-

Fototrend



Új hozzászólás Aktív témák
-
-

Joshi
titán
Nem.
 Se X sem pedig Y irányban nem mozog az asztal csak is Z irányban süllyed. Tehát a Nozzle mozog X és Y-ban, az asztal meg fokozatosan süllyed a rétegváltásoknál. Én ezt a megoldást preferálnám a Delta helyett.
Se X sem pedig Y irányban nem mozog az asztal csak is Z irányban süllyed. Tehát a Nozzle mozog X és Y-ban, az asztal meg fokozatosan süllyed a rétegváltásoknál. Én ezt a megoldást preferálnám a Delta helyett.ui.: mindjárt lövök pár képet az Alien Queen-ről, csak még szárad a farkincája.
![;]](//cdn.rios.hu/dl/s/v1.gif)
[ Szerkesztve ]
-
Joshi
titán
Na. Összeraktam az Alien Queent. Sajnos nagyon törékeny mivel PLA-ból készült, letörtem néhány tüskéjét szegényemnek.
 A kritikus helyeken nem alkalmaztam 100% Infillt, de hát ebből tanul az ember. A két kisebb karja még nincs felragasztva, illetve van még mit finomítani rajta. Összességében nagyon brutális lett.
A kritikus helyeken nem alkalmaztam 100% Infillt, de hát ebből tanul az ember. A két kisebb karja még nincs felragasztva, illetve van még mit finomítani rajta. Összességében nagyon brutális lett.Idegen van a szobában!!!!






-

Saccco
nagyúr
Nem csak CoreXY-ban van olyan, hogy az asztal csak Z-ben mozog.
A sima Anycubic 4MAX is olyan és az egy sima Cartesian.Ha nagyon extra kell, akkor ott a Voron2. Az CoreXY és az asztal fix, mint egy Deltá-n.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

Imy
veterán
válasz
 Saccco
#19260
üzenetére
Saccco
#19260
üzenetére
Igen, igaz, de a 4MAX nem egy jó konstrukció, az asztal csak egy oldalról van megtámasztva, az ellentétes oldal mozoghat. Egy ismerősöm látott ilyet, mondta nagyon instabil. (én nem, szóval megerősíteni/megcáfolni nem tudom).
A másik, hogy 4MAX a X tengely motorját is cipeli az Y oldalon. Nagy a súlya, nem érhető el vele nagy gyorsulás és sebesség. Az épített Core XY-omon 1500mm/s2-es gyorsulással üzemel, de próbáltam 3000-nél sem volt minőségbeli romlás, az csak 6000 felett jelentkezett. -
Joshi
titán
Aki esetleg nem akar szórakozni a nyomtatással, az megveheti élethű diorámában is az Alien Queent.

-
Joshi
titán
És itt van még egy ami valószínűleg erről lett koppintva. Azért a 700€ modell nagyon komolyan részletgazdag, a festésről nem is beszélve.
-

llacee
őstag
Sziasztok!
Kezdőként szeretnék hibaelhárításban segítséget kérni.
Ender3 pro
Tegnap összeszereltem, névjegykártyával beszinteztem a tálcát, hogy kicsit fogja de könnyen kicsúszik.
200fok/60 tárgyasztal.
Az első minecraft figurám egész jó lett, viszont azóta nagyjából egy milliméter elkészült tárgymagasság után elkezd hozzáérni a fúvóka a már elkészült tárgyhoz majd beszántja és leszedi.
Ha manuálisan átmozgatom a vezérlővel minden irányba könnyem megy a fej.
A creality gyári programját használóm a kód kiírásra.
Mit rontok el?
Egyébként a tárgyasztal upgradere mi ajánlott, mert azért ez nem teljesen sík. -
Saccco
nagyúr
Elég stabil az asztal én tudom, mert nekem van. Nagyon ritkán kell újraszinteznem (2-3 havonta). A gyorsulást nem is tudom mi van beállítva (1000-1500 között van), de nem is annyira számít, mert Klipper mozgatja.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

zsolti_20
senior tag
ÜDv emberek! Tanácsot szeretnék kérni hogy ha a felületet bekentem ezzel a pritt ragasztóval, hogyan távolítható el legkönnyebben? A nyomtatási felületről és a kinyomtatott dolog legalsó. Nyomtattam egy kártyatartót munkába de elég csúnya hogy mindenhol ott ez a fehér ragasztó.
-

fabula
őstag
Nekem is van 4MAX és Sacco-val egyetértve egyáltalán nem instabil az asztala ebben a méretben. Jó vastag vaslemezből van a tartója, azonban sokkal nagyobb méretben ez már biztos nem jó megoldás, ott már két oldalról kell megtámasztani és mozgatni az asztalt.
Az is igaz, hogy az XY tengely mindent, az extrudert motorostól és Z motort is cipeli magával, de hobbi nyomtatásra ez kiváló gép, 60 mm/s sbességig. -
-
zsolti_20
senior tag
válasz
 Tankblock
#19270
üzenetére
Tankblock
#19270
üzenetére
Köszi ki is próbálom
 Ezt a ragasztós megoldást mindenkinek javaslom akinek bármi problémája van az első réteg letapadásával kapcsolatban. Eddig nem tudtam bonyolultabb kártyatartókat nyomtatni mert a körvonal nem tapadt le és rettentő csúnya lett a végeredmény. Ezzel viszont tökéletes.
Ezt a ragasztós megoldást mindenkinek javaslom akinek bármi problémája van az első réteg letapadásával kapcsolatban. Eddig nem tudtam bonyolultabb kártyatartókat nyomtatni mert a körvonal nem tapadt le és rettentő csúnya lett a végeredmény. Ezzel viszont tökéletes. 
-

azbest
félisten
válasz
 zsolti_20
#19271
üzenetére
zsolti_20
#19271
üzenetére
már megilyedtem, hogy nem újraoldható ragasztót használtál
Én egyébként úgy szoktam, hogy a lila nebuló stiftet használom. Az vizesen lila, így könnyebb látni, hogy kell még letakarítani.
Plusz úgy szoktam a matt üveglapomon, hogy egy vizes szivaccsal* először áttörlöm az asztalt, hogy tiszta legyen. Aztán még vizesen tolok pár kört rá a stifttel, s azt szintén vizes szivaccsal egyenletesen szétkenem. Szétkenés közben szinte csak fehér habozódásként látszik éppen, annyira kevés és egyenletes rétegben lesz rajta. Ha megszáradt, akkor szinte nem is látszik rajta. Nem hagy látható csíkokat a tárgy alján sem. Persze ha vastagabban kentem fel, akkor nem árt kicsit lemosni az elkészült modelről.
Itt egy kis videó a felkenésről, előtte is volt már rajta, a korábbi nyomtatás látható lenyomatát és a port letörlöm, s felteszek még egy kis ragasztót mielőtt újra áttörlöm a vizes szivaccsal.

*: sűrű, ovális faja aldis suprawisch szivacs
[ Szerkesztve ]
-
#19273
 HornedReaper
senior tag
HornedReaper
senior tag
HornedReaper
senior tag
16 órakor 50 USD Creality kupon

EU raktárból állítólag 110-120 USD lesz így Ender 3! Már rakom is a kosárba ha összejön a kupon, lehet az is kell hozzá biztos ami tuti
[link] -
azbest
félisten
ha valakinek marlin2.0 ágon a frissebb buildeknél nem igazán reagál nyomtatás közben a hagyományosabb fajta lcd-je a tekergetésre, akkor talán segít
BLOCK_BUFFER_SIZE nagyobbra vétele, a 16-ről 32-re, 64-re vagy 128 -ra. Legalábbis 32 bites board esetén. A 8bitesnél lehet a nagy értékhez kevés a memória.skr1.3 esetén ezzel nyertem vissza a vezérelhetőséket az utóbbi hetekből való buildekkel. Én 128-ra vettem. Igaz átkapcsoltam a klasszikusról a prusa stílusúra a kijelzőt, ami így csak z pozíciót mutat. Valószínűleg az lcd okozta motor megakadás fixük olyan jól sikerült, hogy az lcd szinte sosem kap időt, ha dolgozik a gép... van már pár hibajelentés róla, talán ez az egyik leghosszabb [link]
[ Szerkesztve ]
-

Reggie0
félisten
válasz
 Tikakukac
#19243
üzenetére
Tikakukac
#19243
üzenetére
Szoval bowdenes hajtas
 Nem volt kedvem 20 percet megnezni egy mondatert. Ezert nem szeretem a videokat.
Nem volt kedvem 20 percet megnezni egy mondatert. Ezert nem szeretem a videokat.(#19246) Joshi: Masfelol meg rugalmasabb, igy kerdes, hogy mennyivel pontatlanabb tole a nyomtatas.
(#19251) Imy: Cartesiannak sem kotelezo asztalt mozgatnia, se X, se Y, se Z iranyban, az csak egy lehetoseg.
[ Szerkesztve ]
-
-
-
#19280
Reggie0
félisten
DrojDtroll
#19279
Reggie0
félisten
válasz
 DrojDtroll
#19279
üzenetére
DrojDtroll
#19279
üzenetére
Persze, allandosult allapotban. De a sebessegvaltozast mar nem tudja azonnal lekovetni. Ugyan az a problema, amit maga a PTFE cso rugalmassaga okoz, csak ez a hajtas oldalan lep fel.
[ Szerkesztve ]
-

keresztg
csendes tag
válasz
 llacee
#19266
üzenetére
llacee
#19266
üzenetére
Szintén Ender3 Pro-val nekem úgy még nem volt gondom PLA nyomtatással, ha minden nyomtatás előtt beszinteztem. Ráadásul a szintezést felmelegített tálcával végzem, mert azt tapasztaltam, hogy hideg tálca után a meleg már nagyon hozzápréseli magát a fejhez...
Egyébként most PETG-vel kezdtem kísérletezni, és ott rendesen feltúrta a rétegeket. Második körre az itteni profil és leírás sokat javított a helyzeten, viszont cserébe lett némi első réteg letapadási probléma...
-

daninet
veterán
sziasztok
200e-ig milyen gépet ajánlanátok?
kicsit szemezek a craftbot-al, az egy 50el drágább mint amennyit rá akartam szánni, de meggyőzhető vagyokszeretném ha nem lógnának ki dolgok belőle és egy zárt doboz lenne, mert a naplalinkban lesz.
elsősorban apró bizbaszokat nyomtatnék a projektjeimhez abs/pla vonalon
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
#19285
daninet
veterán
energy4ever
#19284
daninet
veterán
válasz
 energy4ever
#19284
üzenetére
energy4ever
#19284
üzenetére
semmi tapasztalatom SLA nyomtatással. Kicsit mindig tartottam tőle, hogy takarítgatni kell őket, öntögetni a műgyantát stb. Műgyanta meddig áll el, mennyivel drágább mint a filament... Hosszútávon melyik a jobb? Nem fogok szobrokat nyomtatni, szóval a tökéletes vonalmentes felület se akkora feltétel nekem.
Egy CNC gépet építek és ahhoz kell sok dolgot nyomtatnom, gyorsan és pontosan tegye, de nem divatbemutató.
Craftbot-ról van valakinek tapasztalata?
Ja igen, ez fontos lehet: magyar számla, magyar gari
[ Szerkesztve ]
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
Saccco
nagyúr
válasz
 daninet
#19285
üzenetére
daninet
#19285
üzenetére
Másra való a gyantás.
A Craftbot jó választás. A komoly gépek táborát erősítik.

Ráadásul a cég is magyar.█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

Janix12
aktív tag
Sziasztok!
Egy kis segítséget kérnék..
Belekezdtem egy kisebb projektbe, de elakadtam. [link]
A problémám az, hogy szükség volna néhány méter 2.85 mm átmérőjű filamentre.
Esetleg valaki használ ilyen átmérővel anyagot?
Szükségem volna fehérben néhány méterre, nem szeretnék egy teljes tekercset megvenni mert fel sem tudom használni utána... Aki tud és akar segíteni az küldjön egy privit..Előre is köszönöm...
[ Szerkesztve ]
-
-

csadi0011
őstag
válasz
 azbest
#19291
üzenetére
azbest
#19291
üzenetére
Ugyanilyen liom oranget vettem.
Uvegre nyomtatsz? Milyen homerseklet beallitasokkal?
Eddig DD-t vettem mindig, de most kiprobaltam par Spektrumot és nem találom el. Brim nélkül nem is tudtam vele nyomtatni. Gyenge es csunya lett a nyomatom, pedig sok beallitast probaltam, amivel a DD eddig szep volt.
Targyhuto beallitas lesz nalam a ludas szerintem, de erdekelne, hogy csak en szivok vele mashoz kepest.[ Szerkesztve ]
-
Saccco
nagyúr
válasz
 csadi0011
#19292
üzenetére
csadi0011
#19292
üzenetére
212/63 és kell a 100% flow, ha esetleg azt levetted volna.
További rétegek 205/63.[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
azbest
félisten
válasz
csadi0011
#19292
üzenetére
Sima pla ez spektrum, 190 / 60 -nal csináltam, első réteget 210-zel. 0.1-es és 90% flow első réteg. Gluestickes kenés kell a matt üvegre. Gluestick nélkül 70 fok kellene. tárgyhűtő 100% a második rétegőtől bekapcsolva, lentebb egy kép, hogy néz ki.
---
szerk.. bocs, először a petg leírást válaszoltam - az is naracs színű
, de akkor már itt hagyom. Az devil desikg petg.
235 / 70 beállítással toltam, a retractiont felvettem 2-re a direct drive extruderremmel. A matt üveget le szoktam kenni gluestickkel, valsz a simát sem árt - már csak azért sem, nehogy feltépje . 0.1-es első réteggel. Az első rétegem 90% flow-s és 240 fokos. A tárgyhűtőt 70%ra állítottam második rétegtől, bár 30 és 100 között más, kisebb nyomtatásokkor is megfelelő volt.próbaképp aria sárkányt nyomtattam az elején, ott a szárnyak közt volt szálazás 0.6 retraction mellett.
Aztán nyomtattam egy motor tartót, mert a tarantulámnak még fentről lógatott rúdja volt. Na azt eléggé bátran csináltam, mert még brim-et sem használtam. Második nekifutásra, kicsit több gluesticckel már jó lett, bár picit felkunkorodott (1mm) ott amelyik oldalon csak 1 csíkkal érintkezik az asztallal. A brim nem ártott volna.

#19293) Saccco
korábban én is magas hőfokokon nyomtattam. De legutóbb úgy tűnik valamit sikerül rendesebben megcsinálnom. Vagy mert pasztát is tettem a block és a cső közé... de megint egész jól mennek az alacsonyabb hőfokok is. Nem kell 240 fok környékén nyomtatnom a pla-t. Persze van, hogy nem 200 körül, hanem kicsit melegebben csinálom, hogy fényesebb legyen a végeredmény, meg kicsit erősebb is.[ Szerkesztve ]
-
Reggie0
félisten
A filament adatlapjan a "Tensile Break: 20%" -ot, hogyan kell ertelmezni?
Amugy azt eszrevettetek h a simplify 3d materials guide neha nagyon elter a filament adatlapjan megadottol? Pl. HIPS dobozan az van, hogy Yield Strangth 80-90 MPa, mig a tablazatban csak 32 MPa.
-
zsolti_20
senior tag
Üdv emberek! Aki nagyon ért a supportokhoz az tudna nekem segíteni, hogy egy bonyolultabb 3D modellnél, hogy oldható meg a legjobban? Pl itt:
[link]
Curat használok, automata supportot ,de ránézésre rettentő sok oda, és az eltávolítása is kb másfél órát vesz igénybe, ráadásul van hogy a modell is törik a supporttal együtt és még nyomot is hagy a modellen.
Ti hogy oldjátok meg ezeket? -
azbest
félisten
válasz
zsolti_20
#19296
üzenetére
ha talapzat van, akkor szoktam próbálkozni a tree supporttal, a cura experimental részéről. Azért, mert bizonyos mértékig az be tud kanyarodni a tárgy részei fölé, nem cseszi össze a talapzatot.
De jelen esetben durván nagy a talp és ráadásul meglehetősen alacsonyra lelóg például a köpeny, szóval oda nehezen érne el oda még a tree is. Esetleg 45 fokban megbillentve a modellt.
A kommenteknél írják hogy lehet valami kavar van a figura testrészeinek illesztésénél, bár ezeket a cura jól szokta kezelni, de a remixek közt van aminél állítólag javították ezt.
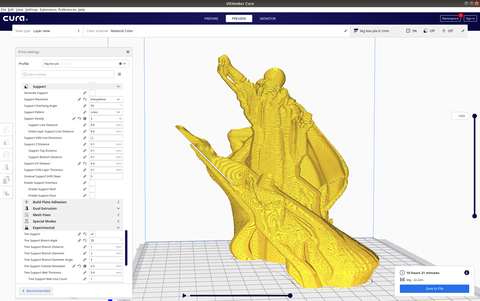
sőt, lehet 60 fok elforgatás még jobb.
[ Szerkesztve ]
-
azbest
félisten
válasz
zsolti_20
#19298
üzenetére
valahogy úgy. Hogy kevesebb vízszintes és több függőleges legyen. A prepare nézetnél minél kevesebb piros. A tree support meg azért jó, mert nem pakolja tele az alsó model részeket és így nem lesz csúnya annyi helyen a felszín.
0.2 layer, 0.8 fal, 80as tempó, 60 fokos elforgatás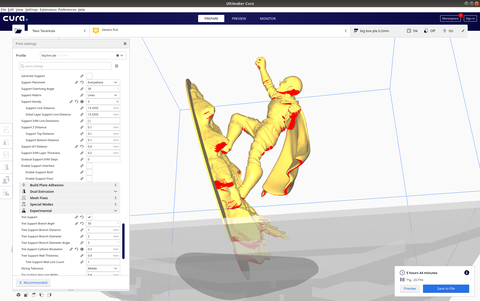
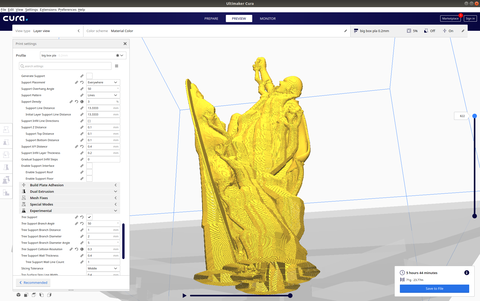
persze érdemes átpörgetni a rétegeket is, hogy nincs-e valami rosszul generálva, levegőben kezdődve.
[ Szerkesztve ]





 Se X sem pedig Y irányban nem mozog az asztal csak is Z irányban süllyed. Tehát a Nozzle mozog X és Y-ban, az asztal meg fokozatosan süllyed a rétegváltásoknál. Én ezt a megoldást preferálnám a Delta helyett.
Se X sem pedig Y irányban nem mozog az asztal csak is Z irányban süllyed. Tehát a Nozzle mozog X és Y-ban, az asztal meg fokozatosan süllyed a rétegváltásoknál. Én ezt a megoldást preferálnám a Delta helyett.![;]](http://cdn.rios.hu/dl/s/v1.gif)


 A kritikus helyeken nem alkalmaztam 100% Infillt, de hát ebből tanul az ember.
A kritikus helyeken nem alkalmaztam 100% Infillt, de hát ebből tanul az ember. 





















 Nem volt kedvem 20 percet megnezni egy mondatert. Ezert nem szeretem a videokat.
Nem volt kedvem 20 percet megnezni egy mondatert. Ezert nem szeretem a videokat.
























Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Okosóra és okoskiegészítő topik
- PlayStation 4
- Milyen processzort vegyek?
- Overwatch 2
- Fűzzük össze a szavakat :)
- Elektromos (hálózati és akkus) kéziszerszámok, tapasztalatok/vásárlás
- Víz- gáz- és fűtésszerelés
- Nvidia GPU-k jövője - amit tudni vélünk
- Ukrajnai háború
- Kerékpárosok, bringások ide!
- További aktív témák...
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest