-

Fototrend



Új hozzászólás Aktív témák
-

Dalee
aktív tag
Sziasztok,
Az elmúlt héten rendeltem és meg is jött az Anet A8 3D Printer DIY i3 Upgradest High Precision Reprap Prusa 3d Drucker DE. Sajnos az összeszerelés még hátra van.
Mit jelenthet a megnevezésben a Upgradest jelző, miben különbözhet az előző modellektől.
Visszaolvastam jó 1000 bejegyzést és eddig az alábbi pótalkatrészeket ajánlotta Zsolt74:
- a fejhez fúvóka,
- GT2-es szíj,
- néhány thermisztor,
- néhány fűtőpatron,
- tartalék motorvezérló(ez csak akkor ha nem fixen beforrasztott motorvezérlők vannak a vezérlő elektronikában).
- csapágyak (ezt érdemes rögtön kicserélni)Érdeklődnék van-e még javaslatotok mit érdemes beszerezni Kínából, hogy ne kelljen heteket várni az alkatrész beérkezésre ha valami elromlik, illetve honnan érdemes megrendelni, hogy ne rendeljek használhatatlan alkatrészt.
Egy kis-off:
Az útobbi egy-két évben általában Hong-Kongból rendeltem "Kína" helyett, mert az volt a tapasztalatom, hogy kb. két héten belül megérkezett a cucc. Egy hónappal ezelőtt számos apróbb alkatrészt rendeltem de nagyrészük nem érkezett még meg. Ti is tapasztaljátok a szállítás lassulását?Segítségeteket előre is köszönöm:
Dalee[ Szerkesztve ]
-
Dalee
aktív tag
Köszönöm a segítséget. (félrecsúszott a válasz, a 2887-re szeretem volna válaszolni)
Akkor ezeket rendelném meg, amit ajánlottál:
-Toothed idler pulley
-Heated Bed Power Expansion ModuleEzekből melyiket érdemes rendelni:
-golyós csúszócsapágy,
-IGUS bushing,
-4/2-es PTFE cső
-nozzle
-heatbreake
-automata szintérzékelő szenzor (ami jó a 4 mm-es üveghez)
-fogazott szíjAbban az esetben, ha később a fejet lecserélném az e3d v6-ra, akkor ha az előzőekben jól olvastam az elektronikát is le kell cserélni, mert az eredeti Anet elektronikában nem lehet megfelelően az új fej kalibrálását elvégezni?
[ Szerkesztve ]
-
Dalee
aktív tag
Lassan elkezdem összerakni az A8-at.
Kicsomagoltam a tengelyeket és orsókat. Némelyiknek van egy minimális ütése olyan 1,5 lap vastagságnyi (1 lap még befér a tengely/orsó és üvegasztal közötti résbe, kettő már nem). Amikor ráteszem különösebb nyomás nélkül az ujjamat, akkor megszűnik a rés.
Gondot okoz ez a minimális, az tengelyek rugalmassági határába tartozó ütés vagy reklamáljak az eladónál? -
Dalee
aktív tag
Végre sikerült összeraknom az Anet A8-at.
Összeszereléskor volt egy két érdekesebb helyzet.
X tengely alsó vezető rúd - hiába püföltem gumikalapáccsal - nem akart bemenni a a helyére az X motor felől. Szétszedtem és a földre letéve a műanyag "left Z axis nut support"-ot akkor sikerült nagy nehezen a tengelyt beütni, többet nem is lehet kiszedni. Remélem az első püföléskor nem görbültek el a bal oldali Z tengelyek, kézzel tekerve a Z motorokat akadálymentesen mennek.Áram alá helyezve működik minden: motorok, fűtések, végállás kapcsolók.
A Z tengelyt mozgatva felfelé minden rendben, de lefelé mozogva a hajtótengelyek kicsit berezonálnak és (gondolom) ezért nyikorgó, kaparó hangot adnak ki. Ez így normális vagy kell valamit ártani neki?Mielőtt még kipróbálnám lenne 2 kérdésem:
- a nyomtatás befejezésével mit kell csinálni, hogy ne dermedjen be a filament a fejbe, csak simán ki kell
húzni?
- mennyire kell beállítani az asztal fűtés (PLA), ha van rajta 3mm-es üveg. és a felfűtés után meddig kell várni, hogy az üveg is kellően átmelegedjen?Előre is köszi!
-
Dalee
aktív tag
Szia,
Csak gumikalapáccsal püföltem, ahogy a hivatalos összeszerelő videón is az ürge.
Én is féltettem a szerkezetet amikor nem akart bemenni a helyére az alsó rúd, azért is próbáltam szétszerelve a földön beleverni a műanyagba.Te is megfordítottad az X motoron a hajtókereket?
-
Dalee
aktív tag
-
Dalee
aktív tag
Szia,
Remélem az alábbi képből látható, hogy miért kellett megfordítanom a bordás kereket. A 'Left Z Axis nut support' hátsó felén megy keresztül a bordás szíj, így az X motor tengelyén nem lehetett eléggé hátra tolni a meghajtó bordás kereket, mivel kb. 1 cm vastag az a váll amiben található a két tengelyt rögzítő csavar.

-
Dalee
aktív tag
Sziasztok.
Megvolt az első harmadik vagy ha úgy tetszik a harmadik első nyomtatásom.

Először nem jött az anyag a fejből, másodjára 60%-nál felvált a nyomat, harmadikra ez jött ki:



A képek alapján miket kellene elsőre finomítanom?
Rengeteg kérdést váltottak ki ezek a próbálkozások:
1. A Heatbed papírlapos beállítása elég nehézkes volt a négy közül az egyik sarok csavarját lazítani kellet volna (azaz túl nagy volt a távolság a fej és az asztal között) de már teljesen laza volt a csavar, az ágy nem ment feljebb, gondolom a másik három fogta. Van erre a beállításra valami trükk?
2. Az első nyomtatásnál nem jött ki anyag a fejből. Leszedtem a ventit és a filamentet a bordás kerék, illetve a vele szembe levő támasztó kerék mellé sikerült látatlanba bedugni, kézzel szépen tudtam adagolni, de így a motor természetesen nem vitte. A filament cserére van valami egyszerűbb módszer, hogy ne kelljen mindig a hűtőventit leszerelni?
3. Nyomtatásnál az ágy előre mozgáskor (motoról távolodva) berezonál, hátrafele (legalábbis láthatóan) nincs ilyen rezonancia? Mi okozhatja ezt, illetve hogy lehet az ágyat megmozgatni próbaképpen hosszabb szakaszon? Köze lehet a rezonanciához, hogy a Y ágy bal első támasztólába nem ér le (bár összehajtogatott papírlapokkal alátámasztottam)?
4.Az első nyomtatásnál a tárgy levált (60% körül, üvegre nyomtatva). A nyomtató a felfűtéskor 60 fokra fűtötte fel az ágyat, de a nyomtatás elindulásakor visszavette a fűtést 50 fokra. A harmadik próbálkozáskor befújtam hajlakkal az üveget, illetve a nyomtatás elindulása után visszavettem 60 fokra az ágy hőmérsékletet. Az előzőekben írtátok, hogy elvileg az üvegre nem kell semmi nem válik fel. Lehet, hogy az 50 fokos hőmérséklet volt kevés? Tudom egyszerre csak egy változtatást kellett volna csinálnom. Próbáltátok már homok fújt üveggel, olyat is csináltattam, de lehet, hogy abba véglegesen beleragadna a nyomat?
5.Olvastam valahol, hogy a filamenet ha sokáig levegőn van, azaz hosszabb ideig nem nyomtatunk vele akkor használhatatlanná válik. Igaz ez?
6. Az üveg esetében nem használható az induktív auto level szenzor. Geeetech 3D Touch Auto Bed Leveling Sensor-t próbálta már valaki?
Segítségeteket előre is köszönöm.
-
Dalee
aktív tag
A fúrós módszer hirtelen nem jutott eszembe (elég késő volt már), a eredeti videón is gumikalapácssal tette be a helyére a kis kínai, így én is azzal próbálkoztam, szétszedve "óvatosan" . A rúd elvileg nem szorul, kézzel legalábbis szépen megy rajta. Amint az előbb leírtam a Y mozgás miatt aggódom.
Természetesen utólag átgondolva a dolgot, már én sem esnék neki kalapáccsal, inkább kérdeznék itt a fórumon. Az első összeszerelésnél mindenben bizonytalan az ember, mennyire kell szorulni - lazán járni valaminek, stb...[ Szerkesztve ]
-
Dalee
aktív tag
Természetesen nem, az okosabbtól, tapasztaltabbtól (én legalábbis) mindig szívesen tanulok.

a kalapácsos verzió tényleg hülyeség volt.
Köszönöm a gyors választ.
1. Szerintem az íróasztal amin áll a nyomtató az nem teljesen sík. Pont ott húzza le a fiókokat tartó függőleges lap az asztal lapját.á Egyébként az alábbi képen látható rés a láb és az aszal között 2-3 mm.

Azt hogy lehet megnézni, hogy nem a nyomtató mechanikával van gond. Összeszerelés előtt üvegasztalon megpörgettem a tengelyeket, csak minimális eltérés volt látható (a legnagyobb rés kb. 1,5 papírlap vastagságú volt.
3. A leírt kódot csak beírom egy gcode kiterjesztésű fájlba? a többi leírt még magas ( feed rate,accel), de utána nézek a neten a g kódoknak (googli a barátom
 .
.4. A hall elemes megoldást is megosztod majd?
Közben eszembe jutott még egy kérdés.
PLA-val nyomtattam, nem módosítottam semmit a kapott fájlon, csak az ágy hőmérsékletet vettem fel 60 fokra. Mennyivel próbáljam csökkenteni a fej hőmérsékletet, illetve csökkenthetem-e a rétegvastagságot. A fej 0,4-es.Köszönöm az eddigi sok segítséget.
[ Szerkesztve ]
-
Dalee
aktív tag
Az általad készített hall touch auto levelt esetleg lehetne egy pár száz forintos kis léptetőmotorral le-fel mozgatni. Nekem ilyesmi van próbaképp az arduinóhoz.
Gondolom a másodlagos védelmet meghagyod az eredeti Z mikrókapcsolóval.
Ha jól értem akkor az MEGA 2560 firmware-t frissíteni kell skynet-re arduino rendszererrel. Volt vele gondod amikor frissítettél, mármint a frissítést követő beállításokkal?
[ Szerkesztve ]
-
Dalee
aktív tag
Kipróbáltam az ágy mozgatását F1000 - F10000 tartományban, 1000-es lépésekben.
6-7000 alatt rezonál az ágy, mi okozhatja a problémát pontosabban hogyan lehet kiküszöbölni?
Az atus72 által javasolttal sikerült a bal első lábat lehozni a földre, vonalzóval pontosítottam a derékszögeket is.
Az M117-es paranccsal próbáltam kiíratni az aktuális sebességet, de csak az utolsó F10000-et írta ki a printer, addig a printing xx% felirat ment a státus sorban. 1000-9000- ig miért nem írta ki.
A kód utolsó pár sora:
M117 F8000...
G1 Y210 F8000
G1 Y0
G1 Y210 F8000
G1 Y0
M117 F9000...
G1 Y210 F9000
G1 Y0
G1 Y210 F9000
G1 Y0
M117 F10000....
G1 Y210 F10000
G1 Y0
G1 Y210 F10000
G1 Y0 -
Dalee
aktív tag
Igen, ma beszéltem a gépész kollégámmal felvázolva a problémát és lerajzolva elméletben én is arra jutottam, mivel csak a motortól távolodva rezonál, hogy a motor felé azért nem rezonál, mert a motort kvázi az egész váz fogja, nem tud rezonálni, pontosabban a nagy tömeg miatt a rezonancia frekvencia a mozgatási sebességtartományon kívül van. Abban az esetben amikor az ágy távolodik a motortól akkor a kvázi "szabadon álló" első konzolon lévő görgő húzza az ágyat, mely kis tömeget képvisel, így a rezonancia frekvenciája pont az ágy mozgási sebességtartományába esik. Azt hiszem én is lerögzítem az egész nyomtatót egy bútorlaphoz, de inkább egy konyhabútor munkalaphoz első lépésként.
Más, nyomtatáskor milyen rétegvastagságot, sebességet és egyéb paramétert érdemes használni, hogy szép nyomatot kapjunk, vagy a paraméter beállításokra is van valami hasonló minta a thingen mint a hőmérsékletre?
-
Dalee
aktív tag
izisz kolléga javaslatára megpróbáltam nyomtatni az előző g kódos kínai sakk figura után hőmérséklet beállítós tornyot. Cura-t youtube alapján beállítottam, majd kiválasztottam a draft minőséget, layer vastagságot átírtam 0,2-re, kezdő 0,3.
És az alábbi jött ki első layernek:
Gondoltam rossz az ágy beállítás, leellenőriztem jónak tűnik, elindítom a g kódos sakk figurát, azt szépen nyomtatja, első fél réteg után leállítom, szépen kitöltött, nehezen jön fel a tárgyasztalról.Az első Cura-s kísérletem nem sikerült olyan jól mint a g kódos. Nem tudom melyik paraméter(ek) lehet a bűnös.
[ Szerkesztve ]
-
Dalee
aktív tag
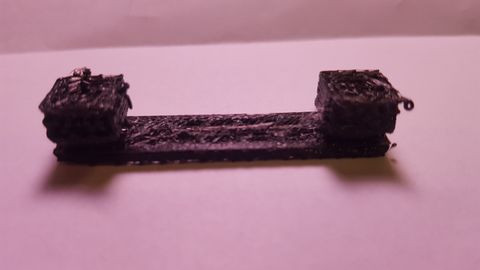
Kipróbáltam a tornyos verziót.
Sajnos nem fújtam le hajlakkal, így a vége előtt kicsivel felvált, az eredmény:



Pont az alacsonyabb hőmérséklet maradt le. Miért van néhány réteg között egy kis hézag, illetve az alján sem olyan a kitöltés mint a pár hozzászólással ezelőtti sakkfigurámon. Lehet, hogy ezért jött fel, mer nem volt jó az első réteg kitöltése?Azért így is sokkal jobb mint az előző két tornyos próbálkozás:

[ Szerkesztve ]
-
Dalee
aktív tag
Állítgattam egy kicsit a leírások alapján,illetve újraszinteztem az ágyat (egy video alapján felfűtve), az első layeren nem sok minden változott, ezért 2. layer után kapott egy resetet.
Az eredmény elkeserítő, rögtön utána elindítottam a szokásos g kódként kapott kínai sakkot egy réteggel összehasonlításképp, az sokkal jobb.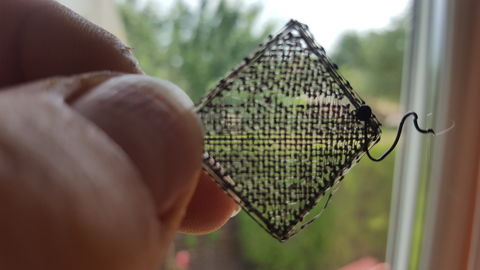

Azért a sakkfigura egy rétegén is látszik, hogy az adagolás nem egyenletes (vagy az ágy előre mozgásakor meglévő rezonancia is okozhatja?).Nyomtató menüjéből adagolva szép vastag szál jön ki folyamatosan.
Méregettem a filamentet egy 50 cm-es darabon 1,73-1,78 között ingadozott, egy helyen (többször is mérve) 1,8 volt a maximum. Ez az eltérés okozhatja a nem egyenletes nyomtatott szál vastagságot?
Ezt még a nyomtóval rendeltem egy ABS-el együtt. A nyomtatót a német raktárból szállították, a PLa-t kínából.
Nézegettem a Devil Design féle filamentet, egy tízesért küldeknek 6 színt. Nem tudom használtad-e már ezen gyártó filamentjét, hogy ez jó-e. Érdemes PETG-t használni kezdetben is, azaz hasonlón viselkedik mint a PLA vagy először álljon be a PLA utána kisérletezzek PETG-vel, ABS-el?[ Szerkesztve ]
-
Dalee
aktív tag
válasz
 mazso26
#3173
üzenetére
mazso26
#3173
üzenetére
Most kipróbáltam 100 mm filamentet extrudálni a levegőbe 210 fokon. F1200-as sebességgel előjött amit mondtál kétszer kattogott és le se mértem mennyit nyomott ki, mert egyértelmű volt, hogy nem volt jó. Levéve a sebességet F200-ra kétszer próbálva 97,5, illetve 98,01 volt az eredmény, kattogást nem hallottam, szemre is jó az eredmény, illetve kezemen végighúzva is egyenletesnek érzem. Kell kezdenem valamit ezzel a 2 - 2,5 mm-el, illetve az F1200 sebesség már túl van az olvasztási sebességhatáron és a fej nem tudta ilyen gyorsan megolvasztani a PLA-t (majdnem műanyagot írtam) , magyarul nem gond ekkora sebességnél ha szalajt vagy tudni kellene ekkora sebességet is a heat endnek?
SD-ről nyomtatok. Kalibrációs kockát is nyomtatnék, csak gondolom ugyanaz lesz az eredménye minta temp towernek, hogy rossz valami beállítás a cura-ban, így gondolom annak is hasonlóan rossz lenne az alja.
Okozhatja az egyenetlen nyomtatást az előző hozzászólásomban írt filament vastagság egyenetlenség (1,73 - 1,8). Mindenesetre megrendelem a DD 6-os szettet.
-
Dalee
aktív tag
Az FB-n csatlakoztam, az ő ajánlásukra vettem az A8-at.
Az utolsó nyomtatásokat, elvileg már az Anet-hez adott leírás alapján állítottam be, de így sem lett jó, valószínűleg egy-két beállítás abszolút nem jó.
Megrendelem a DD 6-os szettet, azután folytatom a kísérletezést.
-
Dalee
aktív tag
válasz
 Handesen
#3189
üzenetére
Handesen
#3189
üzenetére
Szia,
Én is Anet A8-at vettem, az előző hozzászólásimból látszik, hogy még az elején tartok a beállítgatásnak/tanulásnak.
Abban az esetben, ha az A8 mellett döntesz ajánlom az Ebay oldalt. Én is tőlük rendeltem bő egy hónapja, akkor még 5000 Ft-al drágább volt. Előnye, hogy németből küldik, 3-4 nap alatt ideért, illetve nincs VÁM. -
Dalee
aktív tag
Elkezdtem az ajánlott [mindenegybencalibrationguide] oldallal az ismerkedést.
Már az előfeltételek részben elbizonytalanodtam, kérlek nézzétek meg, hogy jó információkat szedtem-e össze (Kiemelt az eredeti kérdés, dőlt az én kommentem):
1. Egy eszköz 100 mm pontossággal történő mérésére. tolómérő ideális.
Tolómérőm van. OK.
2. Egy eszköz 0,5 mm-es szélesség mérésére. A mikrométer ideális, de egy tolómérő is jó lesz.
Rendeltem egyet Kínából, addig használom a tolómérőt.
3. Tudd meg a léptetőmotorok teljes lépés/ fordulat értékét. Lépések = 360 / szög, tehát 1,8 ° = 200 lépés, 0,9 ° = 400 lépés, stb.
Az X motort szabadon van arról leolvastam a típust (42SHDC3025-24B). Erről nem találtam semmit az interneten, illetve a kapott anyagban sincs semmi részletes specifikáció a motorról. Interneten 1,8 °-ot találtam.
4. Tudd meg a motor meghajtás mikro lépéseinek beállításait. A legtöbb 16x-ra van állítva. A GEN3 2.3-os meghajtó 2-re van állítva (fél lépésben). Egyes táblák 32x-esek.
Egy helyen találtam utalást, hogy a microstep 1/16, nem tudom ez jó-e?
5. Tudd meg a fogak számát a bordáskeréken. A szabványos nyomtatott bordáskerekek 8 foggal rendelkeznek. A legtöbb megmunkált bordáskeréken10 vagy 12 fog van, mivel 8 fog technikailag túl kicsi a T5 szíj számára.
Ha jól vettem ki az információt GT2 16T
6. Tudd meg a fogas szíj osztását! XL és T5 szíj hasonlóan néz ki, de a különbség fontos!
Elvileg GT2 6mm széles, 2 mm az osztás.
7. Tudd meg az extruder fogaskerék fogainak számát, vagy legalább az áttétel arányt.
Erről nem találtam hirtelen egzakt információt. Amit találtam, hogy elvileg 26 fogú. Az áttétel arányról végképp nem látok értelmes adatot. Ez a mikrolépésekkel számolt egy teljes fordulatra jutó filament elmozdulás lehet? Pl: 3200 / 1mm?
8. Távolíts el minden holtjáték forrását. Az alkatrészek nem kalibrálhatók ha lötyögnek.
Ezt már írni is akartam, hogy a sikló csapágyakat tartó vezető rudak némelyike, ha kézzel megmozgatom minimálisan kotyog a tartó furatában. Mit lehet ezzel kezdeni?
9. Nyisd meg az Online RepRap kalkulátort az XY és az E lépések, a rétegmagasságok és a gyorsítás keresésére..
[ Szerkesztve ]
-
Dalee
aktív tag
Megjött a Devil Design kezdő hatos készlet.
Az eredmény ugyanaz, a Cura-s első réteg egy laza szövésű pókháló ami le sem tapad szinte.
A szokásos ellenőrző g kódos sakkfigura első rétege viszont a DD filamenttel sokkal szebb lett, szemre teljesen egyenletes, most már abszolút nem dereng át egy kicsit sem a fény az első rétegen, mint az előző filamnet néhol egyenetlen nyomatán, ha ilyen lenne a Cura is......
Egyértelműnek tűnik(egy kezdő ne tegyen ilyen állításokat), hogy a Cura masszív (legalább 50%-os vagy még több) under extrusionnal nyomtat, ezért nem tudok semmit normálishoz vagy legalább a normálist megközelítően nyomtatni.
A beállításokat elvileg a A8-hoz kapott pdf alapján állítottam be (Cura 2.6, DD PLA).
Szerintem a sebességet befolyásoló beállítások (első rétegnél még nem jutottam tovább):
Initial layer hight: 0.3 mm (próbáltam már 0.2-vel)
Initial printing temperature: 200 oC (volt már 210 is)
Initial layer print speed: 15.0 mm/sec
Initial fan speed: 0
Diameter: 1.75 mm
Flow: 100%
Van ötletetek, hogy mi lehet a baj vagy melyik lényeges paraméter nincs jól beállítva vagy egyáltalán nem is állítottam be.[ Szerkesztve ]
-
Dalee
aktív tag
Nagy nehezen kijött az első normális szeletelt nyomtatásom.
Próbálkoztam a javaslatotoknak megfelelően a Slic3r szeletelővel, illetve a Cura-m gyakorlatilag Szaki7 szerint van beállítva, de mindig az pókhálós, siralmas eredményt kaptam.
Ezután megpróbáltam a Craftware-t melynek az alpabeállításit használva elfogadható eredményt jött ki elsőre.
Kis furcsaság, hogy a sakk első rétegét az alábbi fénykép szerint nyomtatta: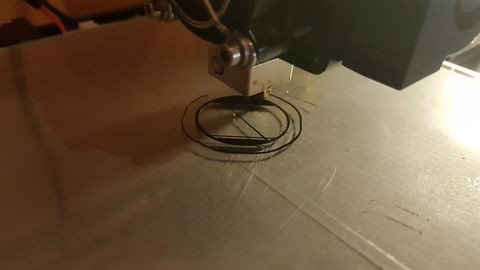
Elkezdte kitölteni a kört a körív egyik pontjától, majd ha jól gondolom retraction nélkül (nyomtatva) átment a kör szembenlévő ívére és onnan folytatta tovább, de a végeredmény legalább jó lett, szépen kitöltött első réteget kaptam.
Ezután kinyomtattam a Temp towert:
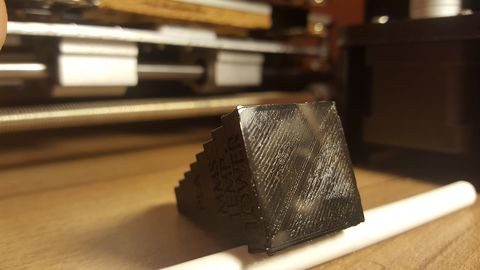
A valóságba szebben néz ki mint a képeken, ránézésre a 210 fok látszik megfelelőnek.
A teteje nem teljesen került kitöltésre. Lehet, hogy már túl hideg volt az anyag?
Visszatérve a Cura-ra nem tudom melyik lehet az a paraméter ami ennyire félreviszi a nyomtatást.
A Craftware szemben a Cura-val nem ismeri fel USB-n keresztül a nyomtatót, illetve nem találtam benne a retractionra vonatkozó beállításokat, viszont rengeteg olyan van amiről jelenleg még fogalmam sincs.
Köszönöm mindenkinek a segítséget, hogy 3 hét után végre tudtam nyomtatni, most már elkezdhetem javítani a minőséget, bár még a Cura azért még mindig izgat, hogy miért nem megy.
Jöhet calibration cube.[ Szerkesztve ]
-
-
#3298
Dalee
aktív tag
Feribacsi555
#3293
Dalee
aktív tag
válasz
 Feribacsi555
#3293
üzenetére
Feribacsi555
#3293
üzenetére
Igen, ezt az egy beállítás láttam én is, szemben a Cura jó pár beállítható retraction paraméterénél, bár utána rájöttem, hogy ahol úgy gondoltam hogy nem megfelelő a visszahúzás ott valójában nyomtatott, csak átmegy a rá 90 fokos nyomtatásra.
Két kérdés a craftware-val kapcsolatban:
1. feltűnt, hogy nem középre nyomtatja a tárgyakat, melynek oka, hogy az Options-ben megadott (nyomatató) paramétereket nem menti el, azt mindig újra be kell írnom, de a felületen nem láttam semmi "Beállítások mentése" gombot, automatikusan meg a fentiek szerint nem menti el.
2. Mit jelent az a mértékegység a szeletelési opciókban, hogy "EW"
+1: Aki Anet A8-at használ a főbb paramétereket leírná PLA-ra (gyorsulás,sebesség, stb...) -
Dalee
aktív tag
Kinyomtattam a kalibrációs kockát.
Z irányban kb. 0,2mm-el kisebb lett. Bár már a nyomtatás vége gyanús volt, amikor a nyomtató 19.800 mm írt ki az utolsó rétegnél Z-re . Belenéztem a g kódba és az utolsó réteg tényleg 19.800 mm. A Craftware az utolsó réteget miért nem 20.000-al fejezi be? Az objektum nézetben a kocka mérete 20.000 mm
A Cura-val gyorsan szeletelve és belekukkantva a kódba az utolsó réteget 20.1 -re állítja.[ Szerkesztve ]
-
-
Dalee
aktív tag
Beleolvasva a Craftware fórumba megvan mindkét bajomra (utolsó réteg egyel kevesebb, beállításokat nem menti) a megoldás. Mindkettő sw. bug.
1. Utolsó réteg 20.00 helyett 19.80:
Kiexportálva a slice beállításokat látszik, hogy a beállítások az alábbiak:
"FirstLayerHeight": 0.20000000298023224 (0.2 helyett)
"LayerHeight": 0.20000000298023224 (0.2 helyett)
"ExtrusionWidth": 0.40000000596046448 (0.4 helyett)
A fentiekhez nem is kell több magyarázat, a megoldás: 20.00 magasságot 20.02-re kell nagyítani és az utolsó
réteg máris 20.00 az eddigi 19.8 helyett.2. Options beállítások nem mentődnek:
Ez a bug az 1.14 verzióra jellemző. Megoldás: Uninstall 1.14 -> Install: 1.13. Beállítasz amit akarsz(automatikusan mentődik) -> Uninstall 1.13 -> Install: 1.14 és az 1.13-ban elmentett beállítás lesz az alap az options-ben. -
Dalee
aktív tag
-
Dalee
aktív tag
válasz
 kazmerr
#3335
üzenetére
kazmerr
#3335
üzenetére
Eddig még semmit. Nemrég sikerült csak értékelhetőt nyomtatni (Cura-ból még mindig nem megy). Egyenlőre csak nézegetem a Thinget, illetve a fórumon javasolt ötleteket gyűjtöm.
Ja két apróságot már csináltam: a heatbed alá tettem parafa szigetelést, illetve a tetejére üveget, továbbá nyomtattam a kijelző mellé két filament vezetőgyűrűt.
Először a rezgéseket akarom minimalizálni, a kalibrációs kocka oldala hullámos. Vettem egy 4 cm vastag falapot, illetve ugyanakkora méretű parafa lapokat, (alulra, felülre) és ehhez szeretnék először lefogatókat nyomtatni, illetve merevítőket a vázhoz.
Továbbá a filament cseréhez szeretném módosítani a ventit levehetőre.
A vezeték tartó ránézésre tényleg tetszetős, de én is pont arra gondoltam, hogy felesleges , ezért nem is akarom semelyik verzióját felszerelni.[ Szerkesztve ]
-
Dalee
aktív tag
Próbálgatom a nyomtatást (ANET A8).
Most először lemértem a nyomtatási időt a Textured Minecraft Creeper testének nyomtatásakor. A CraftWare 1 óra 21 percet számolt, a nyomtatás valójában 3 óra 38 percig tartott. Mi lehet ez a majdnem háromszoros különbség a nyomtatási sebességek között? A beállított Draw speed:60 mm/s, a firmware alap ANET, állítgatás nélkül.
Más: mekkora szünetmentest használtok, hogy ne álljon le a nyomtatás egy áramszünetkor?
[ Szerkesztve ]
-
Dalee
aktív tag
Én az Autodesk Fusion 360 3D modellező szoftverét használom (tanulom). Magán felhasználásra ingyenes, és be tudja tölteni a stl fájlokat is (szerkesztéshez átalakítani csak a nem túl összetetteket tudja). Youtube-on van hozzá magyar nyelvű tutor, illetve az stl fájlok módosításáról is találsz ott (angol) videót.
-
Dalee
aktív tag
válasz
 blountex
#3824
üzenetére
blountex
#3824
üzenetére
Nem mindegy a ventik bekötése, mivel a extruder hűtő venti állandóan megy ahogy bekapcsolod a nyomtatót, a tárgyhűtőt viszont a gcode fogja vezérelni, pl. PLA nyomtatásnál az első pár rétegnél még nem kell mennie.
A két fűtő vezetéket jól gondolod, jelenleg nagy jelentősége nincs a polaritásnak, hiszen csak sima "fűtő-"ellenállások" vannak bekötve általuk, ha MOSFET vezérlést raksz rá akkor kell ügyelni a polaritásra. Azért én a Hotbed piros vezetékét kötöttem a pozitív ágra.
[ Szerkesztve ]
-
Dalee
aktív tag
Kinyomtattam Thingről egy SD card extendert, fel akartam szerelni az ANET A8 tetejére, amihez ugye ki kellett volna csavarnom a csavart ami rögzíti a függőleges akril keretre a bal oldali Z lineáris vezetéket tartó vízszintes akril lapot. A csavar a képen a bal oldali vertikális csavar.

A gond, hogy az anya megforog a keretben, nem fogja meg a szoros illesztésű horony. Próbáltam két csavarhúzóval megtámasztani-beszorítani az anyát, de nem tudtam rendesen megfeszíteni akkor is megfordul az anya. Van valami ötletetek, hogy lehetne az anyát megfogni, hogy ne forogjon el?
-
Dalee
aktív tag
válasz
 szacsee
#4270
üzenetére
szacsee
#4270
üzenetére
Én is nagyon gondolkozom az Anet A8 -> Creality Cr-10S cserén.
Amiben bizonytalan vagyok az a Cr-10 asztal alátámasztás. Nem karcsú, hogy csak egy Y sín van?
Megéri a Gear-en most akciósan +27 ezer forintot a plusz 1 Z motor, illetve a filament figyelő?ABS-t tud alapból nyomtatni vagy kell hozzá valami upgrade?
Vannak speciálisabb pótalkatrészei amik nehezen vagy drágán beszerezhetők?
[ Szerkesztve ]
-
#4325
Dalee
aktív tag
spidersoft
#4324
Dalee
aktív tag
válasz
 spidersoft
#4324
üzenetére
spidersoft
#4324
üzenetére
YouTube-on van fent egy video melyben 60 óra alatt nyomtatank ki egy sárkányt.
A végén leméri a sárkányt (205g), illetve a színváltáshoz készült hulladék tornyot (445g).
A tárgy több mint kétszerese a hulladék.[ Szerkesztve ]














 .
.


























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja