-

Fototrend



Új hozzászólás Aktív témák
-

beta
aktív tag
válasz
 Reggie0
#16055
üzenetére
Reggie0
#16055
üzenetére
Aliexpressről 3$ egy alu extruder. Én is nyomtattam a törés után PLA-ból pótkart (van mégegy nyomtatóm szerencsére), és tökéletesen tette a dolgát, de ennyi pénzért tényleg felesleges ezzel szívni, főleg ha nincs másik nyomtató a közelben.
[ Szerkesztve ]
-
-

elvakúlt
csendes tag
válasz
Reggie0
#16060
üzenetére
Köszönöm!
Ha 1 réteggel nyomtatom ki a 20x20mm kockát akkor pontos a méret, de ha növelem a falaknak a számát, akkor a kocka is hízik x y irányban. 3 fal esetén cirka +0.2-el. Hogyan orvosolható? (Simplify használatakor nem voltak ilyen problémák, a nyomtató jól kalibrált.) -

azbest
félisten
válasz
Reggie0
#16152
üzenetére
csak míg a lekvár poén volt, a seasoning az valós gyakorlat. (A konyhában is magas hőmérsékletű vas edény tapadásmentesítésre csinálják.) Bár én is inkább szilikon sprén gondolkodtam, de nem tudom az mennyire tartós. Meg persze ésszel kell... sok butaság kering 3d nyomtatás témában is, amit alaptalanul és rosszul csinálnak sok esetben (pl tl smoother), mert nem néznek utána, hogy mikor jogos.
Meg is találtam végre azt a tesztet, maker's muse-tól, amikor a B2X300 nyomtatótesznél problémái voltak az all metal hotenddel és a gyártó mondta neki hogy csinálja meg a seasoninget a mellékelt toolokkal. S természetesen működött, mert ott jogos volt: [link], 6 perc után kezdődik az a rész. Nélküle kihagyogatott.
[ Szerkesztve ]
-
-

imibogyo
veterán
válasz
Reggie0
#16176
üzenetére
Őszintén? Lövésem sincs. Nem ezen a gépen szoktam szeletelni ami előtt most ülök és fejből nem emlékszem az összes beállításomra Cura-ban. De holnap erre is rá fogok nézni. Amúgy is újra akartam nyomtatni (még párszor) különböző beállításokkal a kastélyt...
Az extrudert kellene már nagyon bekalibrálnom az Enderen, csak sajnos nincs számítógép a nyomtató közelében (raktárban van) ezért kicsit körülményes a dolog (a laposom meg elhalálozott). Eddig nem tudtam magam rávenni erre, de a múltkori A6-os moddolás "szívásmentessége" után megjött a kedvem hozzá (eleve holnapra terveztem ezt is). Egyrészt a Marlint is frissíteni szeretném, másrészt egy átfogó kalibrálást is szeretnék elvégezni mérőórázással minden tengelyen.

-
imibogyo
veterán
válasz
Reggie0
#16179
üzenetére
Megnéztem, nincs Z-hop.


Ma első körben megpróbálok mindent ugyanúgy, csak leveszem a tempót 50 mm/s-ről 40-re. Tegnap a kastély után nyomtattam egy vázát is és az alsó része nagyon vacak lett (pont olyan, mint a kastély bástyájának az alsó ferde része), de amint levettem 80%-ra a tempót kisimult minden (videó).

Ezért is gondolok első körben mechanikai "hibára", vagy ahhoz kapcsolódó rossz beállításra (szíj feszesség, görgők rossz beállítása, gyorsulás, jerk stb.), mert egy ilyen váznak és gépnek szerintem nem 40 mm/s-et kellene bírnia...
(#16180) Sayiid919:
Azért, mert sokkal egyszerűbb, mint a kis kijelzőn, a "vacak" tekerentyűvel szórakozni. Ráadásul a felfűtés, az egyéb tengelyek mozgatása (mivel azokat is szeretném kalibrálni), az új értékek megadása és mentése mind-mind sokkal egyszerűbb gépről és billentyűzetről gcode senderrel küldeni, mint manuálisan a gépen.
A filament Spectrum bézs színű.
-

TheProb
veterán
válasz
Reggie0
#16255
üzenetére
Ja, nem mertem összefüggésre gondolni a rugócsere és a "felszálló" extuder között.
Most talán már nem tekerne, mint az őrült. Most viszont olyan, mint ha leszarná a mesh-t és a levegőben kavirnyázik a nozzl.e Hiába írtam bele itt is a start gcode-ba az M420 S1-et.
Valahogy nekem nagyon nem akaródzik működni ez a PS2.
Ha már tekeredett fila. Most bontottam ki egy Spectrum PLA-t. Hát ránézésre rohadt kuszák a szálak...
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d
-

Dyingsoul
veterán
válasz
Reggie0
#16254
üzenetére
Nekem is van kesztyűm de a tiéd Próbbnak tűnik! Milyen kesztyű ez? Linket vagy pontos megnevezést kérek!

- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
Dyingsoul
veterán
válasz
Reggie0
#16261
üzenetére
Na az egy jó taktika lehet, ezen is gondolkoztam amúgy, mármint hogy a PTFE csövet vajon mennyire nyomja össze ez a művelet.
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
Dyingsoul
veterán
válasz
Reggie0
#16265
üzenetére
Hmm na én még ideáig nem jutottam el. Mondjuk rendeltem (és már meg is érkezett) egy új, 20 darabos nozzle készlet, van benne mindenféle méretből több darab. Ennek a nozzle méreteknek még én is utána nézek. De kis kütyükhöz jobb a kisebb átmérő, nem? Úgy értem kis figurákhoz.
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
-
Dyingsoul
veterán
válasz
Reggie0
#16281
üzenetére
Support Z distance-szel már játszadoztam. Általában a rétegvastagság kétszeresére veszem, hogy könnyebben szétszedjem. Eddig ez működött is, de pl a konkrétan mutatott lónál a többi supportot alig bírtam levenni még így is.
Itt van két kép, hogy mire gondolok (de több ilyen model is volt, pl a pokemonos rayquaza is ilyen volt):
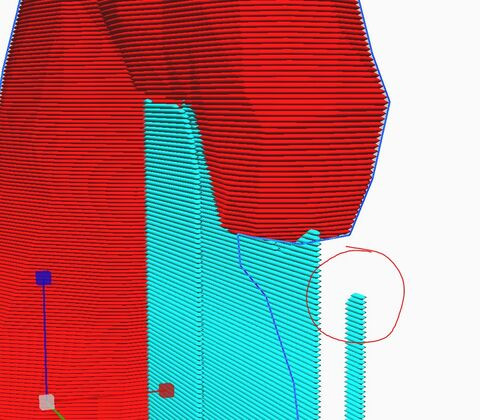
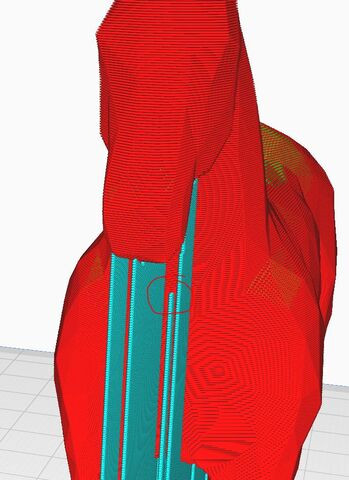
Szerk: megnéztem a kérdéses lógó supportokat 100%-os model méreten, úgy érdekes módon szépen kiér a model aljáig... Szóval a model méretezése miatt valamiért ilyen rossz lesz a support. Hogyan lehetne helyre tenni a supportokat kisebb modell esetén? Support density-vel kellene játszani?
[ Szerkesztve ]
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
imibogyo
veterán
válasz
Reggie0
#16231
üzenetére
Bocsi lagziban voltam pár napig...
Mikre vagy pontosan kíváncsi? Vagy küldjem el a Cura projektfájlt? Vagy a gcode-ot? Az alapok egyébként a "szokásosak" 200/60 fokos fej/asztal, 50 mm/s sebesség. A többit nem tudom fejből. Melóhelyen van a nyomtató és a hozzá beállított számítógép/Cura (és egyelőre időhiány miatt nincs semmilyen távoli hozzáférésem). Ha addig ráér, akkor kedden megyek dolgozni, és akkor el tudok küldeni mindent... -

davidd196
csendes tag
válasz
Reggie0
#16307
üzenetére
Az extruder 99.5-öt tol 100mm-re. A sebességgel meg egészen lementem már. Infill(50%): 25, Falak: 20/30 mm/s
Az érdekesség, hogy úgy tűnik, csak a legfelső rétegen csinálja ezt. Nyomtatás közben szépen csatlakozik a falhoz és nincs hézag.
Nem tudom mitől lehet...
 Megpróbálom a legújabb cura-val szeletelni. hátha ..
Megpróbálom a legújabb cura-val szeletelni. hátha .. -
#16317
 energy4ever
addikt
Reggie0
#16315
energy4ever
addikt
Reggie0
#16315
energy4ever
addikt
válasz
Reggie0
#16315
üzenetére
Lehet vele, persze, enis hasznalom az atlatszo fluo keket, es pirosat toluk. De Spectrum, DevilDesign, Verbatim utan jon csak a Gembird. A felsoroltakhoz kepest szin fuggetlenul jobban vetemedig, es nehezebben tapad le. Kicsit hasonlit a hobbykinges filamentre, de attol azert jobb.
-
imibogyo
veterán
válasz
Reggie0
#16318
üzenetére
Most néztem meg, a jerk nálam 25 mm/s volt...
Most elindítottam én is 100 mm/s sebességgel, de 5-ös jerk értékkel. Itt van a projektfájl, ezekkel a beállításokkal megy most a nyomtatás. Elég húzós napom van, úgyhogy nincs időm folyamatosan figyelni, majd meglátjuk mi sül ki belőle...
-
imibogyo
veterán
válasz
Reggie0
#16320
üzenetére
"Amugy mm/min, csak mar megint elirtam"
Mármint micsoda? Mert nálam a sebességek mm/s-ben vannak, azért használom én is úgy. 100 mm/s-el indítottam el. Csak a külső falak és a top/bottom layerek mennek 50 mm/s-el, valamint az első réteg 25-el, hogy biztosan jól letapadjon a nyomat.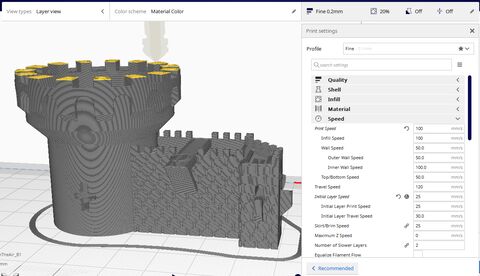
-
imibogyo
veterán
válasz
Reggie0
#16322
üzenetére
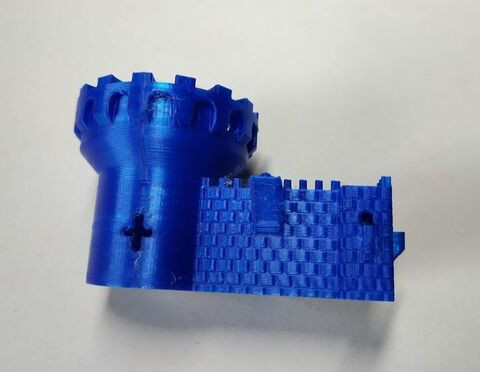
Itt van a 100 mm/s-es nyomat 5-ös jerk értékkel. Nem lett rossz, de a 100-as tempó egyértelműen sok neki. Változott a torony alsó oldalán látható hiba "elrendezése" is, lehet segített a jerk. Holnap megpróbálom ugyanezekkel a beállításokkal, de mondjuk 50 mm/s-el.

-
imibogyo
veterán
válasz
Reggie0
#16326
üzenetére
Egesz jo lett, bar par helyen mar filamenthianyod volt.
Igen (bár ez a leglassabbnál (a képen) sokkal jobban jelentkezett, de az is lehet, hogy ez a "print thin wall" hiánya ebben az esetben, amit az új nyomtatásnál már bekapcsoltam (az alsó, belső falat szemléltető képen jól látszik mennyivel szebb lett, pedig 4x sebességgel nyomtattam)...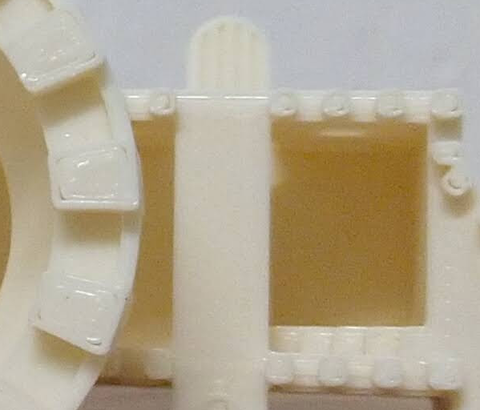
De legalább nem volt komolyabb megfolyás és összességében a 100 mm/s-hez képest szerintem tényleg szép lett... Még a torony belső oldalfala is szép (szebb) lett és ez szerintem a jerk érték módosításának köszönhető, bár pont ezzel a dologgal eddig sem volt különösebb probléma a többi nyomat esetében sem.

Holnap ki fogom próbálni, hogy pontosan ugyanezt a projektet kinyomtatom, de "normális" sebességgel, mondjuk 50 mm/s-el. És meglátom, hogy akkor még az esetleges filament hiány is eltűnik-e? Az biztos, hogy a jerk lejjebb vétele sokat segített.
Prusa Slicer. Jó, hogy említed már ki akartam én is próbálni...
[ Szerkesztve ]
-
TheProb
veterán
válasz
Reggie0
#16339
üzenetére
Jerk-ről nem tudok nyilatkozni, ugye beszéltük, hogy most junction deviation van. Erről viszont nem nagyon találtam infót eleddig, hogy ez mi is valójában. Illetve erre vonatkozóan értékem sem tudok megadni a slicer-ekben. Az accel-ek meg szerintem már majdhogynem kicsik is. "Gyári" TH3D értékek:
Recv: echo:Maximum feedrates (units/s):
Recv: echo: M203 X200.00 Y200.00 Z15.00 E50.00
Recv: echo:Maximum Acceleration (units/s2):
Recv: echo: M201 X500 Y800 Z500 E5000
Recv: echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel>
Recv: echo: M204 P450.00 R500.00 T450.00Extruder in air lett kalibrálva és flow-val próbálok játszani. Sikertelenül, mert mint írtam, ahány teszt, annyi érték (falvastagságra).
Most a ring duct-ot tettem vissza, ami az általam csinálta teszt alapján egy ft-ot nem ér. Szóval tervben van egy új: ez vagy ez. De lehet visszarakom a Hero Me-t, mert most visszatértem a gyári mount-ra.
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d
-
imibogyo
veterán
válasz
Reggie0
#16385
üzenetére
Hát azért például a komplett nyomtató a nézetben nem "csak néhány beállítás" (na jó ez mondjuk Ender 5-nél még pont nincs, de a 3-nál igen). És szerintem a hangsúly nem is azon van, hogy meg tudod-e tenni magad is, hanem azon, hogy "minek, ha már valaki megtette helyettem" és nekem csak maximum ezt, vagy azt kell még tovább finomítanom.
-
imibogyo
veterán
válasz
Reggie0
#16387
üzenetére
Persze, de én itt alapvetően (bár nem írtam) a kezdőkre gondoltam. Többen is vettek Ender 5 gépet mostanában és ahhoz nincs egy olyan, összeszedett jó kiindulási alap, mint például az Ender 3-hoz. Akinek már van egy jó profilja az úgy sem fogja talán emiatt kukázni azt, de lehet valakinek jól jön. És természetesen a szép grafikai megjelenítés ezredik szempont egy ilyen programnál, ettől függetlenül jól néz ki...
Szerintem tudasban mar messze jarsz attol, hogy ez erdemben segitsen neked.
![;]](//cdn.rios.hu/dl/s/v1.gif)

[ Szerkesztve ]
-

Holleanyo
tag
válasz
Reggie0
#16400
üzenetére
Sikerült feltöltenem a bootloadert az Ender3-ra az USBasp programozó és az Arduino IDE program segítségével. Itt elakadtam. Mi a következő lépés az FW felrakásához?
Ender 3 - “az áramjárta vezető pont ugyanúgy néz ki, mint amelyikben nincs áram, csak hát más a fogása”
-

dugesz77
őstag
válasz
Reggie0
#16430
üzenetére
Pont ez nyomtattam én is délelött és ahogy nézem még a kék Gembird PLA is stimmel
Én most a Creawsome mod-ot próbáltam ki Cura 4.1 és Ender 3-al. Szerintem jobb lett a minőség mint volt szörösödés helyett pókhálós lett kicsit bár ez könnyem letakarítható.



[ Szerkesztve ]
-
#16489
 Mr.Csizmás
félisten
Reggie0
#16487
Mr.Csizmás
félisten
Reggie0
#16487
Mr.Csizmás
félisten
válasz
Reggie0
#16487
üzenetére
fémipari QA/QC-s öcsém javasolta, hogy vegyek ólom, vagy acél/nikkel sörétet, tömjem ki, és nyomtassak hozzá dugókat lezárni. (amúgy gyártott nekem speckó allmetal béléscsövet a throathoz
 )
)[ Szerkesztve ]
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-

izisz
senior tag
válasz
Reggie0
#16567
üzenetére
Tényleg oda kellett volna tennem az eredeti gondolatom, miszerint ha nem vállakozás/cég ergó megrendelésre megy, akkor bizony a rengeteg órás nyomtatások (amire gondolom célzol) indítása nem is annyira indokolt, nem?

Tehát nem az ironman teljes páncél nyomtatásokra gondolok - ők nyugodtan nyomhatják, nem kár...
De jah, vicceltem, egyszerűbb lesz így -
TheProb
veterán
válasz
Reggie0
#16612
üzenetére
Hétfőn raktam fel, azóta nem sokat nyomtattam, de eddig van olyan jó, mint az "eredeti" Anycubic.
Más:
Nekiálltam nyomtatni a múltkorjában linkelte kézifékkar redőnyt, de nem akaródzik.
Hiába van meg a dobozolás, vetemedik az ABS. Illetve a szöveg elég rasnya.Slicer-ben így nézne ki:
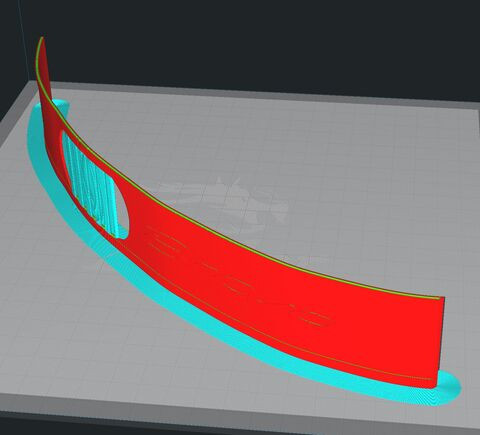
Látni, hogy "C" alakban vetemedik. Belülről ha meg tudnám támogatni valami oszlopokkal, akkor talán függőben tartaná, csak ezt nem sikerült még egyik slicer-ben sem kivitelezni...
Van esetleg tippetek?
Az a fura, hogy a közepén lévő lyukhoz képest, a hátsó rész nem vetemedik. Csak az asztal eleje felé néző része."Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d
-
davidd196
csendes tag
válasz
Reggie0
#16509
üzenetére
Ezesetben mi lenne a leggyorsabb módja a pótlásnak? Így, hogy tudni a paramétereket elvileg. (Pont ilyet, csak németben találtam 33€+szállításért.)
Találtam nema17-est dual shaft-el alin, de plug in működne ha egyeznek az értékek, vagy driverekkel kéne valamit ügyködni? (Elég lassan zajlik a garanciáztatás és áll miatta a gép..)





















 Megpróbálom a legújabb cura-val szeletelni. hátha ..
Megpróbálom a legújabb cura-val szeletelni. hátha ..




![;]](http://cdn.rios.hu/dl/s/v1.gif)









 Végigkattingattam a
Végigkattingattam a 

 )
)




Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
Állásajánlatok

Cég: Alpha Laptopszerviz Kft.
Város: Pécs

Cég: Promenade Publishing House Kft.
Város: Budapest