-

Fototrend



Új hozzászólás Aktív témák
-

papptacsi
tag
válasz
 Balázs1621
#1368
üzenetére
Balázs1621
#1368
üzenetére
Szia! Meghallgatnám a feladatot! Írok privátot. Üdv!
-
#8451
 fape
senior tag
Balázs1621
#8450
fape
senior tag
Balázs1621
#8450
fape
senior tag
válasz
Balázs1621
#8450
üzenetére
Nem mondom, hogy lehetetlen bowden extruderrel tpu-t nyomtatni, de direct drive-val egyszerűbb. Én is szoktam a tarantulámmal, de nem véletlen, hogy csak nagyon ritkán. Részben ezért is tervezem átépíteni én is direct drive-ra.

Nem ezeket a drónokat keresik!
-
#8453
 gerleimarci
aktív tag
Balázs1621
#8450
gerleimarci
aktív tag
Balázs1621
#8450
gerleimarci
aktív tag
válasz
Balázs1621
#8450
üzenetére
Rrndelj Gearbestről, drágább postával. Gyorsan itt van és még a vámot is kijátszák.
-
#8460
 OutsideR
aktív tag
Balázs1621
#8455
OutsideR
aktív tag
Balázs1621
#8455
OutsideR
aktív tag
válasz
Balázs1621
#8455
üzenetére
Rendelj EU Express-el.
Én úgy rendeltem kb 5 napja.
Rendeltem mellé 2 tekercs filamentet is, így csökkent az EU Express szállítási díj is az eredeti majdnem 20 dollárról 4 körülre. -
#8462
OutsideR
aktív tag
Balázs1621
#8461
OutsideR
aktív tag
válasz
Balázs1621
#8461
üzenetére
CCTREE fekete PLA és FLSUN Transparent PLA
Igazából nem tudom milyen minőségű cuccok ezek, de kezdésnek szerintem jók lesznek.Ja és a telefonos appal olcsóbb volt.
-
#8465
 fabula
őstag
Balázs1621
#8450
fabula
őstag
Balázs1621
#8450
fabula
őstag
válasz
Balázs1621
#8450
üzenetére
Szerintem most az egyik, ha nem a legjobb vétel a kategóriájában. Gearbestről rendeld EU Expressel, akkor nincs ÁFA meg vám.
Tud TPU-t is nyomtatni csak lassan, de szerntem ez minden ilyen kategóriájú nyomtatóra igaz (10-15 mm/s).
Hogy drón alkatrészekhez mi lenne jó anyag, azt majd a nálam hozzáértőbbek megmondják, én mindenesetre PETG-t és Nylont használnék, ezeket is tudja nyomtatni.[ Szerkesztve ]
-
#8913
 izisz
senior tag
Balázs1621
#8912
izisz
senior tag
Balázs1621
#8912
izisz
senior tag
válasz
Balázs1621
#8912
üzenetére
Neked ott asztal-nozzli távolság gond van első sorban, ez látszik (szerintem) a kocka első rétegéből. Azon kellene finomhangolnod.
Aztán ha még mindíg lesz olyan behúzásod is, akkor a retract-al kellene játszanod.
Ha a gyári sd kártyán voltak/vannak minta g-kódok, abból nyomtass ki egyett referenciának, hogy lásd, mit várhatsz a géptől.
Ha az közel megfelelő, akkor tutira csak cura-ban kell kicsit elmélyülnöd jobban.
szerk: jah, és felfűtés után gyorsan kapd le csipesszel, ami addig kicsorgott, ez egyértelmű.[ Szerkesztve ]
-
#8915
izisz
senior tag
Balázs1621
#8914
izisz
senior tag
válasz
Balázs1621
#8914
üzenetére
Inkább a szorulás irányába menj. Nagyon laza lap - nem jó. Ha épp csak súrolja a nozlit - határeset, petg esetén akár jó lehet. Ha cseppet szorul - pla-nak jó lesz.
Képzeld magad elé a filamentet, mint egy kört. Na akkor jó a szintezés, ha ez a kör lerakva az asztalra már inkább kis mértékben ellipszis jellegű, így a szomszédos húrkák egyebolvadnak és az első rétegeden (a kész tárgyat kézbe fogva), ahogy a körmöd végig húzod, már nem érzel barázdákat vagy csak nagyon minimálisakat.Amikor az első réteg le van rakva, akkor is húzd végig rajta az ujjad. Ha dudorokat érzel, kis tarajokat, akkor meg már túl közel raktad a nozlit és a felesleg enyhébb/durvább barázdák formájában érezhető ujjheggyel (rosszabb esetben kihagy, kattog az extrúder, nem rak húrkát vagy belepaszírozza az asztalba, stb).
Ha sima tapintásra, akkor pont jó.
(túl távol - pont jó - túl közel)
Ez pl. egy nagyon szép első réteg, nem az enyém![;]](//cdn.rios.hu/dl/s/v1.gif) (concentric infill):
(concentric infill):
[ Szerkesztve ]
-
#8918
izisz
senior tag
Balázs1621
#8916
izisz
senior tag
válasz
Balázs1621
#8916
üzenetére
Azon úgy is tudsz(hatsz) segíteni (láttam már YT videón ilyet), hogy egy kis álíltható kitámasztót nyomtatnak, amit beraknak pont az asztal alá. Van benne egy csavar, amivel a kitámasztó magassága állítható. Ahogy ezt állítgatod, úgy tolja egyre kijjebb/feljebb az asztal közepét, így szintbe hozva. Nem tudom, nálad mennyire kivitelezhető majd később valami hasonló megoldás.
-
#8963
 tonyrulez
őstag
Balázs1621
#8961
tonyrulez
őstag
Balázs1621
#8961
tonyrulez
őstag
válasz
Balázs1621
#8961
üzenetére
Igen, használom. EEPROM-ba mentetted? Starting script-ben benne van hogy előhívja? Vagyis:
G28 ; home all axes
M501 ; turn off bed leveling and load mesh grid from EEPROM
M420 S1 ; enable bed leveling[ Szerkesztve ]
4 8 15 16 23 42
-
#8965
tonyrulez
őstag
Balázs1621
#8964
tonyrulez
őstag
válasz
Balázs1621
#8964
üzenetére
Igen, hiányzik a kódodból a mesh használata, G28 után kell az a két sor, különben nem veszi figyelembe.
4 8 15 16 23 42
-
#8984
tonyrulez
őstag
Balázs1621
#8966
tonyrulez
őstag
válasz
Balázs1621
#8966
üzenetére
Én mióta beállítottam, azóta rá sem néztem a menüre
 Szerintem próbáld ki hogy kikapcsolt állapotban, de mesh-t használó G-kóddal is használni fogja-e. Nem tudom hogy az a kapcsoló mit csinálhat, kétlem hogy törölné EEPROM-ból a mérést.
Szerintem próbáld ki hogy kikapcsolt állapotban, de mesh-t használó G-kóddal is használni fogja-e. Nem tudom hogy az a kapcsoló mit csinálhat, kétlem hogy törölné EEPROM-ból a mérést.4 8 15 16 23 42
-
#9033
 Imy
veterán
Balázs1621
#9032
Imy
veterán
Balázs1621
#9032
Imy
veterán
válasz
Balázs1621
#9032
üzenetére
Z seam alignment: Sharpest corner
-
#9035
gerleimarci
aktív tag
Balázs1621
#9032
gerleimarci
aktív tag
válasz
Balázs1621
#9032
üzenetére
Gyorsabbra kell venni a Z emelést. Nagyobb gyorsulés, jerk és sebesség állítása a firmwareben. Egy kicsit hangosabb lesz rétegváltáskor, viszont nekem teljesen megszűntek az ilyen artifaktok.
-
#9038
Imy
veterán
Balázs1621
#9037
Imy
veterán
válasz
Balázs1621
#9037
üzenetére
Igen, valószínű vagy közel van a fej, ha nem, akkor az "initial layer flow"-t vedd vissza. Én mondjuk nem visszavenni szoktam, hanem megnövelni, nálam 120%. Azért jobb, mert így nyom annyi filamentet, hogy biztosan hozzátapadjon.
-
#9063
izisz
senior tag
Balázs1621
#9062
izisz
senior tag
válasz
Balázs1621
#9062
üzenetére
- 1 fallal nyomtatsz?
- hányadik rétegnél kapcsol a tárgyhűtő?
- hány fokos asztallal indulsz? azt változtatod később?
- milyen slicer?
- hány % a permiter-infill overlap?
- a modellt te rajzoltad vagy letöltött? utóbbi esetben link?
(még néhány másik irányból is jöhetne kép)[ Szerkesztve ]
-
#9065
izisz
senior tag
Balázs1621
#9064
izisz
senior tag
válasz
Balázs1621
#9064
üzenetére
Hm, figy, ha jól értem, a felső fele a modellnek teljesen üres, csak körbe a dupla fal van, igaz?
Az jutott eszembe, hogy ha elég kicsi a tárgy, akkor ennél a felső résznél a cura korlátozza a sebességet, hogy legyen idő kihűlni a rétegeknek. Emiatt lehet ott más a terülése az anyagnak, esetleg hamarabb tud hűlni, mivel több időt kap a tárgyhűtő szeléből. Míg az alsó szakaszon repeszt fürgén, alig hűl, emiatt jobban terül az anyag, hasa lesz kifelé.
Esetleg nézd meg ezeket a beállításokat, kapcsold ki, ha aktív és nyomtasd újra, hátha.
(ezek default cura beálíltások, csak most raktam fel a screenshot kedvéért)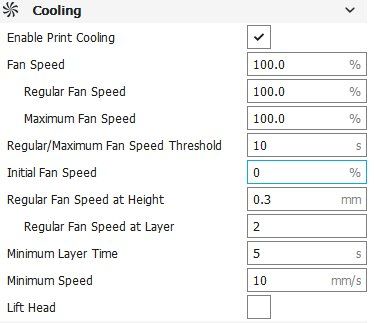
[ Szerkesztve ]
-
#9067
 Saccco
nagyúr
Balázs1621
#9066
Saccco
nagyúr
Balázs1621
#9066
Saccco
nagyúr
válasz
Balázs1621
#9066
üzenetére
Az első réteget nem célszerű hűteni. (PLA)
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#9070
izisz
senior tag
Balázs1621
#9069
izisz
senior tag
válasz
Balázs1621
#9069
üzenetére
Most lehet én látok rosszul, de az infill-esnél rendes 2 fal van.
A felső, üresben meg 2 fal köztük thin wall. Jól látom?
Mi lenne ha átszerkesztenéd, hogy a felső, üres rész fala az alap Wall thickness egész számú többszöröse legyen? (mondjuk 0.4 wall thickness esetén és ha 2 falat akarsz, akkor 0.8-ra kell méretezni, hogy ne legyen thin wall kitöltés)
(ha meg csak az zavar, hogy az infill átlátszik, csak wall count növeléssel tudod eltűntetni, mert az overlap már így is kicsi érték, azt nem érdemes tovább csökkenteni vagy az "Infill before walls" opcióval tudnál még játszani)
u.i: nem arra gondoltam, hogy kapcsold ki a tárgyhűtést, hanem a "min layer time"-ot próbáld kisebbre állítani vagy kikapcsolni csak teszt erejéig. -
#9076
izisz
senior tag
Balázs1621
#9074
izisz
senior tag
válasz
Balázs1621
#9074
üzenetére
Én sajna csak annyiról tudok, amit írtam, "Infill before walls" - vagy az infill-t rakja először, aztán a perimeter-eket, vagy fordítva, attól függ, az opció aktív-e vagy sem.
Ezen kivül az "Overlap" ami ugye az átfedést álíltja %-osan.
Más nem ugrik be, ami komolyabb hatással lenne az infill-wall találkozási pontra. (más esetleg, aki cura-ban jártas, talán hozzá tud még szólni, nekem S3D a terepem inkább, cura-t nem használok)
Ha már itt tartunk, ugyanezt a modellt másik slicer-ben is kipróbálhatnád - pl Slic3r (PE verzió nagyon frankó), hogy kizárhasd a lehetséges slicer hibát. -

Holleanyo
tag
válasz
Balázs1621
#9114
üzenetére
Neked most mennyire van az alsó aluprofil alja és a kapcsolótartó műanyag alja? A gyári ajánlás 32mm.
Ender 3 - “az áramjárta vezető pont ugyanúgy néz ki, mint amelyikben nincs áram, csak hát más a fogása”
-
#9349
Imy
veterán
Balázs1621
#9348
Imy
veterán
válasz
Balázs1621
#9348
üzenetére
0.2-vel, ha nem érdekes, hogyan néz ki, 0.15-el már jó az eredmény, 0.1 vagy alatta meg bőven jó. Wall thichnes attól függ, hogy mit nyomtatsz.
-
#9350
Saccco
nagyúr
Balázs1621
#9348
Saccco
nagyúr
válasz
Balázs1621
#9348
üzenetére
Lehet. Állítsd a layer height-et 0,1-re.

█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#9353
izisz
senior tag
Balázs1621
#9351
izisz
senior tag
válasz
Balázs1621
#9351
üzenetére
80%, vagyis 0,4-es nozlinál 0,32 a bevett felső határ
-
#9783
Saccco
nagyúr
Balázs1621
#9782
Saccco
nagyúr
válasz
Balázs1621
#9782
üzenetére
Dugulás a fejben.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#9788
Saccco
nagyúr
Balázs1621
#9787
Saccco
nagyúr
válasz
Balázs1621
#9787
üzenetére
A nozzle felett lesz a baj, ha ez a baj.
Egészen pontosan a PTFE és a nozzle között.
Videó[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#9789
 Mr.Csizmás
félisten
Balázs1621
#9787
Mr.Csizmás
félisten
Balázs1621
#9787
Mr.Csizmás
félisten
válasz
Balázs1621
#9787
üzenetére
kifűtve tekerd szét fogókkal. lehet kétemberes móka, aztán lehet kidzsuvázni.
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#9796
 zohen
csendes tag
Balázs1621
#9782
zohen
csendes tag
Balázs1621
#9782
zohen
csendes tag
válasz
Balázs1621
#9782
üzenetére
Szia
A 3.5 ös curaban van valami hiba.
Folyamatosan alul extrudál a nyomtató hiába állítod be a filament átmérőjét.
(kb 300 as flow al lett jó nekem)
Érdemes maradni a 3.4.1 nél amíg kijavítják. -

tibi970307
tag
válasz
Balázs1621
#10019
üzenetére
Szia!
A Cura 3.5 mindenkinél ilyen, próbáld meg egyel korábbi verzióval.
Egyébként valaki épített már át Ender 3-at Dual Z tengelyesre? Magas tárgyaknál eléggé paralelogrammát nyomtat. Esetleg lehet valamennyit javítani rajta átépítés nélkül?
-
#10901
OutsideR
aktív tag
Balázs1621
#10868
OutsideR
aktív tag
válasz
Balázs1621
#10868
üzenetére
Én ezt a szilikon sapkát rendeltem Ender3-ra
-
#10985
kulu22
aktív tag
Balázs1621
#10984
kulu22
aktív tag
válasz
Balázs1621
#10984
üzenetére
Van 4 sarkos opció.
// Add a menu item to move between bed corners for manual bed adjustment
#define LEVEL_BED_CORNERSEzzel sem ott lesz, de egyszerűbb így.
[ Szerkesztve ]
-
#10987
izisz
senior tag
Balázs1621
#10984
izisz
senior tag
válasz
Balázs1621
#10984
üzenetére
Normál esetben (szenzor) ezt kell állítani:
#define X_PROBE_OFFSET_FROM_EXTRUDER 10 // X offset: -left +right [of the nozzle]
#define Y_PROBE_OFFSET_FROM_EXTRUDER 10 // Y offset: -front +behind [the nozzle]
#define Z_PROBE_OFFSET_FROM_EXTRUDER 0 // Z offset: -below +above [the nozzle]Próbáld meg, hogy manual módban megeszi-e az ide rakott értékeket.
-
#15459
 Zsolt74
senior tag
Balázs1621
#15456
Zsolt74
senior tag
Balázs1621
#15456
Zsolt74
senior tag
válasz
Balázs1621
#15456
üzenetére
Szerintem a PLA a legkevésbé rugalmas nyomtatószál, az összes többi rugalmasabb.
Esetleg még a karbon szálas nyomtatószál az ami jó lehetne neked.Zsolt
-
#15464
Saccco
nagyúr
Balázs1621
#15456
Saccco
nagyúr
válasz
Balázs1621
#15456
üzenetére
PETG az egyszerű választás drónokhoz. A brutál a polycarbonate: Videó.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#15467
 azbest
félisten
Balázs1621
#15456
azbest
félisten
Balázs1621
#15456
azbest
félisten
válasz
Balázs1621
#15456
üzenetére
őőő, nem pont a merev anyagban terjed a rezgés jobban?
-
#20983
Saccco
nagyúr
Balázs1621
#20982
Saccco
nagyúr
válasz
Balázs1621
#20982
üzenetére
A kábel összeszedi a zajt.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#20985
 energy4ever
addikt
Balázs1621
#20984
energy4ever
addikt
Balázs1621
#20984
energy4ever
addikt
válasz
Balázs1621
#20984
üzenetére
Esetleg alufoliaval korbetekered a kabelet, majd szigeteled. Hangtechnikai dolgoknal szokas igy vedekezni a zaj ellen.
-
#20987
Saccco
nagyúr
Balázs1621
#20984
Saccco
nagyúr
válasz
Balázs1621
#20984
üzenetére
Esetleg más felé vezetni. Vagy ahogy energy írja árnyékolni.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █








![;]](http://cdn.rios.hu/dl/s/v1.gif) (concentric infill):
(concentric infill):
 Szerintem próbáld ki hogy kikapcsolt állapotban, de mesh-t használó G-kóddal is használni fogja-e. Nem tudom hogy az a kapcsoló mit csinálhat, kétlem hogy törölné EEPROM-ból a mérést.
Szerintem próbáld ki hogy kikapcsolt állapotban, de mesh-t használó G-kóddal is használni fogja-e. Nem tudom hogy az a kapcsoló mit csinálhat, kétlem hogy törölné EEPROM-ból a mérést.










Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja