-

Fototrend



Új hozzászólás Aktív témák
-
-

#19103744
törölt tag
válasz
 consono
#35951
üzenetére
consono
#35951
üzenetére
Az volt, maszkoló szalag szerintem csak nem jutott eszembe a neve. Amíg megjön a pei lap rápróbálok. Szintezés nem gáz mert autómata a másikon meg hozzáírom G-kódban. Bár ott is a 0-át beállítani 1 perc.
szabieable
Szerintem is az lesz. Nincs kedvem szenvedni ezekkel a dolgokkal. Gyártót ha mondanál megköszönném, gondolom nagy a szórás itt is. Meg olyan aki köralakút is gyárt...Saccco
"(még csak PLA-nál tartok)" ...ami már nem igaz, mert daninet ötletére éppen most hozta a postás az Azure tekercset és a tisztítószálat is.
[ Szerkesztve ]
-

kzkz
őstag
válasz
 Saccco
#35947
üzenetére
Saccco
#35947
üzenetére
Gembird PETG-t nyomtattam az új Crealitys PEI lapomra. Hát a végén, amikor kihűlt magától lejött, szinte le tudtam volna fújni. Furcsa volt, mert a gyári Ender lapra úgy rágyógyult, hogy alig lehetett leszedni.
A PEI lapon kis felhajlás is volt egy vékonyabb résznél.
A másik nyomtatómon ami sima alu lapra nyomtat, ott is alig lehet leszedni a PETG-t róla.
-
-
kzkz
őstag
válasz
Saccco
#35956
üzenetére
Majd kipróbálom zárt térben is, csak most az Enderrel nyomtatom azokat az alkatrészeket, amivel remélhetőleg a másik nyomtatóm újra üzemképes lesz. Hero me gen 6-tal próbálkozom először, hogy ne kelljen a külső hűtő levegőt bevezetni a zárt házba. De ha így is dugulás lesz a heat creep miatt, akkor nem úszom meg...
-
#35959
kzkz
őstag
kriszpontaz
#35958
kzkz
őstag
válasz
 kriszpontaz
#35958
üzenetére
kriszpontaz
#35958
üzenetére
Hát ez V1, üveget még nem próbáltam, egyelőre jónak tűnik ez az utólagos PEI lap. Ha lesz gondom vele, akkor kipróbálom majd az üveget is.
[ Szerkesztve ]
-

BodyGekko
tag
válasz
Saccco
#35932
üzenetére
Köszönöm ,de általánosságban értettem.
 Hogy milyen boltban lehet venni? Háztartási-, illatszer-, esetleg festékboltokban?
Hogy milyen boltban lehet venni? Háztartási-, illatszer-, esetleg festékboltokban? Nokia XM5800 > HTC Hero > HTC Desire > HTC Desire HD > LG Optimus 2x > S Galaxy S2 > HTC Sensation XE > HTC One X > HTC Butterfly x920d > HTC One > HTC One M8 > HTC One M9 > HTC 10 > HTC U11+ > S Galaxy S10+ > OnePlus 8 Pro > OnePlus 10 Pro
-

Saccco
nagyúr
válasz
 BodyGekko
#35960
üzenetére
BodyGekko
#35960
üzenetére
Festékboltban keresném. De annyira nem elterjedt szerintem, legalábbis felénk nem találtam. Inkább denaturált szesz, lakkbenzin, és hasonlókat tartanak.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
kzkz
őstag
Az mitől lehet, hogy a kitöltés a jobb oldalon (piros nyíl) nem ér hozzá a széléhez, míg a bal oldalon (zöld nyíl) igen?
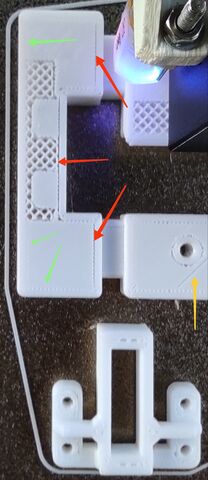
A sárga nyílnál a hiányt az Ender 3 gyári extruderének kattanása okozza, pedig már a profilban beállított 40mm/s helyett ennek 80%-ával nyomtatok, ráadásul direct drive-ra alakítva Ez másnál is ilyen?
Ez másnál is ilyen?[ Szerkesztve ]
-
-
Saccco
nagyúr
A szerintem kevés. Ha a PTFE a torok alsó végéig ér, akkor azt nózi nélkül teljesen át kell nyomni és a torok vége mentén elvágni. Megoldás lehet egy lined torok vagy egy fém.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
kzkz
őstag
válasz
Saccco
#35970
üzenetére
Hát akkor szétszedem újra, és eszerint összerakom, amit a PTFE Pushthrough fejezetben írnak (szerintem te is ezt írtad), mert valóban nem így raktam össze, amikor DD-re alakítottam: [link]
A lined torok nem tudom mi, de egy fémre lecserélném, ha lehet itthon kapni...
[ Szerkesztve ]
-

fabula
őstag
Vagy ha tartós megoldást akarsz, akkor csináld meg a cheap féle hotend fixet.
[link]
Nekem bevált, igaz nem Ender 3-ban, de ott is eredetileg a filament vezető PTFE cső ment le a fúvókáig. Sajnos a hotenden levő coupler-ben mozoghat a PTFE cső egy kicsit, és visszahúzáskor visszaránthatja kissé a PTFE csövet is. A fix után erre már nincs lehetősége.
Ha nincs Capricorn csöved, jó a normál PTFE cső is bele.
Fém torokból a legjobbak a bimetal típusúak. [link][ Szerkesztve ]
-

azbest
félisten
a már javasoltak mellett a szeletelő körül is lehet gubanc. Konkrétan, mintha láttam volna cura 5 -ra az új motorjával panaszt, hogy bizonyos esetekben rosszul csinálhatja ezt. Nem emlékszem, hogy még a bétára mondták, vagy úgy általában az 5ösre.
Vagy akár beállítástól is függhet. Nincs előttem, de mintha lenne olyan paraméter, hogy mennyi átfedés legyen a kitöltés és az oldalvonalak közt.
Ha kifejezetten egyik irányból ilyen, hardveresen, akkor lehet ferdén van felszerelve a hotend. Van némi játék a csavar meghúzásakor a kocsi és a borda közt, a v2-nél is hasonló kocsin fut és hasonló a rögzítés, lehet nem árt vonalzóval vagy valami széles és hotend blokk tetetejére fektethető dologgal összehasonlítani az x tengellyel, hogy nem áll-e ferdén.
[ Szerkesztve ]
-
#19103744
törölt tag
PTFE cső pontos hossza mennyit befolyásol? (extruder csere miatt muszáj volt levágnom belőle, a sok erőltetéstől...)
szabieable
Jesszus Szeptember 18? Kizárt, h. addig várjak, rápróbálok valami prime-os amazonosra, holnap itt lesz. Azért köszi.
Kizárt, h. addig várjak, rápróbálok valami prime-os amazonosra, holnap itt lesz. Azért köszi. -

Demo07
aktív tag
válasz
Saccco
#35717
üzenetére
Múlt héten megjöttek a CHT nózik(0.4mm; 0.6mm).
Ma végre volt egy kis időm, így nózit cseréltem, és ment a Dragon 0.4 helyére a CHT 0.6mm.
Utána még újra kalibráltam az extrudert, mert elég szépen alul extrudrált a 0.6 nózival.Hát valóban bazi jó cucc ez a CHT
0.6 nózi, 0.35 layer height, és kicsit "csalva" 0.65mm infill-el szépen mert ~18+ mm^3/s flow-al, infill alatt 80mm/s sebességgel.
Nem volt semmi alul extrudálás, pedig csak a standard flow dragon.
Off topic:
De nagyon kis kellett már 0.6 nózi, mert van egy "kis" projektem
Ender5 Plus-hoz lesz pár módosítás, és kell egy rendes szerelhető doboz/ok ami még hozzá is férhető (eddig oldalra kellett fordítani a gépet), és nem mellesleg majd szellőzni is tud.
A maratoni nyomtatás előtt volt némi rajzolás is...főleg, hogy pár hónapja ez még elképzelhetetlen volt, mivel sosem tanultam, használtam ilyet.
Pár kép a tervekről, és ha minden jó akkor hétvégén print.
[kép] [kép] [kép] [kép] [kép] [kép] -

Krisz1000
tag
sziasztok! bocs ha olyat kérdezek amit már sokan... melyik lenne az a CAD program, amelyik hosszútávon "3d nyomtatás barát" már ha lehet ilyet mondani. mondjuk a legtöbben használják, jövőben is.
nincs túlbonyolítva a nyomtatással elérhető pontossághoz képest.
inkább műszaki jellegű dolgokban gondolkozom.
jó lenne ha egyszerűen tudna meneteket, metrikus és inch-es isrégen autocadet, 3ds-t és archicadet használtam, egyiknél se érzem hogy őt akarnám használni ha minél gyorsabban és egyszerűbben meg akarok csinálni valamilyen kis funkcionális, letisztult alkatrészt
köszi
-
#19103744
törölt tag
válasz
 Krisz1000
#35977
üzenetére
Krisz1000
#35977
üzenetére
Én is a Fusion 360-at javasolnám. Bár én is most tanulom. Nem tud annyit mint mondjuk az autocad vagy Mastercam, Solid Edge vagy inkább azt mondanám, h. másképp, illetve egyenlőre nem próbáltam bonyolultabb geometriát létrehozni. Az ingyenes ver. sok mindenben korlátozott, pl. mesh inzertálásnál fizetős a prismatic konvertálás, ami elég sok időt vesz el ha bonyolult geometriájú a tárgy. Új tervezésnél azért jobb a helyzet. Felhőbe ment, 10 projektet támogat az ingyenes de ha offline-ba teszed akkor nem számolja. Egy próbát megér.
-
#35980
 szabieable
aktív tag
#19103744
#35975
szabieable
aktív tag
#19103744
#35975
-
#35981
#19103744
törölt tag
szabieable
#35980
#19103744
törölt tag
válasz
 szabieable
#35980
üzenetére
szabieable
#35980
üzenetére
Ha nem válna be amit amazonról rendeltem akkor rápróbálok a javaslatodra. Elmentettem. Köszi.
-
kzkz
őstag
válasz
 azbest
#35974
üzenetére
azbest
#35974
üzenetére
Prusaslicert használok, és még az átfedést is megnöveltem pár százalékkal.
Viszont szétszereléskor azért volt pár hiba, amire fény derült. Pl.: a hotend lötyögött, mert az a két csavar, ami tartja kilazult
Illetve valóban volt dugulás (persze csak részleges), emiatt kattoghatott az extruder. -
-
Demo07
aktív tag
Újra futtattam az input shaper-t mivel voltak módosítások a gépen, javultak is az érétkek.
Kérdésem az lenne, hogy a input shaper által adott értékekből, a smoothing érétkét érdemes lenne hozzá igazítani a pressure advance smooth time értékéhez?
Vagy pedig hadjam a jelenlegi értéken amit még korábban beállítottam?
Vagy a 2 teljesen független egymástól?Gyorsítást azt 7000-re limitáltam, és G-code-ba és a slicerben is 6000-re van fixálva, hogy annyira ne legyen nyírva a technika... magyarul 6000 gyorsítással nyomtatok, jelenleg is.
[input_shaper]shaper_type_x = mzvshaper_freq_x = 48.8##To avoid too much smoothing with 'mzv', suggested max_accel <= 7000 mm/sec^2##Fitted shaper 'mzv' frequency = 48.8 Hz (vibrations = 0.0%, smoothing ~= 0.086)shaper_type_y = 2hump_eishaper_freq_y = 82.6##To avoid too much smoothing with '2hump_ei', suggested max_accel <= 7600 mm/sec^2##Fitted shaper '2hump_ei' frequency = 82.6 Hz (vibrations = 0.0%, smoothing ~= 0.079)pressure_advance: 0.0768pressure_advance_smooth_time: 0.040[ Szerkesztve ]
-

daninet
veterán
válasz
 #19103744
#35990
üzenetére
#19103744
#35990
üzenetére
ezek mechanikai nyomok a felületen. PETG kicsit máshogy dermed/más hőmérsékleten extrudál ezért a géped mechanikai problémái jobban megjelennek a felületen. A fekete szín sem kedvez ennek. Hőmérséklettel kell még játszani, hűtést talán lentebb venni folyjon az anyag kicsit. Ha funkcionális darabokat nyomtatsz egy kicsivel nagyobb nózival ezek mind eltűnnek.
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-

olajecset
tag
Sziasztok!
Szeretném megkérdezni hogy a képen látható hullámosság mitől lehet? Most kezdtem bele a 3D nyomtatásba egy Creality ENDER 3-mal. PLA-val nyomtattam egy letöltött BYodat, szeleteltem a CURA 5-el alap beállítással, 200C/50C. A fej rész jól sikerült 0.12 rétegvastagsággal , a törzs részt külön nyomtattam 0.16-os vastagsággal. Ki van szintezve, szíjak meg vannak húzva, a helységben az ablak csukva. Hibát máskor is produkálta másik filamenttel is. Elvileg nem lehet 3D-s hiba mert a támasztékban is megjelentek a hullámok.
[kép][ Szerkesztve ]
-
#35996
excalibur36
senior tag
excalibur36
senior tag
Sziasztok!
A PP filament nyomtatás után valóban alkalmas élelmiszerrel, vagy ivóvízzel való közvetlen érintkezésre?
pl. ha nyomtatok belőle egy kulacsot az abból való víz ivás nem okoz mérgezést, vagy betegséget gondolok itt az esetlegesen a rétegek között tapadt bacikra.
PP: [link]Az ember jellemét az határozza meg, hogy mit tart nevetséghesnek...
-
#35997
Saccco
nagyúr
excalibur36
#35996
Saccco
nagyúr
válasz
 excalibur36
#35996
üzenetére
excalibur36
#35996
üzenetére
A nagyobb gond az, hogy porózus a szerkezet és megülnek benne a bacik. Illetve tökéletesen ki tudod tisztítani a hotend-et?
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#35998
excalibur36
senior tag
Saccco
#35997
excalibur36
senior tag
válasz
Saccco
#35997
üzenetére
A hotend az nem gond, mert van vadi új edzett acél.
Inkább én is a porózusságtól tartok. Bár erre a filamentre (PP) azt írják, hogy nagyon jó a rétegek közötti tapadás..
Esetleg létezik olyan epoxi gyanta a food safe? Mert ha bekenem a tárgyat vele az eltömíti a rétegeket.Az ember jellemét az határozza meg, hogy mit tart nevetséghesnek...
-
#36000
Saccco
nagyúr
excalibur36
#35998
Saccco
nagyúr
válasz
excalibur36
#35998
üzenetére
Erre vonatkozó ismeretem nincs.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █













 Hogy milyen boltban lehet venni? Háztartási-, illatszer-, esetleg festékboltokban?
Hogy milyen boltban lehet venni? Háztartási-, illatszer-, esetleg festékboltokban? 






 Ez másnál is ilyen?
Ez másnál is ilyen?
 Haver örülni fog majd neki
Haver örülni fog majd neki 













![;]](http://cdn.rios.hu/dl/s/v1.gif)



Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Politika
- Macska topik
- Kötelező BIOS frissítéssel orvosolná a Core CPU-k stabilitási gondját az Intel
- Autóhifi
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- The Division 2 (PC, XO, PS4)
- Google Drive
- Redmi Note 13 Pro 5G - nem százas, kétszázas!
- Foxpost
- További aktív témák...
Állásajánlatok

Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: Ozeki Kft.
Város: Debrecen