-

Fototrend



Új hozzászólás Aktív témák
-

Teasüti
nagyúr
válasz
 blountex
#4358
üzenetére
blountex
#4358
üzenetére
Az egyetlen általam ismert módszer a kamerás szerszámbemérő. De otthoni körülmények között passz. Talán próbálkozhatsz sugármérő sablonnal és szögmérővel, ha hozzáférhető helyen vannak.
Esetleg lefényképezni vmi normális géppel, amihez van objektív profil amivel korrigálni lehet a lencsetorzítást.
Így viszonylag jó közelítéssel - 0,5 mm-en belül - meg lehet határozni az összes a kamerára merőleges síkban lévő kontúrt, ha elhelyezel a képen ugyanabban a síkban egy méretskálát is.Én NYÁK-ról lőttem már ilyen képet sima telefonnal nagylátószögű lencsével, ami elég erősen torzít. De még így is 0,5 mm-en belüli közelítéssel tudtam megrajzolni a kontúrját némi képszerkesztős perspektíva- és kézi disztorzió korrekció után.
[ Szerkesztve ]
-
#4362
 spidersoft
senior tag
blountex
#4358
spidersoft
senior tag
blountex
#4358
spidersoft
senior tag
válasz
blountex
#4358
üzenetére
A legfontosabb, hogy mindig bele kell gondolni, hogy miképp lehetett az alkatrész megrajzolva. A szögeket, hacsak nincs spéci funkciója, kerek méretekre állítják be (oldalferdeség kerek szög, radius 1mm alatt tizedre kerek, 0,5mm alatt öt századra, 1mm fölött 0,5mm-enként, 5mm fölött mondjuk 1mm-enként lép... tehát jó eséllyel nem lesz munkadarabon R4,8-as lekerekítés, az ötös és kész.
Műanyag alkatrészeknél jellemzően van kilökési oldalferdeség: amerre lemozdul a szerszámbetét, abban az irányban keresendő, tehát egy kétfelé nyíló szerszámban jó eséllyel az osztósíktól mindkét irányba találni lehet ilyet. Behúzódó magon gyakran nem helyeznek el oldalferdeséget, mert a magot a szerszám úgyis kimozgatja, de amíg az alkatrészben van, segít áthúzni a formaüregből. Az oldalferdeség jellemzően kerek valahány fok (1-6°, esetleg több). Leméred a tárgy tetejét, magasságát és alját. Ha a teteje és az alja se kerek méret (tizedre-öt századra nem kerek), akkor sanszos, hogy a formaüreg van kerek méreten, és számolnod kell a műanyag zsugorodásával is. Ez PS/ABS/PC esetén pl. nagyjából 0,5%, de minden műanyagnak más... szóval meg van a kerek méret, ezt állítod be fix méretként, a szög a három méretből (felső-alsó szélesség, magasság) kiadódik mondjuk 1,87°-ra, ekkor vélhetőleg az oldalferdeséged 2°. A kerek méret annyi, amennyi, a másik méretet meg a 2°-ra módosított oldalferdeséggel ellenőrzöd, jó eséllyel így jutsz a legközelebb a valósághoz.
Ha műanyagot mérsz, akkor a tolómérőt érdemes lazára, de nem lötyögősre hagyni. Szoros tolómérővel nem lehet pontosan műanyagokat megmérni, mert összemérhető a tolómérő mozgatásához szükséges erő azzal az erővel, amivel simán nyomsz akár 1-2 tizedet is egy héj-szerű alkatrészen... szóval jó tolómérő kell hozzá, ami nem lóg, miközben lazán fut. Ilyet vagy nóniuszosban találsz, vagy digitálisban 30.000 körül... nekem itthon egy banggoodos 4.000Ft körüli cucc van, ez jóval jobb, mint a hazai boltokban (lidls/barkácsboltos/random kínai) 2-3.000-esek, de messze nem elég pontos ahhoz, hogy 2-3 századra lemérhess vele valamit. Én azt mondanám, hogy öt századra azért pontos.
Mikrométer, ha van otthon, az is segít.
Radius sablon is. Ha ez nincs, akkor ismert átmérőjű hengeres dolgok... kisebb sugarakhoz mindenféle drótok, nagyobbakhoz pl. gépcsavar szára, feje. De műanyag házilagos méréséhez elég lehet egy műanyag iskolai radius sablon is.
Ha van mikroszkópod, akkor apró tágyaknál sokat segít. Tolómérő pofáit az alkatrész mellé téve (és nem rá az alkatrészre), addig tolva össze, amíg pont olyan nem lesz a pofái távolsága, mint a mérendő alkatrész (jellemzően 1mm alatti dolgoknál van értelme).
Lapos alkatrészek, vagy egyéb alkatrész lapos felületeinek beméretezésében nagy haszna van egy kutyaközönséges síkágyas szkennernek. Először kalibrálod a szkennert: ráteszel egy pl. 200x200-as (vagy más ismert méretű, de minél nagyobb, annál jobb) négyzetet/téglalapot, beszkenneled és beteszed 2d rajzolóprogramban (acad/3d program vázlatolója/stb) úgy, hogy 1:1-be kerüljön be a kép (elvileg az EXIF-ben benne van a DPI, szóval ismert a mérete), majd rámérsz az alakzatodra, hogy X-ben és Y-ban van-e torzítás. Ha van, felírod az arányszámot, innen már ismert a szkennered pontatlansága. Beszkenneled a tárgyat (lehetőleg minél nagyobb felbontásban, nyilván a készülék natívját túllépni nincs értelme), beteszed a körberajzoló programba, átskálázod az előbb felírt kalibrációs értékkel és körberajzolod. Pár századon belül le lehet követni a kontúrokat.
Satöbbi

Egyéb ötleteket magam is szívesen várok


-
-

HUresz
tag
válasz
blountex
#4548
üzenetére
En raktam egy csokit es mindet abba csavarom bele ... de forraszthatod is ... nem erdemes ezeket nezegetni rendeles elott ... szerintem mind1 melyiket veszed.
Sexy ez az alaplap ... de valahogy kicsit sovanykanak erzem a betap es HB csatit.
Mekkora asztal van rajta? 24 voltos?
-
-
HUresz
tag
válasz
blountex
#4552
üzenetére
Amit te linkeltel az panelba forraszthato sorkapocs. Az a feladata, hogy vezeteket lehessen illeszteni egy nyomtatottaramkorbe.
Amit en linkeltem az egy olyan alkatresz, amivel oldhato modon lehet osszekapcsolni 2 vezeteket.
Ez azt jelenti, hogy minden, szammal jelolt, 2db csavar ossze van kotve 1 fem lapkaval.
A jobbrol es balrol bekotott 2 vezeteket osszekapcsolja. Ez azert jobb mint a forrasztas, mert ha masik akatreszt akarsz csatlakoztatni, akkor eleg kicsavarni majd a masikat becsavarni. 1 perc es kesz. -

janek69
senior tag
válasz
blountex
#4554
üzenetére
Látom nem értetted ezt a csatis csokis dolgot. Fogod,elvágod a régi vezetéket valahol kb. 10cm-re a csatitól vagy ahol akarod és levágod a csatit az újról is és dobod a kukába.Aztán ahogy kedved tartja vagy teszel egy oldható kötést (sorkapocs = csoki) vagy fogos összeforrasztod őket és leszigeteled,pl zsugorcsővel. Ezen nem folyik említésre méltó áram így nem kritikus a dolog.
-
janek69
senior tag
válasz
blountex
#4603
üzenetére
Szerintem is az a gond,amit Saccco írt. Jelölj be egy pontot és léptes x,y-on sőt én a z-t is ellenőrizném 10 sőt akár 20cm-t és mérd meg mennyivel tér el,majd számold ki az 1mm-hez tartozó lépést. Szerintem a kép alapján meg fogsz lepődni,hogy 20cm-en mekkora elcsúszás van.
[ Szerkesztve ]
-
janek69
senior tag
válasz
blountex
#4606
üzenetére
Nekem elég egyedi a nymtatóm,így nem tudom,hogy minden firmware-nél így van-e,mivel a repetier fw-nél pl. a configtól függ,hogy eeprom-ban tárolja-e vagy a config fájlból szedi.
Ha felteszed a gépre a repetier hostot,akkor a config menü Firmware EEPROM Configuration pontjában látni fogod a kiolvasott értékeket. Ha ez a bolti nyomtatókon a kijelzőről is megoldható,akkor azt majd valaki más fogja neked tudni leírni. -
-
janek69
senior tag
válasz
blountex
#4611
üzenetére
Mi van akkor,ha nem is beállítás gondod van,hanem szorul az x tengelyed,már ha x irányba csúszott ott el a dolog.Amikor a kicsit nyomtattad nem lett lépésvesztésed,csak valami engedett annyit,hogy ovális lett a nyomtatás,de már a 20mm-es távnál megakadt annyira,hogy elcsúszott.Meg van kenve a tengely olajjal.Annó a mátrix nyomtatók tipikus hibája volt.Amúgy az előző pulley is 16 fogas volt? Ugyanakkora az átmérő?
[ Szerkesztve ]
-

izisz
senior tag
válasz
blountex
#4611
üzenetére
Csatlakozom janek69-hez, ha nagyjából jók a méretek a kis kockán, akkor ez mechanikai hiba lesz nem step/mm beállítás hiba.
- csúszhat a pulley a motor tengelyen
- megakadhat a csapágy/igus a rudakon
- szíj probléma is lehet
- és akár lépésvesztés is lehet a mocinál, de ez akkor lehet, ha megszorul a mechanika valahol, könnyen mozgó mechanikához pont elég az anet mociárama (700mA környékére van fixen huzalozva)Nekem az igus okozott fejfájást, pár hozzászólással feljebb voltak képeim is feltöltve, ott ecseteltem az "ellipszis" hibámat.
Nem szorult túlságosan az igus a rudakon, de annyira pont, hogy a max és min pontoknál pár pillanatra akadályozta az asztal mozgását.
(pedig amúgy barátságban vagyok az igussal, másik nyomtatón szépen teljesít, de ezen az újon úgy látszik nem sikerült normálisan összeraknom és inkább visszaraktam golyós csapágyat az asztal alá) -
janek69
senior tag
válasz
blountex
#4614
üzenetére
Igazából fogakat szoktak szerintem számolni,de ha az eredeti is ennyi,gondolom azért ezt ajánlotta Izisz,akkor nem változott a step/mm. Az igus-t nem ismerem,de gondolom annak sem szárazon kell futni a tengelyen.Természetesen a szíjat és a pulley-t nem kell olajozni.
Szerintem akkor mostmár 99%,hogy szorul valami.Vedd le a szíjat és nézd meg nem akadnak/szorulnak-e az x,y tengelyek.[ Szerkesztve ]
-
izisz
senior tag
válasz
blountex
#4614
üzenetére
Anet gyárilag 16 fogas pulleyval jön. Ezért jó nagyjából a tesztkocka mérete.
Valahol szorulás lesz a ludas.
Én is úgy olvastam, hogy az igus nem kér kenést, ennek ellenére én már kentem bele grafitos zsírt, műszerolajat. A műszerolaj cseppet jobb, kevesebb a kulimász.
De mindenki (ne)kenje ízlése szerinte, ahogy érzi, hogy szükséges vagy sem.
Azt tudom, hogy 2 X tengelyen, 1 Y tengelyen jól muzsikálnak műszerolajjal nekem, 1 Y tengelyen meg nem sikerült pont eltalálni a felhelyezését, könnyű csúszását (na mondjuk türelmetlen is voltam...) . -

blountex
senior tag
válasz
blountex
#4622
üzenetére
Volt időm ma futni pár teszt kört. Szerencsére úgy néz ki a szorulásos hiba többnyire megoldódott. Látványosan jobb a különbség, de még teljesmértékben nem az igazi. Egy kicsi eltérést még tapasztalok már ami a kört illeti, gondolom ha még egy picit jobban megtépem (csak már így is elég szorosnak tűnik) a szíjakat remélhetőleg ez is elmúlik.
A 20 centis kockát újból kinyomtattam és most nem nyomtatott félre a nyomtató. A méret most sem teljesen pontos. Valahol 20,4 tized mindegyik oldala. Ez mennyire nagy eltérés, belefér? Én még úgy gondolom igen, elvégre nem egy CNC gépről beszélünk.[ Szerkesztve ]
-
-
#4645
spidersoft
senior tag
blountex
#4644
spidersoft
senior tag
válasz
blountex
#4644
üzenetére
XY-ba szinte mindegy, de Z-be valami márkás mikrokapcsolót szerezz be (az adapterpanel meg a kábelezés jó Z-be is, ha van hova felszerelni, csak magát a kapcsolót cseréld valami értelmesre annál az egynél, rendelésnél nyilván figyelve a lábkiosztásra). Ezek a kínai egységsugarú kapcsolók csomó helyre jók (olcsó egérbe, joystickba... de érdemes szem előtt tartani, hogy sokuknál az átbillenésükhöz szükséges benyomás nem állandó: ugyanazt a kapcsolót van, hogy kicsit jobban be kell nyomni, meg van, hogy kicsit kevésbé ahhoz, hogy átbillenjen. Gondolom függ attól, hogy milyen meleg van, előrébb vagy hátrébb van löttyenve a kis piros gombja a fészkében, a lemezke hogy fekszik a tengelyén, de legfőképp attól, hogy milyen kedve volt ötven éve Maonak ugyanezen a napon... érezhető eltérés lehet, ami bizonytalan asztaltávolságot eredményez -- főleg, ha nem magát a gombot, hanem az aktuátorlemezkét támadod, no, akkor akár több tizedes eltérés is beszaladhat. Persze ez nem általános, vannak egész jó kínai mikrokapcsolók, de hogy milyet fogsz ki, az elég random.
-
#4773
 Devil Smile
őstag
blountex
#4770
Devil Smile
őstag
blountex
#4770
Devil Smile
őstag
válasz
blountex
#4770
üzenetére
igen , tudom, h nekem kell eldonteni..csak mivel ismeretlen terep szamomra az egesz igy a Ti tapasztalataitokra lennek kivancsi pro/kontra..
Anet nel szoba kerult a mechanika stabilitasa.. nezegettem videokat par nyomtatassal egesz jo merevitoket lehet csinalni hozza amikkel javitani lehet a stabilitasan..(nyilvan minden dolgon lehet javitani valamit, tokeletes nincs..)Steam: hunsmile / Xbox GT: Smile0Gigi
-

Saccco
nagyúr
válasz
blountex
#4770
üzenetére
A Cura 3.0.3-tól kezdve rendelkezik Tevo Tarantula profillal. Korábban soha nem használtam. Néhányan panaszkodnak rá, hogy 3.0 felett rosszabbul szeletel, ezt nem tudom megerősíteni, mert sose próbáltam ez alatti verziót. Az biztos, hogy aki ezzel kezdi és minden beállítást bekapcsol, az befonja a szemöldökét és tutira nem tudja, hogy merre hány méter.

A TT jól összerakva simán hozza bármelyik gyártó jobb nyomtatainak minőségét.
pl.:

█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
izisz
senior tag
válasz
blountex
#4830
üzenetére
Nekem gyanús a képek alapján, hogy talán a külső perimeter-t rakja először, nem a belsőt (slicer állítás).
Illetve a bridge-k alapján talán a hővel is lejjebb kéne menni, ha megy az extrúdálás alacsonyabb hőn is, akkor tenni vele egy próbát (illetve bridge esetén a fan pörögjön 100%-on).
Illetve elkerülendő az anyagpazarlást, a modellt süllyeszd be az asztalba olyan mélyen, hogy a problémás rész környékén kezdődjön a nyomtatás.
Így hamarabb kiderül, ha gond van, anyagot is spórolsz a teszteléssel illetve kizárható, hogy csak adott magasságban van-e gond (esetleg Z hiba) vagy a modell bizonyos területe az, ami feladja a nyomtatónak és a beállításoknak. -
layerke
aktív tag
válasz
blountex
#4830
üzenetére
Valamilyen dugulás lehet-e a fúvókában? Az még tud ilyet okozni, a helyén is meg lehet csinálni, felmelegíted 205 fokra, ahogy kell, majd egy pici fúrószárral vagy dróttal, ami egyenes és erős, hogy bele ne törjön bele lehet kotorászni. Nekem eddig 3szor volt dugulás a fúvókában, meg tudtam így oldani.
-
Chimpy
tag
válasz
blountex
#4834
üzenetére
Hali.
Ez szerintem dugulás lesz. Pontosabban a sok retraction miatt feltorlódik a fúvóka előtt a meglágyult anyag és egy idő után bedugul. Régebben nekem is volt hasonló gondom a Geeetechemmel, visszvettem a retractionból amennyire tudtam. Inkább kicsit "szőrözzön", de ne duguljon el (ránézésre ugyan ilyen az enyémnek is a feje). -
-

elvakúlt
csendes tag
válasz
blountex
#4840
üzenetére
- Nyomtass olyan egyszerű tesztet ami kis alapterülrtű és hegyesedik. Azon látható ha a hűtés sántít (nekem is lekellettcsrélni a hasonló légterelést).
- Ha kettő tornyot nyomeatsz egyszerre az is javíthat a helyzeten.
- A masina tuti, hogy jó. A G-kód sem hibás, mert az alja jó. Több mint 90%, hogy a hűtés... -

kzkz
őstag
válasz
blountex
#4847
üzenetére
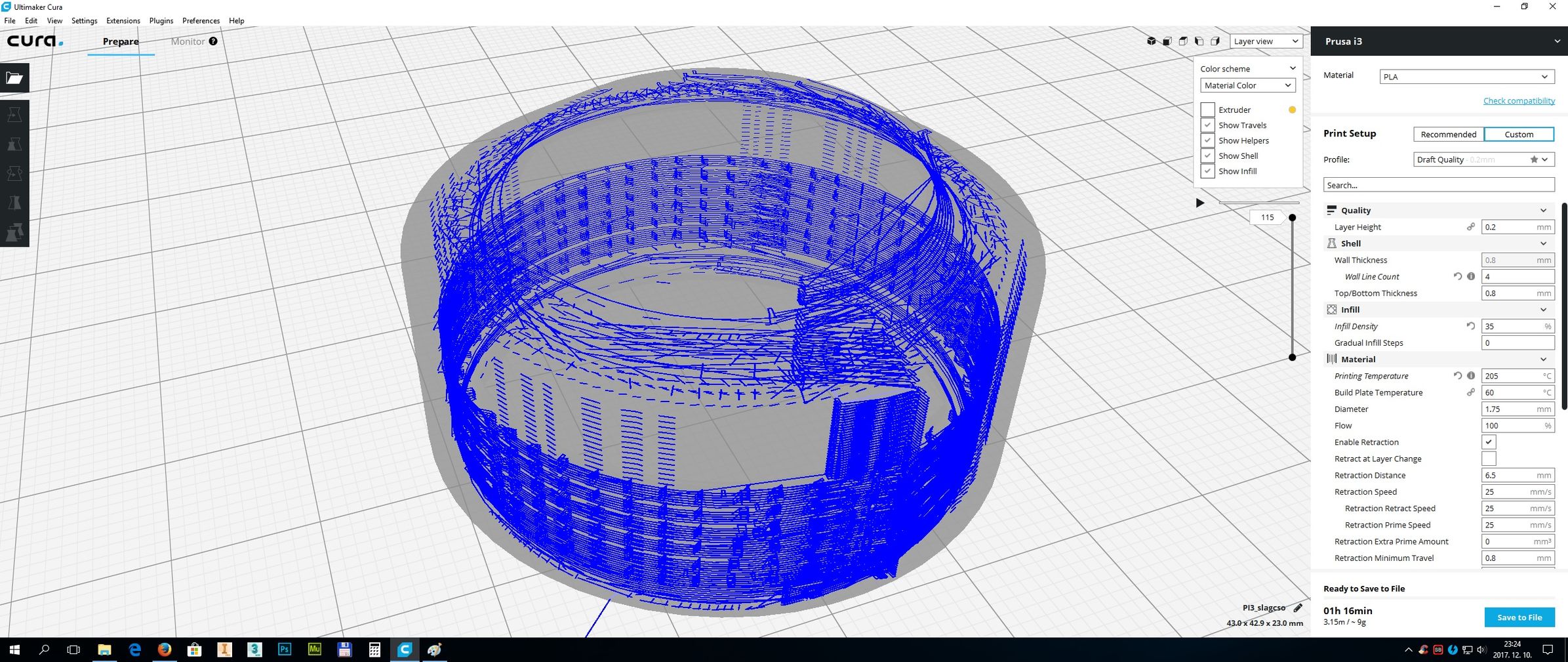
Nem használok Cura-t, de szerintem a Minimum Layer Time-on kellene állítani, hogy legalább 1 percig időzzön egy rétegen.
A retraction 6,5mm-e is túl soknak tűnik nekem. A Slic3r-ben ez alapból 2mm, és akkor kell növelni, ha bowden-es megoldással nyomtatsz. Nekem kb. 50cm a távolság az extruder és a hotend között, és 4 v. 5mm a retraction.
Aztán 0,25mm-es rétegmagassággal nyomtatsz, ahogy látom. Ezt a modelt 0,1-el kellene szerintem, mert sok az olyan görbület, behajlás, ahol nincs alátámasztás.Ha ránézek a félkész nyomtatásodra, nekem továbbra is úgy tűnik, mintha szét lenne maszatolva és megfolyva az egész. Fentieken túl én visszavenném az anyagmennyiséget első körben a szeletelőben állítanám 90%-ra, ha ez még mindig kevés, akkor firmware szinten.
-
STamas_
csendes újonc
válasz
blountex
#4858
üzenetére
Nézd meg hogy a fogaskerék - vagy mi -, és a továbbítógörgő nem kapart-e le már sok filament és esetleg megcsúszik illetve nem továbbítja az anyagot.
Én ma jártam így A8-al egy év gondozásmentes használat után.
15 perc puceválás volt - és most tökéletes.csak egy tipp
[ Szerkesztve ]
-

compi.hu
senior tag
válasz
blountex
#4897
üzenetére
A8-nal (es ugy Prusa Mk2 talcarangatos design-nal ugy altalaban) szerntem ne gondolkozz bowdenes megoldason, mert semmit nem nyersz vele, viszont orbitalisat fogsz szivni ha flexible filamentet szeretnel majd hasznalni egyszer.
Bowdenes megoldast olyan nyomtatoknal erdemes hasznalni, ahol jelentosen novelne a mozgo tomeget az extruder (pl delta vagy corexy). Prusa design azert csaloka mert a mozgo tomeg x es y iranyban nem ugyan az. A nyomtatod kepessegeit (elerheto max gyorsulas) viszont ennek a kettonek a maximuma hatarozza meg. Azaz hiaba csokkented te le az x kocsi tomeget egy lepkefinghoz kozeli ertkre, ha Y-ban meg folyamatosan rencigalnod kell egy meretes aluminiumlapot a rajta terpeszkedo felig kinyomtatott targy sulyaval egyutt.[ Szerkesztve ]
-
compi.hu
senior tag
válasz
blountex
#4900
üzenetére
Azon az alis linken amit kuldtel, van a titan extrudernek nem bowdenes versioja is, raasasul e3dv6 fejjel.Anethez szerintem ez sokkal jobb lenne ha ossze tudod hozni.
CR-10-rol meg annyit, hogy 1.9855-szor akkora az asztalanak a terulete mint az Anet asztalae. Ebbol kovetkezik, hofy az aszztal tomege is is. Ergo y-ban nagyjabol dupla akkora tomeget kell rangatnia mint az anetnek. Ertem en hogy nepszeru, de ekkora asztalhoz mar egyszeruen nem valo ez a mozgasrandszer. De ugye ehez kell a legkevesebb anyag, kicikianait meg csak az erdekli, hogy occo legyen.
-

gardener
senior tag
-
blountex
senior tag
válasz
blountex
#5030
üzenetére
Na, akkor újra, mert lejárt auz időkeret.
Van itt ez a kép: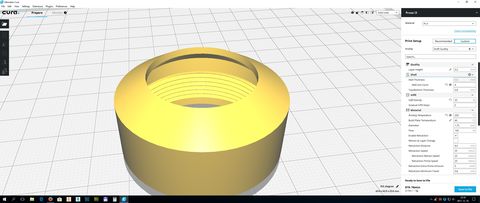
Travel alapján nincsenek az átmérő között átlók. Mikor végzek a nyomtatással van jó pár átlóm, ez miért van?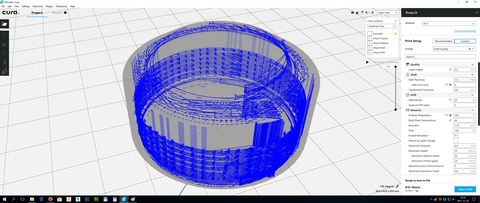
Maga a kép az elkészült nyomtatásról:

A külseje enyhén fogalmazva elég ramaty, eredetileg nem kéne ennyire kiállnia a menetes résznél, de máshol is van probléma. Maga a menet az jó, rámegy. 1,5 fogak közti távolság, metrikus menetről van szó.
Egyedi tervezésű az alkatrész, de elég érdekesen nyomtatódott ki többszőri próbálkozás esetén is. Mindig egy kicsit állítgattam pl fal vastasgás stb. de nem igazán akart összejönni.Estep, szíj feszesség pipa, DD PLA
Kb. más kisebb volumenű tárgyaknál a szokásos beállításokkal elég jól nyomtat, itt valamiért hibázik.Még a belsejéről is készítettem egy képet, remélem valamennyire látszik is:

Köszi a segítséget
[ Szerkesztve ]
-
izisz
senior tag
válasz
blountex
#5178
üzenetére
igen, az. Ceges kiárúsitáskor lett az enyém, nincs asztali gépem, ezen csinálok mindent, dokkoló, külső monitor, stb. Optimus-os, így még a fusion is eldöcög rajta

Gabesz87: mennyit szánsz a gépre elsőre nagyon max?
Mókolási vénád mennyire erős, ügyes? Páka, multiméter, csavarhúzó (akksis, fúrós) volt már kézben?
Türelemmel hogy állsz? És angollal?[ Szerkesztve ]
-

fape
senior tag
válasz
blountex
#5216
üzenetére
Sztem csak idő kérdése az egész. Aszem prusa i3 mk3 a legújabb a felsoroltak közül, ráadásul a hiányolt funkciók teljesen új hardvert igényelnek. Talán még marlinban sincs benne a kezelésük. Szal amint beindul a kínai másoló üzem, lesznek emberi áron is hasonló tudású nyomtatok. Viszont mindig ez lesz, hogy várok még h mert kis idő múlva lesz még jobb, de majd akkor is lesz jobb hamarosan.
Nem ezeket a drónokat keresik!
-





























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Fortnite - Battle Royale & Save the World (PC, XO, PS4, Switch, Mobil)
- Politika
- Folyószámla, bankszámla, bankváltás, külföldi kártyahasználat
- Oukitel WP35 - az 5G-s faék
- Milyen okostelefont vegyek?
- antikomcsi: Való Világ: A piszkos 12 - VV12 - Való Világ 12
- Ukrajnai háború
- Kerékpárosok, bringások ide!
- VR topik (Oculus Rift, stb.)
- Azonnali processzoros kérdések órája
- További aktív témák...
- Új Zsír Dell XPS 13 9315 Prémium Érintős Profi Ultrabook 13,4" -50% i7-1250U 16/512 UHD+ Iris Xe
- Apple iPad Mini 6th gen 64 gb wifi + cellular SpaceGrey
- Magyar Billentyűzet! Lenovo ThinkPad T430 - i5-G3 I 8GB I 320GB I 14" HD+ I Cam I W10 I Garancia!
- Bomba ár! Lenovo ThinkPad E560 - i5-6GEN I 8GB I 256GB SSD I mDP I 15,6" FHD I Cam I W10 I Gari!
- Bomba ár! Lenovo X1 Yoga 2nd - i7-7G I 16GB I 256GB SSD I 14" 2K Touch I W11 I CAM I Garancia!
Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Alpha Laptopszerviz Kft.
Város: Pécs