-

Fototrend



Új hozzászólás Aktív témák
-

Saccco
nagyúr
válasz
 ecaddsell
#25706
üzenetére
ecaddsell
#25706
üzenetére
Inkább nyomtasd két darabból, azt a részt utólag illeszd! Vagy 45°-os letörések sora kell.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

azbest
félisten
válasz
ecaddsell
#25737
üzenetére
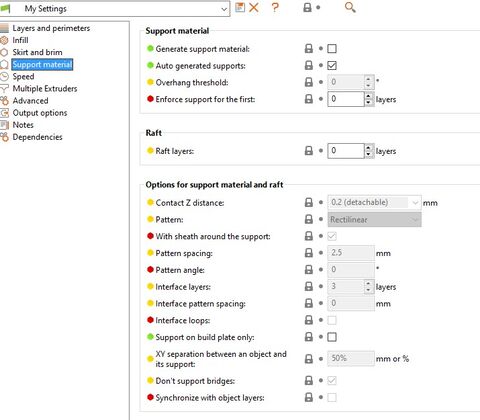
a support és a tárgy közti távolságtól nagyban függ, hogy mennyire lessz lógós a felület alja. Ha kisebbre veszed és amúgy is magas a hőfok, akkor elég nehéz lehet leszedni. Curában support top distance néven látom.
Curában a support roof bekapcsolása is segíthet valamennyit, ha most nem olyan - ilyenkor nem csak rácsos alátámasztás lesz, hanem közvetlenül a tárgy alatt szilárd felület. Asszem prusa slicer lehet alapból is úgy csinálja.
A múltkori képeket nézve #25706
a prusa slicerben support roofként olyan sűrű cikcakkot rak. Az elvileg azt hiszem nem kéne, hogy tömör legyen. ha mégis egybefüggő, akkor lehet kicsit túlextrudál. De az végülis lényegtelen, nem baj, ha ettől erősebb lesz a tárgy is. De support távolságot tuti lehet ott is állítani. Curában úgy néztem, hogy 0.1 mm az alapértelmezett.Lehet 0.2 az alap prusánál - contact z distance? [link]
[ Szerkesztve ]
-
azbest
félisten
válasz
ecaddsell
#25739
üzenetére
félreértesz szerintem. Pont, hogy a supporttal van a baj - azzal, hogy túl messze van a tárgytól az alatta lévő support, hogy könnyebb legyen leszedni. Ezért olyan laza a tárgy alja. Ellenőrizd, hogy mennyire van állítva nálad és próbáld 0.1-es távolságra
Ha közel van, akkor sima és tömör lesz a tárgy alja is. Csak lehet kicsit nehéz lesz lefejteni. Curában nem alap a support roof bekapcsolása, ezért ott meg azért tud jobban lelógni, mert nincs tömör teteje a supportnak anélkül.
Itt egy videó curáról például [link]

Annyi mágia van, hogy némelyik nyomtatónál a z tengely áttétele miatt lehetnek ilyen "mágikus" számok. Ha nem 0.1 és 0.2 -re jön ki kerekre egy réteg, akkor lehet ott más layer vastagságnál tud egyenletes lenni a haladás. A z rod menetétől függ az áttétel, abból ki lehet számolni, hogy mik a "kerek" többszörösei.
[ Szerkesztve ]
-
Saccco
nagyúr
válasz
ecaddsell
#25972
üzenetére
Abs nyomtatásnál 25-30 percet szoktam hagyni az asztalt. PLA PETG esetén is legkevesebb 15-20.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

mips
csendes tag
válasz
ecaddsell
#26332
üzenetére
Igen, a Cura plugin az abszolt értékekre pontosan kiszámolja, hogy milyen értékeknek kell ott lennie, pontosan arra a gcode-ra. Ha legközelebb leszeleteled megint, kicsit más beállításokkal, akkor újra kiszámolja az abszolút értékeket, és azt teszi bele.
Itt a probléma az abszolút értékekkel van. A Cuda gcode-ból nem ollózhatod ki ezt a részt, mert az ott szerepő értékek csak és kizárólag arra az egy gcode-ra igazak,
A Prusa viszont csak beszúr egy általam előre megírt gcode-ot a megadott layer számhoz. De nem kalkulálja végig a gcode további hátralevő részét a beszúrt kód figyelembe vételével. És ez itt a baj.
Illetve én a gcode írója se tudhatom, hogy épp milyen abszolút értéken áll az Extruder értéke, amikor eljön a pause pillanat. Pedig ezt is tudnom kéne ahhoz, hogy hozzá adhassak mondjuk +10-et. Erre megoldás a relatív érték megadás, mert így nem kell ismernem, hogy hol áll épp. De nem megoldás a folytatásra, ami nem számít a változásra, és nem is kalkulál vele.A gond ott van, hogy amikor ez a relatívra váltás, aztán relatívhoz hozzáadás, majd pedig abszolútra vissza váltás megtörténik, akkor a normál gcode abszolút értékekkel folytatja a futását. De nem számít rá, hogy a beszúrt pause gcode megváltoztatott bármit is.
Mondjuk abszolút értékben E3700 ami épp lefutott. És utána E3705-el folytatná a következő gcode-al. Ez ugyebár egy +5-ös filament kitolást jelent.
Na de mondjuk e kettő közé beszúródik a pause gcode, amiben én nyomok +10-et az extrúderre relatívban. Majd kénytelen vagyok vissza váltani abszolút koordinátákra mert az egész gcode abszolút értékben generálódik mindig.
A folytatásban E3705 jön, de én meg rányomtam +10-et az E3700-ra a pause részben, melynek következtében valójában E3715-ön áll az extruder ebben a pillanatban. Ezért a soron következő E3705 panarcs az nem +5 filament kitolást jelent neki, hanem épp ellenkezőleg -10 retractot.
Gondolom ez azért van, mert ha relatívban tekerget az ember, ha abszolút értékekkel tekerget, mindenképpen van egy belső abszolút értékes számlálója, és valójában mind a két módszer ezt az abszolút értékes számlálót tekergeti.
Valami olyan parancs kéne, ami bele teker az extrúderbe, be nem tekeri meg ezt az abszolút számlálót. Azaz, elhinné, hogy a pause gcode előtt és után semmit sem mozdult az Extrúder motor (holott igen). Ha ilyet lehetne, akkor meg lenne oldva az egész probléma.
Az eredeti Ender3 extrúderrel nem is lenne gond. Arra fel lehetett tenni egy kézi tekerőkét. Azzal bele lehetne tekerni egy kicsit, és erről semmit sem tudna vezérlő. De ez a trükk BMG extrúderrel nem játszik, mert nem tudom megtekerni kézzel a filament továbbító tengelyt.
[ Szerkesztve ]
-

Tikakukac
titán
válasz
ecaddsell
#27387
üzenetére
1.5 hónapnál tartok, eddig semmi változás a törtfehér PLA-nál.
Tapasztalataim szerint amúgy elég sokat vagy tényleg rohadt párás helyen kell tartani a filamentet, hogy törjön meg buborékozzon stb. Amikor hamar, sőt, kibontás után tört és pocsék volt valamelyik, az konkrétan gyártási hiba volt.
A fiatalok 50%-a optimistán tekint a jövőre. A másik felének nincs pénze drogokra.
-
-

LógaGéza
addikt
válasz
ecaddsell
#27389
üzenetére
Ha van cipőszárítás funkció rajta, akkor lehet, ha nincs, akkor nagyobb beavatkozás nélkül kétlem - miénken se lehet

Viszont sütőben ki lehet szárítani pár óra alatt."Go to work, get married, have some kids, pay your taxes, pay your bills, watch your tv, follow fashion, act normal, obey the law, and repeat after me: I AM FREE"
-
Tikakukac
titán
válasz
ecaddsell
#32113
üzenetére
Utópisztikus gondolataid vannak

Én most tartok ott, hogy a 2 év múlva lévő építkezős és felújítós dolgokat is sorban depózom le otthon. Mert még csak a felszínt kaparjuk, a cunami még jövőre kezd besöpörni igazán. Ott már nem a chiphiány lesz a gond

A fiatalok 50%-a optimistán tekint a jövőre. A másik felének nincs pénze drogokra.
-

Alu
senior tag
válasz
ecaddsell
#32215
üzenetére
Nem hangzik jól. Szárításra milyen módszerek ajánlottak? Néztem, hogy vannak gyári filament szárítók, de elkérik az árukat. Ezek mennyire használhatóak? Esetleg az is jó, ha bedobom egy órára 50-60 fokra a sütőbe légkeverésen? Saját szárító készítésével foglalkoztatok már esetleg itt a csoportban?
Reggie0, smithsys, dugesz77: Köszönöm azért a tippeket!

LógaGéza: Ezek szerint nem csak engem zavarnak a motor hőfokok.
![;]](//cdn.rios.hu/dl/s/v1.gif) Érdekes, hogy nálad az Y motor gyárilag 0.989V -on, míg nálam 1.198V -on volt. 4.2.2 alaplapod van TMC motorvezérlőkkel? Ma optikai hőmérővel megmértem a motorokat és a Z tengely motor kb. 37-41 °C -t, az Y tengely motor pedig kb. 53-58 °C -t mutatott. Amennyiben a mérésem helyes, úgy elvileg ez még teljesen vállalható hőfok ezeknek a léptetőknek. Következő szerelésnél azért megnézem mit mutat az Y motor 1.06-1.08V környékén. A szíjat nem érzem feszesnek és a görgőket is beállítottam összeszereléskor. Steppert kikapcsolva egész könnyen lehet mozgatni az asztalt.
Érdekes, hogy nálad az Y motor gyárilag 0.989V -on, míg nálam 1.198V -on volt. 4.2.2 alaplapod van TMC motorvezérlőkkel? Ma optikai hőmérővel megmértem a motorokat és a Z tengely motor kb. 37-41 °C -t, az Y tengely motor pedig kb. 53-58 °C -t mutatott. Amennyiben a mérésem helyes, úgy elvileg ez még teljesen vállalható hőfok ezeknek a léptetőknek. Következő szerelésnél azért megnézem mit mutat az Y motor 1.06-1.08V környékén. A szíjat nem érzem feszesnek és a görgőket is beállítottam összeszereléskor. Steppert kikapcsolva egész könnyen lehet mozgatni az asztalt.Szerk.:
Filanora PLA és PETG filamentekkel kapcsolatban tudnátok abban segíteni, hogy milyen bed/nozzle hőfokokkal nyomtattok? Holnap szeretném kipróbálni a PETG -t és kiindulásnak nagy segítség lenne!
[ Szerkesztve ]
λŁƯ™
-
Tikakukac
titán
válasz
ecaddsell
#33856
üzenetére
Tudom miről beszélek, azért írtam. Persze, hogy rossz a tapadása. Egy telitenyérnyi felületű tárgynak az asztalt viszont ne kelljen már úgy előkészíteni, mint a beteget szívátültetés előtt. A tünetek maszkolása nem oldja meg a valódi problémát.
A fiatalok 50%-a optimistán tekint a jövőre. A másik felének nincs pénze drogokra.
-
#34239
 Szabikaa20
őstag
ecaddsell
#34237
Szabikaa20
őstag
ecaddsell
#34237
Szabikaa20
őstag
válasz
ecaddsell
#34237
üzenetére
Tudom hogy van…Azért is írtam úgy hogy nem is igazán, mert azért vannak kivételek!
Én csak PM Filamentet használok ott 190-210 van írva a dobozra.Én 205-210 en nyomtatok vele.Bár ez a PLA+ a sima PLA azthiszem 200-220.AiRLAC:Akkor viszont nem cserélek lapot.

[ Szerkesztve ]
Ender 5 Pro, iPhone 13, iPad 2021,Dahua Imou Ranger 2 4MP
-
válasz
ecaddsell
#37859
üzenetére
Jó a Bamub Lab eddig, de azért azt nem szabad elfelejtetni, hogy új cég a piacon. Nem lehet látni, hogy milyen irányba fog menni a cég, illetve, hogy hosszútávon mit tudnak majd ezek a gépek. Ezzel ellentétben a Prusa lassan 10 éve piacon van és a mai napig brutális eladásokat produkál. Nagyon jó a support és alkatrész is van hozzá bőven, nem véletlen építenek a mai napig Prusa farmokat az emberek.
Árban is van bőven eltérés, ráadásul a Prusánál megvan a lehetőség arra, hogy olcsóbban hozzájuss, ha KIT-ben veszed és magadnak rakod össze, arról nem is beszélve, hogy használtan is elő-elő fordulnak itthon is jó áron.Árak áfa nélkül:
"Bambu Lab X1 Carbon" - €1.129,00
"Bambu Lab X1" - €939,00"Prusa MK3S+" - €912,60
"Prusa MK3S+ KIT" - €668.50Nekem is tetszik a Bambu Lab, de egyelőre nem mutatott még annyit, hogy az összes Prusámat lecseréljem Bambu Lab gépekere, mert szerintem még nem éri meg.
3D NYOMTATÁS - LEGJOBB ÁR-ÉRTÉK ARÁNY - PLA, ABS, PETG, TPU, PC, NYLON
-

mumtaz
senior tag
válasz
ecaddsell
#43313
üzenetére
Mondjuk a "sínben" szerintem azért egy sima ragasztással még lehet erősíteni.
-=- ASUS TUF B450-PRO GAMING - AMD Ryzen 7 1700X - G.Skill Aegis 2x8 GB DDR4@3200MHz - Sapphire RX 5700XT Nitro+ 8GB - ASUS ROG Strix Flare HU - REVOLTEC FightMouse ELITE - RIOTORO ENIGMA G2 850W Gold - Cooler Master MasterCase MC500Mt -=-















![;]](http://cdn.rios.hu/dl/s/v1.gif) Érdekes, hogy nálad az Y motor gyárilag 0.989V -on, míg nálam 1.198V -on volt. 4.2.2 alaplapod van TMC motorvezérlőkkel? Ma optikai hőmérővel megmértem a motorokat és a Z tengely motor kb. 37-41 °C -t, az Y tengely motor pedig kb. 53-58 °C -t mutatott. Amennyiben a mérésem helyes, úgy elvileg ez még teljesen vállalható hőfok ezeknek a léptetőknek. Következő szerelésnél azért megnézem mit mutat az Y motor 1.06-1.08V környékén. A szíjat nem érzem feszesnek és a görgőket is beállítottam összeszereléskor. Steppert kikapcsolva egész könnyen lehet mozgatni az asztalt.
Érdekes, hogy nálad az Y motor gyárilag 0.989V -on, míg nálam 1.198V -on volt. 4.2.2 alaplapod van TMC motorvezérlőkkel? Ma optikai hőmérővel megmértem a motorokat és a Z tengely motor kb. 37-41 °C -t, az Y tengely motor pedig kb. 53-58 °C -t mutatott. Amennyiben a mérésem helyes, úgy elvileg ez még teljesen vállalható hőfok ezeknek a léptetőknek. Következő szerelésnél azért megnézem mit mutat az Y motor 1.06-1.08V környékén. A szíjat nem érzem feszesnek és a görgőket is beállítottam összeszereléskor. Steppert kikapcsolva egész könnyen lehet mozgatni az asztalt.





Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
Állásajánlatok

Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: Ozeki Kft.
Város: Debrecen