-

Fototrend



Új hozzászólás Aktív témák
-

Vasshammer
tag
válasz
 csadi0011
#14099
üzenetére
csadi0011
#14099
üzenetére
sose nyomtattam se TPE-vel, még PETG-el sem, őszintén megvallva... Csak olvasgattam eddig a szakirodalmakat, ahol direkt előtolást javasoltak a flexihez.
Kérdésem továbbra is az, PLA-val nyomtathatom a AM8 alkatrészeket? (Z tengely tartó, Z motor tartó, Y tengely tartók stb)
Így állok most

[ Szerkesztve ]
Üdv, VH
-
#14102
 izisz
senior tag
Vasshammer
#14101
izisz
senior tag
Vasshammer
#14101
izisz
senior tag
válasz
 Vasshammer
#14101
üzenetére
Vasshammer
#14101
üzenetére
Amennyiben nem lesz beburkolva a nyomtató, akkor mehet PLA-ból is (az extrúder környéki modelleket kivéve). Sőt, mivel a PLA "rugalmatlanabb" mint a PETG, bizonyos mértékig - talán észre sem vehető - jobb is lehet mechanikai alkatrész alapanyagnak.
Ezzel együtt viszont, ha pl. a 8-as rudat próbálod belekalapálni a nyomtatott furatba (ami lehet, hogy nem pontos méretű), akkor a PLA sanszos, hogy szimplán szétreped és nyomtathatod újra, míg a PETG-ben van annyi "rugalmasság", hogy ennyit képes elviselni.
Mindkettőnél csak annyi tárgyhűtést használj, amennyi feltétlenül szükséges, így jobb rétegösszetartást kapsz, ami nem hátrány (dísz bizbazok esetén ugye ez nem annyira fontos tényező) -

Reggie0
félisten
Sziasztok!
0.4-es nozival milyen minosegunek kene lennie a 0.3-as retegvastagsagu nyomatasnak? Ha nem overextrudalok, akkor helyenkent repedesek vannak az oldalaban a Z tengelyre merolegesen, illetve lathatoan nem tapad tokeletesen az infill a falakhoz.
Szoval a kerdes, hogy jol beallitott geppel ugyan olyan hibamentesnek kene lennie, mint 0.2 retegvastagsaggal, vagy altalanos, hogy rosszabb a minoseg(es itt nem a rajzolat finomsagara gondolok), mert kozelebb van a nozzle merethez?
[ Szerkesztve ]
-

Saccco
nagyúr
válasz
 Reggie0
#14103
üzenetére
Reggie0
#14103
üzenetére
Szép eredménnyel nyomtatható a 0,3mm a 0,4-es nózival.
Ha nem tapad, akkor adj rá 4-5°C-t.A fenti vázát 0,3/0,4-gyel nyomtattam, a javasolt 0,32mm lett volna.

█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

Imy
veterán
válasz
Reggie0
#14103
üzenetére
Milyen anyag/márka?
0.2 de 0.25 fölé én nem mennék rétegvastagságban. 0.3mm pont a nozzleátmérő 75%, ami a maximálisan ajánlot rétegvastagság. Én most nyomtatok 0.8mm-es nozzle-val, és 0.3 a normál rétegvastagság, varianciának 0.05mm van megadva, azaz 0.25 és 0.35 a vastagság.
Ahogy elöttem mondták lehet hogy kevés a hő. Lehet hűtés sem kell, de ez függ a modelltől is. -
#14107
 energy4ever
addikt
csadi0011
#14099
energy4ever
addikt
csadi0011
#14099
-
Reggie0
félisten
válasz
 Saccco
#14104
üzenetére
Saccco
#14104
üzenetére
235 fokig felmentem, az sem segitett, pedig a heat toweren mar 195 fokon szepek a szalak. De probaltam 205 es 215 fokon is.
Igazabol ott kezdodot a problema, hogy bekalibraltam a tengelyeket es az extrudernel a fogyo hosszt, majd utana a szokasos kocka odal nyomtatas es beallitottam a flow-t, hogy a 0.4mm vastagsag az 0.4mm legyen - ehhez 100%-rol 82%-ra kellett levenni - es innentol kezdve jottek elo a problemak, amiket sem a homerseklet allitas, sem az overlap allitas nem oldott meg. Curaban meg nem lehet kulon flow-t megadni az infillre. Felteteleztem, hogy akkor a 0.4mm leptetes nem megy XY-ban, leellenoriztem, de az pontos maradt. Esetleg filamentre tudnek gyanakodni.
Te a vazat mekkora turessel nyomtattad? Ha visszaterek az extruder kalibracio elotti flowra, akkor ismet szep lesz, csak ugy az egymasba illeszkedo alkatreszekkel van szivas, pl. csavar es anya alig tekerheto egymasra.
(#14106) Imy: Gembird PLA szurke szin.
-
Saccco
nagyúr
-
Reggie0
félisten
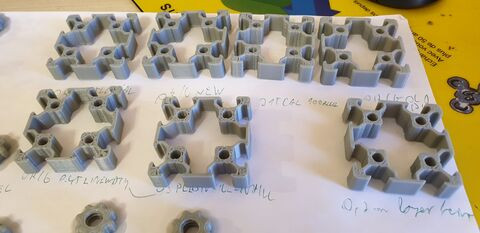
Balrol jobbra fentrol indulva:
1. Kalibralas utani, kalibralt flow-al. 215 fok, 0.3mm reteg, 0.4mm vonal
2. Kalibralas utani, 100% flow-al. 215 fok, 0.3mm reteg, 0.4mm vonal
3. Kalibralas utani, kalibralt flow-al, de infill sebesseg es gyorsulas 100-ra(500-rol) lassitva. 215 fok, 0.3mm reteg, 0.4mm vonal
4. Kalibralatlan geppel, eredeti beallitasokkal. 205 fok, 0.3mm reteg, 0.4mm vonal
5. Kalibarlas utani, kalibralt flow 215 fok, 0.3mm reteg, 0.45mm vonal
6. Kalibralas utani, kalibralt flow, 215 fok, 0.3mm reteg, 0.4mm vonal
7. Kalibralas utani, kalibralt flow, 215 fok, 0.2mm reteg, 0.4mm vonal(#14109) Saccco: Biztos nem nedves, vakuumos volt es egy het alatt elfogyott. Egy vonal vastagsaga neked 0.4mm ha visszamered?
Az az erdekes, hogy terfogatilag mintha nem jonne ki a dolog, mert ahol a feluleten latszodik hezag az infill korul, az vegig hianyzik a teljes Z iranyban.
[ Szerkesztve ]
-
#14111
 csadi0011
őstag
energy4ever
#14107
csadi0011
őstag
energy4ever
#14107
csadi0011
őstag
válasz
 energy4ever
#14107
üzenetére
energy4ever
#14107
üzenetére
Hát még nekem sem megy igazán. Néha túladagolom az anyagot.
Még Slic3r-t használok Repetier-Host-tal. Karkötőt próbáltam csinálni és az ugye elég vékony, a brim meg csak 1 réteg magas és nem fog rendesen, kb. mintha ott sem lenne. Sajnos annak a magasságát nem tudtam állítani. Ezért jöhet fel nekem.
Hogy miért nem jöhet az anyag, azt nem tudom. Én ugye amatőr vagyok még minden téren. Csak próbálkoztam. De minden TPE nyomtatást eddig azzal kezdtem, hogy felfűtöttem Repetierből a hotendet meg az asztalt és megindítottam az anyagot. Mikor láttam, hogy jön az anyag a nozzle-ból, akkor indítottam el a programot. Így úgy láttam, hogy jobban tud jönni az anyag.
Beállításokat úgy gugliztam össze. Retractot kikapcsoltam. Előtolást levettem legalább a felére, mint amin a többit használtam
Érdeke, hogy nem nyomtatott nekem első réteget. Z-ben ofszeteltem 0.3 mm-t (0,55mm-en kezd). Úgy lesz nekem az első réteg olyan, mint más anyaggal 0,25 mm-en.
Azzal szoktam szórakozni, hogy előtolást Repetierből állítom (FR %) és a flowrate-et emelem.
Vastagabb karkötőt azzal egész szépen megcsinált. -
Reggie0
félisten
Meg volt lazulva az extruderen a mozgo kar tartocsavarja, aminek emiatt volt egy oldaliranyu holtjateka es nem szoritotta elegge a filamentet, emiatt az csuszott. Most nekifutok megint elolrol a teszteknek.
Amugy azt vettem eszre, hogy valahol 2 es 3 mm/s, azaz 0.4-es nozlival es 0.3mm-es retegvastagsaggal valahol 40 es 60mm/s kozott lehet a maximalis nyomtatasi sebesseg. 60-nal mar csuszik a filament.
-
#14113
 gerleimarci
aktív tag
energy4ever
#14107
gerleimarci
aktív tag
energy4ever
#14107
gerleimarci
aktív tag
válasz
energy4ever
#14107
üzenetére
Nekem TPU-val az vált be, hogy a retractiont felveszem 0,8-ról 2,5mm-re és a (linear advance) K értékék is 0.1-ről 0.3-ra fel kellett tolnom. Így szálazás mentes szép felületet ad. Még mindig a Tevo Black Widow gyári extruderét használom (lusta vagyok a BMG-t felrakni). Ekkora K-val már kb. elviselhetetlen hangja van a bolygóműves áttételnek
Ja és teflonos heat break + az extrudertől idáig is teflon van. -

Kumancs
kezdő
Kérdésem lenne a tapasztaltabb kollégákhoz. Mert sosem kellet eddig ilyet vennem. Egységesek ezek? Honnan érdemes?
Ender 3 pro hoz szeretnék rendelni csere nozit. Addig ok hogy 0.4 es de van amire érdemes figyelni? Anyagban vagy kialakitásban érdemes másmilyet venni? -
#14116
 DrojDtroll
addikt
DrojDtroll
addikt
DrojDtroll
addikt
Melyik kalibrálási paraméter lehet rossz ha a külső méretek sohasem egyeznek. Olyan mintha a külső fal mindig 0.1-0.2mm-el kintebb lenne a kelleténél
-
#14118
izisz
senior tag
DrojDtroll
#14116
izisz
senior tag
válasz
 DrojDtroll
#14116
üzenetére
DrojDtroll
#14116
üzenetére
Egy falas (egy perimeter) üres kockát/hengert (váza módban) próbáltál már nyomtatni? Ha nem, akkor javaslom tedd meg és mérd meg a falvastagságot. Pont annyinak kell lennie, amennyit "line width" címszóval beállítottál a slicerben (0.4/0.48 szoktak a defaultok lenni, amit eddig láttam) - ha nem stimmel a falvastagság, akkor előbb E step / flow érték változtatással érd el, hogy jó legyen.
Ha ez megvan, még rápróbálhatsz az X-Y step mérésre - mondjuk egy vékony filcet fixen rögzítesz a hotend környékén. És rajzoltass 10-20-40-100-200mm hosszú vonalakat X és Y irányba is. Megméred a vonalhosszúságot, ha lineárisan van változás az elvárthoz képest (akár +, akár -), akkor arra a tengelyre step értéket módosíts. (persze ha van eszköz, akkor mérőórával pontosabb értéket tudsz lemérni, hogy annyit lép-e a tengely, amennyi elvárható, de akkor is több hosszon végezz mérést és ha nem lineáris a változás, akkor más gebasz van)
Pl. 10 helyett 10.1, 100 helyett 101mm-t lép, akkor 1%-al többet lép a kelleténél, ennyivel csökkenteni érdemes a step/mm értéket[ Szerkesztve ]
-
#14120
 Devil Smile
őstag
szuszinho
#14119
Devil Smile
őstag
szuszinho
#14119
-
#14121
 szuszinho
őstag
Devil Smile
#14120
szuszinho
őstag
Devil Smile
#14120
szuszinho
őstag
válasz
 Devil Smile
#14120
üzenetére
Devil Smile
#14120
üzenetére
Nem az összerakás, hanem az utána dolgok érdekelnek.
-
Reggie0
félisten
válasz
Saccco
#14109
üzenetére
Kezd megoldodni a rejtely, igy nez ki a feeder szoritokarja 350 meter utan:

Pedig hasznalok filament guide-t is, hogy ne meredeken erkezzen a feederbe.
Az alap problema az, hogy akad neha a filament es amugy is nagy a slipje, erosen fugg a nyomtatasi sebessegtol is.
Ezen kivul a rogzitocsavar is szeret kicsavarodni es lotyogni, igy csokkentve a szoritoerot.[ Szerkesztve ]
-
Saccco
nagyúr
válasz
Reggie0
#14122
üzenetére
Esetleg még elmelegszik a motor.
Infill overlap elég nagy?Visszamérve 0,40-0,43 között van a fal vastagsága.
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Reggie0
félisten
válasz
Saccco
#14123
üzenetére
0.15mm.
Most mar visszatertem a kalyhahoz, minden beallitas az eredeti, kivetel a firmware verzioja, es igy ugyan olyan szepen nyomtatna, ha neha nem akadna meg a filament, amitol sok reteg valik el.
A motor nem volt meleg, de en meg idoben eszrevettem hogy gond lesz, mert kezdett romlani a minoseg es nem eroltettem sokat. Kezzel fogva kellemes langyos volt, majd maskor csinalok kepeket hokameraval is.
(#14124) Mr.Csizmás: A moricz kornyeken vagy kinyomtatom neked. Amugy en nem nyomtattam ujat, hanem kicsit felfurtam es erveghuvelyt toltam bele. Illetve kapott egy alatetet is a csavarhoz, sullyeszve, hogy csokkentsem a surlodast es ne uljon fel a motor tartojara teljesen:


[ Szerkesztve ]
-
Saccco
nagyúr
válasz
Reggie0
#14125
üzenetére
Ilyen extruder lehullás a Tarantulá-n is volt. Mondjuk ott fémből készült a kar, de a csavar olyan keveset fogott a motorban, hogy szépen kitépte a menetet.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Saccco
nagyúr
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#14130
Reggie0
félisten
DrojDtroll
#14129
Reggie0
félisten
válasz
DrojDtroll
#14129
üzenetére
Szerintem azert megnyugtatobb az, ha minel tobb a fem alkatresz a hoforrashoz kozeli reszekben.
-

azbest
félisten
válasz
Reggie0
#14130
üzenetére
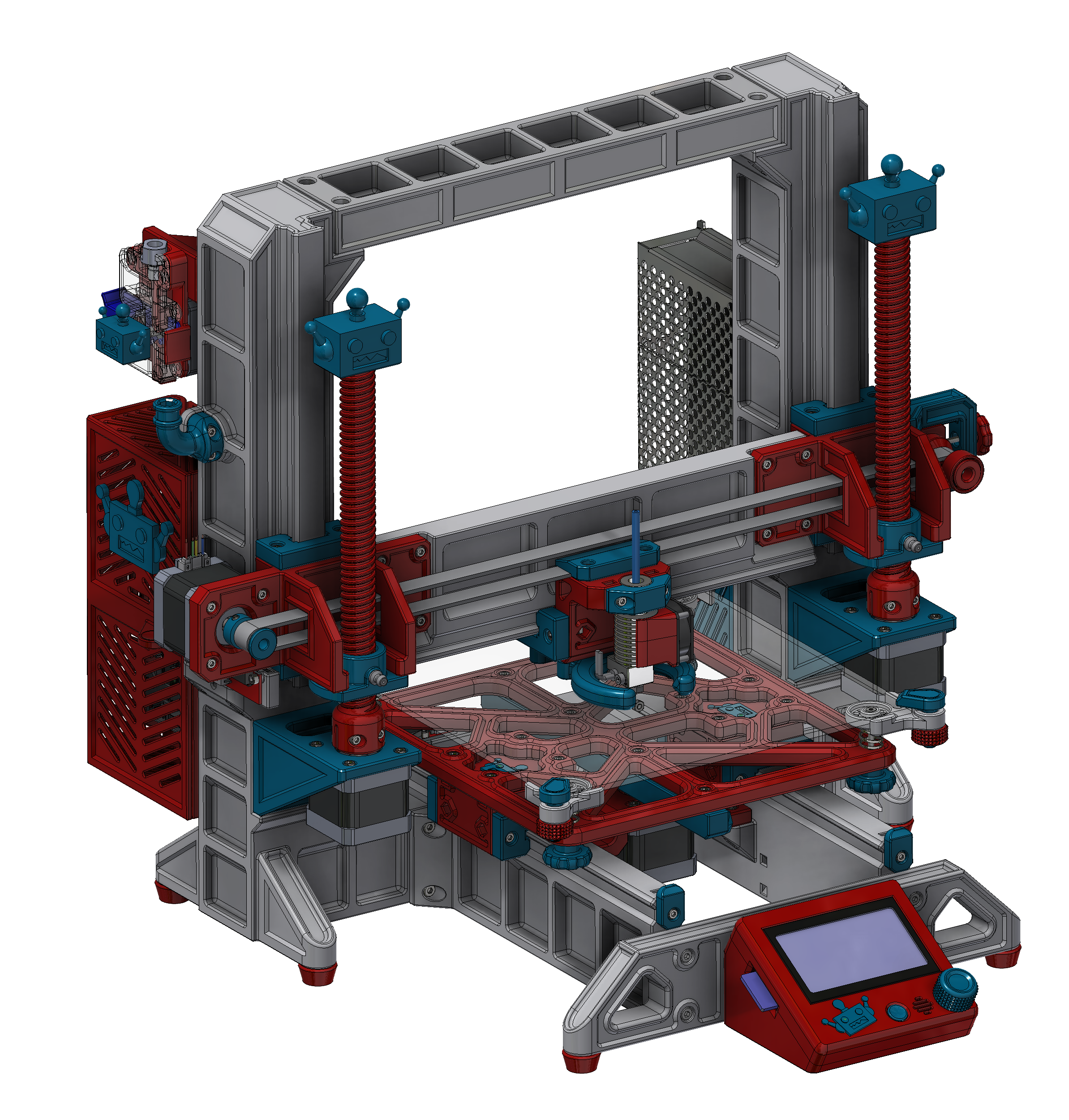
arról nem is beszélve, hogy amennyi műanyagot fel kell használni... b6-os bosh profilból itthon véve max 20 ezer forintból megvan egy hypercube váz (olcsóbban is, ha kimaxolja az anyagot, némi saját vágás árán és nem 10 centikkel felfele kerekítve fizet)... és akkor még az idő nincs is beleszámolva.
Ha jól látom 2kg alatt számolja a műanyagot, az 10esről indul.
de poénnak jó
[ Szerkesztve ]
-
#14133
 imibogyo
veterán
DrojDtroll
#14129
imibogyo
veterán
DrojDtroll
#14129
imibogyo
veterán
válasz
DrojDtroll
#14129
üzenetére
Az MPCNC az szerintem is az, de mondjuk a RootCNC szimpatikus. Gondolkodtam nagyon a saját MDF-vázas gép mellé még egy ilyet is építeni.

-
Reggie0
félisten
Na, ugy nez ki, nekem megoldodott az ender 3 extruder problemam:
1. kiderult, hogy az extruder feszitokarjaba belemart a filament es ezert szorult ott a filament es nehezen huzta. Ezt eloszor kicsit felfurtam es erveghuvely fem reszet beleraktam, de nem volt jo, mert a pereme eles es az akasztotta ismet a filamentet, ezert vegul siman csak felfurtam fereden a luk elejet, hogy ne tudjon a filament megszorulni.
2. probaltam a feszessegen javitani, mert mindig pattant egyet es visszabbugrott a szal. Nyomtattam hozza rugo alatetet, amibol erosebben nyomta, de ez csak rontott a helyzeten es meg kisebb sebessegnel is ugrott. Kezzel rafeszitettem, akkor meg szinte mindig, tehat annyira megfeszitette a leptetomotort, hogy amiatt nem tudott forogni.
3. Egyertelmu lett, hogy nem a feszitogorgo erejevel van a gond, hanem mashonnan ered a problema. Eloszor szetszedtem az extrudert, hatha clogging van vagy hasonlo, de semmi gond nem volt. PTFE csoben is konnyen futott a szal, igy ezt a reszt hagytam. Viszont amikor a dobrol akartam huzni a filamentet az extruderen keresztul(kinyomott feszitovel) eleg nehez volt, mikor tekerni kellett a dobot is, pedig van vezetokar a keret tetejen. Ilyen allapotban ugy nyomtatott, hogy egyes retegeknel alulextrudalt, mint ahogy a mellekelt kepeken is lathato a karoknal, hogy par mm magassagban hianyos reteg van es ez neha ismetlodik, tehat osszefugg a dob forgasaval. Kinyomtattam egy a leptetomotorra rakhato egyszeru vezetot, de nem segitett semmit.
4. Vegul kinyomtattam ezt a gorgos filament vezetot: thing:3369736 Es azota hibatlanul nyomtat, a kepen lathato 11 centis gyurun egy hiba sincs.
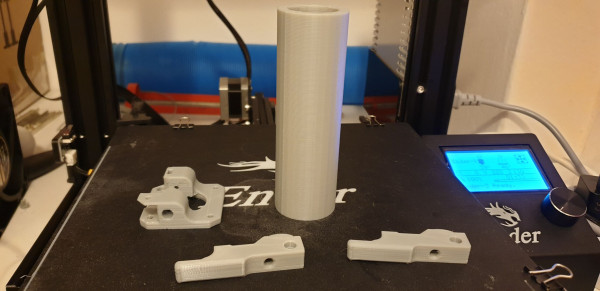
[ Szerkesztve ]
-
#14138
 pirosvilamos
tag
pirosvilamos
tag
pirosvilamos
tag
Megérkezett az Ender 3, szerintem jó időt futott, csak épp nem voltam itthon...
2019/03/13 10:45 GYOMRO, HU
KÉZBESÍTVEMúltbeli esemény Kézbesítésre kész 2019/03/13 5:00 Vecses, Hungary
Útban a kézbesítés felé2019/03/13 3:30 Vecses, Hungary Érkezésbeolvasás
2019/03/13 0:59 Vienna, Austria Kiindulásiállomás beolvasás
2019/03/13 0:30 Vienna, Austria Érkezésbeolvasás
2019/03/12 13:52 Nurnberg, Germany Kiindulásiállomás beolvasás
2019/03/12 9:32 Nurnberg, Germany Érkezésbeolvasás
2019/03/12 3:25 Herne-Boernig, Germany Kiindulásiállomás beolvasás
2019/03/12 0:12 Herne-Boernig, Germany Érkezésbeolvasás
2019/03/11 21:08 Brussels, Belgium Kiindulásiállomás beolvasás
Múltbeli esemény Feladva 2019/03/11 20:09 Brussels, Belgium
SzármazásbeolvasásMúltbeli esemény Címke létrehozva 2019/03/10 8:32 Belgium
Megbízás feldolgozva: UPS átveheti
Holnap kezdődik a helyteremtés, aztán az összerakás, aztán jövök kérdezni...--pirosvillamos-- Creality Ender 3, C64, Amiga 500+, meg egy vacak laptop netre...
-
#14139
pirosvilamos
tag
pirosvilamos
tag
Kifutottam a szerkesztésből...
Piedon: Volt nyomkövetés, és az UPS hozta nagyon gyorsan.[ Szerkesztve ]
--pirosvillamos-- Creality Ender 3, C64, Amiga 500+, meg egy vacak laptop netre...
-

Piedon
tag
válasz
 pirosvilamos
#14139
üzenetére
pirosvilamos
#14139
üzenetére
Köszi, közben és is megrendeltem csak én lengyel raktárból és az üveglaposat, mert annyiba került így mint a sima változat, meglátjuk mennyi idő lesz a szállítás...(illetve vettem hozzá asztalt is hogy legyen fix helye is
)[ Szerkesztve ]
-
#14145
 Mr.Csizmás
félisten
Mr.Csizmás
félisten
Mr.Csizmás
félisten
Alirol melyik extrudert, vagy egyeb updatet erdemes venni 20-25$ korul? (van egy 5/25 kuponom)
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#14146
 Zroo
csendes tag
Mr.Csizmás
#14141
Zroo
csendes tag
Mr.Csizmás
#14141
Zroo
csendes tag
válasz
 Mr.Csizmás
#14141
üzenetére
Mr.Csizmás
#14141
üzenetére
Köszönöm, azt gondoltam az anycubic lesz a javaslat. Sok videót néztem és az jött le az a jobb. Tudnál esetleg indoklást is írni, miért az ender?



























 gyári eredeti, most matekozok, hogy tudnám kinyomtatni a pótdarabot.
gyári eredeti, most matekozok, hogy tudnám kinyomtatni a pótdarabot. 















![;]](http://cdn.rios.hu/dl/s/v1.gif)




Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Android szakmai topik
- PHP programozás
- A fociról könnyedén, egy baráti társaságban
- 3D nyomtatás
- Ezek a OnePlus 12 és 12R európai árai
- Aliexpress tapasztalatok
- OLED TV topic
- A Gigabyte is visszaveszi alaplapjainak alapértelmezett tuningját
- No Rest for the Wicked
- Xbox tulajok OFF topicja
- További aktív témák...
- AKCIÓ !! M3 Chip - MacBook Pro 14" 8C CPU / 10C GPU / 8 GB/ 1 TB / Bontatlan / Magyar
- Tidradio td-h3 akkumulátor
- HP ZBook Studio x360:i7 9850H,32GB,512GB,P2000,15.6" UHD 3840x2160 TOUCH 600nit 100%AdobeRGB,HP gari
- i7-es PC, i7-4790 CPU, 16 GB DDR3 RAM, 1030 2 GB VGA, 240 GB SSD
- Klipsch Promedia 5.1 + Monitor Audio Bronze BR1