-

Fototrend



Új hozzászólás Aktív témák
-
-

azbest
félisten
válasz
 Reggie0
#29776
üzenetére
Reggie0
#29776
üzenetére
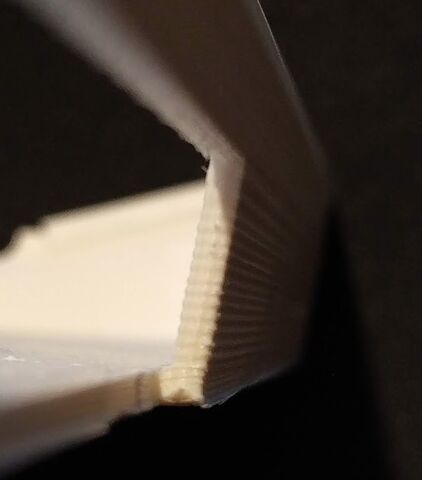
egyébként próbáltam 3d tollal. Nem kis ügyesség kell hozzá, plusz utána még letakarítás szikével. Nem megy olyan könnyen az anyag a vékony, jól passzoló réssek közé.
Inkább ragasztás. Csak nekem pont egy elszúrt nyomtatás volt, amikor különböző hézagok maradtak. És külön nyomtattam ki hozzá a maradék szakaszt.
-
azbest
félisten
válasz
Reggie0
#29778
üzenetére
a nozzle sem

Amúgy végül úgy sikerült a petg darabokat valamennyire normálisan összehozni vele, hogy a rés mellé két oldalt tettem kapton szalagot. És úgy, nagyon kis anyagmennyiséget kitolva belemaszíroztam. Majd szikével a végén laposra vágtam a többletet.
Vastagabb dolgoknál egy jó ragasztás szerencsésebb lehet, ha olyan az anyag is, ami jól ragasztható. Mert nem teljes kereszmetszetében olvasztja össze.
[ Szerkesztve ]
-
azbest
félisten
válasz
 Goldelf
#29807
üzenetére
Goldelf
#29807
üzenetére
túl közel a nozzle vagy túl sok az anyag (ha esetleg vasstagabb a szál, mint a többinél)
Próbálkozhatsz lassabb nyomtatással első rétegben. Vagy a flowt visszavenni első rétegre.
Én sima üvegre 0.1-es első réteggel szoktam, mert úgy eleve kicsi az anyagmennyiség és ezért nem is lehet annyi felesleg, hogy megemelje a nozzlet a következő rétegben áthaladáskor. Így nagyon szép lesz a felszíne az alján is.
Ahogy egy kis extra anyag kerül le egy csknál, a következő áthaladáskor az megemeli picit a nozzlet és ezért picit odébb megint lesz extra anyag. Ebből rajzolódik ki ez a mintázat. Esetleg magasabb hőmérséklettel kombinálva is lehet, hogy jobban el tudja kenni, de akkor is lesz látható mintázat az extra anyag miatt.
[ Szerkesztve ]
-
azbest
félisten
válasz
 Tikakukac
#29848
üzenetére
Tikakukac
#29848
üzenetére
volt amikor én is felmentem magas hőfokokra, de aztán később kiderült, hogy valami más rejtett probléma miatt voltak gondjaim. Csak az első rétegekhez szoktam az üvegre tapadás miatt 210-et használni, amúgy inkább 200-at. De 180 környéke is tud működni.
Más színű az alacsonyabb hőfokos, mint a magasabb. Erősebb általában a magasabb hőfokos. Cserében supportot nehezebb eltávolítani, bizonyos esetekben lehetetlen.
Meg persze van amelyik tekercs mintha rosszabb lenne. A sárga pla gembird kissé mintha petg-sen viselkedne.[ Szerkesztve ]
-
azbest
félisten
nem ismerem a freecad-et, de gondolom két megközelítés lehet:
- szimplán eldarabolod a végeredményt síkok mentén
- funkcionalités szerint fizikailag egyben lévő darabokra szeded szét, aszerint csoportosítod a részeit a modelnek.Ha jól értem, neked a második kell. Konkrét modeltől függően, ha most minden egyben van, akkor ungoup és új groupok létrehozása. Vagy ha az nem jó, mert egy darabból lett halmaz műveletekkel kialakítva, akkor más, ügyesebb vágásokkal szétbontani.
[ Szerkesztve ]
-
-
azbest
félisten
válasz
 Stieve
#30156
üzenetére
Stieve
#30156
üzenetére
tollal húzz a csőre egy vonalat és akkor látod, hogy fel-le jár-e
Nekem (nem ender géppel) a direct drive mellett is van a bemenő filamenten ptfe cső. Csak azért, hogy vezesse a filamentet. Mert az extruder meg tudja csavarni és egy idő után elkezdi a csavarodás letekerni a dobról a filamentet nélküle.
-
#30163
azbest
félisten
excalibur36
#30162
azbest
félisten
válasz
 excalibur36
#30162
üzenetére
excalibur36
#30162
üzenetére
ha van rendes grafikád róla, például svg formátumban, akkor lehet akár a webes tinkercad-ba is be lehet importálni és magasságot adni neki, meg beállítani lejtős szélt hozzá.
-
azbest
félisten
nagyrészt természetes. A tömörebb viszintes rétegek miatt más a nyomás a nozzleban olyankor és kicsit túl sok anyag kerül oda. A hajó meg direkt úgy van tervezve, hogy kihozza az ilyen problémákat. A szeletelő progikban nem implementáltak még ilyen kompenzációt, ami figyelembe venné adott rétegben az előzményeket.
Lehet olyannal játszani, hogy külső falat először nyomtassa, de minden módnak van előnye és hátránya is valamilyen formában. Páldául úgy gond lehet némelyik peremnél.
[ Szerkesztve ]
-
#30227
azbest
félisten
menyhartlevi
#30221
azbest
félisten
válasz
 menyhartlevi
#30221
üzenetére
menyhartlevi
#30221
üzenetére
Megint elfelejtették a srácok, hogy ismert hiba, a rajta lévő firmware bugos. Folyton ír a memóriakártyára az áramkimaradás utáni folytatás feature hibás konfigja miatt.
Van, aki azt mondja, hogy már javított fw fájlok vannak fenn a creality oldalán.
Azt hiszem itt, ha megkeresed a gépedhez való fw -t akkor egy sd kártyáról fel tudod frissíteni javítottra [link]
Tudni kell hozzá, hogy neked melyik hardver változat van.[ Szerkesztve ]
-
azbest
félisten
válasz
 Gamboll
#30252
üzenetére
Gamboll
#30252
üzenetére
A settings - extruder - material menüben vannak előre deffiniált profilok anyagokoz. Van pár márka és szín változat is, vagy simán csak a generic petg.
Annak nézz utána, hogy a gyári asztalra szabad -e nyomtatni petg-vel. Bár valószínűleg nincs vele gondja. Csak például üvegre csak úgy simán nem szabad, mert felszakíthatja, ha túlságosan rátapad. De ha nem sima üveg, hanem valami más fajta, akkor valsz jó lesz alapból.
-
azbest
félisten
külső elektronikás megoldások léteznek, de azt hiszem nem alapfelszereltség az ender gépeknél.
A ventik leállítása olyannál megy, ahol szabályozható aljzatot használnak. A táp és az egész gép kikapcsolása meg relés megoldással működik, amikor a fw-en megfelelő szabály szerint jelet küld és megszakítja a relé az áramot
-
azbest
félisten
válasz
 inf3rno
#30271
üzenetére
inf3rno
#30271
üzenetére
Ahogy már írtam nem a sévszélesség probléma miatt döcög az az ender.
Hibás fw van rajta, olyan, mit folyton az sd kártyára írogat úgy, hogy azzal megakasztja a többi folyamatot.Fel kell tenni a javított fw-t, letölthet a gyártó oldaláról.
A 8 bites arduinok is simán működtek egész jó sebességekkel, pedig 20MHz alatti órajelekkel mentek. A mostani 32 bites boardok meg 100MHz vagy még gyorsabb procit használnak. A 32 bites board képes kihajtani 256 microsteppel is a motorokat. Szóval nem teljesítmény a gond, hanem bugos szoftver.
Az usb megoldás is lehet soros porton ül vagy valami belső limiten van. Némelyik régebbi boardon sd kártyás nyomtatás volt javasoltabb, mert usb-n át nem bírt fogadni elég gyorsan gcode-ot.
A felemlegetett klipper legfeljebb 8 bites boardnál tud javítani teljesítményen azzal, hogy a számítások terhét leveszi a board válláról. Amikor a boardnak számolmnia is kell, akkor arra idő kell, kevesebb idő marad a motorok vezérlésére. De 32 bites boardnál nem a számítási kapactás a szűkös, pláne olyan chipsetnél amiben fpu is van. Klippernél inkább a spéci szolgáltatások érdekesek számomra, hogy képes konkrét gépből vett adatok segítségével úgy vezérelni a motorokat, hogy kioltsa a ghostingot nagyobb sebesség esetén is: input shaper. [link]
Rendeltem is gyorsulásmérőt, csak annyi időm és energiám nincs, hogy mindent kipróbáltak[ Szerkesztve ]
-
azbest
félisten
válasz
 Saccco
#30276
üzenetére
Saccco
#30276
üzenetére
annak is megvan az életérzése, ha csak bedugod az sd kártyát és a gép dolgozik szépen

De extra képességek, távvezérlés, webkamera / timelaps, és más okosságok kapcsán persze egy raspberry pi sokat hozzá tudhat adni, ha valaki olyan képességeket szeretne.
Más
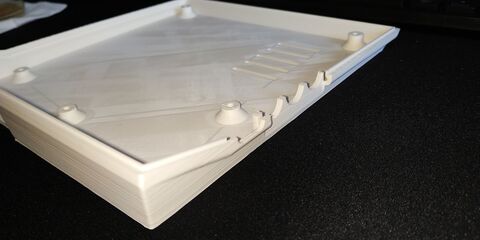
Eh.. lehet kéne csinálnom pid tuningot a tarantulámon, mert nagy méretű tárgyaknál, ha sokat mászkál a fej, akkor nem olyan szép egyenletesen sima a tárgyak oldala, mint kis tárgyaknál. Nem elcsúszás, hanem egyik szinten vékonyabb, másik szinten mintha vastagabb lenne. És kifejezetten úgy is elő tudom hozni, ha egy kis tárgyal ellentétes sarokba is teszek valamit nyomntatni. Bár az is lehet, hogy a nozzleben lévő nyomás más a sok utazáskor, s azért nem olyan szép.
A felső egy nagy nyomtatás.
Második csak a sarok lassabban
alsó meg a sarok gyorsan, de messzebb lévő más tárgy nyomtatás nélkül.[ Szerkesztve ]
-
azbest
félisten
válasz
Saccco
#30278
üzenetére
Nem, azonos magasságban más az anyag mennyisége / tömörsége sajnos

Úgy tudtam valamelyest kontrolált körülmények közt reprodukálni, rövidebb idő alatt, hogy messze tettem egy másik tárgyat. Irányváltás vagy nyomás vagy esetleg hőmérséklet fluktuációra tippelnék még.
Az 1 órás nyomtatás alatt meglévő sarok rész kivágás meg szinte tökéletes, ha nincs ott a távoli kis kocka.

A mostani 25 órás már elfogadható lesz valsz, nem ennyire hullámos. Lassabban és kisebb hőfokon mattabb felszínnel, kisebb acceleration-nel (volt 60as tempóval 3000-es accal némi ghosting is néhol), kisebb egyenetlenségekkel már valsz vállalható lesz. Csak a maximalizmus miatt zavar.
Utólag gondolkodtam el, hogy a soros kijelzőn lehet sokkal ritkábban frissül a hőmérséklet, mint valójában. Mert ott gyakorlatilag végig fixen pontos a hőmérséklet, nem mutat mászkálást. Pedig lehet mégis van. csak nagy tárgynál lehet a hőingás frekvenciája jobban kijön, mint kicsinél, mert sokkal tovább tart egy réteg. De csak tippelgetek. [link]
[ Szerkesztve ]
-
azbest
félisten
válasz
Reggie0
#30281
üzenetére
Mondjuk a szálvastagság ingadozás is lehet akár, igazad van. Bár ez most épp devil design fehér, nem az olcsóbb fapados gembird.
Lehet tolok az oldalfalakat meghagyva az alját kiváva tesztet másik anyaggal is. Nagyon minőség optimalizált módban 14 óra volt az alsó rétegek lefektetése. (mivel hatalmas felszín alul felül és azt eleve fele tempóban nyomtatja)
Az első "szinte jó" képen sokkal kisebb a frekvencia, de ott is vannak szintek, ahol vastagabb, míg máshol vékonyabb. A 16x16 centi körüli teljes tárgyon meg amilyen magasan sok fal van ott sűrőbb a hullámzás, míg a felső részen, ahol már csak a hátlap van, ott kiritkul.
A zx81 hát előrefele lejt. A hátlapon egyre feljebb haladva egyre kevesebb anyag kell egy rétegbe.
Infilles játék is volt. Úgy, hogy nem teljesen tömörek a falak most már, mert 3-ról 2-re vettem a falak számát. Kicsit az is javított.
Azt hiszem az infill teszte a legegyszerűbb egy 16x16-os szögletes vázát nyomtatnom például. Ott ki kell jöjjön már az infill egyenetlensége valsz, elég nagy felület, hogy látható legyen és gyorsan megvan. Hát az szívás lesz, ha gagyi az infill a fehér pigment elég jó benne, jobbnak néz ki, mint a gembird. Asszem a júl1 után rendelnem kéne valami vastagságmérő okosságot kínából
[ Szerkesztve ]
-
azbest
félisten
válasz
 CheGhost
#30306
üzenetére
CheGhost
#30306
üzenetére
Hát, a nagy tárgyasztalon is lehet kicsit nyomtatni
Sebességben sem lesz jobb.
Talán valami prusa mini vagy hozzá hasononló felépítésű lehetne olyan kicsiben.Ha meg kifejezetten kis méretű dolgok kellenek nagyon jó minőségben és a "vegyészkedés" sem áll tőled távol, akkor lehet valamilyen resin nyomtató jobb arra.
-
azbest
félisten
válasz
 azbest
#30280
üzenetére
azbest
#30280
üzenetére
hát... tucatnyi teszt, karbantartás, alkatrészek csereberéje után is kb ugyanolyan a helyzet.
- motor csere, semmi változás
- zrod csere, szár csere, dularól single rodra váltás, 8-ról 2mm emelkedésre váltás, semmi változás.
- extruder szétszedés, takarítás, igazgatás, semmi változás.
- x és y görgők és aluprofil takarítás, az alapproblémára semmi változás. Viszont eltüntek az egyébb "zajok" amik a kerekek alatt lévő por miatt voltak
- x kocsi szíja kicsit v alakban ment, mert vékonyabb az alu alkatrész az gyári akrillnál. Így, hogy megszüntettem a V -t, mindig azonos a szíj feszessége, akárhol áll a kocsi. Annyi változás, hogy x tengelyen is szép vizszintes az egyenetlenség, nem csak y-on
- másik fajta filamenttel isSzoftveresen és slicerben is próbáltam sokmindent. Microsteppinget változtatni, áramerősséget, rétegvastagságot...
Úgy tűnik, ha nagy méretű a tárgy, akkor lesz rajta ilyen egyenetlenség, hogy pár réteg jobban össze van nyomva. Vagy több anyagot tol időnként és azért dudorodik ki némelyik magasságban. Ha kisméretűt nyomtatok vagy egyszerűbb formkat, akkor meg szinte tökéletes már.
Szóval még esetleg extruder cserével tudok próbálkozni, meg esetleg az aszal körül nézni valamit, de az nem hiszem, hogy összefüggene az effekttel.
[ Szerkesztve ]
-
azbest
félisten
válasz
 laskr99
#30350
üzenetére
laskr99
#30350
üzenetére
lehet kisebb hőfok kell ehhez
Kicsit lehet, hogy túl közel az asztal, legalábbis a brim nem egyenletes.
A tárgy magassaága amúgy stimmel? Egy kinyomtatott tesztkocka például vagy az amit nyomtattál, nem lett lényegesen alacsonyabb, mint amilyennek lennie kellett?
Ha rossz a magasság, akkor lehet, hogy a z tengely forgási sembeségével kapcsolatban van valami elrontva a konfigban.
[ Szerkesztve ]
-
azbest
félisten
Furák ezek az uj curák.
Mármint, hogy két kis méretű dobozt együtt bedobva, nem tudja középre egymás mellé helyezni a menü segítségével, hanem sír, hogy nincs hely. Pedig kézzel simán van
Sőt, néha sikerül neki is
A 4.10-es cula meg valamit lehet megkutyult a 4.9.1-ről váltáskor. A z hop speed-re errort ír, ha nem veszem vissza 3-ra a default 10-ről. Régen, tán 4.2 környékén panaszkodtak ilyen bugra.

Persze csak sikerült kisakkozni a végére, hogy menjen. Levettem 3asra. De nincs is bekapcsolva a z-hop
[ Szerkesztve ]
-
azbest
félisten
válasz
 zsolti_20
#30438
üzenetére
zsolti_20
#30438
üzenetére
Ha jól emlékszem a nozzle lyukméret kb 3/4-éig szokták mondani, hogy el lehet menni layer height-tel. Különben nem préseli kellőképpen össze a rétegeket. Szóval 0.2 lyukkal 0.3 magasat nyomtatni nem szerencsés. Persze így, hogy 0.2 -vel olyan beállításokat használsz, ami nagyobb lyukmérethez való, így próbálja kipréselni az anyagot így is. De ha 0.4 széles beállítást használsz, akkor miért nem 0.4 nozzle van a gépen?
Annó én is próbáltam 0.2 nozzlevel, hogy milyen a nyomtatás. Legtöbb esetben, amikor nem valami nagyon apró és ezért részletes dolgot nyomtattam, csak hátrány volt belőle, mert sokkal több időbe telik a nyomtatás. Nem elég, hogy kétszer annyit utat ját be, de még lassítani is kell rajta, hogy ne legyen mindig gond.
Próbáltam persze 0.4-es beállítással nyomtatni, mert végülis ki tudta hajtani az extruderem az anyagot. De a kis fizikai lyukméret miatt akkor is többször eldugult és csak a baj volt vele.Szóval ha a sebességet nem vetted vissza, akkor vedd lejjebb felére. Még jobban kell figyelni arra, nehogy por kerüljön a nozzleba. Legyen a szálon valami portörlő az extruder előtt. Egy porszem is el tudja dugítani. Az extrúdered lehet a mostani paraméterekkel nem tudja elég erősen hajtani, ugorhat, hiszen sokkal több erő kell a kisebb lyukon való átpréseléshez.
A retractok azok, amiknél különösen érzékeny a folyamat, akkor dugul el a legkönnybben, amikor ki-be tologatja a filamentet. Szóval kis retract érték kell.Arra is figyelni kell, nem maradt-e ki vlami alkatrész, a hotendnél, esetleg belülről vlaami kis telfoncső darab. Ha a hotend szerelvényen belül valahol van plusz hely, ahol meg tud csavarodni a filament, akkor retractos részen oda be fog csavarodni és ezért elakad. Amikor kifejeltettem egy belső kis illesztő tefloncső darabot, akkor ezzel szívtam sokat.
Nekem nem igazán jött be a 0.2es nozzlle. Vissza is váltottam 0.4-re. Az elég jó kompromuisszum sebesség és minőség terén és sokkal kevésbé érzékenyebb.
[ Szerkesztve ]
-
azbest
félisten
válasz
zsolti_20
#30458
üzenetére
Ha ugyanazon a ponton lesz rossz, akkor azért lehet hogy a gcode hibás. Esetleg rossz az sd kártya.
Ha meg nem pont ugyanott, csak nagyjából, akkor ahogy már írtam, lehet ott kezd erősen retractolni és azért dugul el, mert olyankor szoktak kijönni az összeszerelési és beállítási hibák. De azt hiszem nem írtad le hogy milyen paraméterekkel nyomtatsz, csak nagyjából volt pár érték bedobva. Valószínűleg rossz beállításokat használsz, ami nem segít egy másik extruder sem, mert a fizikát nem írhatod felül.[ Szerkesztve ]
-
azbest
félisten
válasz
kavalkád
#30470
üzenetére
vannak olyan programok, amelyek fénykép felvétel sorozatból képesek 3d modelt lérehozni. De csak nem csillogó felületről. És kell pár referencia pont, amelyek egymástól való távolságát tudod, hogy megfelelően be tudd aztán a modelt is skálázni a jó méretre.
Photogeometry talán a kulcsszó. Sosem csináltam még, de youtube-on vannak videók.[ Szerkesztve ]
-
azbest
félisten
Uh, egy kevésbé ismert youtubber azt állítja talált valami megoldás olyan problémára, mint amit én is meséltem. Úgy tűnik kifejezetten dual gear direct extruder probléma lehet és ő állítólag rájött az okára sok-sok teszt után [link] De majd a következő videójában részletezi a megoldást, ebben a problámát mutatta. Remélem valami értemes dologgal jön majd elő, mert az utóbbi hónapban pontosan emiatt panaszkodtam
-
azbest
félisten
válasz
zsolti_20
#30521
üzenetére
Ezért fontos kérdés, hogy pontosan ugyanott akad-e el. Nem e gcode / szeletelés hiba.
Esetleg más fajta anyaggal is érdemes próbálni, de gondolom, hogy nem szennyeződés miatt dugul ugyanott.De amúgy tényleg a retract a leggyanúsabb. Azzal együtt, hogy esetleg a lassabb anyagáramlás miatt (hiszen kisebb lyukkal, lassabb nyomtatással megy) esetleg jobban visszamelegedik a hűtőborda és ezért felpuhul benne a szál. Elégséges-e a hűtős. Sok csendesebb fajta venti kisebb légáramlást biztosít, mint a hangos alap.
És az is fontos lehet, hogy közben van-e olyan rész a hotendben, ahol üres hely van vagy tefloncső kimozgósodhat. Az is okozhat olyat, hogy felgyűrődik vagy csomóba összeáll a szál.
#30520Saccco
amúgy említi, hogy már az is sokat javít, hogy ha nem dual geares.. ahogy látom lényegében az egyik kerék megfordításával mutatja, hogy úgy az nem lesz hajtva. De persze a majd elkészülő videóban látni hogy lényegében mit hoz ki belőle.Ja meg ahogy látom a bondtek klónban nem is lehet olyat.[ Szerkesztve ]
-
azbest
félisten
válasz
laskr99
#30530
üzenetére
ha a csőt tartó izé romlott el, akkor annak cseréje (pl letörtek a fogai belül). Ha egyébként jó, csak hajlamos kilazulni, akkor van hogy adnak hozzá kis műanyag izét, amit a ki-be csúsztatható műanyag karika alá lehet tenni. Vagy egysszerűen kisebb fajta gyorskötözőből egy karikát húzni alá, hogy ne tudja behúzni a cső.

Ja itt egy hosszabb videó is a lehetséges problémákról és megoldásokról [link]
[ Szerkesztve ]
-
azbest
félisten
válasz
azbest
#30518
üzenetére
kitette a folytatás videót [link]
a dual gear direct drive mintázódás problémára. Igazából az előző kapcsán írt kommentekhez képest nincs nagy csoda. Single gear nem érintett. Bowden csökkenti mivel ballasztot ad. A dual gear fogaskerekek szögének változtatása is meg tudja szüntetni a mintázatos nyomtatást. -
azbest
félisten
válasz
 LógaGéza
#30579
üzenetére
LógaGéza
#30579
üzenetére
ha nem ér hozzá a termisztor, akkor is lehet, hogy kevesebbnek érzi. Ha megsérült a vezeték szigetelése, akkor is elmászhat az érték. Kínai klón hotend szettnél jártam már úgy, hogy túlhúzták a leszorító csavart és szétnyomta a vezeték szigetelését és össze vissza értékeket mutatott.
De amúgy, ahogy már Saccco mondta, akár rossz is lehet.
[ Szerkesztve ]
-
#30602
azbest
félisten
ttwepinefrin
#30601
azbest
félisten
válasz
 ttwepinefrin
#30601
üzenetére
ttwepinefrin
#30601
üzenetére
Vagy túl sokat extrudál, kalibrációt lehetne futtatni hogy jó érték legyen ez extrudernél.
Vagy Z tengely nem olyan tempóban halad, mint ahogy a szoftver hiszi - például nem olyan menetemelkedésű. Ezt szoftver állítással, cserével lehet orvosolni.
Gyári állapotú a gép? Ha cseréltél szoftvert vagy bármit akkor lehet valami paraméter nem egyezik a gép fizikai felépítésével.De szimplán az is lehet, hogy az első rétegnél túl közel van a fej. S mivel tömör ez a pár réteg, ezért a felgyűrődés is tovább terjed minden rétegben.
[ Szerkesztve ]
-
azbest
félisten
válasz
azbest
#30280
üzenetére
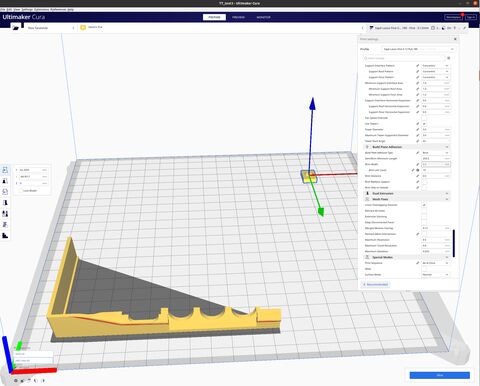
hát kifogytam az ötletekből. Úgy tűnik, hogy van valami abban a modelben, méretben, alakzatban, ami egyenetlenséget hoz ki nyomtatáskor.
Már kb minden alkatrészt, szoftvert cserélgettem és akkor is ugyanaz. A múltkori dual gear-es mintázatos videós srác nyomán még tevo titan clone extruderrel is kipróbáltam. Másik motorral, másik vezérlővel, másik roddal, másik meredekségű roddal... marlin 2.0.9 most amit az skr 1.3-am futtat.
Miközben ilyesmi szintű benchit tudok vele nyomtatni például (bár ez pont nem a legfrisebb, de amit tegnap este nyomtattam, az is szinte tökéletes lett, még a képen lévőnél is talán jobb). Bár tegnap a tárgyhűtő hűtő blowert is átcseréltem, elfordítottam, talán az erősebb kicsit.Esetleg valakinek lenne kedve kipróbálni, hogy nála szépen nyomtatódik-e ki vagy ott is rücskös lesz? [link] -Az alsó tepsi (zx81_case_bottom.stl), nem kell az alja sem, bele lehet nyomni az asztalba szeletelőprogiban, hogy csak az oldalakat próbálja nyomtatni, az úgy sokkal gyorsabb. kb 1 centi után már látszik is, hogy sima vagy hullámos.
Csak a sarkát nyomtatni levágva nem elég, mert úgy nem hullámosodik. Csak, amikor kb teljesen körben megvan minden oldal.Esetleg még valami speciális hűtési problémára tudnék gondolni, de nem tudom, hogy miért csak nagyban jön ki.
[ Szerkesztve ]
-
azbest
félisten
válasz
Reggie0
#30699
üzenetére
az is megvolt... 40-es alap sebesség és 20as külső falsebesség is volt. A linear advance tiltás próba is megvolt
Gyakorlatilag mindent kipróbáltam már, a vázon és a hotbeden kívül kb minden alkatrészt megcseréltem már. A hőmérsékletek stabilak, fél fok mozgás max.
A gyorsulás is le van véve 500-ra. többféle filament és extruder, többféle driver, többféle zrod, többféle slicer, más szoftver boardon, kijelzőn, máshova dugott sd kártya... gyakorlatilag szisztematikusan végigmentem mindenen.[ Szerkesztve ]
-
azbest
félisten
válasz
Reggie0
#30725
üzenetére
cura előnézetben nem volt semmi fura, állandó. Tegnap leszereltem az asztalt, utánhúztam csavarokat, hogy még stabilabb legyen (bár ha billegne, akkor nem egész síkon lenne ugyanott a tömörödés effekt - és nem lehet z tengely hiba, mert dual / single / 2mm / 8mm emelkedésű rodokkal, másik motorral mindenhogy olyan).
Próbaképp 90 fokban elforgattam, 0.2vel nyomtattam, így minhta valamivel jobb lenne. Majd próbálok egy olyan tesztet is, hogy az asztal közepére bedobok egy extra tárgyat, csak hogy a falakon kívül más is legyen - ha attól megjavul, akkor tuti valami formából adódó nyomásváltozás a fejben.. de franc se tudja.
Walter_White
nem tudom kivenni, hogy a szétválás párhuzamos-e az asztallal... a réteg nézetben lehet érdemes átnézni a környékét. Ha valami nagyobb keresztmetszetű rész van ott, lehet hogy nagyon letapad az aljára és hajlékony annyira a puha tárgy, hogy eldeformálódjon feltépéskor? Lehet nem a dőlésszög, hanem az egyenletes felhúzás miatt kellhet oda is support, hogy ne hajoljon meg a tárgy. De nincs tapasztalatom resinnel, csak tippelek.[ Szerkesztve ]
-
#30789
azbest
félisten
rednifegnar
#30786
azbest
félisten
válasz
 rednifegnar
#30786
üzenetére
rednifegnar
#30786
üzenetére
A videóban leginkább az fejreállítás indoka, hogy így kis helyre össze lehet csomagolni és nem kell az xy-t kalibrálni.
Mellékesen pedig lehet a bridgeken segít, hogy felnyomja a fej és így nem lógnak be annyira.
Saccco
kivéve, ha ragasztózott az asztal Ragasztóra nem tapad.[ Szerkesztve ]
-
azbest
félisten
válasz
LógaGéza
#30817
üzenetére
a blokkban teljesen átmenő menet van általában, szóval a hotend és a heatbreak feszül egymásnak. Ha egyiket kilazítod, akkor a másik is kilazul. Gondolom ezért szokák úgy mondani, hogy csavard be a hotendet, majd egy kicsit tekerd vissza, s úgy csavadb be a heatbreakkel, majd a nozzlet ráfeszíteni. Ja meg összerakás után, felmelegítve még ráfeszíteni, mert a hőtágulástól nő a lyuk.
#30821laskr99
ha az illesztő fogai kitörtek, akkor nem tud kapaszkodni a tefloncsőbe. Érdemes cserélni az illesztőt olyankor. Meg pár tanács hogyan lehet rögzíteni [link][ Szerkesztve ]
-
azbest
félisten
válasz
Reggie0
#30884
üzenetére
Ez a v-slot tényleg valamiért ritkaság errefelé és nem olcsó, ahol kapni (pl caxtool). Párszor már számolgattam, hogy veszek a kritikus részeket átcserélni az éles peremű "item" -ről vlsotra. De a végén mindig arra jutok, hogy lehet többet érne vennem egy ender3-at, komplett nyomtatót.
Bár igazából, ha csak az x és y tengelyt cserélem, még so-so... 42cm és 46 körüli 40x20 az kb ~7 ezer.
[ Szerkesztve ]
-
azbest
félisten
válasz
kulu22
#30886
üzenetére
Hm, portugálok? Akkor adó részről nem lehet gond. A szállítási díj lehet még kérdéses. De az ár amúgy tényleg jól néz ki.
#30889Reggie0
országon belüli továbbszállítással sem vagyunk beljebb, de közben láttam próba kosárral, hogy € 19.61-ről indul a szállítás.[ Szerkesztve ]
-
azbest
félisten
Ha valaki le tud mérni egy nála lévő 6.2 széles résű profilt úgy, hogy egy v-slot kereket beletesz egyik vagy akár mindkét oldalra, akkor én is lemérem majd a 7.05-össel. Mert végülis az számít, hogy mekkora a slotban futó kerékkel együttes méret.
[ Szerkesztve ]




































Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Lakáshitel, lakásvásárlás
- AMD Ryzen 9 / 7 / 5 7***(X) "Zen 4" (AM5)
- Büszke apukák és anyukák topikja
- Warhammer 40.000
- antikomcsi: Való Világ: A piszkos 12 - VV12 - Való Világ 12
- Szeged és környéke adok-veszek-beszélgetek
- Nem a Microsoft gyártaná a következő Xbox konzolokat?
- Bugfix van, magyarázat nincs az iOS-ben újra feltűnő, korábban törölt fotókra
- Genshin Impact (PC, PS4, Android, iOS)
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- További aktív témák...
- Kitűnő állapotú Macbook Pro 14" M1 Pro 16/512, telejkörű Apple Care védelemmel 2024.10.27-ig eladó!
- XBOX Series S 512GB, 2025.12.30-ig gyári Microsoft garanciával Bp-i üzletből eladó!
- Nintendo Switch OLED 18.0.1. Dual-Boot Cfw + 256GB MicroSD + Atmosphere 1.7.0, 3 hó garanciával!!
- i5-13600KF (14 mag/20 szál) +hűtött VRM-es B660/B760 lap +16-32-64GB DDR4! GAR+SZÁMLA (a Te nevedre)
- IPhone 13 256GB gyári független
Állásajánlatok

Cég: Alpha Laptopszerviz Kft.
Város: Pécs

Cég: Ozeki Kft.
Város: Debrecen