-

Fototrend



Új hozzászólás Aktív témák
-
#8943
 izisz
senior tag
Mr.Csizmás
#8942
izisz
senior tag
Mr.Csizmás
#8942
izisz
senior tag
válasz
 Mr.Csizmás
#8942
üzenetére
Mr.Csizmás
#8942
üzenetére
kicsit nagyobb, kicsit bonyibb pályán hűtővel összekötve, hozhatja a sört távirányítással
![;]](//cdn.rios.hu/dl/s/v1.gif)
-
izisz
senior tag
Ha a csavar és az anya is 1.5-es menetű, akkor ugye fémből simán összerakható lenne.
De nyomtatáskor számolni kell (nagyobb) toleranciával, vagyis a csavar és az anya menetei között kell legyen némi extra távolság.
Pl. precízebb nyomtatók esetén 0.1-0.15mm távolság már jó lehet, hogy passzosan összecsavarható legyen.
De mondjuk egy pontatlanabb nyomtató esetén 0.3-0.4-0.5 is kellhet akár.
Ha esetleg már nincs lehetőség a szerkesztésre, akkor - feltételezve, hogy Z irányba áll a csavar/anya - akkor pár %-os méretezés a slicerben XY irányba segíthet (mondjuk anya esetén 101/102%-on nyomtatni, próbálgatással megtalálható az ideális érték). Z irányú növelés értelem szerűen nem kell. -
#8994
izisz
senior tag
haverkulum
#8993
izisz
senior tag
válasz
 haverkulum
#8993
üzenetére
haverkulum
#8993
üzenetére
Csizmás úr, Haverkulum minden szavával csak egyet tudok érteni!
Én is 1,5 éve rá voltam kattanva a csájna klónokra. De néhány hónap szopás után feladtam(uk).
Az all metal belső felületének (is) retek a minősége. A nozzle-ik még csak-csak (de ebből is volt, aminek nem láttam át a furatán, olyan igénytelenül fúrták ki a 0.4-et...). A heatbreak és nozzli egymáshoz illeszkedő felülete is más kiképzését is valahogy random mód csinálják - valamelyiken sík, valamelyiken van egy enyhe homorú mélyedés. Az agyig tolós ptfe-s meg hát na... A meleg, a nem fix rögzítés kikezdi a ptfe cső végét, indul az "elakadt, nem tudja tolni" mesevonat
Egy eredeti heatbreak (all metal) + nozzli páros hozta el a megváltást. A "nem megy, elakad" stb parák megoldódtak (és közhiedelemmel ellentétben PLA is nyomtatható all metal-al, a 250 fok felett igénylő filamentekhez meg ugye csak ez jó).
Azt tanúsíthatom, hogy 1 nyomtatón ennyi változtatás is elég volt (a hotend többi része kínai).
Egy másikra nemrég én is komplett, eredeti v6 fejet raktam, csak kíváncsiságból, mennyivel másabb a megmunkálása a többi alkatrésznek. És igen, másabb (pl. a fűtő alukockában lévő menet nem lötyögős, mikor beletekerem a heatbreak-et vagy nozzlit, ugyanígy a hűtőradiátor menete is passzos, ami azért fontos a hőátadás szempontjából), de budget alapon én (legalább) heatbreaket és nozzlit az eredetiket javaslom. -
#9063
izisz
senior tag
Balázs1621
#9062
izisz
senior tag
válasz
 Balázs1621
#9062
üzenetére
Balázs1621
#9062
üzenetére
- 1 fallal nyomtatsz?
- hányadik rétegnél kapcsol a tárgyhűtő?
- hány fokos asztallal indulsz? azt változtatod később?
- milyen slicer?
- hány % a permiter-infill overlap?
- a modellt te rajzoltad vagy letöltött? utóbbi esetben link?
(még néhány másik irányból is jöhetne kép)[ Szerkesztve ]
-
#9065
izisz
senior tag
Balázs1621
#9064
izisz
senior tag
válasz
Balázs1621
#9064
üzenetére
Hm, figy, ha jól értem, a felső fele a modellnek teljesen üres, csak körbe a dupla fal van, igaz?
Az jutott eszembe, hogy ha elég kicsi a tárgy, akkor ennél a felső résznél a cura korlátozza a sebességet, hogy legyen idő kihűlni a rétegeknek. Emiatt lehet ott más a terülése az anyagnak, esetleg hamarabb tud hűlni, mivel több időt kap a tárgyhűtő szeléből. Míg az alsó szakaszon repeszt fürgén, alig hűl, emiatt jobban terül az anyag, hasa lesz kifelé.
Esetleg nézd meg ezeket a beállításokat, kapcsold ki, ha aktív és nyomtasd újra, hátha.
(ezek default cura beálíltások, csak most raktam fel a screenshot kedvéért)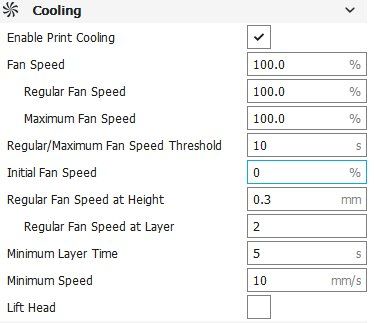
[ Szerkesztve ]
-
#9070
izisz
senior tag
Balázs1621
#9069
izisz
senior tag
válasz
Balázs1621
#9069
üzenetére
Most lehet én látok rosszul, de az infill-esnél rendes 2 fal van.
A felső, üresben meg 2 fal köztük thin wall. Jól látom?
Mi lenne ha átszerkesztenéd, hogy a felső, üres rész fala az alap Wall thickness egész számú többszöröse legyen? (mondjuk 0.4 wall thickness esetén és ha 2 falat akarsz, akkor 0.8-ra kell méretezni, hogy ne legyen thin wall kitöltés)
(ha meg csak az zavar, hogy az infill átlátszik, csak wall count növeléssel tudod eltűntetni, mert az overlap már így is kicsi érték, azt nem érdemes tovább csökkenteni vagy az "Infill before walls" opcióval tudnál még játszani)
u.i: nem arra gondoltam, hogy kapcsold ki a tárgyhűtést, hanem a "min layer time"-ot próbáld kisebbre állítani vagy kikapcsolni csak teszt erejéig. -
izisz
senior tag
A fúvóka mérete itt csak kiindulási alap, a "Line width", ami szintén álíltható, az a fontos.
Általában alap 0.48 szokott lenni, van, aki 0.4-re állítja (Cura alap 0.4, S3D 0.48 auto-n). A lényeg, hogy általában nagyobb érték (kb 1.2x szorzó), mint a fúvóka furata.Ha tényleg csak 2 falról beszélsz ("belső", "külső"), akkor neked ez a line width beálíltás 0.8 - ami azért már elég sok egy 0.4-es nozlihoz.
Ha 4 perimeter-ről beszélünk, akkor normálisabban kijön a matek, mert 0.4x4 (vagyis 4 fal).
A lényeg: 1.8mm vastag falat - ha nem akarsz thin wall opciót beállítani, hogy 0.2-es "kitöltést" is csináljon - akkor 0.45 line width mellett 4 perimeter ("4 fal") lenne rakva, thin wall nem kell, hisz egész számú többszörös.
Vagyis Line Width=0.45 (de ez minden húrkára érvényes, fal, infill, minden)Vagy "Print thin walls" Cura-ban, S3D-ben is ilyesmi a neve. Ekkor kitölti anyaggal a 0.2 "'teret".
[ Szerkesztve ]
-
#9076
izisz
senior tag
Balázs1621
#9074
izisz
senior tag
válasz
Balázs1621
#9074
üzenetére
Én sajna csak annyiról tudok, amit írtam, "Infill before walls" - vagy az infill-t rakja először, aztán a perimeter-eket, vagy fordítva, attól függ, az opció aktív-e vagy sem.
Ezen kivül az "Overlap" ami ugye az átfedést álíltja %-osan.
Más nem ugrik be, ami komolyabb hatással lenne az infill-wall találkozási pontra. (más esetleg, aki cura-ban jártas, talán hozzá tud még szólni, nekem S3D a terepem inkább, cura-t nem használok)
Ha már itt tartunk, ugyanezt a modellt másik slicer-ben is kipróbálhatnád - pl Slic3r (PE verzió nagyon frankó), hogy kizárhasd a lehetséges slicer hibát. -
izisz
senior tag
az majd ápgréd lesz, szaporakezű benszülöttek rakják fürgén a bambuszrudakat sűrűn, hogy be ne hajoljon a bridge-elés közben
amúgy ebből kis fantáziával afrikai kunyhókat is lehetne gyártani, kis állatkerti teve/elefáni brióssal megkenik belülről és (szagra) teljesen autentikus lehet -
izisz
senior tag
válasz
 odiepapa2
#9105
üzenetére
odiepapa2
#9105
üzenetére
Slic3r PE, Craftware - ezek szerintem nem bonyolultak.
Cura, ha minden beálíltás meg van jelenítve, ellégé ilyesztő lehet újoncnak.
Egyébként még néhány kép jöhetne erről a modellről, első réteg meg oldalról is (asztal síkjában fotózva).
Ebből a mostani nézetből nagyon ramatynak tűnik - és talán könnyebb ötletelni, ha több látószögből van kép. -
izisz
senior tag
A kaparót nevezzük sorjázó kézikészüléknek

Egyébként a GB railway megoldása akár 60 nap is lehet. Ezen az úton a nehezebb, súlyosabb termékeket szokták rendelni (pl. Xiaomi roller). A nyomtató befér a EU express szállítási módba is (ha elérhető). Az pár héttel rövidebb idő (lehet).(#9146) gardener: a kínai webshopok is így működnek (pl. ali, GB), hiába választasz ki mondjuk German/Russian/Spain raktárat, ha az eladó a megadott címre (pl ide HU-ba) nem postázza a terméket az adott raktárából, akkor kiszürkülnek a lehetőségek.
(#9143) bigrob: A hotendhez bekötni a hotend (állandó) hűtést közvetlenbe azért nem a legjobb ötlet, mert ott csak akkor van delej, mikor a hotend fűt. Ráadásul a a meghajtás sajátsága miatt, szakaszos lenne a delej, vagyis a venti is "hol megy hol nem megy" effektet adna.
Azt fix 5/12/24V-ra szokás kötni, hogy állandóan hűtsön (vagy firmware és board függvényében egy spéci kimenetre, aminél konfigolható, hogy mely hotend hőmérséklet tartomány mellett adjon delejt a ventinek)[ Szerkesztve ]
-
-
izisz
senior tag
-
#9218
izisz
senior tag
DrojDtroll
#9216
izisz
senior tag
válasz
 DrojDtroll
#9216
üzenetére
DrojDtroll
#9216
üzenetére
-
izisz
senior tag
válasz
 kristof_
#9224
üzenetére
kristof_
#9224
üzenetére
A görgős játékhoz V-profil kell. Az U profil minden másra (építőanyagnak) jó.
Az U-ra tudtommal nincs görgő, annak a horonyfala/széle sem úgy van megmunkálva, hogy azon görgő fusson.
Esetleg a sima felületen futtathatsz görgőt (oda nem kellene spéci görgő), de ezt a felhasználási módot még nem láttam eddig, nincs oldaltartása akkor, csak ha eleve úgy tervezed meg a kocsit, sok görgővel, hogy több oldalon is fussanak párhuzamosan.[ Szerkesztve ]
-
izisz
senior tag
válasz
kristof_
#9232
üzenetére
Egy mart aluprofilról beszélünk, amin műanyag görgő fut
a vetőkártya szerint se nem komoly ipari, sem nem írtó precíz megoldás, de nyomtatóban pont jó
Ömlik kínából a V-profilos megvezetett nyomtató hadsereg és a kerekeket jól beállítva, nincs azzal gond. (bár legalább kerekekből érdemes lehet PC alapanyagút beújítani idővel, az alap verziós kerekek azért szép lassan kopnak).
Amúgy a linkelt motedis bolt jó ötlet, a szállítás, ami cseppet húzós hozzánk max.
A Caxtool meg a türelmetlenek magyar Shenzen-je -
-
-
izisz
senior tag
amennyit eddig láttam a dologból videón, hogy picit hajlamosabb lehet a hotend a mozgásra (ugye picurkát lazán kell csavarozni, nem megszorítani az érzékelőt ott fent a mountban) Viszont nagyon érzékenynek tűnt és ugye valóban felület(anyag) független, szimpatikus jószág
 (ezt még valami reprap oldalon találtam linkelve, van pár videó
(ezt még valami reprap oldalon találtam linkelve, van pár videó -
#9297
izisz
senior tag
Mr.Csizmás
#9296
izisz
senior tag
válasz
Mr.Csizmás
#9296
üzenetére
muti egy linket róla pls.? klónban még nem láttam valós direktet, meglesném
-
#9353
izisz
senior tag
Balázs1621
#9351
izisz
senior tag
válasz
Balázs1621
#9351
üzenetére
80%, vagyis 0,4-es nozlinál 0,32 a bevett felső határ
-
izisz
senior tag
Ha fontos a súly - akkor persze, hogy érdemes
Nekem mondjuk egy normál motor van egyik gépen, semmi flanc -> MK3 koppintott hotend + extruder assembly
Másikon 0.9°-es motor, szintén semmi extra flanc (így bőven elég 1/8 uStep) -> MK2S koppintott hotend + extruder assemblyNincs agyonhajtva a gép, nem porsche ez
így nekem annyira nem számít a motor tömege.
Olyan 500-1800 közötti accel-ekkel operálok (attól függ, external/internal perimeter vagy infill), max 45-55mm/s falakra, infill-re duplája, travel-re meg meg 3x-os szorzó kb, retractra meg 0.8mm/30-40. Ez így nekem mind pla mind petg esetén. Nincs szőr-szál-körömgomba -
izisz
senior tag
Ez épp most készült el, frissen a sütőből
Spectrum narancs petg, nincs pókháló, pedig a szélső "pilonok" elég messze vannak egymástól a hosszabb modellen, 10+cm. 45mm/s print (infill 90mm/s), 150mm/s travel, külső fal 500mm/s^2, minden más alkotórész 1800mm/s^2 (travel accel is fix 1800)
Kérdésedre:
retract 0.8mm / most 60mm/s sebességgel
hőmérsékletek: 233 ° hotend, 80/75° bed
slicer: S3D
(nem valami szép meló, a K value még nincs eltalálva rendesen, így a furatok mellett vannak apró lyukak, de így is masszív )
[kép]
[kép]
[kép] -
izisz
senior tag
"Spectrum narancs petg," - 2. mondatom eleje volt

(#9376) printerpeti: [prusa-i3-printable-parts] <- itt elérhetőek az eredeti stl modellek, az MK3 pakkból az extrúder+hotend (egybe), meg az MK2S pakkból ugyanúgy.
(nem találom fel újra a kereket, ha valaki már megtette és jól működik )[ Szerkesztve ]
-
izisz
senior tag
Kicsit elvonatkoztatok a linkelt "szenzortól", vegyünk egy induktív szenzort példának (kapacitív és bltouch jellegűre is igaz persze). *
Mindegyik esetében meg kell adni egy Z probe offset értéket. Ez az érték ezen szenzor fajták esetén egy kicsi, negatív érték, jellemzően -2..0mm között kb. Ez az érték mondja meg, hogy a nozzle hegyének síkjához képest mennyivel van magasabban a szenzor.
Vagyis pl. egy induktív, 2mm-es érzékelési távolságú szenzor esetén, ha a szenzor csúcsa és a nozzle között mondjuk 1mm a távolság, akkor -1mm lesz kiindulási értéknek** a Z probe offszet.Konfig során megadható, hogy ez a bizonyos szenzor csak ABL (auto bed leveling) esetén legyen használatban vagy END stop-ként is üzemeljen vagy csak END stop, ABL-t meg nem csinálsz.
(az is konfigolható, hogy az end stopok trigger jelét csak home során vegye figyelembe vagy nyomtatás közben is)1. Csak end stop.
Home során, Z tengely teker, szenzor triggerel az asztalt elérve, lassan felemelkedik, megint nekifut az asztalnak csak lassabban, közelít, trigger, ekkor felvette a 0 pontot (a 2., lassabb nekifutás mérési pontosság miatt van). Majd egy konfigolt Z magasságba emelkedik és indulhat a tényleges nyomtatás.
Ha ekkor indulna a nyomtatás az asztal bármely X,Y koordinátáján, a most felvett referencia Z=0 pont számítana - ami egy nem sík felület esetén okozhatja, hogy van, ahol a nozzle távol lenne az asztaltól, van ahol meg túl közel, akár érintené/le is nyomná. (pl. egy 0.1-es layer height esetén már minimális asztal egyenetlenség is számít!)2. End stop és ABL
1. pont lépései. Majd konfigolt számú X,Y pozícióra elmegy a szenzor és mér az adott helyen. A végeredmény egy mátrix (a referencia Z-hez képest +/- kompenzációs értékekkel).
Ennek az lesz az eredménye, hogy az asztal bármely X,Y pontján nyomtatunk, a kompenzált Z magasságba áll be a nyomtató fej (oda teker a Z motor). Vagyis ha kell, emeli a Z-t (ahol az asztal síkja magasabb) vagy csökkenti (ahol a síkja alacsonyabb). Ez meg is figyelhető, ha szándékosan elállítod durván az asztalszintet, a Z motorok (egy átlagos prusa gép esetén) folyamatosan fognak tekerni oda/vissza, ahogy a fej halad X,Y koordináták között.
Ez az alap viselkedés.
Emellett konfigolható, hogy az asztalszintben levő különbséget folyamatosan, a modell teljes magasságában kompenzálja (vagyis végig mocorognak a Z motorok fel/le egész nyomtatás alatt) vagy beállított Z magasság elérésig hozza ki "vízszintesbe" amitől kezdve már nem lesz extra Z motor mozgás (Z fade height).* A Marlin doksikban van utalás - és persze lehetőség - olyan szenzort használni, ami ún. nem fix rögzítésű, hanem "deployable". Pl. valaki mondjuk egy pici szervómotorra tesz egy mikrokapcsolót és a szervómotor karjának forgatásával érinti az asztalt. Erre is van konfigolási lehetőség, de ebben nem vagyok jártas. Viszont ezeknél a Z probe offszet lehet pozitív szám, hisz maga a kapcsoló simán eshet a nozzli síkja alá használat közben, csak ezért említem itt.
** kiindulási érték: ezt a Z probe offset értéket finomítani kell próbanyomtatások során. Vagyis indítasz egy tetszőleges modellt és figyeled az első réteget. Ha túl távol van a nozzle az asztaltól, az offsetet csökkenteni kell (kisebb érték, közelít az asztalhoz). Ha túl közel van a nozzle (vagy akár ki se jön a filament, annyi hely sincs), akkor növelni kell az offsetet ("pozitívabb szám"). A fent említett szenzorok esetén 0mm a max beállítható, ez azt jelentené, hogy a szenzor trigger pont pont egybeesik a nozzlival. Ilyet nem szokás csinálni.
0. pont lehetne -> Szenzortól függetlenül: kézi asztalszintezés erősen javasolt! Vagyis pl . rugós asztalrögzítés esetén összes asztaltartó csavart tökig be kell tekerni (rugó legyen összenyomva). End stop-ot úgy helyezed el, hogy Z home során a nozzli mondjuk pl 2-3 mm magasan álljon meg az asztalhoz képest (Z=0). És ekkor kézzel szintezel, vagyis az asztal 4 sarkába tolod a nozzle-t és egy papírlapot dugsz az asztal és nozzle közé és a sarok csavart addig tekered, hogy a papírlap dörzsölődjön, de ne szoruljon meg (a4-es papírt sarkánál fogva tudni kell tolni/húzni gyűrűdés nélkül) Ezt újra és újra eljátszod minden sarokban, míg jó nem lesz mindenhol a papíros teszt. Csak ez után vesd be az ABL-t, hogy a maradék kis hibákat kompenzálja.
A te esetedben a "vész end stop"-al kivitelezném ezt a 0. lépést, vagyis ez a kapcsoló legyen a tényleges Z end stop külön. És a linkelt "érzékelő" meg csak ABL-t csináljon.háború és béke vége
[ Szerkesztve ]
-
-
izisz
senior tag
Pedig én is a Sacco által vázolt pontok szerint csinálom.
Annyi, hogy brep utan a solid modellen törölgetek (még history ON elott). A legtöbb egy síkban lévő háromszög egyesülni szokott, amint del-t nyomsz az egyiken (csak azonos síkban lévő háromszögeket egyszerűsít ki ilyenkor)
Ha nagyjából pofás a modell, akkor history ON (meg persze a mesh object törölhető, már nem kell).
Nálam is volt már, hogy egyértelműnek tűnő háromszöges placcot nem egyszerűsített ki, ott másikkal lehet próbálkozni és DEL. Ha nagyon nem akarja, akkor olyan geom forma, amin már nem tud ritkítani.
Íves formák, körök, furatok belső fala: felejtős. Ezeket 3 pontos körrel könnyű újrarajzolni majd ezzel (esetleg offszetelve) vágni és letisztulnak a furatok, hengeres formák is. -
#9499
izisz
senior tag
trialkornel
#9497
izisz
senior tag
válasz
 trialkornel
#9497
üzenetére
trialkornel
#9497
üzenetére
History: mikor be van kapcsolva, minden tevékenység, amit a modellen/sketchen végzel, akkor az a historyba (timeline, feature tree) is bekerül. Felteszem, a Brep konverzió kivágná a biztosítékot, ezért nem is elérhető, míg ki nincs kapcsolva a history.
Másik dolog, hogy konverzió után de még history ON előtt azért érdemes a modellt rendbe rakni (felesleges háromszögeket eltűntetni, furatokat, íveket rendbe szedni, mert ezekre sincs semmi szükség historyban, mint külön elemek)
Mikor history vissza van kapcsolva, 1 elemmel indul a timeline (base feature), ez így a tiszta - szerintem -
#9502
izisz
senior tag
trialkornel
#9501
izisz
senior tag
válasz
trialkornel
#9501
üzenetére
Akkor rosszul emlékeztem, úgy rémlett, historyval nincs Brep
na mindegy, a lényeg akkor megvan -
izisz
senior tag
Ha hivatalos, áfa, stb szolgáltatást keresel - létezik, persze, google a barátod
Ha privát vonalon gondolkozol, emészthetőbb árakkal, akkor itt is bedobhatod a megbízásokat. Többünk is foglalkozik szerintem ilyen szolgáltatással extra terhek nélkül.
Teszel be linket, mit szeretnél bérnyomtatni, milyen paraméterekkel aztán PM-ben majd jelentkeznek a buzgó delikvensek.
Annyit azért megejegyeznék, hogy a "reális ár" eléggé szubjektív.[ Szerkesztve ]
-
izisz
senior tag
hamarabb meglenne az újrarajzolás, mint ezt a modellt kigyomlálni
igen cifra és még netfabb javítás után se sokkal kezesebb, csak picit... egy jó taslit a tervezőnek, hogy nem ismeri a síkokat(#9553) bigrob : a kulcs a szívükhöz: paypal dispute (elsőre elég csak riogatni vele). 99%, hogy utána megkérdezik, mire vágyik a kisszíve a vevőnek
[ Szerkesztve ]
-
izisz
senior tag
Pont nem rég volt róla szó (1-2 napja talán).
Nem minden modellen (és modell felszínen működik) de kijelölsz 1 háromszöget és delete gomb. Sík felszíneken kellene működnie.
Ám pont tegnap botlottam egy tutorialba, ezt is érdemes megnézni: Lars - STL files
Lars megint
és pont falvastagság módosítás, szintén Lars tollából
Javaslom Lars videóit mazsolázni, szerintem "hót jól magyaráz[ Szerkesztve ]
-
#9597
izisz
senior tag
freemanone
#9594
izisz
senior tag
válasz
 freemanone
#9594
üzenetére
freemanone
#9594
üzenetére
A prusamentet még jó ideig ne várd itthon. Még a prusa webshopból is 1-2 hetes átfutással rendelhető.
Flexből én TPU-t (kínai, noname) használtam 2 modell erejéig - nem volt vele gond. Szűk 1kg vár a sorsára dobozban
pla+: passz, erre majd reagál, aki próbálta
amúgy jah, papírdepó, bevachip, bestmarkt, aqua, stb mint beszerzési források az olcsóbb cuccokra.(#9596) compi.hu: Hajrá!!

[ Szerkesztve ]
-
izisz
senior tag
Csak egy általános meglátás a "szálaz, csíkot húz, szőrös, stb.." jelenségről.
Abba gondoljunk bele, milyen sokrétű a téma:- számít a fej mechanika -> bowden vs. direkt drive -> bowden esetén egyértelműen nehezebb optimális beállítást találni a "rugó hatás" miatt a ptfe csőben
- számít az E tengely gyorsulás és jerk értéke -> kisebb gyorsulás = lasabban rántja vissza a szálat
- számít, milyen hosszú és sebességű a retract -> nem mindíg az a nyerő, hogy minél gyorsabban minél hosszabbat -> nem hermetikusan zárt a rendszer, így nem tudja "vákuumszerűen" visszahúzni az olvadt filamentet az extrúder motor -> sok esetben még a szapora retractok gondot is okozhatnak, ha gyér a hotend radiátor hűtése és nem elég szűk a hot-cold átmeneti zóna -> tipikus dugulás indok
- számít az alapanyag -> mindenki ismeri, PLA mondjuk sokkal kezesebb, mint pl. PETg
- számít, milyen nyomtatási sebesség van használva -> minél gyorsabb, annál nagyobb nyomás keletkezik a hotendben, ergó nehezebb megállítani a csorgást/szálazást -> irányváltáskor ezért is (igen, IS) keletkezhetnek blob-ok (erre a pontra jelentene megoldási lehetőséget a linear advance (marlin)/advance pressure (klipper)
- számít milyen hotend hőmérséklet van beállítva -> minél melegebb, annál valószínűbb megint a csorgó/szálaz hiba -> viszont minél szaporábban akar valaki nyomtatni, annál melegebb hotend kell, hogy akadás nélkül tudja teljesíteni az elvárt mm^3/min értéket a hotend
- számít, hogy 2 pont között milyen fürgén szedi a lábát a fej -> travel sebesség, travel gyorsítás, travel jerk, egyáltalán, hogy milyen távolságra kell utazni (állítható ugye, hogy pl pár mm utazás még ne triggereljen retractiont - min travel before retract, z-hop meg hasonló paraméterek)
- számít, hogy a tárgyhűtő honnan fúj, mennyire optimális a légszálíltás mennyisége/iránya -> ennek nem csak a tárgyra van hatása sok esetben, hanem a nozzlira is, hisz a levegő érinti azt is -> rögtön megváltozik a hőmérsékleti viszony (ugyanígy megváltozik fejmozgás közben, pusztán a környező levegő, ami érinti a nozzlit, már hatással van rá - mintha kidugnád a fejed a kocsi ablakán menet közben de hatással van pl a support is - gondolj bele, kidugod a fejed az ablakon, de a képed elé tartasz egy deszkát, mennyire felfogja a légáramlást - vagy képen töröl )
- számít , hogy pontosan be van-e lőve az E-step az adott színű-típusú filamenthez. Overextrusion is simán ront a helyzeten, ok lehet a csorgás/szálazásraÉs még biztos van, amit hirtelen kihagytam.
Ezt csak azért írom ide, mert sokszor azt látom, csak a retract hosszra-sebességre-esetleg travel-re koncentrálnak a userek. Majd ha nem működik X embernél, ami Y-nál működik, ki van akadva/el van keseredve, hogy "de miéééééé'? mindent megpróbáltam, és mégse" -> NEM, nem próbáltál meg mindent.
Gondold végig, csak a fenti felsorolás hány paramétert érint (FW és slicer együtt) -> ez elég sok kombináció -> sok idő, míg végig próbálgatod -> és semmi nem garantálja, hogy amely konfig kupac egy adott modellre már frankó, ugyanaz a kupac a világ minden modelljére jó lesz.
Ha idáig jutottál, gratula, elindultál a javulás útján (vagy csak untad magad)[ Szerkesztve ]



![;]](http://cdn.rios.hu/dl/s/v1.gif)


























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- ThinkPad P1 Gen4 27% 16" 4K IPS érintő i7-11850H T1200 32GB 1TB NVMe ujjlolv IR kam gar
- Acer Gaming (i5 8.th, 8 GB , 256 GB, 1050, 17.3 FHD) notebook! AkciÓ!
- Gyönyörű autómatricák azonnal gyors országos kiszállítással! PH-soknak 30% kedvezmény!
- Asus K95VJ, 18,4" FHD, I7-3630QM 8x3,40 GHz, 16GB DDR3, 250GB SSD+1TB HDD, 1GB VGA ,WIN 10, Számla,
- Asus R751L, 17,3" FHD, I7-4510U, 8GB DDR3, 1TB HDD, 2GB VGA ,WIN 10, Számla, garancia
Állásajánlatok

Cég: Alpha Laptopszerviz Kft.
Város: Pécs

Cég: Promenade Publishing House Kft.
Város: Budapest