideje újranyomtatni a Wade extrudert és hozzá a felfogatást, mert ami jelenleg fent van azt még egyik kolléga nyomtatta nekem télen, -10 fokban a garázsban - maradjunk annyiban, hogy kb egy megolvadt joghurt tortára emlékeztet helyenként
- így neki is láttam.A felfogatást teljesen cserélem is a sima lineáris csapágyas megoldásról a Toolson féle Mk2 bronzperselyes felfogatásra. Korábban a heatbed alatt a csapágyakat lecseréltem már ilyen perselyekre és nagyon durva a különbség, sokkal simábban és halkabban mozog a bed, itt volt az ideje az extrudernél is

Ha valakit érdekelnek a részletek: Philament féle fekete PLA-t használok, eredeti E3D hotend, 0,4-es fúvókával, 0,2-es rétegvastagság, 60mm/s maximum sebességgel, PrintBite+ nyomtató felületre, 200 fokos hotend, 80 fokos heatbed (utóbbi a 4mm vastag üveglap és a PrintBite miatt kell, a felület ~60-65 fokos ezzel a beállítással)
Képek:



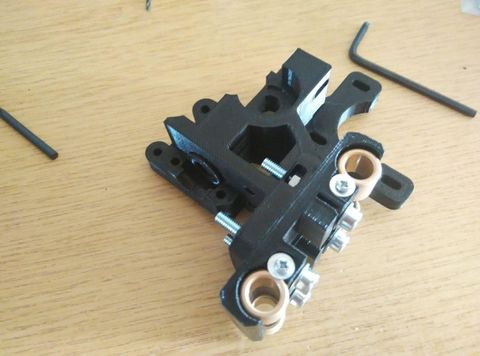

ui.: bocsi a képek minőségéért, ennyit tud a telefon félhomályban
[ Szerkesztve ]
-
#8156
haverkulum
aktív tag
haverkulum
aktív tag
Sziasztok, időközben elkészültem a nyomtatómhoz az Ikea LACK asztalokból tákolt állvánnyal (kalitkával ahogy én hívom
), a tényleges összeszerelés / anyagbeszerzés max 1 hét volt, csak ez eloszlott vagy 2 hónapra mire minden meglett 
a kupiért elnézést, egyből az összeszerelés és visszapakolás után készült a kép
-
#8991
haverkulum
aktív tag
Mr.Csizmás
#8990
haverkulum
aktív tag
válasz
Mr.Csizmás
#8990
üzenetére
Én elsőnek egy kínai E3D-v6 klónnal indítottam, itt több fórumtárs is javasolta, hogy nem igazán van különbség eredeti és kínai változat közt így bátorkodtam megvenni. Addig nem volt különösebb gond vele, míg saját hibámból bele nem égettem a filamentet, utána tisztítás közben tönkre is ment a heatblock (az már nem saját hibámból, szimplán a silány anyagminőség / megmunkálás miatt).
Ezután nem volt kedvem szívni vele (és itt már tudtam, hogy nem csak egy párhetes fellángolás nálam a nyomtató-őrület így nem pazarlás áldozni rá) ezért vettem egy eredeti E3D-v6 hotendet, szerintem már magán az extrudált anyagon is látszik, hogy jobb a megmunkálása a hotendnek, konkrétan szebbek vele a nyomatok
Azóta ezen felbuzdulva több ismerősöm is váltott a kínai E3D klónokról eredetire és mind igazolták a tapasztalatomat vele (van aki sima v6-ra, van aki Titan + V6-ra, van aki Titan Aero-ra).Persze ez nem jelenti azt, hogy az összes kínai v6 klón hulladék lenne, esélyes, hogy csak nekünk sikerült kifogni silány minőségű eladókat (mind a négyen máshonnan vettük)
Én amikor az eredeti v6-ot vettem akkor alap kitet vettem, összeszerelés nélkül, azt megoldottam itthon pár perc alatt, elég részletes, tanácsokkal ellátott dokumentációjuk van rá
 A bowdenes és nem bowdenes változat közt igazából nem véltünk felfedezni különbséget, ha jól néztem akkor már univerzális megoldást használnak hozzá. Én a direct extruder változatot vettem és ugyan úgy van benne egy kapocs és egy pici darab ptfe cső (ami közel se megy le a heatblockig, valahol a coldend felénél vagy picit feljebb van a vége, csak vezeti a filamentet az elején)
A bowdenes és nem bowdenes változat közt igazából nem véltünk felfedezni különbséget, ha jól néztem akkor már univerzális megoldást használnak hozzá. Én a direct extruder változatot vettem és ugyan úgy van benne egy kapocs és egy pici darab ptfe cső (ami közel se megy le a heatblockig, valahol a coldend felénél vagy picit feljebb van a vége, csak vezeti a filamentet az elején)[ Szerkesztve ]
-
#8993
haverkulum
aktív tag
Mr.Csizmás
#8992
haverkulum
aktív tag
válasz
Mr.Csizmás
#8992
üzenetére
Trianglelab ugyan úgy kínai mint bármely másik ami aliexpressen van
Tőlük még nem volt alkalmam rendelni bármit is, de az árazásukból ítélve talán kicsit jobban adnak a megmunkálás minőségére. Kínaiban nekünk ismerősökkel volt különbség a bowdenes és nem bowdenes (direct extruder) közt, a bowdenes tetejébe egy pneumatikus csatlakozót kell csavarozni, a direct extruderesbe meg egy tölcsér szerű bemenetet esztergáltak.szerk2: eredeti E3D hotendet innen tudsz venni, máshol nem is nagyon próbálkoznék (akad néhány webshop akik viszonteladók, talán még itthon is, de ki tudja...)
https://e3d-online.com/All-metal hotend az igazi, eredeti változat, amikor végig a coldend tetejéig fémben halad a filament (vagy újabban egy pici ptfe cső és utána fémben). A kínai eladók csodás találmánya, hogy lemegy a heatblockig egy ptfe cső, marketing fogásként próbálják eladni, hogy ettől jobb a filament vezetés, de ez süket duma, csak olcsóbb egy 3 centis ptfe cső mint normálisan megmunkálni a coldend belsejét
szerk.: kínaiból mi mind a "nem allmetal" változatot vettük (amikor lemegy a heatblockig a ptfe cső), a legendák és fórumok szerint amiket olvastam a kínai allmetalnál az a gond léphet fel, hogy nincs rendesen megmunkálva a belseje és könnyen akad / sérül a filament amitől könnyebben dugulhat, de ezt nem merem biztosra mondani, talán valaki nálam tapasztaltabb tud róla mondani valami tutit
Az előzőre visszatérve, találtam egy képet ami szemlélteti az eredeti E3D féle universal coldend kialakítást a régi bowden/direct extruderessel szemben:

[ Szerkesztve ]
-
#9029
haverkulum
aktív tag
odiepapa2
#9026
haverkulum
aktív tag
válasz
 odiepapa2
#9026
üzenetére
odiepapa2
#9026
üzenetére
Szia, bár nekem nem tükör hanem sima hőálló ("kályha") üveg, régen 3mm-es volt majd egy heatbed átalakítás miatt újat vágattam, ekkor már 4mm-est és nekem azóta egyenletesebb a heatbed, szintezésnél látom rajta - igaz hozzátesz az is, hogy nem 4db binder csipesszel fogatom le az üveget hanem 10db képkapocssal.
Amire oda kell figyelni a vastagabb üveggel, hogy picit lassabban melegszik át teljesen (nekem még van rajta egy + nyomtató felület is ami szintén át kell, hogy melegedjen) így ha magasabb heatbed hőmérsékletre akarok nyomtatni (pl ABS-t amit ~115 fok körül szoktam) akkor előmelegítem és várok egy pár percet, hogy át tudjon melegedni.
-
#37598
haverkulum
aktív tag
haverkulum
aktív tag
Sziasztok, jelenleg egy 12V-os RAMPS 1.4 alapú P3Steel Pro nyomtatóm van, szeretnék fejleszteni 24V-os rendszerre viszont az utóbbi években nem követtem a boardok változásait, ebben kérnék tanácsot, hogy mit érdemes venni, ami:
- nem feltétlen a legolcsóbb, legkínaibb board, inkább legyen minőségibb alkatrészekből és megbízható
- 24V kompatibilis
- Marlin firmware támogatja (arm és avr is jöhet, egy cartesian nyomtatónak nem fontos az arm teljesítménye )
- pololu motorvezérlő foglalatok vannak rajta (van egy TMC 2130 szettem amit nem szeretnék cserélni)továbbá plusz pont, de nem érvágás ha nincs:
- a motorvezérlőkkel beépített pineken keresztül tudna SPI-vel kommunikálni
- kiköthető rajta jumperrel az USB-ról kapott tápfeszültség (ne kelljen a raspberryt ki-be kapcsolgatni ami vezérli a táppal együtt)Köszi előre is a javaslatokat
szerk.: amit én néztem korábban az a Re-ARM board ami 1-1 kompatibilis lenne a RAMPS shieldemmel, de ezt nem találtam eddig megbízhatőbbnak tűnő EU gyártónál, noname kínait meg nem biztos, hogy itt mernék hagyni éjszakai nyomtatásokra:
https://reprap.org/wiki/Re-ARMvalamint még a Bigtreetech SKR 3 boardot néztem még, de nem nagyon ismerem a gyártót, akinek esetleg volt vele dolga megoszthatná a véleményét
[ Szerkesztve ]
-
#37600
haverkulum
aktív tag
daninet
#37599
haverkulum
aktív tag
válasz
 daninet
#37599
üzenetére
daninet
#37599
üzenetére
Ismerem a klippert, pontosabban, hogy mi az és hogyan működik valamint a Duet boardokat is, utóbbit tervezem majd egy CoreXY buildhez, előbbivel nem szeretnék 0-ról újra tanulni / configolni egy eléggé custom P3Steel gépet
Szóval szeretnék maradni mindenképp ezzel a géppel már Marlinnál.
Az SKR 3 lapot néztem azóta is, egész tetszik a paraméter listája, 3 CNC venti csatlakozó választható fesszel, valamint úgy nézem ez amúgy klipperrel is kompatibilis a jövőre nézve ha mégis kísérletezni támadna kedvem














 Amúgy hotendbe nem jutott le a szivacs, nem okozott dugulást?
Amúgy hotendbe nem jutott le a szivacs, nem okozott dugulást?







 )
)





 A bowdenes és nem bowdenes változat közt igazából nem véltünk felfedezni különbséget, ha jól néztem akkor már univerzális megoldást használnak hozzá. Én a direct extruder változatot vettem és ugyan úgy van benne egy kapocs és egy pici darab ptfe cső (ami közel se megy le a heatblockig, valahol a coldend felénél vagy picit feljebb van a vége, csak vezeti a filamentet az elején)
A bowdenes és nem bowdenes változat közt igazából nem véltünk felfedezni különbséget, ha jól néztem akkor már univerzális megoldást használnak hozzá. Én a direct extruder változatot vettem és ugyan úgy van benne egy kapocs és egy pici darab ptfe cső (ami közel se megy le a heatblockig, valahol a coldend felénél vagy picit feljebb van a vége, csak vezeti a filamentet az elején)
Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Tyű-ha! HP EliteBook 850 G7 Fémházas Szuper Laptop 15,6" -70% i7-10610U 4Mag 32GB 512GB SSD FHD HUN
- Bomba ár! HP EliteBook 840 G5 - i5-8G I 8GB I 128GB SSD I 14" FHD I HDMI I Cam I W10 I Gari!
- The Last of Us Part I Ps5
- Bomba ár! HP EliteBook 830 G6 - i7-8G I 8GB I 256GB SSD I 13,3" FHD I HDMI I Cam I W11 I Gari!
- Bomba ár! Dell Latitude 5580 - i5-G6 I 8-16GB I 256 SSD I 15,6" FHD I HDMI I CAM I W10 I Garancia