-

Fototrend



Új hozzászólás Aktív témák
-
#14501
 Reggie0
félisten
Mr.Csizmás
#14500
Reggie0
félisten
Mr.Csizmás
#14500
Reggie0
félisten
válasz
 Mr.Csizmás
#14500
üzenetére
Mr.Csizmás
#14500
üzenetére
probald meg a petg-t alacsonyabb homersekleten es kisebb retegvastagsaggal, lassabban kinyomtatni, travel speed meg maximumon amit a gep tud.
[ Szerkesztve ]
-
#14502
 KIZS
aktív tag
Mr.Csizmás
#14495
KIZS
aktív tag
Mr.Csizmás
#14495
KIZS
aktív tag
válasz
Mr.Csizmás
#14495
üzenetére
Ez tetszik, gondolkodóba is estem.
Csak az nem tetszik, hogy fehér. További pénzköltés néz ki tehát valami bútorfóliára... -
#14503
 Saccco
nagyúr
Mr.Csizmás
#14500
Saccco
nagyúr
Mr.Csizmás
#14500
Saccco
nagyúr
válasz
Mr.Csizmás
#14500
üzenetére
Tarantulá-n két évig használtam PLA layer fan-t.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#14504
KIZS
aktív tag
Mr.Csizmás
#14500
KIZS
aktív tag
válasz
Mr.Csizmás
#14500
üzenetére
Nekem a PETG-nek elég nagy retract-ot kell adnom, hogy ne szálazon (nagyon).
3.5 - 4mm és 40mm/s.
Bár gondolom ezzel nem mondtam túl nagy újdonságot.Egyébként én kb. egy évig használtam PLA duct-ot gond nélkül. Pont most cseréltem, de csak a színe miatt.
-

MASSlag
tag
Na, berd-air levegő pumpás rendszer:
Nagyon pozitívak a tapasztalataim vele, sokkal jobban beállítható, mint a radiális ventilátoros, nem érzékeny a levegő útra, plusz a hotendről is lekerül így még egy dolog.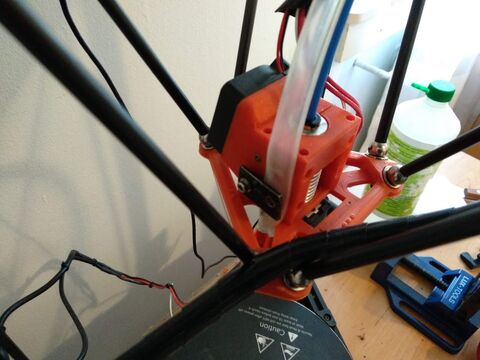
A kitalálótól nem tudtam rendelni, mert USA-n kívül nem szállít máshova, így a pumpát Kínából vettem, a csövet meg megcsináltam magam. A hajlításhoz kellett esztergálni egy szerszámot, de utána az is jól ment, kézzel szépen lehet fúrni.
A 7$-os pumpa szépen teszi a dolgát, így pár száz óra után még működik, nem tudom a kefés motor meddig bírja majd a strapát. Minden esetre a motor miatt kell hűteni rendesen.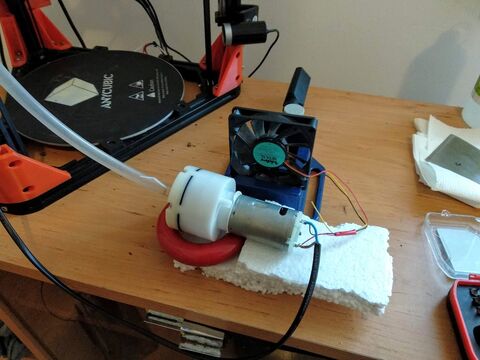
A mágneses csuklók egyébként nem rosszak, de sajnos nagyon nem egyforma az árok bennük, így 100-200 mikron pontatlanság mindig marad a nyomatban miattuk. Cserélem majd KD310-ekre (húzós 50USD lesz egy set).
BMG extuder + placsinta motor párosításról van valakinek tapasztalata? Mennyire elég hozzá a kis motor. Gondolkodom egy belső extruderen, de nem akarok nagy súlyt az effektoron.
Egy időben én is gondolkodtam FPGA-ban, de szembe jött a klipper így meg lett oldva a dolog.
Viszont a Klipper automata delta kalibrációja messze nem annyira jó, mint ami a Duet-ben van (mnden másban szerintem veri).A bizonyíték hiánya nem a hiány bizonyítéka
-
Reggie0
félisten
válasz
 MASSlag
#14506
üzenetére
MASSlag
#14506
üzenetére
En ugyanigy terveztem, csak blowerrel, arra meg nyomtatok egy normalis adaptert es mehet a szilikoncsore.
Amugy sulyban annyira sokkal nem jobb, mert a szilikoncsonek van tomege rendesen, multkor szamolgattam. Akkor szamit igazan, ha combos a venti, viszont ugy a cso keresztmetszete lesz problema, nekem az jott ki, hogy olyan 14-16mm-es kulso atmero az igazi a leheto legkisebb falvastagsaggal(ez altalaban 2-3mm).
[ Szerkesztve ]
-
#14508
 Mr.Csizmás
félisten
KIZS
#14502
Mr.Csizmás
félisten
KIZS
#14502
-
MASSlag
tag
válasz
 Reggie0
#14507
üzenetére
Reggie0
#14507
üzenetére
Blowerrel póbáltam (elég combos 97x97x33mm-es radiál venti), egyszerűen túl kicsi a statikus nyomás amit tud. Olyan nagy a veszteség a csöveken, hogy leesel a jelleggörbéről és kb. nem szállít semmit, meg akkor sem, ha nagyon figyelsz az idomok veszteségére. Volt régen egy verzióm core XY-ra harmonika csővel, de nem teljesített annyira jól.
(a kocsin volt egy doboz, amiben forogni tudott a cső)
Egy vitathatatlan előnye van, hogy nem melegszik a hűtő levegő, ha kamrafűtésed van +ha koncentrikusan viszed be a filamenttel, akkor fűtött kamra mellett is csinálhatsz bowdenes elrendezést.
Másik előnye még, hogy akkora a többlet nyomás, hogy szépen el lehet osztani egyenletesen a levegőt, nem kell agyon optimalizált légcsatornát használni.[ Szerkesztve ]
A bizonyíték hiánya nem a hiány bizonyítéka
-

Dyingsoul
veterán
válasz
 imibogyo
#14513
üzenetére
imibogyo
#14513
üzenetére
Azta! Ez nagyon szép lett!

Mennyi idő volt a nyomtatása?- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
MASSlag
tag
válasz
Reggie0
#14512
üzenetére
Itt inkább nagyságrendi probléma volt.
A mostani vákuum pumpa névleges nyomása 400inchH2O (100kPa). Így gyakorlatilag bármilyen fejet rá lehet applikálni nem kell félni attól, hogy esne a szállítás, az a 15L/perc egyenlőre bőven elég, így is fél fordulaton megy (volumetrikus gép, nem esik a szállítás, ha terheled, nem fog magában forogni, cserébe jól le tud égni, ha nem véded elektronikával).
Azért jó fölé lőni a nyomást, mert körvezetéken a nyomásesés arányában oszlik a térfogatáram, mivel furatonként elég kicsi a nyomásesés a teljeshez viszonyítva így nem kell pl. logaritmikusan elhelyezni a furatokat, hogy egyenletes legyen a levegő stb.
Egyébként nekem már az a gyenge blower is hangos volt, a San ace 70dB(A)-val nagyon durva lehet, ehhez képest a pumpa kb. suttog.[ Szerkesztve ]
A bizonyíték hiánya nem a hiány bizonyítéka
-
Reggie0
félisten
válasz
MASSlag
#14515
üzenetére
Most fpga hutesre hasznalom. Hat van hangja, be kell vallani. Szerencsere nekem a nyomtato a kamraban szuttyog.

Majd kiprobalom, mivel minden van otthon egyedul a fuvokakat, igy kb. ingyen kijon egy proba. A cso ellenallasat, jelentos elhanyagolasokkal(egyenes cso), kb. 10%-os nyomasesesre mereteztem.
-
#14517
Dyingsoul
veterán
Mr.Csizmás
#14495
Dyingsoul
veterán
válasz
Mr.Csizmás
#14495
üzenetére
És ez miért jó? Nem porosodik, vagy elnyeli a nyomtató zaját? Így elsőre ezekre tudok gondolni. Bocsi a láma kérdésért, de pont érdekel mert nemsokára rendelek az IKEA-ból.

- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
#14518
Mr.Csizmás
félisten
Dyingsoul
#14517
Mr.Csizmás
félisten
válasz
 Dyingsoul
#14517
üzenetére
Dyingsoul
#14517
üzenetére
igen
igen
+ jobb környezet, állandó hőmérséklet, stb. csak előnyei vannak pl. égésgátlóval kibéleled, füstszenzor, hőmérő, stb. mehet a pi-re csatlakoztatva.
pl. égésgátlóval kibéleled, füstszenzor, hőmérő, stb. mehet a pi-re csatlakoztatva.asszem én is megyek fizetés után, az eredetileg tervezett LACK asztal tetején szépen fog kinézni
![;]](//cdn.rios.hu/dl/s/v1.gif)
[ Szerkesztve ]
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
Dyingsoul
veterán
A szakavatott szemek segítségét szeretném kérni. Kinyomtattam egy 3D kalibrációs kockát. Nekem egész jónak tűnik (kivéve a teteje). Az oldalakon kis torzulások vannak, de annyira nem vészes, a gondom az, hogy nem tudom milyennek kellene lennie illetve mennyire tud szépet nyomtatni az Ender 3.
Nyomtattam teszt kutyát is ami a hozzá kapott kártyán volt. Arról most nincs kép mert benn felejtettem melóhelyen, de ott is voltak kicsit torz vonalak, egyébként sikerült kinyomtatni. Nem tudom az milyen beállításokkal lett nyomtatva mert alapból rajta volt a kártyán, de nemsokára importálom majd azt is Cura-ba.
Kicsit most elbizonytalanodtam, hogy milyen beállításokkal kellene szórakoznom, hogy szebb legyen a nyomtatás, de próbálok visszaolvasni (és YT videókat nézni) amennyit lehet az Ender 3-as témákról és nyomtatási beállításokról. Addig is jól jön néhány tanács.
Jah még egy fontos kérdés:
Tegnapi nyomtatások során többször hallottam recsegést. Egy-egy hangosabb reccsenést egész pontosan. Mintha a nyomtatott PLA recsegett volna, de nem vagyok benne biztos. Gondolom ahogy hűlt a szerkezet, amiatt recseghetett, de kérlek erősítsetek meg, hogy ez normális vagy sem. Esetleg emiatt lehetnek hibák a nyomtatásban? Ablakot időnként szellőztető állásba nyitottam, de aztán inkább a kis szoba melletti konyha ablakát nyitottam ki. Csukogattam-nyitogattam de szerintem akkor is recsegett mikor nem volt nyitva ablak. Persze kint a levegő hideg volt tegnap este úgyhogy attól, hogy bezártam a huzat megszűnt, viszont a hideg maradt.[ Szerkesztve ]
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
KIZS
aktív tag
válasz
Dyingsoul
#14517
üzenetére
Igen: por, zaj + bent marad a meleg.
Kevésbé lesz érzékeny a huzatra például. Nálam legalábbis rendszeres probléma, hogy hiába csukom be a szobaajtót, az asszony ki be rohangál és közben nagy lendülettel legyezget az ajtóval + hirtelen beömlik a kinti 5-6 fokkal hűvösebb levegő. Ez sokszor meglátszik a végeredményen. A réteghibák alapján elég pontosan meg lehet mondani mikor ment be a szobába. (Elég kicsi a szoba, maga a nyomtató képes pár perc alatt érezhetően felmelegíteni az egész helyiséget.) -
Dyingsoul
veterán
válasz
imibogyo
#14519
üzenetére
Pontosan erre készülök én is, én tegnap egy kaspót néztem ki anyák napjára.
KIZS + Csizmás: Köszi a válaszokat!

[ Szerkesztve ]
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
#14523
 Devil Smile
őstag
Mr.Csizmás
#14495
Devil Smile
őstag
Mr.Csizmás
#14495
Devil Smile
őstag
válasz
Mr.Csizmás
#14495
üzenetére
A 3 nyomtatomhoz az mar kozel 60e annyibol meg kijon meg 1 Ender 3 pro is..

Egyebkent qrva jol nez ki.. de a jelenleg hasznalt lack asztalok epp h elfernek egymason igy marad..

Steam: hunsmile / Xbox GT: Smile0Gigi
-
-
Dyingsoul
veterán
válasz
 Saccco
#14524
üzenetére
Saccco
#14524
üzenetére
Ez is azért lett ilyen? Valahogy minden részlet elveszett... 😞

0.1 mm-es profillal, 20% infillel nyomtattam.
[ Szerkesztve ]
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-

Holleanyo
tag
válasz
Saccco
#14494
üzenetére
Köszönöm a tanácsot. A 24V/Bore 4,1 hotend a szimpatikus. Flexi anyagot is szeretnék nyomtatni vele és talan ez a legjobb hozzá!? A linkelt léptetőmotorok közül melyik lenne jó az Ender3-hoz?
Ender 3 - “az áramjárta vezető pont ugyanúgy néz ki, mint amelyikben nincs áram, csak hát más a fogása”
-
Dyingsoul
veterán
100% infill-lel akartam kinyomtatni a PTFE hot end fixhez az alátétet, de botrányos a végeredmény, ami kijött a nyomtatóból...
Második nyomtatásra még rosszabb lett!
Ahol nyomja be a filamentet a kis csiga, az meg sem moccant a nyomtatás kb 20%-tól. Nem az, hogy keveset mozgott volna, egyszerűen nem adagolta a filamentet. Ez mitől van?Első nyomtatás

Második

[ Szerkesztve ]
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
Saccco
nagyúr
válasz
Dyingsoul
#14527
üzenetére
Nem ül szintig a PTFE cső. Szét kell szedned a hotend-et. El kell távolítanod a dugulást, majd újra összerakni. Ha van a közelben csavar/pneumatika bolt, akkor ott tudsz venni másik csatlakozót (4mm-es), akkor nem lesz szükséged azokra a pöckökre. Kb. 3-500ft egy darab, viszont nem kell rá várni.
Valaki mutathatna egy képet az Ender 3 heatbreak-jéről, lining vagy átfúrt?
Holleanyo:
Az mind ugyanaz a motor. Rugalmas anyag szépen megy a lining-essel is. All metal-t nem tudom.[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Dyingsoul
veterán
válasz
Saccco
#14530
üzenetére
Tudnál egy képet linkelni pontosan milyen csatlakozóra van szükség? Szétszedem én de nem értem pontosan mire gondolsz, mi a cserés.
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
Reggie0
félisten
válasz
Dyingsoul
#14527
üzenetére
sdkartyarol a gcode-ban levo kutyat probaltad?
milyen sebessegbeallitasokkal akarsz nyomtatni, mekkora homersekleten?
sok oka lehet :
1. clogging, azaz valami akadaly keletkezett
1a. megegett a filament a hotendben
1b dugo jott letre a ptfe csoben visszamelegedestol(pl nem vartad meg mig lehul a hotend kikapcsolas elott) es nozzle talalkozasatol visszafele) vagy tulzott retract miatt.
1c nozzle es ptfe cso kozott dugo alakult ki, mert nincs ratolva a ptfe cso
2. megcsuszik a filamenten az extruder hajtokereke
2a hibas extruder kerek, elment az ele
2b megakad a mozgo kar es nem szoritja tuloldalrol
2c gond van a rugoval
3. ha pattogo hangot is ad kozben, akkor lepest ugrik visszafele az extruder leptetomotorja
3a ha rugofeszitot hasznalsz, akkor olyan eros, hogy nem birja nyomatekkal
3b a vezetekben valamelyik er ellenallasa tul nagy vagy kontakthibas igy nem tud kello aram kialakulni(alacsony feszultseg a fazis(ok)on)
4 filament hiba:
4a keresztmetszet tul nagy es elakadt
4b tul sok retract/csuszas(nyomtatasi beallitasok) miatt es elvekonyodott a szal igy nem tudja megfogni
4c minosegi problema van a filamenttel(ok ez nem tul valoszinu)a lista nem teljes
nezd meg, hogy az extruder hajtokerek egyaltalan forog-e.
szerintem eloszor probald ki, hogy manualisan felfutod 230 fokra csak a hotendet es az extruder karjat nyitva kezzel tudsz-e adagolni filamentet. ha nem, akkor 2,3,4 hibak kizarva egyelore es valoszinuleg clogging, azaz szet kell szerelned a hotendet es ki kell tisztitanod.UI: a csiga a hajtokerek?
leges legelso nyomtatasod vagy mar nyomtattal sikeresen?[ Szerkesztve ]
-
Holleanyo
tag
-
Saccco
nagyúr
válasz
Dyingsoul
#14531
üzenetére
Olyan, amit pirosvillamos linkelt. Szedd ki, aztán vidd magaddal a boltba, de csak a menet és a belső átmérő számít.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

imibogyo
veterán
válasz
Dyingsoul
#14525
üzenetére
Nekem Ender 5 van, de lényegében a vázon kívül egy Ender 3-ról beszélünk (ugyanaz a board, hotend, extruder stb.). Az biztos, hogy ott valami komoly(abb) probléma van (ahogy már mások is írták) mint pusztán beállítás, mert nekem gyári beállításokkal és gyári filamenttel pl. így jött ki az SD kártyán lévő kutyus.
Azért ezen videó alapján esetleg érdemes meglesned a "jó kiindulási alap" beállításokat. Az ajánlott kezdő és záró Gcode is megtalálható a leírásban.
-
Dyingsoul
veterán
válasz
Reggie0
#14534
üzenetére
Forog mert tudok vele nyomtatni, de még alig nyomtattam pár alkalommal.
Azt vettem észre, hogy alacsonyabb layer magassággal és/vagy nagyobb kitöltéssel nem tud nyomtatni. 0.6-os layer hight pl és 100% infill egyszerűen rossz. Az alapot szépen megcsinálja aztán szép lassan nem tolja a filamentet. pár réteg után az a motor ami a filamentet tolja nem csinál semmit, áll. Az extruder meg mozog közben de nem jön semmi a nóziból.Tegnap este megpróbáltam szétszedni a hot endet de nem bírom kiszedni a PTFE csövet a hot endből. Nem tudom mi a trükkje.
Nyomtattam sikeresen a korábban linkelt kockát és a teszt kutyát is kinyomtattam (mindjárt teszek fel képeket).
[ Szerkesztve ]
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
Saccco
nagyúr
válasz
Dyingsoul
#14541
üzenetére
Ajánlott maximum réteg vastagság Nozzle átmérő 75%-a.
Az alap 0,4mm átmérőhöz, az 0,3mm magasság.█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Dyingsoul
veterán
válasz
Saccco
#14542
üzenetére
De ezek alapján is tudnia kellene nyomtatni 0.6-os layer magassággal, nem?Jah várj. Én 0.06-ot adtam be neki layer height-nak... 0.15-tel is szépen nyomtatott amúgy.
Akkor lehet, hogy nem is azzal van a gond hanem azzal, hogy túl kicsit layer magasságot állítottam be neki? Mi a minimum layer magasság?
Ezt viszont nem értem hogy akkor PTFE fixhez miért írnak 0.12-es layer magasságot, ha az alappal ki sem lehet úgy nyomtatni....A fent linkelt teszt kutyán egyébként semmit nem állítottam, ez az a kutya ami az SD kártyán alapból volt. (4.5 órán át nyomtatta kb).
[ Szerkesztve ]
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
imibogyo
veterán
válasz
Dyingsoul
#14525
üzenetére
Elnézést az Ender 5-ön már MK10-van hotend van, mint az Ender 3 Pro-n. Az Ender 3-on még az "original Ender hotend" van, bármit is jelentsen ez.

A fent linkelt teszt kutyán egyébként semmit nem állítottam, ez az a kutya ami az SD kártyán alapból volt. (4.5 órán át nyomtatta kb).
Fentebb linkeltem, hogy annak sem így kellene azért kinéznie. Ahogy már Sacco is írta, elsőnek dugulást csekkolni, ha kell orvosolni, aztán a PTFE cső hotend felőli "becsatlakozását" ellenőrizni, ha kell, akkor cserélni, megigazítani. Nekem cserélni nem kellett, de megigazítani igen, mert gyárilag elég "lazán" volt összerakva, nem volt megfelelően, "tövig" benyomva.
[ Szerkesztve ]
-
Saccco
nagyúr
válasz
Dyingsoul
#14543
üzenetére
Ki lehet.
Dugulás van a hotend-edben. Szedd szét és rakd újra össze rendesen.
Addig mással ne is foglalkozz.█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Dyingsoul
veterán
válasz
Saccco
#14545
üzenetére
Rendben így lesz, köszönöm!
Összvissz annyi a gondom, hogy bármennyi videót nézek a szétszedésről, mindenhol könnyen leszedig a PTFE csövet. Nálam nem jön le bármit csinálok. Már kicsavartam ezt a csatlakozót is az extruderből és a filament adagolóból is, úgy sem jön ki a PTFE.
[ Szerkesztve ]
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
Reggie0
félisten
válasz
Dyingsoul
#14541
üzenetére
Ha szetszeded a hotendet, es lecsavarod a PTFE csovet tarto csatlakozot, utana kapcsold be es futsed fel, ugy majd ki tudod huzni, csak vigyazzal ne egesd meg magad, meg ne szakitsd el a vezetekeket.
0.6-os layer height-al nem fogsz tudni nyomtatni, mert 0.4-es a nozzled, igy ha 0.6-al nyomtatsz akkor nem lesz kello nyomas, hogy osszetapadjanak a retegek.
A nyomtatas sebesseget a nozzle meretetol, layer vastagsagatol es a fal szelessegetol fuggoen kell allitani. A hotend parameterei fixek, azaz a futoteljesitmenye, urtartalma es a nozzle atmeroje. Ebbol a nozzle atmeroje, filament es a homerseklet hatarozza meg, hogy mekkora nyomas alakul ki adott filament sebessegnel, amit az extruder motorjanak kell birnia. Ez nagyjabol fuggetlen attol, hogy milyen retegvastagsaggal es falvastagsaggal nyomtatsz(kicsit fugg tole, mert preselnie kell ossze a retegeket). A slicerben viszont nyomtatasi sebesseg van es nem nyomasertekek vagy terfogataram, de neked ezeket terfogataram alapjan kell osszeegyeztetni. Tehat ha van 0.4mm-es falvastagsagod, 0.3mm-es retegvastagsagod, akkor 30mm/s nyomtatasi sebessegnel az 0.4x0.3x30 mm^3/s azaz 3.6mm^3 terfogataramod. Ha te a retegvastagsagot lecsokkented 0.2mm-re, akkor ezt visszaszamolva 3.6/0.4/0.2 azaz 45mm/s sebesseget kapsz. Ennek mintajara, ha felfele mesz vastagsagbal 0.6-nal - ami amugy nem lehet a tapadasi gondok miatt - 15mm/s nyomtatasi sebesseget kell beallitani. Ugyan igy valtozik a sebesseg, ha a falvastagsagot modositod 0.5-re mondjuk.
A reteg es falvastagsagokrol: A nozzlebol alapvetoen kor profilban az atmeronel nagyjabol kicsit vastagabb hengerkent jon ki a filament. Ennek egyik oka, hogy a nozzle sem pontosan 0.4mm, hanem kicsit nagyobb, valamint a nozzlebol kilepve hirtelen csokkent az olvadt filament nyomasa es kitagul. Ahhoz, hogy meglegyen a vegso 0.4mm-es nyomtatott falvastagsag a fejmozgatas sebesseget ugy kell szabalyoznia a gepnek, hogy pariban legyen az anyagaramlassal, igy mozgas kozben kicsit huzza a szalat es vekonyodik. Emiatt viszont kevesbe nyomja ra az alatta levo reteghez amire nyomtat igy azok nem annyira joltapadnak ossze. Sokan a nozzle meretnel nagyobb falvastagsagot allitanak be, hogy erovel preselje az elozo reteg tetejere es ugy szelesedjen ki, igy erosebb lesz a nyomtatas.
A retegvastagsag emiatt szinten fontos kerdes. Ha pont 0.4-es lenne, akkor mar gyakorlatilag 0 erovel nyomtja az alatta levohoz az olvadt filamentet, egyedul a gravitacio maradt, ami igencsak csekeny ebben az esetben es a retegek nagyon konnyen elvalnak egymastol. Okolszabalykent azt mondjak, hogy a retegvastagsag sose legyen nagyobb a nozzle meretenek 80%-anal, azaz 0.4mm-es nozzle eseten 0.32mm-nel. Altalaban 0.3-al szokas nyomtatni, ha kell a sebesseg es nem szamit a reszletgazdagsag.Ender 3: Tapasztalataim szerint 0.4-es falvastagsagnal es 0.3-as retegvastagsagnal olyan 30mm/s-nel nem erdemes feljebb menni, bar lehet neked az extrudered hajtasa jobban fogja a filamentet, mint nalam es birja egy kicsit tovabb. Gyarilag a cura 60mm/s-es printspeedet hasznal, ami sok ide, az 0.15-os retegnel esetlen 0.2-esnel fogadhato el. En nagyon sokszor 0.25-os reteggel nyomtatok es 0.5-os falvastagsaggal, mert igy kerek milimeterre jonnek ki a retegek. A sebesseget ugy is tudod novelni, hogy felemeled a homersekletet, mert akkor konnyebben folyik es ugyan akkora terfogataramhoz kisebb nyomas is elegendo, ezert en altalaban 220 fokon nyomtatom a PLA-t.
-
Dyingsoul
veterán
válasz
Saccco
#14547
üzenetére
Nem.
 Ezek szerint kellett volna.
Ezek szerint kellett volna.(#14548) Reggie0:
"0.6-os layer height-al nem fogsz tudni nyomtatni, mert 0.4-es a nozzled, igy ha 0.6-al nyomtatsz akkor nem lesz kello nyomas, hogy osszetapadjanak a retegek."Benéztem. 0.06-tal próbáltam nyomtatni.
Hát ahogy ezt leírtad, bonyolultabb, mint gondoltam. De ettől még értem amit mondasz. Én eddig csak azt állítottam, hogy Cura-ban mekkora legyen a Layer height és az infill. Meg egyszer supportot próbáltam (ami viszonylag jól is sikerült, a fallout coinnál).
[ Szerkesztve ]
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-

azbest
félisten
válasz
Dyingsoul
#14543
üzenetére
ha jól értem, akkor azóta rossz, hogy 0.06tal próbáltál nyomtatni?
Azért a nagyon pontos nyomtatáshoz egy jól beállított és nagyon körültekintően paraméterezett nyomtató kell. Ha túl kicsi a rétegvastagság, s emellé mondjuk nem megfelelő az extruder működése, akkor könnyen eldugulhat.
Ha nem tudja behajtani a műanyagszálat, mert nem elég feszes az extrudernél a csiga, vagy a ptfe cső valamelyik végén dugulás van, akkor kihagy. Ha túl sokáig van az anyag a forró hotendben, akkor megkeményedhet, megéghet. A rosszul működő extrudálás, a túl pici layer vastagság (ami lassú anyagáramlással jár) kombinálva túl magas hőmérséklettel is megégetheti és eldugíthatja.
De extruder oldalon is lehet gond. Múltkor megszivattam magam filament cserekor. Furán hangos volt az extruder. Nem kattodott, tekert, de mégis volt hogy megállt a műanyagszál és csak faragta. Azt hittem a hotend eldugult, de mikor nozzle cseréhez eltávolítottam, majd utána betöltöttem újra a filamentet, akkor kiderült, hogy a tevo titan extruder műanyagcsövében maradt az előző filament végéről a bumszli és a másik filamentnek sikerütl mellette elmennie betöltéskor. Viszont így idővel beékelődött az a törmelék és teljesen elakadt tőle a szál. A nozzle csere után lepődtem meg, hogy a szürke szál tolja maga előtt az előző fajta kék gombócát, mert akkor nem hegyesre, hanem laposra vágtam a szál végét és be tudta tolni.
[ Szerkesztve ]






 )
)















 pl. égésgátlóval kibéleled, füstszenzor, hőmérő, stb. mehet a pi-re csatlakoztatva.
pl. égésgátlóval kibéleled, füstszenzor, hőmérő, stb. mehet a pi-re csatlakoztatva.![;]](http://cdn.rios.hu/dl/s/v1.gif)













 Ezek szerint kellett volna.
Ezek szerint kellett volna.
Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Kerékpárosok, bringások ide!
- Milyen NAS-t vegyek?
- Futás, futópályák
- Kormányok / autós szimulátorok topicja
- Androidos tablet topic
- A fociról könnyedén, egy baráti társaságban
- PlayStation 5
- sziku69: Fűzzük össze a szavakat :)
- Sorozatok
- Android alkalmazások - szoftver kibeszélő topik
- További aktív témák...
- APPLE MacBook Air 2020 13" Retina - M1 / 8GB / 256 GB SSD / MAGYAR / 96% akku, 81 ciklus / Garancia
- LG NanoCell 55NANO766QA Halvány píxel csík
- Philips 58PUS8545/12 1 ÉV GARANCIA Játék üzemmód
- Tyű-ha! HP EliteBook 850 G7 Fémházas Szuper Strapabíró Laptop 15,6" -65% i7-10610U 32/512 FHD HUN
- Bomba ár! HP EliteBook 840 G5 - i5-8G I 8GB I 128GB SSD I 14" FHD I HDMI I Cam I W10 I Gari!