Új hozzászólás Aktív témák
-

thyeby
őstag
Régi restanciám a DW625 maróasztalom megépítésének bemutatása. Az irányelveket elkezdtem itt, majd összevetjük, hogy ezekből minek felel meg az elkészült asztal, s minek nem, valamint azt, hogy miként oldanám meg azt, hogy mindennek megfeleljen.
Előrevetem, hogy most nem egy fullos maróasztalt fogok bemutatni, hiszen nekem csak annyira van szükségem, hogy csapágyas rádiuszprofillal kerekítsek le rövidebb anyagokat. Mindezen által betétet sem készítettem.
Anyagválasztás:
Volt már elég szó arról, hogy miből legyen az asztal lapjának az anyaga. És méltán volt preferálva a bakelit lemez borítás - mert a vastag, tömör bakelitet ugye az ára miatt elvetettük. A bakelit nagy kopásállóságú, könnyen és simán csúszó felületet ad. Nem éltem ezzel a lehetőséggel, mert bükkfám mindig van kéznél, és néhány ilyen bükk maróasztalom már jó ideje szolgál. Nekem bevált. Ha merevítve van, nem vetemedik, igen sok munka után sem tapasztaltam még észrevehető kopást rajta (és itt arra kell gondolni, hogy csak a csattogó lepke kerekeinek mindkét oldali lekerekítéséhez évente minimum kétezerszer toltam rajta ezt az egy alkatrészt tenyérrel leszorítva), valamint megfelelően csúszik is, pláne, hogy jól beitattam paraffinolajjal.
Más keményfa is alkalmas. Tölgy, akác, legjobb a gyertyán.No, kezdjünk bele!
Első lépésben egy alkalmas vastag anyagot leszéleztem a 30-as bükkből. Aztán egyengetés, vastagolás, hosszában széltében méretre vágás. Úgy emlékszem, 26mm vastagságnál álltam meg.
Elő a felsőmarót, most sablont és egy segédeszközt készítünk. 6mm-es nyír rétegelt lemezt használtam erekre a célokra.
A DW-ről le kell csavarozni a bakelit talpat. 6 süllyesztett fejű csavar rögzíti. Ezt a bakelitet aztán rátenni egy kb A4 méretű rétegelt lemez közepére, és átjelölni a furatokat, valamit a középső nagy lyukat, ahova a vezetőgyűrűt kell majd felszerelnünk.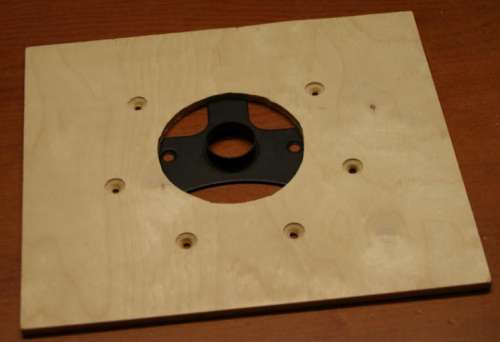
A furatokat pontosan kell készíteni, hogy eme segédtalp semennyire se tudjon lobbanni. Alaposan zenkolunk, hogy kiálló csavarfej ne keserítse a dolgunkat majd marás közben. Felcsavarozzuk ezt az alkotást az öntvénytalpra - használhatjuk hozzá a bakelitlemezt tartó eredeti csavarokat. Ha valahol nem lett pontos a furat, akkor addig reszelgetjük, harapdáljuk, amíg késszel, két ujjal könnyen belekap minden egyes csavar a helyére.

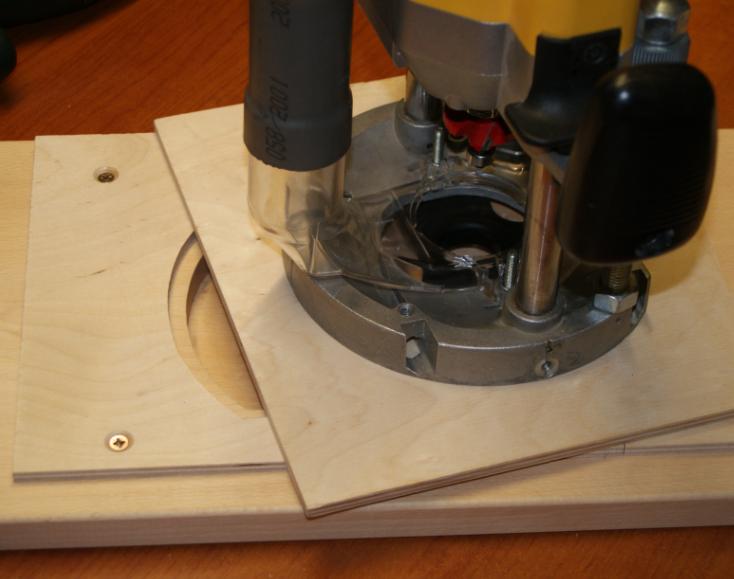
Ez egy segédtalp lesz. Azért van rá szükség, mert éppen akkora csészét fogunk marni a kiválasztott asztallapba, mint amekkora a DW625 talpmérete - magyarul besüllyesztjük a géptalpat a fába. Nehéz lenne szép síkban tartani a fészek fenekét, ha folyamatosan arra kellene ügyelnünk, hogy miként forgassuk marás közben a talpat úgy, hogy bele ne essen a saját maga által ásott "gödörbe", így viszont nem kell majd figyelnünk semmire, csak addig tologatjuk a gépet mindenhol ütközésig, amíg maradéktalanul át nem pásztáztuk fele a marandó felületet.
Most szedjük ki a géptalpból a párhuzamvezető rögzítőcsavarjait, ugyanis sem most, sem az asztal alatt működő gépnél semmi szükségünk se lesz rá. Lesz viszont esetleg később, ha ismét kézben szeretnénk használni ezt a nagy dögöt. Eleinte rendre kipotyogtak az ilyen rögzítőcsavarok a rázkódástól munka közben, volt, amit sikerült is szerencsésen összeporszívózni munka után. (A csavar maradt, azt visszaköpte az elszívócső, de a rugója odalett.) Úgyhogy azóta ezeket szépen leszedem, és megy az M-zárolt raktárba.
Most elő a másik A4 méretű rétegelt lemezt, készítjük a marósablont. A leszedett bakelit talpbetét most is jól fog jönni, mert mérete egyezik az öntvénytalpéval. Körberajzoljuk. de nem ez lesz a kivágandó méret, ez csak "segédvonal" lesz. Miért is? Mert a sablonnak nagyobbnak kell lennie mindig, mint a marandó felület. Mennyivel? Ez nem fix differencia, a marókés szélességétől (ha úgy tetszik átmérőjétől) függ.
Jöjjön egy kis számtan:
- Tudjuk, vagy megmérjük a másológyűrű külső átmérőjét.
- Tudjuk, vagy megmérjük az egyenesmarónk külső átmérőjét. (a késélek egymástól mért távolságát)
- Nagyobbik méretből (másolókarika) kivonjuk a kisebbiket (marókés), és az eredményt elosztjuk kettővel. A marandó kontúr köré ennyivel kell tehát távolabbra vágni a vezetősablonon a lyukat. A DW625 esetében elég könnyű a dolgunk, mert szabályos köralak egy húrral csonkítva. Én szűk 0,5mm-el még ennél is nagyobbra szerkesztettem ezt a vonalat, ugyanis nincs jelentősége gyakorlatilag semmi. Nem kell tizedpontos marással pöcsölni tehát, a gépet a mart fészekben úgyis három db 6-os sf csavar tartja fixen. Viszont ha akár egy tizeddel kisebb a csésze palástja a marótalpnál, úgy vakarhatjuk a fejünket, hogy miként tüntessük el onnan a felesleget.
A számítások után berajzolhatjuk a sablont, már mindent tudunk ehhez tehát. Kifűrészeljük akár szalagfűrészen 6mm-es lappal, akár egy jobb dekopírfűrésszel. Kicsit meg lehet csiszolni a fűrészlap által hagyott "recéket", de ennek sincs jelentősége. Csupán esztétikai dolog, hogy ezeket a recéket is átmásoljuk - meg talán egy kicsit asztalosszaki becsípődés, hogy mielőtt készen vagyunk, mindig csiszolunk.
Kész tehát a sablon. Már csak fel kell alkalmas helyre csavarozni. A csavaroknak előfúrunk, a furatokat zenkoljuk. A csavar feje semennyire sem állhat ki, mert akadni fog akkor benne munka közben a marótalp.
Fontos, hogy elég helyen legyen felfogatva - ne tudjon tapodtat se elmozdulni, vetemedni majd marás közben semmilyen irányban.
Leszorítjuk a leendő asztal lapot akkurátusan egy asztallapra, hogy marás közben abszolút fixen álljon, és kezdhetjük is a fészek kimarását.
Milyen mély legyen? Most ismét matekozni kellene.
- Kivesszük a szorítópatront a gépből, és beledugunk egy marószárat, amit majd remélhetőleg leggyakrabban akarunk használni. Teljesen addig dugjuk ezt a patronba, míg a hüvelyben végig ér. Túl ne érjen, mert akkor most minek csináljuk ezt az egész méricskélést? Bejelöljük jól látható színű jelölőfilctollal a kés alatt, hogy mennyire kell majd betolni a patronba, amikor dolgozni akarunk vele.
- Visszaszereljük a gépbe a (tehát mostmár maximálisan kihúzott) marószárat.
- Ütközésig süllyesztjük a marótalpat, és rögzítjük.
- Megmérjük, mennyi a távolság a maró talpa (bakelitlap nélkül, mert azt nem fogjuk visszaszerelni, hogy plusz millimétereket nyerjünk), és a kés sarka között.
- Most szerencsés esetben csak egy kivonás, és már tudjuk, hogy mennyit hagyjunk meg a maró talpa fölé a leendő asztallapunkon. De nem túl egyszerű képlet ez, ugyanis 7-8mm-t azért jó, ha meg tudunk hagyni.
Úgy emlékszem, én 9mm-t mértem ki, és csak 8-at hagytam meg. Tehát 26mm volt emlékezetem szerint az asztallap végleges vastagsága, amiből kivonva 8mm-t - 18mm mély csészét kellett marnom. De megjegyzem hozzá, hogy a rádiuszkés alsó függőleges élének a felső sarkát mértem, mivel nekem így felelt meg. Tehát a kés 2-3mm-nyi fuggőleges élét mindig az asztallap alatt hagyom, mert soha nincs szükségem erre a részre.
A kimarást több menetben, úgy 6-8mm-es fogásokkal mélyítettem végleges méretére. Kb collos egyenesmaróval 5-ös fokozatú sebességre állítottam a fordulatot. Ha az ember nem rest az elszívást felszerelni már ehhez a munkához is, akkor szépen látszik is a munka során, hogy hol tartunk, különben gyakran le kell venni a gépet, mert hamar megtelik forgáccsal a félkész "tekenő".
Addig nem csavarozzuk le a sablont, míg a vájatunk feneke teljesen sík nem lesz. Ezt ki-ki fantáziája szerint ellenőrizheti. Én egy kisebb törött síküveg darabot csúsztattam, a sarkait itt-ott lenyomogatva. Figyelve, hogy simán fut-e az ujjaim alatt, és nem akad, nem billeg sehol.
Ha ez kész, akkor az érdemi munkán túl is vagyunk.Most a gép talpán a csúszóorsók furatát kitöltöttem litonzsírral, és egy kis darab nylont hozzátapasztottam. Ezt azért tettem, hogy az ide bekerülő finom por még véletlenül se juthasson a hüvelybe. Az első asztal alá szerelt B&D-vel ezt elmúlasztottam, amit az évek során azzal hálált meg a gép, hogy csikorogva, néha picit akadozva működik a lift. Nem szeret nekilódulni.

Ha jól megfigyeled, látható a képen a "saller". Apróság, de meghálálja a figyelmességet, tapasztalatból tudom.
A talpat a helyére fogató három furat jó, ha minél pontosabb. Érdemes most néhány percet áldozni akkurátusan a jelölésére, kifúrására. A láncfűrész reszelőjével addig igazítgattam óvatosan, míg minden egyes csavart könnyedén, két ujjal a menetbe nem tudtam kapatni. Sok aspektusból is fontosnak tartom ezt a lépést, de nem részletezem a gyengébbek kedvéért. Néhány másodperces kalibrálásról van szó, amit kár szerintem kispórolni - szerencsés esetben 1-2 reszelő húzásról van csupán szó.

Mostmár bele kell illeni a gépnek. és tabilan kell tartani azt a helyén a csavaroknak.

De még nem szereljük be, most következik a merevítések felragasztása.
Itt az a lényeg, hogy most kereszt száliránnyal történjen a merevítés, hogy ne tudjon teknősödni, csavarodni az asztallap az idők során. Megjegyzem, hogy amikor kigyalultam az asztallapot, néhány napra kénytelen voltam félretenni ezt a projektet. Ennyi idő elég is volt hozzá, hogy teknőssé görbüljön, pedig jó nagy súlyt (vagy ötven kilót) tettem rá, hogy nyomassam, amíg ismét elővehetem. Kénytelen voltam a vastagoló gyalun véknyítani rajta, hogy helyrehozzam a hibát. Azóta viszont kiváló sík ez az asztallap, ennyi merevítés biztonsággal megtette a dolgát. (Jobb szélen azt a keresztirányú lécet nem merevítésnek szántam, hanem oda lesz szerelve a kapcsoló.)
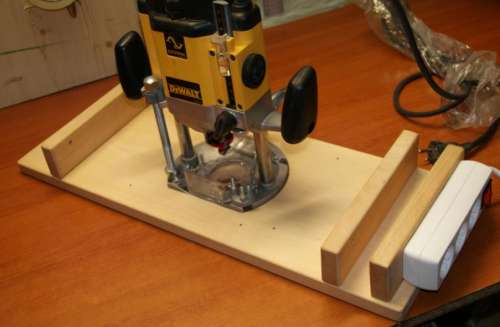
Felszereltem a már kész asztallapot egy barkács munkapad (valami 3-4 ezer forintba fájt, ez egy tecsógazdaságos darab) lábaira, és applikáltam az elszíváshoz egy csonkot, hogy később csak egyetlen kényelmes mozdulat legyen rátapadni a gépre a porszívóval.

A gép elkészült, így néz ki teljes pompájában:

Látható itt két dolog is, ami szót érdemel még:
- Kaptam ajándékba jimy_l kollégától egy ostort a porszívócső magosban tartásához. Itt most újfent megköszönöm Neki, nagyon hálás kiegészítő, ajánlom mindenkinek a figyelmébe, aki kézi gépekre szeretne porelszívást. (A Domino, a Rotex, a rezgőcsiszoló használatakor észre sem veszem, hogy ott a cső is - míg nem volt meg ez az egyszerű, de nagyszerű segédeszköz, bizony gyakran nem használtam inkább porelszívást, mert akadt a cső, leesett a cső, nehéz volt a cső. Ez egy sereg hátránynak elébemegy.)
- A forgácselszívó felülről csinálja marás közben a vákumot. Így gyakorlatilag megszűnt a por. Kerül valamennyi mellé, mert az elszívás így is "csak" úgy 90 %-os, de az inkább forgács. A finom port még jobb arányban magába szívja az egyszerre használt két porszívó - és ez a finom por a gyilkos, nem a forgács.Végül egy példa, hogy milyen amorf alakzatot is lehet ilyen pici asztalon nagy rádiusszal marni mindenféle vezetővonalzók, és egyéb bizbaszok nélkül - pusztán a csapágyra hagyatkozva.

No, tudnék én reggelig is dumálni még. Ígértem is, hogy kivesézzük, mi lehet még hasznos, hogy mégtöbb elvárásnak megfeleljen ez a szerényke alkotásom, de talán így is sokat a fórum nyakába ömlesztettem egyszeribe. Viszont a lelkem megnyugodott, hogy ez az írás már nem csak egy sokszor ismételgetett ígéret...
Tulajdonképpen az egész asztal építése alig több mint egy órát igényelt. Több idő volt leírni, mint megcsinálni.
(Már nincs erőm a helyesírás ellenőrzésére, ha hemzsegne a hibáktól, húzgáljátok alá pirossal, esetleg szidjatok, de kidőltem.)
Több fa van, mint asztalos!