-

Fototrend



Új hozzászólás Aktív témák
-
-

daninet
veterán
válasz
 Reggie0
#37949
üzenetére
Reggie0
#37949
üzenetére
Betonnak nem kell kiszáradnia, víz alatt is megköt. De egy nap után leveheted a formát a betonról már aztán öntözni kell még pár napig hogy elérje a teljes keménységet. A próbakockákat is ugyanígy csinálják, az tömör acél formába kerül utána kiveszik és vagy öntözik még 28 napig vagy víz alatt várják meg a szilárdulást.
peugeotmate: Ha betonból akarod keverj bele üvegszál erősítést
Próbálj minél szárazabb betonnal dolgozni, annál erősebb lesz a végeredmény. Az ideális arány 0.4 víz/cement szóval nagyon száraz! Ezen a V/C arányon a legerősebb a cementkötés, de azért elég nehéz bedolgozni. Ipariban folyasztószereket adnak hozzá ami nem reagál a cementtel. Neked valahol 0.5 körül lesz a használható arány.[ Szerkesztve ]
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-

kzkz
őstag
válasz
Reggie0
#38070
üzenetére
Ilyen akkor szokott előfordulni, ha felkunkorodik valahol az anyag, és magasabban van, mint kellene. Ez a külső rétegnél (jellemzően a túlnyúlásoknál) a kevés hűtés miatt is lehet.
Az is lehet az oka, hogy a Z tengely nem olyan mértékben emelkedik, mint ahogy kellene. Pl.: [link] Bár ez az első pár rétegre mutatja be a problémát, de ha elég rossz a menetes orsó, akkor más rétegeknél is előjöhet. A mintavideódban látszik is, hogy a Z irányban nem konzisztensek a rétegek.
A z-hop egy megkerülő megoldás, az alapproblémát kellene megszüntetni.
-
kzkz
őstag
válasz
Reggie0
#38109
üzenetére
Igazad van, csak sajnos kicsit kicsire szabtam a házat, így a kocsi és a teteje között kb. 20cm van, és onnan kellene bejárni neki 40x40cm-es területet. Ezért van már a filament is úgy bevezetve, hogy egy 10cm-es piramist nyomtattam a tetejére.
Mondjuk ezt még lecserélhetem egy olyanra, ahol a vízcsövek is bemennek. Lemodellezem. Remélen nem töri el a vízcső majd mozgás közben a filamentet.
Egyébként az 1 órás nyomtatás után 46 fok volt házon belül, de a blokk alig volt pár fokkal 30 felett. Szóval meglepően hatékony ez a kis kínai innen-onnan összeválogatott vacakhalmaz...
-
kzkz
őstag
válasz
Reggie0
#38119
üzenetére
4 hotendes extruder? Azt meg hogy kell elképzelni? Direct drive vagy bowdenes? Alis cucc?
Nekem ez kényszerpálya, mert a zárt ház túlmelegedik, és ezt találtam a legegyszerűbb megoldásnak. Más kinyomtattam a "piramis 2.0"-t, hogy fentről vezessem be a vizet, ne a kábelláncon üljön, majd a héten átszerelem...
[ Szerkesztve ]
-
-
kzkz
őstag
válasz
Reggie0
#38123
üzenetére
Ó, ez cuki. Nekem a VzBot tetszik, amiben most minden aluminimum, és összkerék meghajtású

Ez utóbbi természetesen nem kellene, meg a CNC alu profilok se játszanak a horror árak miatt, így U alu profilból szeretném megtervezni minden komponensét, hogy lehetőleg a nyomtatótérben minden alu legyen. -
kzkz
őstag
válasz
Reggie0
#38125
üzenetére
A két szélső ventire gondolsz, ami a tálca mellől fújja be a levegőt a nozzle magasságában?
Arra úgy emlékszem azért van szükség, mert a fejen lévő kis befújók már nem biztosítottak elég hűtést a nagy nyomtatási sebesség miatt, még úgy se, hogy azt is már valami durva ventivel nyomatják távolról egy csövön át.
Tehát nem az a cél vele, hogy a nyomtatás végén gyorsabban lehűljön az asztal.
-
kzkz
őstag
válasz
Reggie0
#38136
üzenetére
Az MK3-nál két orsó van, és a motorral egybe van építve, valószínű az orsó és a hozzá tartozó csavar is jobb minőségű.
Én azzal nem akartam vacakolni, hogy két motor és két orsó legyen, mert két szar orsóval ugyanott vagyokA szíjas átalakítás után teljesen megszűnt a Z rétegek inkonzisztenciája, előtte Z irányban tök hullámosak voltak a nyomatok, hol duzzadtabb, hol vékonyabbak voltak a rétegek.
-
válasz
Reggie0
#38134
üzenetére
+#38135:
 , még külön cirkusz lesz az üvegtálcát levágni, van itthon egy vastag (5mm?, este lemérem) üveglapom, azt kéne stabilan applikálni a gépezetre.
, még külön cirkusz lesz az üvegtálcát levágni, van itthon egy vastag (5mm?, este lemérem) üveglapom, azt kéne stabilan applikálni a gépezetre.Azt néztem, hogy lézeres gravírozócsodát is lehet kapni valamelyik (mindegyik?) Ender 5-höz, ez még lehet érdekel
.[ Szerkesztve ]
30€ Meta store bónusz Quest headset aktiváláshoz, keress priviben :)
-

imibogyo
veterán
válasz
Reggie0
#38134
üzenetére
Igaz, viszont elég egyszerű az orvoslása. Én például úgy oldottam meg, hogy állítható lett az "előfeszítése" is az asztalnak és így részlegesen az egész keret is szintezhetővé vált. A mod után már az apróbb nyomatok is rendben elkészültek, nem kapott beléjük a fej nagyobb sebességnél sem, nem alakult ki az előtte itt-ott tapasztalható rezonálás...


-
válasz
Reggie0
#38147
üzenetére
+1. Emiatt töröm az agyam, hogy használt helyett inkább újat vegyek, helyi garival. Pláne hogy sok használtárus akiket ma néztem elég pofátlanul az új ár mínusz 10% környékére árazza a portékáját (v azért drága, mert ad vele egy kazal nekem használhatatlan kacatot)
30€ Meta store bónusz Quest headset aktiváláshoz, keress priviben :)
-
válasz
Reggie0
#38149
üzenetére


Én maradok az újnál. Ez az ország is arról szól, hogyha valamit eladnak, visszaküldenek, pláne most hiperinfla idején, annak oka van, és az az ok nem az, hogy upgradelni akar a júzer...
[ Szerkesztve ]
30€ Meta store bónusz Quest headset aktiváláshoz, keress priviben :)
-
#38152
 JulianSinulf
senior tag
Reggie0
#38147
JulianSinulf
senior tag
Reggie0
#38147
JulianSinulf
senior tag
válasz
Reggie0
#38147
üzenetére
Ez az, hogy nem lehet tudni. Lehet, hogy nem tetszett neki. Túl nagy volt. Zajos. Csak ki akarta próbálni.
Az MZ2-esem is visszaküldött volt. Kis tárgyaknál működött is.Az FLSUN-on most gondolkodom, hogy mit csináljak.
Kinyomtattam 2 darab kb. 12x8 cm alapterületű tárgyat. Az egyik 5 cm magas, a másik 2 mm. Semmi gond nem volt.
Most egy 19x19 cm alapterületűt próbálok, aminek ma másodszorra futottam neki, de nem volt jó. A 3. réteg közepén leállítottam. Első próbálkozásnál valahol 2 mm körül állítottam meg. Akkor az egyik sarokban érdekes módon felálltak a szálak, kis tüskés területet csinálva.
Miután leszedtem a lapról, látszott, hogy a bal oldalán alig emelkedett a réteg, míg a jobb oldalon sokat is. A második nyomtatásnál az alján volt közelebb a fej és a tetején volt nagyobb a távolság, valamint ott a filamentből sem juttott elég minden csíkra. Bár érdekes, hogy mindig csak lentről felfelé hagyott ki. (Átlósan nyomtat, szóval balról jobbra is halad.)
Mesh beállítás volt, bár hidegen. Lehet, hogy ennyit deformálódik a PEI körlap melegítésnél? Bár érdekes, hogy a 12x8 cm-nél nem volt gond.
Az első réteg jónak tűnt minden esetben.
Az is lehet, hogy a nagy terület deformálódik. Talán magasabb hőmérsékletre kellene állítanom az asztalt. Meg kikapcsolni a ventit az első 3 rétegen. Mert amúgy a másodiknál már bekapcsol.
A deformálódásnál az az érdekes, hogy ahol alig emelkedik a réteg, ott vékonyabb a lap, míg ahol többet emelkedik, ott magasabb. Mintha ferde lenne az asztal, amit nem kompenzál a mesh beállítás. Amúgy teljesen fix az asztal.
Ezt az alapterületet egyszer sikerült normálisan kinyomtatnom az MZ2-vel, utána többet nem.
A Prusa-val eddig csak egyszer nyomtattam ki, de az jó lett.
Ha az FLSUN nem képes rá, akkor hiába a sebesség, lehet, hogy visszaküldöm és kipróbálom a BambuLab-ot. Az majdnem olyan gyors.
Bár az FLSUN-ban azért nagyon tetszik a klipper, meg úgy az egész megvalósítás. Csak arra kell rájönnöm, hol hibádzik a művelet ekkora egybefüggő tárgy esetén. -
#38155
JulianSinulf
senior tag
Reggie0
#38153
JulianSinulf
senior tag
válasz
Reggie0
#38153
üzenetére
Ez nem is rossz ötlet. Köszi! Lehet, hogy átszerkesztem a sarkot körívre. Az éppen nem okozna semmi gondot, még esztétikailag sem lenne gond.
Sőt, akár az egészet lehetne henger szerűre csinálni, csak kérdés, hogy oda mennyire ívelne be a plexi.Amúgy nem nyomtatom gyorsabban, mint a kisebb alapterületűt. Ami szintén 90 fokos sarkokkal rendelkezett.
Az első réteg 50-nel megy, a második 85-tel, a harmadik 120-szal. -
imibogyo
veterán
-
Mexbacsi
tag
válasz
Reggie0
#38231
üzenetére
Tudom, ezért kértem G kódot.
De azt hiszem találtam már.
Még nem próbáltam, de majd ez lesz.
G21 ; metric values
G90 ; absolute positioning
M82 ; absolute extrusion mode
M104 S120 ; set hotend to 120
M190 S{material_bed_temperature_layer_0} ; wait for bed
M300 S1000 P500 ; BEEP heating done
G28 ; home
M420 L
M420 S1
G0 Z5 F500 ; move up some
G0 X2 Y2 F2000 ; Move to start line purge
G0 Z0.2 F500 ; move down to purge line start
M109 S{material_initial_print_temperature} ; wait for hotend
G92 E0 ; zero the extruded length
G1 X50 E25 F500 ; Extrude 25mm of filament in a 5cm line.
G92 E0 ; zero the extruded length again
G1 F300 E-1 ; retact alittle
G1 X100 F4000 ; Quickly wipe away from the filament line`[ Szerkesztve ]
-

Tikakukac
titán
válasz
Reggie0
#38256
üzenetére
Nekem az olcsibb filamentekkel az a gondom, hogy van amikor konkrétan annyival jobban "csöpög" vagy épp nem jön ki szépen, hogy nem tudom én vagyok-e a balfék a rajzommal vagy a filament a hulladék.
Tekercselési gondok pedig többször visszajöttek már, emiatt pedig még béta darabra is inkább költök 1-2k-val többet. 20 ropi egy kisebb bármi is amit manapság csinálok, nem tétel egyszerűen.A fiatalok 50%-a optimistán tekint a jövőre. A másik felének nincs pénze drogokra.
-
-
Tikakukac
titán
-
Mexbacsi
tag
-

Brain75
senior tag
válasz
Reggie0
#38323
üzenetére
AZ LDO legalább olyan jó mint a HIWIN.
https://shop.zen3d.hu/termek/ldo-linear-rail-mgn12h-stainless-steel//LOGITECH Kormány, Játékvezérlő, Hangfal, Egér, Billentyűzet, Dell, Toshiba, Fujitsu, Acer notebookok és minden egyéb elektronikai termék szakszerű, gyors JAVÍTÁSÁT vállalom/
-

mumtaz
senior tag
válasz
Reggie0
#38439
üzenetére
Köszönöm Szépen!
Azt tudtam, hogy a motor áram emelésével jobban pozicionálnak a motorok, csak azt nem, hogy ezek mit bírnak.
Egyébként a Creality stepper motorokhoz túl változatos adatlapok keringenek a neten, ezért nem nagyon tolnám fel őket 1,5A-ig. Van, ahol azt írják, hogy mindegyik 1,5A-t bír, de van, ahol meg nem. Hajlok rá, hogy maradok annál a listánál, ahol a 42-34 motorokra 0,84A-t, a 42-40-nél 1A-t írnak. SKR Mini E3 v3-on a driver TMC2209, az meg elvileg 2,8 Ampert bír.dippe: Neked is köszönöm a kimerítő választ. Okulok belőle.
Egyébként most felvettem 800-ra az extruder áramát és csináltam egy nyomatot, aminél szinte mindent magasra állítottam, hogy gyilkolásszam a motorokat. Már olyan rántásokkal kellett nyomtatnia, hogy majdnem leugrott az asztalról, de az extruder nem kattogott. Szóval remélem, most már jó lesz.
[ Szerkesztve ]
-=- ASUS TUF B450-PRO GAMING - AMD Ryzen 7 1700X - G.Skill Aegis 2x8 GB DDR4@3200MHz - Sapphire RX 5700XT Nitro+ 8GB - ASUS ROG Strix Flare HU - REVOLTEC FightMouse ELITE - RIOTORO ENIGMA G2 850W Gold - Cooler Master MasterCase MC500Mt -=-
-

dippe
tag
válasz
Reggie0
#38419
üzenetére
Bocs a késői válaszért.
Köszi a tippet, csináltam egy filament tisztítót - nem segített.
Tegnap és ma próbáltam mindenféle sebességen, hőmérsékleten nyomtatni.
most már 99%-ig biztos vagyok be, hogy 2 gond van:
1. a prusaslicer relative szarul interpolálja az extruder lépéseket, a cura jobb ebben
2. nincs microstep -> az extruder motor lépései látszanak a nyomatban, és felerősíti a slicing gondot
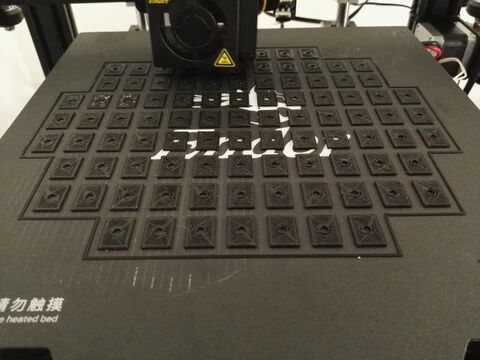
A poén kedvéért nyomtattam eltérő hőmérséklettel és sebességgel. A hőmérséklet változás nem látható a mintázatban. viszont a sebesség igen:
15mm/s - erős a minta
30mm/s - erős a minta
60mm/s - halvány
90mm/s - nem látszik
120mm/s - Ender 3 ilyet is bír? minta nem látszik, de már ghosting kezdődik
minta nem látszik, de már ghosting kezdődik
Tehát a fejben folyamatosan magas nyomás biztosítása lehetne megoldás, de ez kivitelezhetetlen a gyakorlatban.
De jöhetnek még ötletek, hátha valamit figyelmen kívül hagytam.
Megoldás: Board csere ?
?
Help pls Tudtok olyan - lehetőleg olcsó - Boardot ajánlani, ami :
- külső driverrel is működik, azaz van step/dir kimenete is
- microstepes driver IC is berakható
előny:
- az ender 3 kijelzőjét, gombját tudja kezelni
- férjen be az ender dobozába -
mumtaz
senior tag
válasz
Reggie0
#38459
üzenetére
Most éppen 850-re van már állítva. 12 órás nyomtatás alatt nem volt hiba. Pedig az cibálta rendesen.
[ Szerkesztve ]
-=- ASUS TUF B450-PRO GAMING - AMD Ryzen 7 1700X - G.Skill Aegis 2x8 GB DDR4@3200MHz - Sapphire RX 5700XT Nitro+ 8GB - ASUS ROG Strix Flare HU - REVOLTEC FightMouse ELITE - RIOTORO ENIGMA G2 850W Gold - Cooler Master MasterCase MC500Mt -=-
-
dippe
tag
válasz
Reggie0
#38476
üzenetére
Én úgy fogalmaznék, hogy elérhető árúvá váltak a komolyabb alkatrészek, és valaki a piacon beáldozta a margin-t a térnyerésért cserébe.
Ránézésre a Bamboolab 3db minőségi orsót, dupla 5mm-es bordásszíjakat , relatív drága lineáris rudakat és csapágyakat, vastag keret anyagot, szuper könnyű fejet, kis méretű -> drága motorokat, stb. használ. Szerintem amennyibe kerül, az nekünk kb. az anyagköltség lenne. Tehát összességében relatív olcsó, és átgondolt terméknek látszik. (nekem is szimpi) Az esetleges javítás költsége már más kérdés, sokminden egyedi rajta
Bevallom, felmerült most bennem, hogy építek egy 3d nyomtatót. Kíváncsi vagyok, mekkora sebességet lehetne elérni egyszerű alkatrészekkel. Tutira nem lenne Bamboolab kategória, annyi pénzem nincs rá.
Az, hogy nem az asztal mozog, azt jelenti, hogy a fejet, és a teljes hidat könnyűvé, de merevvé kell varázsolni. Láttam már leselejtezett ipari CNC-t szétszedve, amely tartalmazta ezeket sok 10MFt-ért cserébe...
Szerintem igazi fejlődés nincs a mechanika terén. Már kb. 100 évvel ezelőt is képesek voltak 0.01 pontossággal dolgozni. A fizika törvényeit már akkor is ismerték a mérnökök. Tehát mindent el tudtak volna készíteni, ami egy 3D nyomtató mechanikai részét alkotja. A tömegtermelés, elektronika (motorok, vezérlések) és az új anyagok, kompozitok hozták a fejlődést. Az a kb. 4eFt-os motor, ami pl. egy Ender 3-on van , 20 éve még 100eFt -os tétel lehetett. Tömegtermelés a mi barátunk. -
#38492
JulianSinulf
senior tag
Reggie0
#38490
JulianSinulf
senior tag
válasz
Reggie0
#38490
üzenetére
Nem értek annyira a nyomtatókhoz, hogy ezt tudjam. De esélyes, hogy drágább lenne.
@t72killer: Pedig szívesen beállnék a melóhely parkolójába egy lambóval. Kicsit túráztatnám a mocit, aztán a kollégákkal csodálnánk ahogy leég

Viccet félretéve. A nyomtató nem feltétlen kidobott pénz. Foglalkozhatok a 3D tervezéssel, csinálhatok egyedi, specifikus dolgokat. Nem pénz keresésre használom, de itt egy vállalkozást indítani igen csak egyszerű és olcsó. Könnyen lehet a hobbiból bevételi forrás is.
(Mondogatom magamnak és mindenki másnak, de amíg a munkahely ellát elég pénzzel, addig úgyis csak hobbi marad.)Van olyan, aki maga tervezi az autóhoz az olyan műanyag darabokat, amik szeretnek törni, de már nem kapni. Nincs egyszerű dolga, több próbadarabot is igényel a végtermék és sokat is kell agyalni, hogy jó legyen nyomtatásra is. Ez pont Magyarországon van.
3D szkenneren én is gondolkodom. Pont a múltkor volt 3djake-en valami 2000-re leárazva. Egyedül viszont nem akarok nekiugrani ilyen drágának. A sógorjelölt foglalkozott 3D szkenneléssel a melóhelyén. És már ő is gondolkodott, hogy kellene egyet venni. De ennyiért ő is sokallja az ismeretlent. Amit meg ismer, az ipari. Szóval, ha 10k€-nál megáll, akkor tök jó és örülhetnénk, hogy megkapjuk magánszemélyként, mert egyáltalán nem biztos, hogy eladják. Nem néztünk utána, mert ennyit meg nem akarunk kiadni érte. Bár a nyomtatóval párosítva pénzt is lehetne vele keresni. De egyikünk sem tudja, hogy mennyit, milyen gyorsan.
Úgyhogy egyelőre áll a projekt. Viszont részemről egyre nagyobb igény van rá.
Van néhány ötlet, amihez nem lehet csak úgy megtervezni a nyomtatandót. És a legtöbbször ez a legnagyobb gond. Először kellene egy minta arról, ami köré kellene tervezni. Úgyhogy méricskélhetek innen, onnan, aztán vagy összeáll vagy nem. És akkor jön az agyalás, hogy tervezzem meg úgy, hogy ki is lehessen nyomtatni, majd összeépíteni.
A falvastagságot rendszeresen elszúrom. Bár most már egyre ritkábban, mert igyekszem figyelni. -
dippe
tag
válasz
Reggie0
#38490
üzenetére
Kíváncsiságból próbáltam keresni, de nem találtam gyári szervó motoros printert. Pedig kíváncsi lennék milyenek vannak és mennyiért, hogyan épülnek fel. Van esetleg linked valami létező, nem DIY megoldásra?
A legolcsóbb elérhető encoderes szervó motor vezérléssel, 50eFt /db , amit hirtelen találtam. Ez kb. 5-10x drágább, és sokkal bonyolultabb - külön chip van a vezérlésben, amit tudtommal programozni is kell a mechanikához.
Vicces belegondolni, hogy mi történik hiba esetén 500mm/s fölötti sebességnél. Pl. ha véletlen kiküldi a motort vázon kívülre Bár ezt a sebességet pl. a bamboo is / voron? is tudja sima léptetőmotorokkal.
Létezik-e olyan minőségű hűtés, ami 500m/s fölött elégséges?
Javítana egyáltalán egy szervó motor felbontási minőséget és/vagy sebességet?
A zárt hurkú részen már én is sokat gondolkodtam 3d nyomtató stepper esetében. Mi az elvárt működés hibázás esetén?
Egyébként mennyire gyakori nálatok a lépéstévesztés? (ez komoly kérdés, fogalmam sincs, hogy reális gond-e nagy sebességnél. Az ender3-nál mégnem volt 200 travel és 100 nyomtatásnál.) -
dippe
tag
válasz
Reggie0
#38519
üzenetére
Zárt hurkú léptetőm van is, csak picit nagy nyomtatóhoz
A felbontás szerintem nem lényeges, mert fogaskerék áttétellel bármikor növelhető. Microstep növeléssel szintúgy. Cserébe viszont a sebesség csökken.
Összességében steppereknek 2 hátrányuk van tudtommal: magas fordulatot nem tudnak, és rezonálnak. Cserébe faék egyszerűek és olcsóak.
De nem lepődnék meg, ha lenne olyan 3d nyomtatási alkalmazás, ahol mondjuk a rezonancia számít.
Megjegyzem mai napig csodálkozok, hogy ilyen primitív anyagokból (pici stepper, vékony váz, sima gumírozott görgő, bordásszíj) milyen frankó kis nyomtatók állnak össze. Rengeteget tanultam belőle, és nagyon örülök, hogy nem egy profi, gyárilag összerakott géppel kezdtem - ezért is ajánlgatom az alsó kategóriát másoknak is.
Megjegyzem a gagyi CNC-mnél komoly szívásaim voltak a rezonanciával, lépésvesztéssel gyorsulás, elektronika miatt. Pedig ott aztán minden golyósorsós, meg profin csapágyazottnak tűnik. De sokkkal nehezebb érzem összehangolni a rendszert használhatóra. A CNC-nél nem érzésre kell állítani a sebességet, hanem pontosan ki kell számolni. Itt felveszem 200%-ra, még mindig használható. +-10 fok - még mindig használható. Nem tökéletes, de nem megy tönkre egy több ezer forintos marófej. -

fabula
őstag
válasz
Reggie0
#38567
üzenetére
Köszi az infót, bár a 405 nm-t midenhol UV-nak írták ... én meg nem néztem utána, mert minek
, mivel amit eddig néztem otthoni gyantanyomtatót meg gyantát, azok 405 nm hullámhosszú fénnyel működnek és ezzel is kell keményíteni a tárgyakat nyomtatás után.
Ennyit tudtam, amikor beszerztem a cuccokat a gyantás nyomtatáshoz.
Most megnéztem a Wikit és eszerint az "ibolyántúli A, nagy hullámhosszú fény UV-A 400–315 nm-ig" tart, tehát ezek szerint a nyomtató és gyanta meg a kikeményítő a maga 405 nm-ével UV-A lesz [link] és nem sima V










 , még külön cirkusz lesz az üvegtálcát levágni, van itthon egy vastag (5mm?, este lemérem) üveglapom, azt kéne stabilan applikálni a gépezetre.
, még külön cirkusz lesz az üvegtálcát levágni, van itthon egy vastag (5mm?, este lemérem) üveglapom, azt kéne stabilan applikálni a gépezetre.






















 ?
?
Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Samsung Galaxy S21 és S21+ - húszra akartak lapot húzni
- Projektor topic
- Robot fűnyírók
- 700 dolláron kezdhet a Galaxy Watch Ultra
- A fociról könnyedén, egy baráti társaságban
- Vezetékes FÜLhallgatók
- NVIDIA GeForce RTX 4060 / 4070 S/Ti/TiS (AD104/103)
- Azonnali fotós kérdések órája
- Kertészet, mezőgazdaság topik
- Konteó topic
- További aktív témák...