-

Fototrend



Új hozzászólás Aktív témák
-

izisz
senior tag
Simplify3D, ami a legkézreállóbb ilyen szempontból (de csak réteg szinten adható meg, processzel, rétegen belül nem tudsz variálni).
Friss Cura-ban is van már adaptív infill opció - nem ismerem részletesen a működését.
Slic3r-ban (és persze a Prusa edition-ben is) is van tudtommal ilyen adaptív infill (de lehet keverem a variable layer height-al és nincs infillre ilyen opció). -
izisz
senior tag
(#5149) qqzs : Rossz a link. De külön gugliztam, ha az upgrade kit ez a dual Z axis meg másik board meg a runout szenzor, megint csak azt mondom, hogy 100 rongyot nem ér (képen nem tudom kivenni, de forma és a kiegészítő kis chip alapján szerintem ez is csak 8 bites AVR board, vagyis ez sem képvisel komoly értéket)
(#5144) bigrob: Ahogy jónak látod. De a tornádó gyári bedje ugye
- thermal insulation
- szilikon fűtőlap
- valami vastagabb üveg
- valami buildtak féle réteg
mindez szendvicsbe ragasztva, elválaszthatatlan (majdnem![;]](//cdn.rios.hu/dl/s/v1.gif) ) egészet képezve.
) egészet képezve.
Sík, a felület frankó tapadást biztosít - ilyen tapadást erősen kétlem, hogy üveggel és valami házikencével el lehet lehet érni (leszámítva az abs juice-t)
És ahogy Sacco is írta, olyan nincs, hogy sose kell level-t állítani, max csak ritkán, de nincs gondozásmentes nyomtató... még...
(#5147) qqzs : a filament runout szenzor és a "power failure" ficsőr meg jól látod, abszolút nem ér 100 rongyot.[ Szerkesztve ]
-
izisz
senior tag
A filament runout szenzor konfig úgy emlékszem már része a marlinnak - configuration_adv.h.
De magát a hardware-t, a "szenzort" hót egyszerűen, egy mikrokapcsoló segítségével meg lehet oldani, nem kell oda semmi black magic...
Pl: ez már "smart"
ez már "túlsmart" (bár az ötlet érdekes)
ez meg kb a basic megoldás,
mikrokapcsoló és kampóA power failure cucc még talán nem része, ez egy friss Prusa fejlesztés (Mk3-ban vezették ők be), és szerintem idő, míg becsordogál a konfig az official marlinba.
Már csak azért sem fizetnék érte a creality esetén, mert nem tudom az ő megoldásuk mennyire szofisztikált.
Azért a prusa promóban amit Jóska ecsetel, az elég szofisztikált és eléggé az ő hardware-ük köré van kitalálva.
A másik szempont ami felmerül bennem - amellett amit írtál is, hogy nálad az asztal elmozdul - az a fűtött-nem fűtött asztal közti különbség. Ha elindítod a nyomtatást fűtött asztal mellett, elmegy az áram hosszabb időre, lehűl az asztal, a tárgy 99%, hogy feljön az asztalról. Tehát erre az esetre szerintem nem optimális.
Ha meg rövidebb áramkiesések vannak, ÉS nagyon fontos, hogy a nyomtató ezeket ne érezze meg (vagyis nagy - anyagi - veszteség a hibás nyomtatás), ott én inkább egy UPS-t vetnék be.[ Szerkesztve ]
-
izisz
senior tag
Igen, igazad van, az valóban "smart"-abb
 (én már ráhúzom a smart kifejezést bármire, ami wifire (tudna) csatlakozik(ni)
(én már ráhúzom a smart kifejezést bármire, ami wifire (tudna) csatlakozik(ni)  ) Viszont arra, hogy "elfogyott-nem fogyott" egy kapcsoló is elég. Az elakadás detektálás viszont frankó téma, az megjelenhetne open source formában
) Viszont arra, hogy "elfogyott-nem fogyott" egy kapcsoló is elég. Az elakadás detektálás viszont frankó téma, az megjelenhetne open source formában
A Józsibá' szenzorral már a filament átmérőt is lehetne kompenzálni talán (van filament width sensor, ami kicsit hasonló elven, árnykép feldolgozáson alapuló okosságot művel). Lehet, hogy előbb-utóbb bekerül a firmware-ükbe.[ Szerkesztve ]
-
izisz
senior tag
(#5170) Saccco: Köszi szépen!
(#5171) Chimpy: anet-en is mk8 volt teflon betéttel, 245 fok körül is ment szépen a petg (érdekes módon akkoriban kellett a petg tekercseim nyomtatásához 230-245 fok környéke, színfüggően)
Szóval szerintem azelőtt is rápróbálhatsz a petg-re, mielőtt átépítenéd
DE! Ha netán nálad mégis máshogy viselkedik, és dugulna vagy ilyesmi, az nem az én hibám, csak saját felelősségre kísérletezz
(#5172) Saccco: Jellemzően 45mm/s (50 fölé nem szoktam menni) a nyomtatási sebességem, első réteg ennek 50%-a, külső perimeter 75%.
Asztalom 75 fok, fej 215-220, ezt szinte állandóan variálom, most pl egy lito fut lassan (35mm/s), itt 215 fok. De hogy jó lesz-e azt nem tudom
Hűtés: ez jó kérdés. Lehet nálam van gebasz, de nekem kell... Új jelenség, hogy rendre van -0.1-0.2mm méretbeli eltérés (pl kalib kocka) ha nem hűtöm (nem unde extrusion), plusz a fal is egy hányadék hűtés nélkül. Valószínű az asztalról áramló magas hő szívat, de kisebb asztalhő mellett meg lefújom Süsü módjára a modellt az asztalról (újra akadnak letapadási gondjaim).
Itt ez a teknős, 0.1-es réteg, 215 fok, 75 fok, dd petg. A szokásos 35% fan-t feljebb kellett vennem 55%-ra, mert még lágy volt az előző réteg anyaga, mikor rakta a feje körül a következő réteget (az első 1-2mm-es szekcióban persze)
Nem túl szép az eredmény, de egynek elmegy.
(Viszont a pressure controlt nagyon tudom ajánlani minden haladónak, állati jó, hogy cseppnyi szálazás-szöszölés sincs és a retract csak 0.8, mind pla mind petg esetén, mondjuk direkt drive de akkor is)


[ Szerkesztve ]
-
izisz
senior tag
válasz
 blountex
#5178
üzenetére
blountex
#5178
üzenetére
igen, az. Ceges kiárúsitáskor lett az enyém, nincs asztali gépem, ezen csinálok mindent, dokkoló, külső monitor, stb. Optimus-os, így még a fusion is eldöcög rajta

Gabesz87: mennyit szánsz a gépre elsőre nagyon max?
Mókolási vénád mennyire erős, ügyes? Páka, multiméter, csavarhúzó (akksis, fúrós) volt már kézben?
Türelemmel hogy állsz? És angollal?[ Szerkesztve ]
-
izisz
senior tag
(#5189) Gabesz87: Véleményem szerint legelső nyomtatónak - ha csak ez a 2 opció van - a tarantula jobb választás, mert van némi fém is a receptben... Illetve ha az igazi prusa gép irányába nem akarsz tovább fejleszteni. Az anet-ot (most az A8, plexire gondolok) én donornak venném ha venném, játszani vele, kitapasztalni és végül legyártani vele a szükséges műanyag idomokat és végül minden alkatrészét transzplantálni egy alu profil vázba (lsd Rebelix/Mk2-X, akár Haribo - tudom, más okból haribo, de ötletforrásnak jó, AM8 upgrade).
DE a 2 nyomtató közül egyik sem kompromisszum mentes, mindkettővel kell játszani (megerősítések, ilyen-olyan alkatrész cserék), hogy olyan nyomtatási minőséget érj(hess) el, amivel már elégedett vagy.(#5191) blountex: Jó gép, de azért kompromisszumos...
Az STL formátum mértékegység mentes. Vagyis mindegy, a tervező szoftverben milyen mértékegységet használunk, az nem lesz bele mentve. Csak "mennyiségek" (lényegében koordináták).
Amennyiben a slicer olyan és úgy érzékeli, hogy a betöltött stl túl kicsi, akkor - S3D esetén - felajánlja, hogy a szerinte eredeti méretre nagyítja/kicsinyíti (nekem pl ilyen modell volt az anet-ra egy gomb, az extrúder csavar tetejére).
Azért is van ez az ajánlás, mert a slicerek mm alapon dolgoznak, de ugye készülni amcsi kollégáink életére is, így az esetleg inch-ben rajzolt modellekkel is kell boldogulnia.
De alapvetően, ha mm-ben tervezel egy modellt és úgy exportálod stl-be, akkor a slicernek is úgy kellene megennie (ha felkiált, hogy túl kics/túl nagy, figyelmen kivül lehet hagyni; Cura pl nem tudom, nyafog-e így mint S3D)
DeniL fórumlakónál bukott ki egy érdekesség nemrég, miszerint lito-t (nem a szokott 3mm vastagot) generált, 2.3mm vastagot, ezt a cura valamiért 2mm vastagnak látja (Netfabb és S3D 2.3mm-nek látja). Ezt pl nem tudom, mi okozhatja (bug-e vagy valami más, eddig ismeretlen lito számítás mellékhatása)(#5194) bardi : A ventillátorokra (axiáloknál legalábbis) 2 apró nyilat szoktak az oldalára dombornyomni. Egyik mutatja a forgásirányt, másik a légszállítás irányát. Szvsz ez alapján célszerű az irányát belőni.
Kellemes és békés ünnepeket mindenkinek, akár nyomtattok akár partiztok
[ Szerkesztve ]
-
izisz
senior tag
úhh, ezek a díszakármik azúr dd petgből baromi jól néznek ki, mintha kristálypohár lenne
[kép]
[kép]
[kép](#5197) Gabesz87: én nem mondanék konkrét gépeket, hisz csak anet a8 volt nekem gyári kit-ben, a másik kettő épített, szintén prusa stílus.
Ahogy én gondolkodnék, ha most választanék kit-et:
1. Mennyi a nagyon max, amit rászánok (nagyon max = beleszámolva tartalék alkatrészeket, filamentet, hisz etetni is kell a gépet) - ebben az ársávban kikeresni minden elérhető nyomtatót (GB, Ali, esetleg ebay)
1a. Kell-e és mennyit mókolni a kiszemelt géppel? - e szerint sorba rakni
2. Ha nem ez lesz a végleges gépem, akkor a kiszemelt gép minél több alkatrészét fel tudom-e használni egy következő nyomtató építéshez? - a fenti sorrenden belül e szerint tovább rendezni
A megmaradt listán meg kiválasztani a top 1-2-őt. És itt már döntsön az elektronika, review videók YT-n, közösség, találatok thingiversen (pl. ha ismeretlen nyomtatót választasz, akkor nem lesz sok pont odaillő modell, vagyis magadnak kell rajzolgatni; míg mondjuk egy anet a8/tarantula irgalmatlan mennyiségű modellt hoz ki thingin, van miből elindulni)
De tarantula kapcsán Saccco az illetékes (de gondolom van már másnak is bejáratott, nem mindenkiét tartom fejben )[ Szerkesztve ]
-
#5205
izisz
senior tag
Mr.Csizmás
#5204
izisz
senior tag
válasz
 Mr.Csizmás
#5204
üzenetére
Mr.Csizmás
#5204
üzenetére
Repetier host, simplify3d - ezekkel (is) lehet usb-n keresztül nyomtatni gcode-ot.
Kicsit tovább lépve octoprint, astropint, repetier server. -
izisz
senior tag
válasz
 compi.hu
#5211
üzenetére
compi.hu
#5211
üzenetére
- fonnyadt, 12V-os táp egy nagy alu asztalhoz -> szerintem rossz a csillagállás
- épp az előbb láttam egy bontós videót, számos alkatrész plexiből van hozzá... (nem csak a vezérlő dobozhoz)
- a váz felépítéséhez csak a profilok végeinél használnak rögzítést (csavar) nincs corner bracket
- ami az én szememet legjobban szúrja, 8-as rudak a Z-re, abból is 4 darab. Ok, a 4 db még lehetne jó, de láttam 8-asokat élőben, remeg az asztal, Z wobble szaga van a dolognak, nem elég masszív a felépítmény
- board: a videón nem láttam a vezérlő IC-t, de a board külsőre majdnem az anet boardja (persze "designed by tronxy" rajta vigyorog...) -> nem túl bizalomgerjesztő, ha még esetleg egy mega chipre sem telt... (egyelőre ez csak spekuláció, nem tudom milyen IC van rajta)
És mindez ~75E. Nem mondom, hogy full rossz, de fenntartásaim vannak vele kapcsolatban.
Ehhez képest egy prusa asztal ugyan mozgatja a tárgyat előre-hátra, de kiindulva a creality-tevo minőségből, személy szerint nem tenném a voksom erre a tronxy gépre (sem), hiába jó áron van.(#5216) blountex: Szerintem az MK3 leginkább a kiforrott FW-el nyer. Power panic? Valahol fentebb pont írtam, hogy hacsak nem pillanatnyi áramkimaradás van, akkor a hajára kenheti a user (talán PLA esetén nem, ha nem fűti az asztalt a user).
A Józsi féle filament szenzor - na az jó húzás, tényleg, azt elfogadnám, amint Marlin beemeli a támogatást.
A Bondtech gear - frankó, de külön is meg lehet venni.
Trinamic driverek - bármikor megvehető és Marlin natívan támogatja (persze még nem minden prusa féle funkciót), egyre jobban. (a board maga viszont számomra kecsegtető)
Számomra a legfrankóbb cuccuk a spéci fűtött asztaluk, hogy régióra bontott melegítés van, amivel szerintem egységesebb hőmérséklet érhető el.[ Szerkesztve ]
-
izisz
senior tag
Ez nálam is ilyen, főleg a petg csordul ki, amint eléri az üzemi hőt.
Nálam annyi a a workflow, hogy:
- a melegítések elkészülnek (előbb asztal, aztán a fej)
- homeolás, aztán abl mérés
- asztal bal alsó sarkánál asztalon kívülre megy a fej, ott kiengedek némi anyagot
- húzok egy 10cm-es csíkot az asztal szélén X irányba (ahogy a nozli megközelíti az asztalt, le is vágódik - de szép szó - a felesleges anyag a nozzliról)
- ezután kezdődik a modell nyomtatás (mivel a vonal végén már egyből van egy retract a modellhez utazáshoz, így a modellnél már nem kell brim sem, ill az első rétegben sincs jobb esetben hiba)
kódban meg így néz ki (a fűtés a leglső sorokban van, azt nem másolom ide)G28
G29
G1 X-10 Y10 Z0.32 F6000 ; 0.32 mindíg minden első rétegem, a többi réteg meg igény szerint más, ezért állok 0.32-re
G92 E0
G1 E30 F370
G1 X100 E45 F800
G92 E0
(úgy emlékszem ez a kezdés a Józsi papa start scriptjében is hasonló a prusán)Az end gcode-ba is mehet retract, hogy utána kevésbé csorogjon, de pl petg nálam simán csordogál még valamennyi retract után is, picit talán pla is, kevésbé)
(#5224) compi.hu
Táp: félreérthető voltam. Arra gondolok, hogy ekkora asztalnál én már 24V-ot használnék, 12V-on felfűteni a nagy asztalt időigényes szerintem.
A többi pontban nem vitatkozom, valóban javítható, csak arra próbáltam célozni, hogy vannak olyan gyengeségei, ami miatt bizony itt is kell befektetni időt és energiát, hogy korrigálja a tulaj.
Ezt a videót emlegettem.(#5228) blountex
Azt a boardot azért én már elfogadnám 32 bites arm, tmc vezérlőkkel. Miért szutyok?
Maga a corexy kinematika (design) nem új amúgy, csak kevésbé él még a köztudatban, mert kicsit több mókolás otthon megépíteni, a prusa kialakítás faék egyszerű hozzá képest.
De vannak jól bevált, könnyen utánépíthető verziók, lsd Hypercube (evo)[ Szerkesztve ]
-
izisz
senior tag
Start/end stb gcode-ok állítása itt is:

Hőmérsékletek állítása:
Ez meg a cura engine start/end stb gcode beállítós része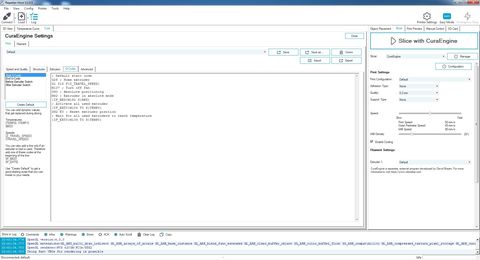
Nem tiszta, mit nem sikerült megtalálni(#5231) kzkz : a "rés a pajzson" nem petg, hanem slicer beállítás. Keress olyasmit, hogy thin wall infill.
Amúgy 72-67=5, hogy lett 4mm a falad?
Még lehet szíjfeszítés hiba is talán.[ Szerkesztve ]
-
izisz
senior tag
PLA és PETg - tankönyv szerint - nem ugyanolyan szintezést igényel. PLA-t jobban szétlapítod, petg-nél érdemes picivel nagyobb nozli-asztal rést hagyni (az anyag terül).
A szenzor nem varázspálca, főleg az induktív/kapacitívak nem Szenzor mellett is lehet simán szintezés hiba, hiszen meg van adva egy nozzli-szenzor Z offszet érték (ami ráadásul csak 1 bizonyos asztal-hotend hőmérséklet kombónál érvényes csak; lsd az új MK3 pinda probe-ját, ahol már van benne hőmérséklet kompenzáció). Ha nem jó az offszet, akkor nem lesz jó az első réteg sem, szenzor ide vagy oda.
Én pl ezzel az offszet értékkel játszok mindíg, amikor az első layer kinézete nem stimmel vagy nem úgy tapad, ahogy kellene.Ilyen "negyedrészen kihagy"-hoz hasonló jelenség nekem akkor volt, mikor a szíjjak feszessége nem stimmelt ill nem volt egyforma.
[ Szerkesztve ]
-
izisz
senior tag
Vám és áfa (kerülés) témaköröket kérlek ne itt tárgyaljátok ki!
Köszönöm!(#5257) bigrob : Kérlek használd a "Link" funkciót, ha URL-t osztasz meg.
(#5255) Devil Smile: Ha lehet, oszd meg a configuration.h fájlod pastebin-en pl. Úgy könnyebb lenne valami kitörpölni.
(#5256) J.Dancsi:
Filament szenzor: ha az általánosabb, egyszerűbb kapcsolós verzióra gondolsz, ahhoz csak egy I/O pin kell a boardon, aztán marlint már össze lehet bartákoztatni vele.
Bed level szenzor: induktív, kapacítiv esetében tök egyszerű, csak end stop pin-re kell kötni (ez lehet min/max pin is, marlin hozzáigazítható értelem szerűen)
BLtouch esetén még kell egy PWM képes I/O pin is (pl ramps esetén az AUX port kivezetések egyike), mert a pin-t szervóként kezeli a FW.
Szóval alapvetően összeházasítható - szerintem - bármely alaplappal.
Marlin és repetier FW biztos támogatja a Pause lehetőséget (LCD-re konfigolva vagy ha USB-ről nyomtatsz, gkóddal).
Pl. smoothie, klipper - nem tudom. Zárt FW-ek esetén végképp passz.[ Szerkesztve ]
-
#5265
izisz
senior tag
Devil Smile
#5264
izisz
senior tag
válasz
 Devil Smile
#5264
üzenetére
Devil Smile
#5264
üzenetére
Én a helyedben egy az egyben kihagynám ezt az "easyconfig" akármit... csak összezavar.
A marlin FW alapból nagyon jól van dokumentálva, kommentelve.
És pont itt ki is jön, miért zavaró az "easy" verzió a kézi marlin konfigoláshoz képest.Az easy ezt írja:
//#define CHANGE_Y_DIRECTION // If your bed homes in the wrong direction front to back, enable this.
Míg a marlin sor, amit ez a változó befolyásol, ezt írja:// Invert the stepper direction. Change (or reverse the motor connector) if an axis goes the wrong way.
#if ENABLED(CHANGE_Y_DIRECTION)
#define INVERT_Y_DIR true(szerintem utóbbi tisztább, persze ez szubjektív vélemény)
Magyarul, ha rossz irányba teker a mocid, vagy megfordítod a tyúkbelet vagy engedélyezed az invertálást FW-ből. Ennek nincs hatása arra, hogy Z hol homeol.Z alapból 2 helyen home-olható tudtommal.
1. Épp ott ahol áll X és Y
2. Az asztal fölött, asztalméretből kalkulált pozícióban.Az 1-es verzió az alap, ha van rendes Z end stop (kapcsoló, hall elem, optokapu). Ekkor nem kell semmit állítgatni.
Max ezt érdemes, ha valahol csipeszek vannak://#define Z_HOMING_HEIGHT 4 // (in mm) Minimal z height before homing (G28) for Z clearance above the bed, clamps, ...
// Be sure you have this distance over your Z_MAX_POS in case.A 2-es verziót javasolt beállítani, amennyiben bed level szenzort használsz home-olásra is, nem csak auto bed leveling-re.
Konfigja:
Configuration.h/**
* Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN
*
* Enable this option for a probe connected to the Z Min endstop pin.
*/
#define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN
Azért, mert ez az eset biztosítja azt, hogy a szenzor biztosan a bed fölött legyen home-olás során.
Konfigja:
Configuration.h// Use "Z Safe Homing" to avoid homing with a Z probe outside the bed area.
//
// With this feature enabled:
//
// - Allow Z homing only after X and Y homing AND stepper drivers still enabled.
// - If stepper drivers time out, it will need X and Y homing again before Z homing.
// - Move the Z probe (or nozzle) to a defined XY point before Z Homing when homing all axes (G28).
// - Prevent Z homing when the Z probe is outside bed area.
//
#define Z_SAFE_HOMING
#if ENABLED(Z_SAFE_HOMING)
#define Z_SAFE_HOMING_X_POINT ((X_BED_SIZE) / 2) // X point for Z homing when homing all axis (G28).
#define Z_SAFE_HOMING_Y_POINT ((Y_BED_SIZE) / 2) // Y point for Z homing when homing all axis (G28).
#endif
Vagy hagyd el teljesen ezt az easy akármit és szerkeszd kézzel a configuration.h fájlt, vagy ha már easy, akkor itt a manual sort is kommenteld ki (mert ezzel is egyfajta bed levelinget engedélyeztél, de olyat, ami szenzort feltételez és azt írtad, nincs szenzorod):/**
* Bed leveling type (see: https://github.com/JimBrown/MarlinTarantula/wiki/Bed-leveling-types-(EasyConfig))
* Must choose one of these other than MANUAL if a Z-Probe type is selected.
*/
//#define TRIPOINT
//#define LINEAR
//#define BILINEAR
//#define UBL
#define MANUAL+1 tipp: nem home-olunk első nekifutásra.
Léptetünk kis mértékben a kapcsoló felé. (a kapcsoló közelében már csak 1mm léptetésekkel)
Amikor eléri a kapcsolót és kattan, egy M119 paranccsal lekéred az end stop állapotát.
Ilyen a kimenete ha pl X end stop be van nyomva:Send: M119
Recv: Reporting endstop status
Recv: x_min: TRIGGERED
Recv: y_min: open
Recv: z_min: open
Recv: ok=======================
Nyomtatás végén még véletlen se homeolj, mert kis modelled felszántja a fej.
Én ezt használom end gcode-ban (amit te szeretnél, azt end gcode scriptbe kell tenni)G91 ;relative positioning
G1 Z+10 F1200 ; lift Z by 10mm
G90 ;absolute positioning
G1 X0 Y200 F5000 ; move hotend to X=0 pos, Y=200 pos (relative to bed, so bed will move to front)A Z+10 sor 10mm-el a modell fölé viszi a hotendet.
Az utolsó sor kiviszi az X kocsit 0-ba, a bed-et pedig kihozza előre (utóbbi 200-as értéket magadnak lődd be, hogy ne legyen ütközés a mechanikában)
Előbb próbáld ki egyesével ezeket a sorokat pl repetier host parancssorából, hogy lásd mit is csinálnak.[ Szerkesztve ]
-
#5267
izisz
senior tag
Devil Smile
#5266
izisz
senior tag
válasz
Devil Smile
#5266
üzenetére
majd tisztul, türelem
"az extruder tul sokat akar menni es elforog..olyan mintha tobbet akarna tolni mint amennyi fogy" - ezt nem értem pontosan. Átfogalmaznád?
steps calibration - esetleg ezt nézd meg, talán az E steps/mm értéked nem stimmel? Vagy a filament továbbító fogaskereked nincs rögzítve stabilan? (hernyócsavar) -
izisz
senior tag
válasz
 janek69
#5271
üzenetére
janek69
#5271
üzenetére
Ha azt nem is nézem, hogy bonyolultabb összeálíltani egy ilyen gkód fájlt (ha egyáltalán megoldható*), szvsz semmit nem nyernél, mivel a 2 fej váltogatása - ráadásul layeren belül - még lassabb lenne, mint mindenhol alacsonyabb layer height-al nyomtatni.
Ha annyira finom nyomtatást szeretnél viszonylag gyorsan, miért nem térsz át SLS/DLP stb nyomtatókra?*ezt még szerintem S3D-ben sem tudod megcsinálni, mert ott is max layerenként csinálhatnál processt (perimeter + külön infill alapon nem), hogy új toolt állíthass be - de lássuk be, nem fogsz adott esetben több 100 processz-t összerakni, minden egyes layerre
Még vadabb ötlet, hogy eleve úgy modellezni, hogy külön csinálni egy héjat a modellnek, ami amúgyis perimeter lett volna (a belső modell nyílván annyival kisebb). Ekkor lehetne azt, hogy egyik tool a "belső modellt" rajzolja, a másik tool meg a "héjjat". De őszintén, megérné a fáradtságot?
Ha gyorsabbat akarsz, corexy mechanikára válts inkább, a fix asztal miatt szaporábbra veheted a nyomtatást, de azért ott sincs kolbászból a kerítés, a finom részletek kárára mehet a sebesség.(#5270) bardi:
Ha azt tudod, hogy akadva jár, akkor azt miért nem, hogy melyik? Nyomtatás közben ha figyeled, nem derül ki melyik akad (akár hang alapján)?[ Szerkesztve ]
-
izisz
senior tag
válasz
janek69
#5277
üzenetére
A jerk állítgatást jól érzed, az a "gyenge pont" cncnél. Eredetileg a grbl-ben sincs jerk algoritmus, mert hagyományos marós munkához nem kellenek annyira hirtelen sebességváltozások, mint nyomtatásnál. (ezt nem tényként írom, csak ezt a benyomásom józan paraszti ész alapján, de lehet tévedek)
A maró szerszámnak még jobb is, hogy szépen lelassul a tengely mozgás az út vége felé, majd szépen kigyorsít, és nem hirtelenkedik a sarkoknál pl.
Az anya lehet pl delrin anyagú. Általában elég sokat bírnak azok a spéci anyák (a sárga cnc fórumon biztos okosabbakat tudnak mondani ennek kapcsán)
Ettől függetlenül én támogatom, hogy próbáld ki, csak ne várj tőle túl sokat, akkor nem fogsz csalódni
(viszont ha belakod a gépet, mint rendes cnc és rátérsz alu marásra, jelentkeznék megbízással, proto gyártás )(#5278) fabula
Kicsit neccesnek érzem a rugalmas filát bowdenben tolni (nem lehetetlen, cimbora az iMakr Startt-al sikeres volt, kínából, TPU-t használt) de azért azon a gépen elég kúrta a bowden hossza. Rugalmas filához inkább direkt drive az optimálisabb.(#5275) Zsolt74
"Az a gond ha túl gyorsra van beállítva a kitöltési sebesség, akkor szétrázza az egész gépet, ahogy rángatja a fejet." - erre megoldás lehet a pressure control és alacsony jerk (5 vagy alatta). Olvastam nem túl rég egy cikket, ahol boncolták a jerk vs acceleration témakört, és az jött ki, hogy a jerk állítgatása a szokásos intervallumban (0-20) nem nagy mértékben befolyásolja a a teljes nyomtatási időt, viszont alacsony értéke mellett minimalizálható a rángatási viselkedés. Csak alacsony érték mellett a sarkok nem lesznek igazán sarkosak - erre meg a pressure control a megoldás (ami mellesleg a retract-bowden témában is segít). -
-
izisz
senior tag
Kiváncsiságból én már próbáltam a klippert, amellett, hogy érdekes a konfigurálása (és jelenleg még nem is lehet annyi mindent, mint marlinban), ami nekem hiányzott, azaz auto bed level és a thermal shutdown védelem (ABL: mielőtt valaki kiosztana, hogy az minek... én szeretem és 1mm-ig hagyom hatni, addigra kikompenzálja, amit ki akar, onnantól nem tekergeti folyamatosan a Z tengelyt, szóval én hasznosnak tartom)
-
-
izisz
senior tag
a "tekerőnek" (továbbiakban potméter) szerintem örökléstani szerepe van
Megszokták az emberek, hogy van a boardokon. Nem, csak viccelek
Ezeket a TMC-ket már digitálisan érdemes állítgatni (mármint a motor áramot) és ezt a marlin intézi is konfigolás ÉS megfelelő board esetén persze. (RAMPS-on pl marad a a poti tekerés, tudtommal nincs bemadzagolva az SPI busz a driverekhez)
Borda: jó kérdés, a 2130-nál véleményem szerint felesleges (nézd meg egy 2100-as boardot, ott meg van csinálva a "hőhíd" - ha valaki tudja a hivatalos nevét, elő vele - átvezetés a chip alatt a board felső felére). -
#5334
izisz
senior tag
Devil Smile
#5333
izisz
senior tag
válasz
Devil Smile
#5333
üzenetére
még egész kultúráltan néz ki, miről beszélsz
ha bekötnél mindent, na azt már pókhálónak tekinteném én is -
-
#5377
izisz
senior tag
Devil Smile
#5376
izisz
senior tag
válasz
Devil Smile
#5376
üzenetére
STL-t szedsz le thingiverse.
Ergó, sliceolás során Neked kell megoldani, hogy változzon a hő adott szinteken.
Vagy kézzel beleírsz az eredmény gkódba vagy használsz valami plugint (cura-ban ha jól emlékszem van ilyen haxolós plugin vagy tehető be alá).
Szerintem a legegyeszerűbb kézzel beírni gkódba a hő változtatás parancsokat adott pontokon. -
izisz
senior tag
válasz
 itanczos
#5385
üzenetére
itanczos
#5385
üzenetére
Tegyük fel 1/16 mikro lépés van beállítva, TR8x8 trapézmenetes orsóval (8mm pitch), ez 1/400mm (25 mikron) elméleti rétegvastagságot jelent(hetne).
De, hobbi eszközöket használ legtöbbünk (hobbi orsó, moci, vezérlő, stb), pontatlanságok vannak a rendszerben. E mellett egy általánosan használt 0.4-es nozli - mondjuk szintén 1/16 mikrolépéses 1.8° motorral hajtva - van a legtöbb nyomtató orrában, amiből olyan miniatűr mennyiséget kellene kinyomni pontosan, hogy a 25 mikron vastag hurkát rakja, amit szvsz hobbi gépen nem lehet tisztességesen elérni.Egyszer valahol azt olvastam, hogy 0.2-es nozli alá menve már egyéb jelenségek is befolyásolnak - pl. az apró kosz, amit a fila bevisz magával, az mondjuk egy 0.1-es nozlit hamarabb eldugít, mint egy 0.4-est.
Vagyis hobbi körülmények között - szerintem - nincs értelme áttételezni a Z tengelyt. Kivéve 1 esetet, ha nagyon gyengusz mocikat akar valaki használni. Akkor a nyomatékot kompenzálni érdemes/szükséges.(Az elméleti réteg vastagságot még mikrolépés növeléssel is lehet csökkenteni, ezzel persze a motor nyomaték is csökken; de ez még mindig csak elméleti számítás)
-
#5393
izisz
senior tag
DrojDtroll
#5392
izisz
senior tag
válasz
 DrojDtroll
#5392
üzenetére
DrojDtroll
#5392
üzenetére
Külső, valamelyik TBxxx megoldás nem jó, madzagon kivezetve step/dir jeleket a driverhez?
(az újabb trinamic sincs 3A, 2.8 tán, amit olvastam; egy jó minőségű DRV talán nagyon hűtve elmegy 3A-ig, de az se az igazi) -
#5430
izisz
senior tag
Mr.Csizmás
#5424
izisz
senior tag
válasz
Mr.Csizmás
#5424
üzenetére
Onnan is hasonló - legtöbbször kínai eladók - termékét kapod (persze vannak nevesebb eladók is), csak szerintem drágábban.
Ha nincs prime előfizetésed, akkor nem hiszem, hogy van előnye az amazonnak (talán szállítási idő?).(#5425) janek69
Direkt:
+ retract beállítás könnyebb a rövidebb filament út miatt (de pressure controll-al lassan elveszti ezt az előnyét)
+ flex filát könnyebb (vagy csak ezzel) lehet nyomtatni
+/- csak manuális (vagy nehézkesen automatizálható) színcsere lehetséges (klasszikus, pl MK2 extrúder-hotend modell esetén)- nehezebb szerkezet a moci súlya miatt (mondjuk a titan cucc nem tudom milyen súlyú, de azért mégis moci, mindegy milyen kicsi)
Bowden:
+ könnyű nyomtatófej
+ automatikus színcsere elég könnyű manőver
+ valamivel magasabb nyomtatási sebesség komolyabb minőség romlás nélkül (ám cartesian gépen a nehéz asztal miatt úgyse lehet nagyon elszállni gyorsítás ügyileg)- retract macerásabb lehet, hosszabbat kell retractolni, így selejtes hotend-el párosítva dugulásos játék lehet a vége (lsd, fent, pressure control a barátod)
- flex fila mehet, de kisebb a siker esélye
- érzékeny, jó minőségű ptfe cső kell és a lehető legrövidebb[ Szerkesztve ]
-
izisz
senior tag
Annyit írtok a titanról, még kedvet kapok (pedig nem érzem szükségét, néha rosszabb ez a csoport mint a külföldi rendelések topic, ott is jött már számos "felesleges" ihlet/ötlet, amit amúgy nem vettem volna
A tietekben nyomtatott/fröccsöntött/fém fogaskerék van?[ Szerkesztve ]
-
izisz
senior tag
A filatovábbítót sejtettem, hogy fém, a nagy volt kérdés nekem, köszi a válaszokat!
Egy gondolat hussant át rajtam: én úgy tudtam, hogy a wade-ből is idővel csináltak ápdét verziót, fishbone fog mintázattal, ilyen 0 backslash céllal. Érdekes, hogy ezt nem vették át pl. a titánnál... -
izisz
senior tag
válasz
 zoombiee
#5481
üzenetére
zoombiee
#5481
üzenetére
Ahogy (#5482) compi.hu írta, a talp defektje asztalszintezési gond.
A kasza "sorja" retract hiba.
A talp lyukacsosság meg ahogy írtad, nem elég vastag a fedőréteg. A nyomtatási időből tippelve alacsony rétegvastagsággal nyomtattál (0.1, 0.2 környéke) és ehhez mérten viszont
- kevés a "top solid layer" és a ritkás infiltt nem tudja befedni eléggé
- vagy nagyon ritka az infill ÉS magas a fejhőmérséklet, ami miatt még elegendő mennyiségű top solid layer is behajlik az infill közzé így nem lesz szép sima, zárt a felszín.
A retract és lyukacsosság hibákon is javíthat kicsit, ha csökkented a fejhőt.
Vagy növelheted a retract hosszat/utazási sebességet - ez a kaszát javíthatja.
Növeled a top solid layerek számát/össz vastagságát (pl. 0.1-es rétegnél 10-12 top solid layer simán kellhet)
Többet tud a nyomtató, csak kell még barátkoznod a slicer beállításokkal. -
izisz
senior tag
válasz
 default6
#5532
üzenetére
default6
#5532
üzenetére
(#5532)default6
tooltip lett a hozzászólásodból, az első képen időzve felugrik bubiban
Amúgy nyomtatható, petg-ből (is) pedig szerintem kellően rugalmas és strapabíró is lehet.(#5522) gs20
Az is kérdés, mennyire gondolod komolyan a nyomtatást, hosszabb távon is akarsz-e vele foglalkozni, tovább akarsz-e lépni idővel?!
A
Mert amennyiben igen, akkor én speciel kihagynám a kis, kezdő gépeket (A6, A8 főleg, akril vázas; ezeket akkor érdemes választani OLCSÓN, ha alkatrész donornak használod idővel. Kitanulod a nyomtató lelkivilágát, majd raksz alá egy fémvázat, a donorból átemeled a vasárut és már szintet léptél)
A nyomtatási céljaidra, amit felsoroltál szerintem nem szükséges nagy nyomtatási tér. Viszont fűtött asztal mindenképp, PLA-t ilyen célokra kerülném (ez inkább dísz bizbazokra jó, az alap, sima pla) inkább PETg (vagy ABS, ha nagyon ragaszkodsznál hozzá). Amennyiben ABS alapanyagot is használnál, fontos, hogy a bed 100-110 fokra kényelmesen fűthető legyen, illetve hasznos, ha a nyomtató formája segíti a bedobozolását (temperált nyomtató tér kialakítás végett)
Így a tarantula akár jó választás is lehet.Duál fej: szerintem hasznos tud lenni, ha egyik fejjel vízoldékony támaszanyagot tudsz nyomtatni, míg a másikkal a modell lényegi részét. Meg persze a több szín is lehet jópofa (hasznosságról nem nyilatkoznék).
Talán egy "hátrányát" látom (inkább macera), a nozzlikat belőni, hogy közel pontosan egyforma magasan álljon mindkettő. Közös fűtőblokkos, vagyis csak hasonló hőmérséklet igényű anyagokat tudnál egyszerre használni.De ha a több szín nyomtatás nem vonz (funkcionális alkatrésznél minek?) és nem fogsz szuper-bonyolult formákat tervezni-nyomtatni (amihez nagyon hasznos a vízoldékony support), akkor a duál fej szerintem fölösleges, elsőre főleg.
[ Szerkesztve ]
-
izisz
senior tag
válasz
itanczos
#5523
üzenetére
Egy duál fej setupot összehozni azért szerintem 20E-nél olcsóbban is megoldható egy átlagos nyomtatóra (0-ról gondolkozva, 2 V6 fej, 2 moci - kínai cuccokat feltételezve 7E körül járunk, a maradék sallang felhúzza mondjuk 10E-re - ptfe cső, mocira extrúder szerelék, csavar, kv, sör...; persze itt feltételezem azt, hogy a board alapból támogatja a duál extrúder meghajtást, vagy a modder egy prusa-éhoz hasonló multi-extrúder megoldást haxol össze otthon)
-
izisz
senior tag
válasz
default6
#5541
üzenetére
Óh, szkennelés témakörben abszolút nem tudok nyilatkozni, én olyat nem szoktam csinálni, setupom sincs hozzá
Egy ilyen egyszerű formát fusion360-ban viszonylag gyorsan összedob az ember, semmi értelme szkennelni.
Szkennelni szerintem organikus formákat érdemes vagy nagyon bonyolultakat (vagy ha az ember nem tud 3d-ben rajzolni, bár a szkennelt árut is muszáj finomítani )
Szerintem rajzolás olyan 1-2 óra (ha valaki nagyon profi, gondolom megcsinálja fél óra alatt is )[ Szerkesztve ]
-
izisz
senior tag
Háát, a merlin hotend (peek), meg ez a "damilos" hajtás - nekem kicsit fura... Mintha budget szinten akarták volna tartani, ehhez képest 5mm-es lézervágott szerkezet (műanyag/plexi?
). Nem tiszta nekem, a szíjhajtást miért cserélték másra.
De videók alapján megy, végül is nyomtat (sőt van egy fürge 140mm/s-es nyomtatás is fent, persze olyan is a modell felülete, de ezt nem csodálom...) -
izisz
senior tag
Mert kevésbé módosítható a lemezes mondjuk?!
Profilokból bármikor bármit összetákolsz, a lemezes elég fix és végleges, nem?
Pont mint a I3steel váz, összerakod és úgy jó, ahogy van. Max apróságokat raksz rá, mint egy karácsonyfára, de az alap lemezvázon nem változtatsz.
Egy végleges, közel tökéletes és kiforrott corexy konfignál látnám én létjogosultságát
-
izisz
senior tag
Valószínűleg még 2 rövidzárat azon kívül be kell iktatnod majd
bővebben
bővebben
Számomra fura, hogy kis kínai lekoppintja, de ezeket úgymond pluszba megcsinálja/nem csinálja (az eredetiek SPI módban jönnek, rövidzár nélkül; a kínai nem értem, miért rakta standalone módba a rövidzárral)
A piros és zöld kockába egy-egy rövidzárat kell forrasztani, a kékben meg leszedni a rövidzárat (vagy a 0 ohmos ellenállást, részletkérdés. Ónszívó harisnyával talán könnyebb)Sacco:
Tipp (ha még ezeket nem csináltad volna)
- egységes sebesség (nem érdemes variálni perimeter-infill stb sebességeket, 1 sebesség mindenre)
- lassú nyomtatás (20-35mm/s környéke)
- retract teljesen felejtős
Egy fórumos kolléga kísérletezte ki ezeket, ő áradásul bowdenes gépen volt sikeres (iMakr Startt)
Ezekkel nálam kínai spagetti korrekten ment direkt drive-ban(#5579) bigrob: Ahol megszűnt az extra szélesség, ott kapcsoltad valószínű a tárgyhűtőt. A magas hőmérséklet miatt rogy meg/talpasodik az alja (illetve még túl közeli asztal-nozzli okoz elefánttalpat, de nálad inkább hőmérséklet)
[ Szerkesztve ]
-
izisz
senior tag
Azaz és tényleg mint a spagetti
viszont nekem icipicit csalódás is volt, okés, hogy rugalmas, nyomogatható, hajlítható, gyűrhető az elkészült forma, modell, de azért nem úgy ruganyos, mint mondjuk egy hagyományos gumi. Persze így is frankó mondjuk egy kiskocsi keréknek vagy bármi másnak.(#5581) fape: Szívesen. Azért oszd majd kérlek, ha minden sikerült, nálam még csak úton van a szajré, nem tudtam még tesztelni ezt a módszert. Viszont bízom benne, hogy tényleg elég ennyi átalakítás és lesz csend, SPI, meg minden földi jó
én nagyon nem szidom őket... 5 db tmc2130 32 USD volt, watterottról 32 EUR jönne ide postával 2db és csak annyi az előnye, hogy nem kellene vele mókolni semennyit
[ Szerkesztve ]
-
izisz
senior tag




![;]](http://cdn.rios.hu/dl/s/v1.gif) ) egészet képezve.
) egészet képezve.

 (én már ráhúzom a smart kifejezést bármire, ami wifire (tudna) csatlakozik(ni)
(én már ráhúzom a smart kifejezést bármire, ami wifire (tudna) csatlakozik(ni)  ) Viszont arra, hogy "elfogyott-nem fogyott" egy kapcsoló is elég. Az elakadás detektálás viszont frankó téma, az megjelenhetne open source formában
) Viszont arra, hogy "elfogyott-nem fogyott" egy kapcsoló is elég. Az elakadás detektálás viszont frankó téma, az megjelenhetne open source formában

























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- MACBOOKPRO15,1/A1990 2019 15.4" Touchbar i7-9750H 6 mag! 32Gb/512Gb SSD Radeon Pro 555X 4 GB GDDR5
- Dell Latitude 5300,13.3",FHD,i7-8665U,16GB DDR4,256GB SSD,WIN10,Touch
- Macbook Pro M2 24/512gb Cto, garanciális, vadonatúj állapotban
- Dell Latitude 5290,12.5" ,i5-8350U,8GB DDR4,256GB SSD,WIN10
- Új Gamer PC i5 10400F/RTX 3070 8Gb/500SSD NV2 M2/2x8Gb 3200Mhz DDR4/700W Bronz 3Év gari
Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Promenade Publishing House Kft.
Város: Budapest