-

Fototrend



Új hozzászólás Aktív témák
-
#10030
 tibi970307
tag
Dalee
#10029
tibi970307
tag
Dalee
#10029
tibi970307
tag
Szerintem azt, hogy elbírja-e ezt a terhelést a tárgy, nagyban függ attól, hogy hogyan van megtervezve az alkatrész.
Érdemes lenne lefényképezned, akkor látnánk, hogy milyen nyomatékok és erők hatnak a fülekre, mivel nem csak a súly számít.
Egyébként én PETG-ből szoktam nyomtatni leginkább, az egy jó 5 réteg shell, bottom, és top layerrel nagyon erős, rugalmas, tehát alkalmas lehet egy ilyet megtartani még 3x1 cm-es méretben is, ha megfelelő a konstrukció.A veszélyes keresztmetszeted mindenképp a füleknél lesz, ahol nyíró igénybevétel terheli az adott keresztmetszetet. Továbbá ha esetleg képes el is mozdulni, akkor ki is fáradhat az anyag, ami műanyagnál elég hamar jelentkezik. Az alján egy adott felületen megoszlik a terhelés, tehát ott nem gondolnám, hogy probléma lesz.
[ Szerkesztve ]
-
#10034
tibi970307
tag
Dalee
#10031
tibi970307
tag
Bőven jó lesz, ha a füleket "tömörre" csinálod. Tehát ne ilyen kikönnyített legyen, mint az eredeti.
Érdemes rádiuszokat rakni az élek helyére, így elkerülöd a feszültséggyűjtő helyeket is. Még akár meg is lehet merevíteni az egészet lamellákkal az alján kereszt és hossz irányban, de anélkül is ki kellene bírnia. Viszont adnék az aljára és körbe egy jó 5 réteget, ha nem szeretnéd teljesen tömörre. Bár ilyen anyagvastagságnál majdnem az is lehetne.
A megfelelő infillt meg úgy is akkor látod, ha felszeleteled és megnézed a keresztmetszetét. Lehetőleg mindig jöjjön ki minimum egy alakzat a méhsejtből, az akkor erős.[ Szerkesztve ]
-
#10058
tibi970307
tag
Dalee
#10035
tibi970307
tag
Simplify-t használok, ott csak réteg számot tudok megadni, de általában nálam 0,4-es Nozzle mérettel 5 rétegnél elég erős szokott lenni. Az ugye 5*0,4=2mm.
Az alján szintén 5 réteget szoktam általában, ott 0,2-es rétegvastasággal 1mm-re jön ki, de mivel a rétegeket kötésben csinálja az jóval erősebb is. -

Dalee
aktív tag
Túlestem az első sikeres hosszabb nyomtatáson (22 óra 22 perc). Az első próbálkozás filament gubanc miatt 13 óra után elhalálozott.
Az eredmény:

A gubancos Hobby King filamnet után a nemrég megérkezett Spectrum PETG-el próbálkoztam, az első réteg, azon belül is a support nem tapadt rendesen, néhol felvált, de szerencsére amikor kellett tartani akkor jó lett, illetve nem volt semmi gond a tekercseléssel:
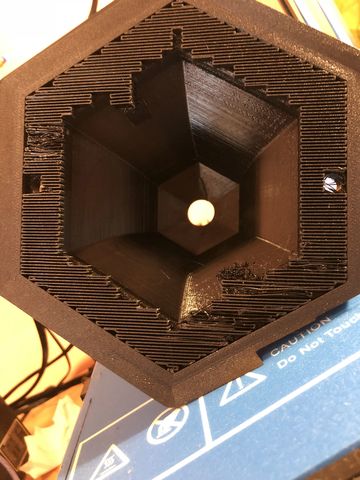
A nyomtatás után csináltam pár support próbát és rájöttem, hogy a Spectrumnak a Hobby King-el szemben nem elég a 70 fokos ágy, kell neki a 85 fok kezdetnek, illetve a fej hőmérsékletet is felvettem 230-ról 240-re, amellyel már jó support tapadást kaptam.
Az alábbi képen látható a hengeren egy csík (érdekes, hogy az utolsó 1 cm.en el van tolódva):

Gondolom ez a réteg kezdő pontja, mely kézzel is kitapintható. Hogy lehet ezt eltüntetni (Simplify 3d-t használok)?
[ Szerkesztve ]
-
#12171
 energy4ever
addikt
Dalee
#12170
energy4ever
addikt
Dalee
#12170
energy4ever
addikt
En a lapos multicolor nyomtatasokat ugy csinalom, hogy a tervezo programban 2db kulon targyat csinalok. Az egyik az 1. szin, a masik a 2.
Mikor befejezodott az elso szin nyomtatasa, akkor cserelek filamentet, es kezdem a kovetkezo targyat csinalni, termeszetesen az elozo targyat a a nyomtatasi feluleten hagyom.
Ennel nincsen egyszerubb mod szerintem. -

fape
senior tag
-

fabula
őstag
A Cura szeletelőben a Filament Change scripttel meg lehet adni, hányadik rétegnél váltson szíínt és ezt lehet egy tárgyon belül többször is, ezzel már nyomtattam négy színréteget is egymásra.
Az Extensions/Post Processing/Modify G-Code alatt találod.
Szerintem ez a legegyszerűbb megoldás a színváltásra.[ Szerkesztve ]
-

azbest
félisten
ott is van valami sequencial printing és filament swap...
valahogy ezekkel talán össze lehet kombinálni, a pozícionálást kell megoldani
-

Tikakukac
titán
Ez tényleg baromi jó, hidd el, ez az üveglap is olyan csíramentes, hogy laborban is szívnának erről kokót.
Itt a gond az anyaggal van. Mértem, nem szenzorral, rendes lézeres mérővel. 225 fokon ebből a PLA-ból kijönni sokat nem látnál. De ismétlem megint, ezt leírták már legalább 50-en fórumokon és a PLA rendelős oldalán is. Ezt így lehet nyomtatni. Pont. Az, hogy a DD, Spectrum és minden mást hogyan lehet teljesen irreleváns, mert ezt nem lehet

Teljes felválásom nekem sincs, de a sarkokat húzza. Durván.
Tényleg örülök mindenkinek és a mindenféle infóinak, de ez nem beállítás hiba, nyomtató hiba, user error stb. Ez az anyag ilyen. Került 3k-ba 1 kg, ennyiért ezt tudja. Nincs vele nagyobb bajom, minden nyomtató tuning alkatrészt ki fogok tudni nyomtatni vele, innentől kerülöm

A fiatalok 50%-a optimistán tekint a jövőre. A másik felének nincs pénze drogokra.
-
Dalee
aktív tag
Bocsi, most nézem, hogy az Nautilus csak ios alatt fut, de google szerint van OctoRemote, illetve AndroidRemote néven is valami app. Az első a képek alapján egész jó.
Én mondjuk nem nagyon használom a Nautilust, helyette simán a telefon böngészőjén (Chrome) keresztül érem el a Pi-t az internetről.
[ Szerkesztve ]
-

izisz
senior tag
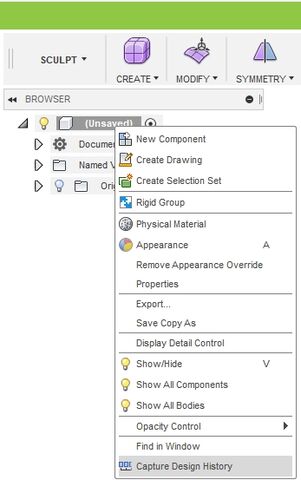
Object browser jobb klikk, Do not capture design history. Akkor elérhető a Sculpt és Mesh env.
(#14002) Dalee: Van különösebb oka, hogy alulra más külső kitöltést szeretnél? Elnézve a lehetőségeket, egyik sem bridge kompatibilis, csak a levegőbe nyomná a cifra rajzolatokat.
PE verzióban a Mesh modifier-el tudnál játszani, hogy elhitesd a progival, az nem bridge, hanem alsó réteg (talán)[ Szerkesztve ]
-
-
izisz
senior tag
-
izisz
senior tag
Áh, így már másabb az infó. Értem, miért az anyagra gondolsz, simán igaz is lehet.
Viszont Saccco kérdése itt már ésszerűbb. Azon a nyomtatón már gyárilag Noctua fan, ha jól tudom. Az meg nem túl acélos hűtést tekintve, csak halk.
Ezt írtad "Khúzva szálat levágva róla a kissé vastagabb véget" - az a vastagabb vég ki tud úgy alakulni, hogy nem eléggé éles a határvonal a forró és hideg zóna között és a rakás retract közben egyre feljebb kúszik az olvadt anyag (heat creep). Amennyiben emeled a nyomtatási hőmérsékletet, még romlik is a helyzet, hisz a zóna még nagyobbra nő.
Mi van akkor, ha mondjuk ennek a problémás narancs színnek elég lenne kevesebb hőmérséklet is alapból, mint a "jó filamenteknek"? Ez magyarázhatná, miért jó a többi, ez meg nem.
Kipróbáltad már 200 környékére/alá csökkenteni esetleg? Esetleg slicerben játszani, van pár beállítás, amivel csökkenthető a retract-ok mennyisége. -
azbest
félisten
ha sok retraction kell és a heatbreak környékén valahol rés van, ott a visszahúzott szál betüremkedhet, s lehűlve beragadhat.
Múltkor én is megszívtam ezzel. A klón heatbreak végén volt egy v alakú perem, amire nyomva a tefloncsövet, körben maradt pici hely, ahová gallérként be tudott türemkedni az anyag és beledermedni. A megoldás az lett, hogy a teflon cső végét is úgy faragtam meg körben, hogy beleilljen a gallérbe, ne maradjon plusz hely. Korábban a teflonbetétes klón heatbreakkel is így szívtam meg, csak akkor nem jöttem erre rá, mert nem tudtam szétszedni sem.
Az eredeti v6-ok kapcsán egy másik heatbreakes probléma is volt, hogy egy pici belső gallérja van a hotend felőli részen, valamilyen kiegészítővel való kompatibilitás miatt. Oda is beragadhat. [link]
Más. Nyomtattam most spectrum pla-kkal. Egész kellemes minőségű az eredmény és az üvegre tapadása is egész jó. Mondjuk a csévélése botrányosan kusza, de nem akadt még el a tekercs. Csináltam egy kis remixet, telefontartónak

[ Szerkesztve ]
-

Saccco
nagyúr
Pár tekercs elment eddig nem volt elakadás. A tekerés minősége javuló tendenciát mutat. Valószínűleg cserélik is, ha emiatt panaszt teszel náluk.
ttomas2005 köszi

█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

Joshi
titán
"@Joshi: bocsi: Filanora Filacorn PLA BIO filament 1,75mm Csokoládé Barna"
Nem kell überelni a PLA-t BIO jelzőkkel, mert a PLA önmagában is egy lebomló anyag. Arról nem is beszélve, hogy emlékeim szerint a BIO marketing jelző plusz feláras. Na mind1.A képeid alapján egyértelműen rossz a rétegek közötti tapadás. A PLA nagyon erős, szinte lehetetlen széttörni. Próbáld meg ketté törni a rétegek mentén, ha sikerül akkor baj van.
-

LamaCube
addikt
Imy petg-t írt. Erre reagáltam
A filanorás pla 200-220-ra ajánlja, persze sokat számít, hogy a hőmérséklete tényleg annyi-e, mint amit beállítunk a nyomtatón. Ezért nehéz tanácsot adni, mert sok a változó  A legjobb egy hőtornyot nyomtatni új tekercsnél és még az se biztos, hogy más színnél jó lesz az a beállítás.
A legjobb egy hőtornyot nyomtatni új tekercsnél és még az se biztos, hogy más színnél jó lesz az a beállítás.HyperCube< ModernWarfare 2 baráti kör >Az elv olyan mint a fing, tartja az ember, amíg bírja...
-
-

smithsys
aktív tag
Ha jól értem, a menetek közötti tűrés 0,1 mm lesz?
Véleményem szerint ez kevés, bár nem tudom mennyire nyomtat pontosan a géped, de ha nem tűpontos a masina, akkor ez annyira önzáró lesz, hogy össze sem tudod csavarni, ha meg mégis, akkor örökre úgy marad.
Én általában 0,3 mm-rel dolgozom meneteknél, és még az is szoros, de hangsúlyozom, nagyon gépfüggő a dolog.
Én a helyedben mindenképpen nyomtatnék egy próbadarabot csak a menetes részből, Fusionban botegyszerűen ki tudod vágni azt a részt.





































 Mármint nem alja, hanem minőségit.
Mármint nem alja, hanem minőségit. 
Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Tyű-ha Lenovo Thinkpad X1 Carbon Profi Érintős Laptop 14" -50% i7-10610U 4Mag 16GB/512GB FHD IPS
- 3D bérnyomtatás és egyedi megrendelések teljesítése PLA, PETG anyagokból 70+ színárnyalattal!
- Nikon D5300 + objektív, makulátlan vadonatúj állapotban
- Új LENOVO THINKBOOK 13s G3 "Kis Gamer" Ultrabook 13,3" -40% Ryzen 5 5600U 8/512 WUXGA IPS RADEON 2GB
- -100e Ft Dell Latitude 5440:i5 1345U,16GB,512GB,Iris Xe,vil.MAGYAR bill,Win11, 3 év Dell NBD gari
Állásajánlatok

Cég: Alpha Laptopszerviz Kft.
Város: Pécs

Cég: Promenade Publishing House Kft.
Város: Budapest