-

Fototrend



Új hozzászólás Aktív témák
-

izisz
senior tag
válasz
 itanczos
#5617
üzenetére
itanczos
#5617
üzenetére
A kapacitív jó üveghez is. Az induktív, ami problémás, vékony üveglappal tán működhet, de a meleg aluasztalnál még kisebb az érzékelési távolság. Esetleg kis alu pöttyöket lehet az üveg meghatározott pontjaira ragasztani és oda konfigolni a mérési pontokat.
Bltouch is jó üvegre. Illetve létezik IR alapú érzékelő, az is jó üvegre is. Nameg az újabb divat, a nyomásszenzor a nozzlira (fél automata megoldás) vagy hotend fölé.
Az IR alapúról olvastam eddig a legjobb visszajelzéseket, állítólag pontosabb a bltouchnál az ismételt mérési pontossága. -
izisz
senior tag
válasz
itanczos
#5660
üzenetére
szintén bestmarktól táraztam réges rég, még a mammutok korában
![;]](//cdn.rios.hu/dl/s/v1.gif)
érdekes megfigyelni, mekkora figyelmet nyert ez a hobbi röpke 1 év alatt. Tavaly decemberben még vadászni kellett értelmes itthoni fila beszerzési forrást - herz-et most nem említeném - most meg duskálunk a jóban. Ugyanez alkatrészekre is. Tetszik ez a tendencia! -
izisz
senior tag
válasz
itanczos
#5664
üzenetére
Ami közel van a meleghez (fűtőpatron, nozzli), az petg vagy abs.
És tegnapig azt mondtam volna, hogy minden funkcionális/mechanikai alkatrészt PETG-ből.
De olvasgattam egy eszmecserét egy FB csoportban, ahol az volt boncolgatva, melyik alapanyag mennyire merev.
Ha ilyen szempontból nézzük, akkor PLA lenne(lehetne) a nyerő (alaktartás, tolerancia tartás). Viszont PLA elég törékeny tud lenni.
A régi motorosok ABS-re szavaznának, mert az a hőt is jól bírja, masszív jószág. De ugye ott a halálfej szindróma vele (szagról nem tudok nyilatkozni, amit próbálgatok, szagtalannak tánik, valami noname kínai fél kg minta, anethoz adták annó)
Az én alkatrészeim petg-ből vannak, nem érzem hátrányát pla-val szemben, cserébe viszont nem reped el a legváratlanabb pillanatban. ABS-el csak kb 2 hete ismerkedek, eddig nem lopta be magát a szívembe (egy nagy előnyét látom, az pedig az acetonos ragasztás opció, na azt elbírnám viselni petg-nél is)
Tömören: petg-ből mehet minden, viszonylag könnyű nyomtatni, alkatrészeknek szerintem ideális.
PLA-ból is nyomhatod, kivéve nozlli környéki cuccok (ha tartósat akarsz; ideiglenesen persze oda is lehet pla, de a hő nem fog jót tenni neki hosszabb távon)
Ha meg kísérletezni akarsz, akkor ABS.[ Szerkesztve ]
-
izisz
senior tag
PLA: ezzel annyi tapasztalatom van, hogy
- X idler oldali elemet nyomtam belőle. A 8-as rudak furata szűkebb volt, én persze beletoltam így is a rudat. Az idom reccsent. Ugyanezt eljátszva petg idommal, nem reccsent
- egy kollégám szintén hasonló modellel szintén pla anyagból szintén beleerőltette a rudat, szintén reccsent.
Nem azt mondom, hogy a pla egyáltalán nem jó ilyen modellekhez, csak azt, hogy a fizikai erőhatásnak nem áll úgy ellen, mint a petg anyagú
- petg-ből nyomtam még az elején egy saját spool holder-t, amibe 628-as csapágyat gondoltam rakni. Persze tolerancia akkor még nem volt ismert számomra, meg hogy ezt be kellene tervezni. A csapágy nem nagyon akart beugrani a helyére, kis kalapácsos kényszerítést alkalmaztam. Egyben maradt a modell.Sacco, hő, pla: itt bizony én is csak a sorban állok, vagyis azt szajkózom, amit olvasok
 Mivel nekem nincsenek pla alkatrészeim, így erről közvetlen tapasztálasból nem is tudnék írni. (azért azt érdemes figyelembe venni, mennyire van közel a nozzlihoz/alu blokkhoz az adott modell. Értem ezalatt, hogy ha csak 1-2mm a távolság, azért már meggondolandó, hogy pla vagy nem pla, nem?
Mivel nekem nincsenek pla alkatrészeim, így erről közvetlen tapasztálasból nem is tudnék írni. (azért azt érdemes figyelembe venni, mennyire van közel a nozzlihoz/alu blokkhoz az adott modell. Értem ezalatt, hogy ha csak 1-2mm a távolság, azért már meggondolandó, hogy pla vagy nem pla, nem?
Amúgy arra gondolsz, hogy a radiátorra van PLA idom rakva? Próbáld meg a ventit kikapcsolni, amikor a hotend még bőven 200 fok fölött van. Nekem volt egyszer petg-ből egy ilyen venti tartóm (a gyári, kék fröccsöntött helyett) és csak 1x felejtettem el, hogy nem hűlt még le a hotend rendesen. Kikapcsoltam a delejt a gép alól. Venti persze off. Másnap láttam csak, hogy eldeformálódott a venti tartó idomom. Nem folyt szét, persze, de onnantól már nem volt passzosan felrakható a radiátorra, lötyögött, a két íves szárnya széthajlott (ez egy szimpla v6 fej volt)[ Szerkesztve ]
-
izisz
senior tag
Az gyártónak/alapanyagnak tényleg meghatározó szerepe lehet, mindkét példám esetében DD volt a pla filament, szóval simán lehet az volt, amit írsz, gyengusz rétegösszetartás.
Amúgy megleltem az FB postot, amit fentebb említettem, PLA-PETG-ABS merevség témakör.
A vitaindító poszt ez volt:"Let's talk about stiffness vs strength. Can someone tell me why you should print the 3d parts in petg? By all the accounts I can find, pteg is NOT as stiff as PLA. "(PETG) stiffness is significantly lower than PLA and may be compared to ABS." (*1 source in comments) - there seems to be some really bad info about what is better. Before you say I'm crazy - please read about E Modulus(*2 second link in comments). What we want for our 3d printed parts and things that DO NOT FLEX. PETG isn't the filament for that. Not sure how the "PETG is better!!!!" train started, but it's just another example oh how the 3d printing world is so full of misinformation....
*1 http://reprap.org/wiki/PETG
*2 https://en.wikipedia.org/wiki/Elastic_modulus
"Kíváncsi lennék, hogy itt mit gondolnak az Urak erről, PETG vs ABS vs PLA merevség, mechanikai építőelem alapanyag szempontból?
[ Szerkesztve ]
-
izisz
senior tag
Aluprofil téma: ha nincs nagy árkülönbség, érdemesebb bosch-t választani a 6-os nút miatt (vagy a 30x30 esetén 8-as nút miatt) abban az esetben, ha a thingiverse modell áradatot akarnátok kényelmesen használni.
Mivel odakint a 6-os és 8-as nútosakat veszik inkább, a modellek is ahhoz vannak igazítva.
Nekem mondjuk ~6-os (5.6-5.8 körüli) nútos 30x30 van betárazva itthonról kéz alól, annyi előnye van, hogy jó hozzá a 20x20-ba való kalapácsanya, viszont thingin lévő modellek (ha van nútpöcök is rárajzolva) már nem frankó, mert 8mm a nútpöcök a modellen, nekem nem fér be. És ilyenkor jön, hogy vagy módosítok a modellen (nem rajongok az stl módosításért) vagy rajzolok saját, más modellt.
BG - 20x20-500mm
Én még ebből táraztam be, kiegészítő cuccoknak jó és több darab esetén még csökken picit az ár.HUresz: képek jöhetnek, én is kíváncsi vagyok az egyedi megvalósításokra!
-
#5709
izisz
senior tag
trialkornel
#5708
izisz
senior tag
válasz
 trialkornel
#5708
üzenetére
trialkornel
#5708
üzenetére
Jónak tűnik vagy meg is mérted a termisztort?
Lehet szakadás/rövidzár is.
Illetve a bed tápja biztosan be van kötve jól (12V ágakat kövesd végig, főleg ha külső mosfet boardod is van, előfordul, hogy a vezeték esetleg elenged/kicsúszik/FET megsül, akkor nem kap delejt az asztal, nem emelkedik a hőmérséklet és thermal protection letilt) -
#5749
izisz
senior tag
trialkornel
#5748
izisz
senior tag
válasz
trialkornel
#5748
üzenetére
Az a 10A+, ami ott kering, az sütötte meg
(bepillantasz az FB, anet csoportba pl. és zsákszám lapátolsz össze egyedeket, akik ugyanígy jártak...)
Komolyra fordítva, felejtsd el az oldható csatlakozókat HB oldalon, forrassz vezetéket (szilikonost ha tudsz venni) a bedre és nyomtass valami kis alkalmatosságot, ami tartja a kábelt a bednél (ilyen tehermentesítőként "reklámozzák" az ilyeneket thingin, példa)
Jah, és ez pont rossz példa thingiről, olyat keresnék, amelyik nem közvetlen a forró bedre csatlakozik. Vannak olyanok, amik fixen, az Y carriage-re csavarozhatók és onnan nyúlik ki hátra egy "nyak", amihez a vezetékek hozzáköthetők.
A lényeg, hogy mozgási feszültséget ne a forrasztási pont tartsa önmagában, hanem valami ilyen segéd móka.[ Szerkesztve ]
-
izisz
senior tag
válasz
 janek69
#5796
üzenetére
janek69
#5796
üzenetére
Nyomtatni nem próbálnám (és ez sem vasalós, hanem laminálós teszt volt). Viszont láttam futólag egy ötletet, amivel kapcsolatban várom a srác 2. videóját, valami festékkel lefújja a nyákot, aztán hajrá laser gravír
Csak kellene egy könnyen-gyorsan-egyszerűen cserélhető hotend megoldás (kb. mint Tech2c-é) a külön fejek cseréjéhez (lézer, nyákfúró, sima hotend)[ Szerkesztve ]
-
izisz
senior tag
Köszi, már el is felejtettem, hogy a jóember ezt is tesztelte, pedig láttam már
Bár az alkoholos támadás kemény volt, akril festék ellen
A kaptonos ötletet is érdekes.
És jah, vektor ábra frankóbb lenne, svg-t pl easyeda (eagle-ben még nem néztem) is tud exportálni (nameg persze gerber-t), szóval vektor gravír pipa, meg egy pici motorral a fúrás is...
Nade nem offolok többet, há' ez így nem példamutató
Szerk: most nézem, flex pcb, jól beletrafáltál, pont olyan BG-s lézer motyóm van még BF-ről[ Szerkesztve ]
-
izisz
senior tag
válasz
itanczos
#5813
üzenetére
Ezt a korrekciós mátrixot használja ahhoz, hogy kompenzálja a Z magasságot.
Képzeld úgy el, hogy X,Y pontba elmegy a hotend, tetszőleges Z (gkódból) magasságban.
FW tudja, hol mért értékeket a szenzorral.
Ha ezekre az ismert pontokra áll az X,Y, akkor a Z magasság kompenzáláshoz a mátrix megfelelő mezőjét használja, és oda állítja a Z motor(onoka)t.
Amennyiben köztes X,Y helyre megy a hotend, akkor a szomszédos Z korrekciós értékekből interpolál egy újabb korrekciós értéket és mozgatja a Z-t az újraszámolt, megfelelő magasságba.Csak érdekességnek, itt egy szemléletes grafikon mutatja a bed levelt.
Itt pedig a hivatalos marlin doksi a témáról.
Ez meg egy részletesebb, még "technikaibb" összefoglaló.(#5807) itanczos
Arra is kell figyelni, hogy más processz ne akarjon a serial porthoz nyúlni.
Nálam 3 octo instance fut egy raspin, ha már egy foglalt serial portra próbálok csatlakozni egy másik instance-al, akkor is pont ilyen hibát dob a 2. próbálkozó.
Illetve jó tápellátás a raspinak is fontos! Gány USB kábelek még 500mA-t sem engednek át magukon. Bár ebben az esetben a raspi működése is hektikus lenne nálad valószínűleg. Egy jó kábel, jó táp, legalább 1A, amennyiben semmi extrát nem kötsz a raspira (ahogy wifi modul, bill vevő, külső vinyú, akármi rákerül, már más a szitu, több delej kell)[ Szerkesztve ]
-
izisz
senior tag
válasz
itanczos
#5815
üzenetére
Amennyiben a Zfadeheight (marlin doksikban olvass róla) opciót is használod, biztosan nem lesz látványos (egyébként is csak akkor "látványos", ha az erők összejátszanak; Tom videója alapján bizonyos motortípus - inductance - és bizonyos motorvezérlő kombó az ABL-el együtt adhat moire effektust.
Én pl 1mm-ig hagyom az ABL-t a Zfadeheight beállítással, onnantól nincs extra mocorgása a Z mociknak.
(1.1.8 FW kell hozzá ha jól emlékszem, bugos volt korábban a ki-fade-elés - be szép hunglish kifejezés )Szerk:
(#5816) itanczos
Nálam 3 octo (3 instance) fut párhuzamosan, 2 nyomtató, 1 lézer gép.
Ez 3 soros port.
Amennyiben pl. 2 octo már rácsatlakozott a saját kis gépére, a 3.-at meg én csatlakoztatni próbálom egy már foglalt portra, akkor is jöhet ilyen hiba. De ez ilyenkor tisztán user error (vagyis én vagyok béna, ha mellé nyomok).
Natúr, már futó és csatlakozott octo nem játszik ilyet, legalábbis nálam még sose dobta el magától a kapcsolatot. Mondjuk jóféle kábelt és töltőt használok a raspohoz, lehet csak ezért nem volt gondom.[ Szerkesztve ]
-
izisz
senior tag
válasz
janek69
#5818
üzenetére
Fehér anyagok úgy általában nem elnézőek.
Bármilyen szinezett filával lehet szépen nyomtatni szinte, de amint berak az ember fehéret, rögtön minden -addig rejtett hiba - előjön.
Ettől még simán lehet rossz a fila, de én ránéznék még
- X kocsi mennyire lötyög (előre-hátra mennyire lehet billegtetni az egész fejet). G
- spoolról milyen könnyen szedi a filát az extrúder, nincs e olyan, hogy megfeszül a szál, miközben a moci húzza
- amit írtál, köztes rész, azt ptfe csővel pótold ki, fila szabadon ne jarjon már a moci után, előtte ok, moci után kötött legyen az útja
- fila àtmérő, buborékos e, stb - ezzel nem nagyon tudsz változtatni, csak fila cserével
Nekem ezek jutnak eszembe elsőre.
(A feketénél az asztal szint se jó, közé látni a hurkáknak) -
izisz
senior tag
válasz
janek69
#5822
üzenetére
Néhány alkalommal itt láttam mástól hozzászólást, ahol nem túlságosan dicsérte a hertz cuccokat.
Nekem nem volt még tőlük filám de nem is tervezek venni.
Nem tudom, pontosan mennyiért adják (főleg a híres szín kifuttatott tekercseket), de azt gondolom, hogy érdemes kicsit többet szánni viszonylag jobb filára.
(direkt nem írnék konkrét márkát, mert keveset próbáltam és simán lehet, hogy ezeknél sokkal jobbak vannak, csak többet én se akarok áldozni a dologra, míg nem muszáj vagy nem vonz be valami frankó értékelés a drágább filák tengerébe ) -
izisz
senior tag
Akadna-e XI ker környéki illető, aki néhány forrpontot rövidzárrá varázsol a tmc-imen, mondjuk közeli jövőben tudna audenciára fogadni (megvárom az utcán, ha titkos a lak)?

Nem rég volt ugye téma, na hát a zöld és piros ablak forrpontjai élőben azért cseppet máshogy néznek ki - amolyan bolhaszex és túl jó a lötstop, miniatűr vezetékszálat próbáltam beilleszteni, de ehhez már túl virsli és remegő ujjaim vannak...
Erre én nem vagyok berendezkedve, akárhogy próbáltam, annyit értem el, hogy egy szomszédos kondit is leszedtem a páka hegy oldalával -
izisz
senior tag
válasz
 Xantomas
#5851
üzenetére
Xantomas
#5851
üzenetére
Köszi a tippet
csak az a helyzet, hogy nálam smd cuccok nem járnak, így nincs a fiókban csak úgy egy marék
Viszont elkeseredésemben addig kókányoltam, míg összejött, picurka elemi szálat forrasztottam oda. Ill lejött a forrpad is egyiken, ott közvetlen a chip cfg lábára forrasztottam drótot (éljen a githucb kapcsrajz!!)
Szörnyen ronda, de kicsipogtatva úgy tűnik jó lehet.
fape: közel vannak a forrpontok, de natúrban áthúzás nem megy... A lötstopon összeugrik a cin.
Tudom, én vagyok béna, de 2 boardra elment 2 órám és tengernyi kínai rokon emlegetés, mire odatapadt, ahova kell... -
izisz
senior tag
Köszi, hálás vagyok, egyelőre egy kollégám bevállalta a cross-checket, holnapra kiderül, mire jut vele.
(#5857) haverkulum
Pont jól csináltad. A prusa calc amit kidob, annak jónak kell lennie kb.
Tolómérős/találgatós megközelítés szerintem csak ilyen-olyan áttételes megoldásoknál szükséges, ha nem sikerül számolni. Ha a modellen méretbeli eltérés van, szerintem is hibás gondolat, step/mm-el korrigálni.
Illetve az extrúder esetén kell méregetni.[ Szerkesztve ]
-
#6038
izisz
senior tag
Fotonhámozó
#6035
izisz
senior tag
válasz
 Fotonhámozó
#6035
üzenetére
Fotonhámozó
#6035
üzenetére
Tolómérő használatból bukott az illetőke ha jól sejtem.
20-nál 10et mutat... -
izisz
senior tag
Nálam tmc2130-asok mennek, egyik gépen standalone módban, másikon SPI-n.
Az SPI-s verziónál a stallguard nagyon kellemes funkció, X,Y-ról repültek is az end stopok azonnal
Ezen kívül az automatikus áram szabályozás is kellemes ficsőr SPI-n.A 2208 soros kapcsolatot igényel, tudtommal azok nem fűzhetők fel busz jelleggel, ill stallguard sincs benne.
Ettől függetlenül ha csak csendesíteni akarod a gépet, akkor mindegy melyiket választod, a célt teljesítik.Configuration_adv.h fájlban keress rá 2130/2208-ra, ott lesz a konfig rész.
(Standalone módban - vagyis se SPI, se soros - nincs szükség külön konfigra, csak beteszed a board-okat és hajtod)(#6097) blountex: Nézz szét Taulman kínálatában, mint égen a csillag majdnem annyiféle nylon-t gyártanak.
(#6090) varadigabor: Nézz meg pár review videót YT-n. Én a tornádóra szavazok, az anet egy gyengébb tornádó koppintás...
[ Szerkesztve ]
-
izisz
senior tag
Az 1.0 és 1.1 között tényleg csak az SPI átalakítás a különbség.
Az 1.0 standalone-ban simán működik alapból, ha SPI-ben akarod használni, forrasztani kell.
Ugyanez igaz az 1.1-re, SPI-re van forrasztva alapból, ha standalone-ban akarod használni, akkor bizony forrasztgatni kell.
Szóval bármelyiket veszed, ha később váltani akarsz, akkor forrasztás lesz a vége.
Szvsz érdemesebb lenne egyből az SPI-re konfigoltat venni, mert a forrasztás macerás lehet (hacsak nem ez a szakmád/van jó felszerelésed megoldani a forrasztást)
Az SPI konfigurálása marlinban rém egyszerű, így kevés értelmét látom előbb "standalone-ban próbálgatni". -
izisz
senior tag
(#6130) atus72: Csatlakozó nyissz, tyúkbeleket meg forraszd bátran. Csak nem árt utána valamit odatákolni, hogy forrasztást (rézfóliát) ne terhelje a vezeték súlya/mozgása asztalmozgás közben.
Marlinban van thermal protection rész. X ideig ha nem emelkedik Y hőfokot pl a bed fűtés, akkor is ilyen hibát dob (hotend-re szintén van ilyen védelem). És ha ezen az égett csatin már nem kullogtak át az elektronok elég gyorsan, lehet, hogy a hőfokemelkedés/hőfoktartás nem volt határértéken belül, ezért lekapcsolhatott a védelem.
[ Szerkesztve ]
-
izisz
senior tag
nálam csak X és Y-on vannak mindkét gépemen.
Z-n nem látom értelmét, E-n egy fórumlakó kolléga kipróbálta, akadtak gondok, skip.
Ettől függetlenül lehet odabiggyeszthető extrúderre is, én ezt sem erőltettem még.
(40 USD ok, de azért érdemes megnézni, mennyi a waterott-on az "eredeti" )
Esetleg állj össze valakivel és osztozzatok. Ha csak 2-őt veszel, a per db ár magasabb lesz valamivel szerintem. -
izisz
senior tag
Egyéni véleményem, Z-re DRV8825, ami nekem szimpatikus (a 32 mikro miatt finoman lép)
Z nálam nem "muzsikál" észrevehetően, az áramot annyira levettem, hogy ha ütközne a fej az asztalba, akkor nem tolja keresztbe magát, nincs sérülés, csak lépést veszt mindkét moci. Felfelé meg megy, ahogy kell.E-re szintén DRV8825 van 1.8°-as mocival egyik gépen, másikon A4988 0.9°-es mocival.
Szóval nem követek "szigorú" szabályt, inkább ahogy esik úgy puffan alapon vannak berakva.
Csak X-Y, ahova 2130-ak kerültek nemrég, szóval hosszú távú tapasztalatom még azzal nincs. De eddig nagyon tetszik. Ez is egyik gépen SPI, másikon standalone.[ Szerkesztve ]
-
-
izisz
senior tag
marlin, configuration.h
// Preheat Constants
#define PREHEAT_1_TEMP_HOTEND 180
#define PREHEAT_1_TEMP_BED 70
#define PREHEAT_1_FAN_SPEED 0 // Value from 0 to 255
#define PREHEAT_2_TEMP_HOTEND 240
#define PREHEAT_2_TEMP_BED 110
#define PREHEAT_2_FAN_SPEED 0 // Value from 0 to 255
Itt a meglévő 2 típushoz tudsz variálni értékeket.
Vagy ha ez így kevés, akkor
Marlin, 1.1.8 (most nem keresem ki, melyik verzióban vezették be), configuration_adv.h/**
* User-defined menu items that execute custom GCode
*/
//#define CUSTOM_USER_MENUS
Itt tudsz teljesen személyre szabott menüpontokat definiálni.szerk: ezeket az aktuális github repo-ból másoltam, ha a Te Marlin verziódban máshogy van (vagy nincs egyáltalán a 2.), akkor természetesen az régebbi.
[ Szerkesztve ]
-
izisz
senior tag
Ha már összefoglaló, nagyon szívesen fogadnánk a csoport hozzájárulását
google sheet
Ebben a csepp táblázatban szabadon szerkeszthet elvileg bárki.
Rakhattok be linket, filament tapasztalatot, stb.
Ha értékelhető mennyiségű adat összegyűlt, átgyúrva bekerül az összefoglalóba.Pár extra sheeten akár más adatok, infók is gyűjthetőek, bárki nyugodtan írhat akár kis szösszenetet tipikus nyomtató hibáról, tipikus akármilyen hibáról nyomtatás során... Vagy ajánlott nyomtatók, miért ajánlott, stb.
Nő a nyomtatós tábor, hasznos lenne ennek megfelelően az összefoglalót is növelni cseppet!
Community work rulez, hajrá![ Szerkesztve ]
-
izisz
senior tag
válasz
janek69
#6232
üzenetére
A felvetés dícséretes, de a hőmérséklettel egy gond van, szvsz nagyon gépfüggő.
Ami a Te gépeden pl. 210 fokon kiváló, az nem jelenti, hogy az enyémen is 210 fokon lesz tökéletes.
Függ a hotend típustól, a szenzor szórásától, a tárgyhűtő légáram irányításától, nyomtatási sebességtől, nozli anyagától, stb, stb...
Pl. mostani konfigomon 220 fok körül nyomtatom a DD petg-t. Korábban, gyári aneton volt, hogy 245 is kevésnek nézett ki.
Nem hiába a gyártó is egy tól-ig határt ad meg a gurigán, aztán majd a pacák kitapasztalja, hogy a saját konfigján mi az ideális.
Ugyanez igaz a gyorsításokra, jerk-re is pl - mechanika függő, még 2 egyformának tűnő gép esetén is, ha 2 külön pacák építette, nincs rá garancia, hogy egyformán hajtható a szerelés során felmerülő különbségek, pontatlanságok miatt.
A filament tapasztalatok alapja szvsz az kell legyen, hogy mennyire jól használható anyag, nincs-e vele különösebb gyártási hiba, pontatlanság, guriga hiba, színhiba/hűség, ár/érték arány stb. Ezek persze csak példák, bárki szabadon bármi mást hozzáad, aztán kiderül, hogy másoknak hasznos-e az infó.
Egyelőre a lényeg csak annyi, hogy megmozdul-e a helyi közösség, van-e értelme bővíteni az összefoglalót.
Ha nincs nagy megmozdulás, én se fogok effortot tolni a dologba feleslegesen -
#6241
izisz
senior tag
Mr.Csizmás
#6239
izisz
senior tag
válasz
 Mr.Csizmás
#6239
üzenetére
Mr.Csizmás
#6239
üzenetére
Köszi, de abs-t nem használunk 1 dekát se
-
izisz
senior tag
Sacco jött, látott és beletrafált

De komolyabban, nem volt még olyan kérés, ami miatt be kellett volna vetnem.
Egy határeset volt nemrég, merci felnikupak.
Rápróbáltam ilyen kínai, noname abs-ből. Kinyomta, szép lett a maga módján, de cserébe be kellett raknom egy combosabb tápot a bedhez, hogy elérjem a 110 fokot másrészt mindig ott van bennem, hogy "abs gőz..." és ilyen combos hidegben én ki nem nyitom az ablakot, más opció pedig nincs mert a nyomtatók velem vannak a hálóban.
Utolsó érv, hogy petg-t nyúzok már 1 éve és nagy haverok vagyunk. Nem érzem szükségét, hogy abs-ből nyomtassak modelleket. 1 érv szólna abs mellett, ez is szubjektív nekem, az acetonos ragasztás, az marha jó
Mikor a petg modell kiröhögi a pillanatragasztót (még több óra múlva is folyékony marad), akkor azért besírok picit. De igyekszem ragasztás nélküli modelleket gyártani.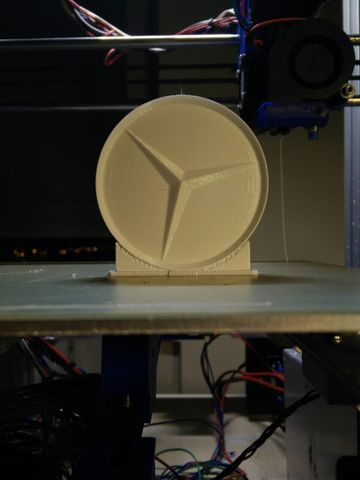
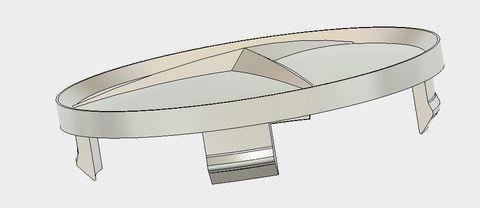
szerk: a rajzzal többet szoptam, tekintve, hogy közel sem vagyok pro

[ Szerkesztve ]
-
izisz
senior tag
válasz
janek69
#6255
üzenetére
Természetesen van hátul support, csak arról nem készült kép, ilyen lvl99 paladin még én se vagyok, hogy levegőbe nyomtassak
Eső abs tesztek között volt olyan verzió. mikor a füleket külön nyomtattam, a korongot meg fektetve, persze kihagyva a helyet a füleknek. Ebben a formában volt a legszebb a korong, főleg 0.1 réteggel. Csak mikor a füleket acetonnal beragasztottam - tapasztalatlanságom miatt - a környező területekbe is belekapott az aceton, és a fülek tövében eldeformálta az anyagot a fölös aceton juice. És nem akartam több energiát fektetni a tesztekbe.(#6253) tothmaxy182: Nem. Nyomtató alkatrészeknél kiválóan bevált. A linkelt oldal alapján a hőfoktűrése sem magasabb ABS-hez képest olyan mértékben, amiért megérné abs-re váltani.
Fentebb kihagytam az acetonos ragasztás mellől, a csiszolhatóságot. Sajna az is tetszett az abs-nél, hogy szebben csiszolható, mint a petg. Viszont ideális esetben nem kell a petg modellt csiszolni.
A PLA alaktrészekkel nekem az a bajom, ha nem fúrom meg a pontatlan furatokat és úgy "erőltetek bele" valamit (pl 8-as rudat), valahol garantáltan elreccsen - legalábbis nálam és egy cimboránál is ez előfordult. A petg viszont enged valamennyit. Csavarozásnál dettó. Míg egy pla modellen egy M3-as furatba egy csavart géppel betekerek, az roppan (feltéve, hogy nem én rajzoltam a modellt megfelelő toleranciával), addig a petg modellen simán belekap a csavar és bele is tekerhető, de nem reccsen el. Csak szorul, mint állat, de a gép leküzdi
FB-n láttam pár hete pont egy ilyen vita szálat, ahol a pacák felvetette, miért van hype-olva az ABS, petg mint alkatrész alapanyag, mikor a pla merevsége az ideálisabb szerkezeti elemnek - szerinte. Lehet van benne valami, lehet, hogy a petg-ben van annyi rugalmasság, ami pl nyomtató alaktrész esetén (is) kihat a nyomtatási minőségre a rugalmassága miatt. Őszintén nem próbáltam még ki, külön ezért nem nyomtattam még PLA-ból komplett nyomtató alkatrész pakkot, hogy teszteljem.
Kopó alkatrészre annyit mondok, hogy 2 trapézmenetes anya tesz szolgálatot hónapok óta az egyik gépen, nagyon szeretem, teljesen kottyanásmentes a mai napig és petg (az eredeti prusa protein-ekhez nem passzolnak a gyári bronz anyák).
Neked egyébként mi a meglátásod? ABS párti vagy? Vagy PLA?
(egyébként még 1 plusz a petg-nek nálam: nyomtass mondjuk egy vázát/lámpabúrát petg-ből és pla-ból. A petg váza közel úgy fog viselkedni mint egy pet palack, nyomorgatható, nyomogatható, de nem reccsen el. Ugyan PLA-ból nem nyomtattam még vázát, de nem hiszem, hogy ilyen jól bírná a gyűrődést )[ Szerkesztve ]
-
izisz
senior tag
válasz
Xantomas
#6257
üzenetére
Erre annyival csatolnék rá, hogy meg lehet találni azt a tökéletes Vref értéket, aminél még - egy cartesian gépet alapul véve - felfelé skippelés nélkül lépeget a motor, viszont lefelé, ha a fej az asztalba ütközik, már nincs annyi nyomaték, hogy bármit törjön, bármit hajlítson, helyette csak a moci(k) skippel(nek).
Nekem ez többször mentette a vázon a műanyag alkatrészeket.
Szvsz teljesen felesges maxra hajtani a Z motorokat. Kellemes mellékhatása a fenti beállításnak, hogy a mocinak is barátibb a hangja valamivel (akár A* akár DRV* vezérlővel).
Ésss TMC stallGuard - óriási pipa a technológiának egy nagy élmény, mikor X/Y csak hozzáér a vázhoz és meg is áll kapcsoló nélkül 
-
izisz
senior tag
Ha spi-re van forrasztva, akkor mindenképp kell FW konfig (áram, meg megadni, hogy Z tengelyen is 2130 van), különben marlin - szerintem - nem kezeli rendesen.
Z-re simán mehet másik fajta tmc.
Extrúder: amint odateszed, kiderül, hogy jó-e, jól működik-e (elrontani nem tudod, ez is csak egy driver board) -
izisz
senior tag
válasz
janek69
#6285
üzenetére
Ez is egy jó tipp és simán lehet, hogy gyárilag korlátozva van a max sebesség.
Másrészt sokan elfelejtik, hogy vannak gyorsulási értékek a firmwareben (ezért is nagyon csalókák a YT videók, ahol az epénisz méregetés megy sokszor, ki tud nagyobb számértéket beírni mint nyomtatási sebesség...).
Vegyünk pl. egy szokásos, agyonrágott kalib kockát.
Felveheti a pacák akár 300mm/s-re a nyomtatási sebességet, de egyszerűen a modell mérete miatt sohasem fog 300-al repeszteni a fej, a mozgási görbe trapéz forma (legalábbis a marlin implementáció), gyorsítás-nyomtatási sebesség-lassítás (persze ennél kifinomultabb, nem mindíg kell gyorsítani/lassítani, meg jerk kontroll is van ami átugorja a gyorsítás/lassítás fázist...).
De ha kevés az út, sosem éri el a beállított csúcssebességet. És az anet pl gyárilag 400mm/s2-re van beállítva (ha gyári még a fw, annó én ezt láttam az eeprom dumpban). Ez az érték pedig amúgysem egy speedy gonzaleshasznos link - prusa calculator
Oldal alján,
Pl 400mm/s2, 60mm/s, 20mm (táv) kocka (20mm csakis a puci rétegeknél, ahol még nincs betű, amint betűhöz érünk, még rövidebbekké válnak a szakaszok)
Az első 5mm-en csak gyorsítás van, majd 60mm/s seb, majd utolsó 5mm-en már lassítás.
Ha 150mm/s a beállított sebesség, minden más marad, akkor félútig gyorsul, kb 90mm/s-en kimaxolja magát, aztán már lassít is.
Itt persze a számok azt mutatják, hogy 50%-al gyorsabb a nyomtatás, de érzetre nem biztos, hogy megvan ez az 50% sebesség növekedés. (főleg, ha azt nézzük, 60->150-től az ember több, mint dupla sebesség változást várna)Cura és nyomtatási idő: pont a cura egész jól finomhangolható ilyen szempontból, mert van benne accel és jerk control. Ha azokat a gép fw-je szerint belövi a páciens, feltételezem egész pontos nyomtatási időt számol a program. Sajna ez pl nincs S3D-ben, mármint accel és jerk etetés.
[ Szerkesztve ]
-
#6292
izisz
senior tag
Ash Williams
#6291
izisz
senior tag
válasz
 Ash Williams
#6291
üzenetére
Ash Williams
#6291
üzenetére
(#6288) Ash WilliamsPl cncdrive vannak rudak, csapágyak
Vagy mibim. Mondjuk utóbbinál nem tudom, hogy ők aprítják-e a vasat, de beléjük azért botlottam, mert volt náluk lm8u csapágy, ami tán nem teljesen kinai (DTE márka)
Vagy Klavio (az aprítást itt sem tudom, hogy vállalják-e)
Viszont vagdalás: én pl. az autószerelőmhöz szoktam elballagni, ő felszecskázza nekem gyorsdarabolóval, még a végeit is egyengeti köszűrűvel. Mondjuk amennyit már ott kellett hagynom, ez a minimum extra szolgáltatás(#6289) KIZS: Ha bele akarsz nyúlni ennyire a konfigba, igen, akkor fw csere, welcome marlin
(#6287) haverkulum: szivesen[ Szerkesztve ]
-
#6300
izisz
senior tag
Mr.Csizmás
#6297
izisz
senior tag
válasz
Mr.Csizmás
#6297
üzenetére
M3-ból szokott lenni készlet bg/ali-n. Viszont 1-1 méretből hamar ki lehet futni ha ezt választod.
Inkább javaslom csavaros boltba (nem röhög ) bemenni kis listával és kiakasztani a helyi erőket, mert persze mire összeválogatja a pakkod, lehet megemlíti felmenőid egészségét.
A hammer cuccokat meg inkább kintről, itthon úgy árulják, mintha inka szűzlányok gyártották volna, szóval drága[ Szerkesztve ]
-
#6302
izisz
senior tag
Mr.Csizmás
#6301
izisz
senior tag
válasz
Mr.Csizmás
#6301
üzenetére
Bocs, a hammerra szerkesztettem.
Pesten, legutóbb egy mázlis webshop hiba miatt néhány kg sima csavarhoz jutottunk. A bolt az etele úton van, bérházak alatt, csepp pici helység. Persze a kiskapu már nem él, de ott rengeteg féle csavarral kiszolgálnak, ilyen régimódi papás stílusban.
VG trade kft
Én csak ezt tudom mint forrást. Meg szigetszentmiklós elején, m0 felől közelitve van egy barkácsbolt, vili car-ral szemben.
Az is jó hely.
Jah, jóárra emelve obi-praktikerben is van, kicsomagolt.[ Szerkesztve ]


![;]](http://cdn.rios.hu/dl/s/v1.gif)



 Mivel nekem nincsenek pla alkatrészeim, így erről közvetlen tapasztálasból nem is tudnék írni. (azért azt érdemes figyelembe venni, mennyire van közel a nozzlihoz/alu blokkhoz az adott modell. Értem ezalatt, hogy ha csak 1-2mm a távolság, azért már meggondolandó, hogy pla vagy nem pla, nem?
Mivel nekem nincsenek pla alkatrészeim, így erről közvetlen tapasztálasból nem is tudnék írni. (azért azt érdemes figyelembe venni, mennyire van közel a nozzlihoz/alu blokkhoz az adott modell. Értem ezalatt, hogy ha csak 1-2mm a távolság, azért már meggondolandó, hogy pla vagy nem pla, nem?























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- SkyShowtime
- Dobhatja a Google az Exynost és a Samsungot
- AMD CPU-k jövője - amit tudni vélünk
- Gaming notebook topik
- Milyen okostelefont vegyek?
- Politika
- Nvidia GPU-k jövője - amit tudni vélünk
- Folyószámla, bankszámla, bankváltás, külföldi kártyahasználat
- Kiderült, hogy hol veszik a legtöbb kínai EV-t
- Háztartási gépek
- További aktív témák...
- Samsung Galaxy Book2 Pro 360 Evo 13,3 makulátlan állapotban
- ÚJ, 30 HÓNAP GARANCIA - 2023 LG OLED 77" C3 4K HDR OLED77C31LA
- Eladó garanciális, kifogástalan állapotú PS 5
- HP ENVY x360 15-ew0005nl Convertible - ÚJ - 15,6" notebook - i7-1260P, 32GB, 1TB SSD, Win11
- HP ENVY x360 15-ew0005nl Convertible - ÚJ - 15,6" notebook - i7-1260P, 16GB, 1TB SSD, Win11
- i5-7500 GTX 1050 Ti 16 Gb DDR4 2133 MHz - PC konfig
- LG Ultragear 34GN850P-B Ívelt Gamer monitor! 34"/3440x1440/Nano IPS/160hz/1ms/Gsync -Freesync/HDR
- LENOVO - ThinkPad / IdePad (90W - 20V - 4.5A)-45N0499 / TÖLTŐ - Újszerű - EREDETI - HARMADÁRON !
- RETRÓ 775 / GIGA P43 - Q9650 (4x3GHZ)!! -4GB - HD5770 1GB (Batmobile) -320GB WD BLACK -400W + CMK350
- Eladó 2018 Mac mini i3 3,6GHz, 8GB, 128GB (mrtr2sl/a)
Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Promenade Publishing House Kft.
Város: Budapest