-

Fototrend



Új hozzászólás Aktív témák
-
#27307
 Mr.Csizmás
félisten
MrYoniko
#27304
Mr.Csizmás
félisten
MrYoniko
#27304
-
-

spacelab
tag
válasz
 MrYoniko
#27304
üzenetére
MrYoniko
#27304
üzenetére
A kérdésem az lenne, hogy milyen ingyenes 3d tervezőt használtok (már ha van).
Az Autodesk Fusion 360 ingyenesen használható, attól jobbat nem találsz.
Böngészőből használható a Tinkercad.
Személy szerint én Autodesk Inventort használok, de csak azért mert munkám miatt ingyenesen hozzáférek, egyébként nem az én pénztárcámnak való.[ Szerkesztve ]
-

#35581184
törölt tag
válasz
MrYoniko
#27391
üzenetére
Egyben válasz mindenkinek is.
Szétszedtem (össze is tudtam rakni). Nem volt eltörve semmi szerencsére.
A tehermentesítő kallantyú (pontosabb nevet szívesen fogadok) lötyögött, valószínűleg nem volt eléggé odanyomva a fogaskerékhez, ami továbbít.
A szintezés után így állok: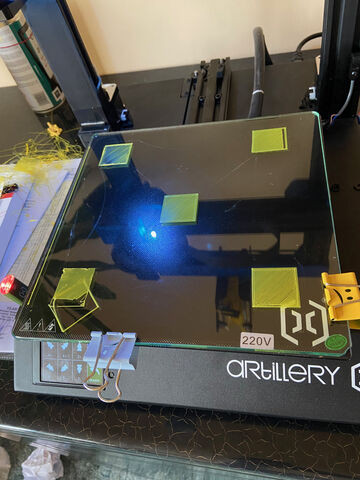
Nyomtatok egy XYZ kalibrációs kockát, ezzel az a bajom, hogy sokadik rétegnél elkezd felválni az üveglapról.
Noob kérdés, hogy a ragasztót a hideg üveglapra teszitek, vagy már melegen kenitek (v.ö.: normál vajas kenyér vs pirítós ) ?
) ? -

LamaCube
addikt
válasz
MrYoniko
#30118
üzenetére
Abs-hez zárt tér. 90C˘-os bed minimum és 240C°-os nozzle. Én is csak fórumokon olvastam róla, tehát tapasztalatom nincs. Viszont Petg-t nyomtatok ott 230-235 nozzle és 70 bed. Az abs magasabb hőmérsékletet kíván szerintem.
HyperCube< ModernWarfare 2 baráti kör >Az elv olyan mint a fing, tartja az ember, amíg bírja...
-

Scallion
senior tag
válasz
MrYoniko
#30123
üzenetére
Elég letakarnod egy dobozzal, én csak körberaktam. A fejet alulról le kell burkolni ,hogy a hotend hűtése ne érje az asztalt, vagy ha hűteni akarod akkor lecserélni az eredetit egy olyan hűtésre ami minden oldalról kb egyenletes.Nekem is kell a 100 fokos asztal sajnos (ender 3 +creality üveg). A sebesség szerintem nem annyira kritikus .
-

LógaGéza
addikt
válasz
MrYoniko
#30127
üzenetére
DC-DC step-down kell neked, pl LM2596. Veszel 24V-ot a tápról, erre bekötöd, utánna annyira szabályzod, amennyire szeretnéd.
"Go to work, get married, have some kids, pay your taxes, pay your bills, watch your tv, follow fashion, act normal, obey the law, and repeat after me: I AM FREE"
-

Dyingsoul
veterán
válasz
MrYoniko
#31462
üzenetére
1, 3:
A helyedben elfelejteném ezeket...
Egy jó üvegest kell keresni akik normális, valódi float üveget adnak. Itt nem kell prémium anyámkinnyára gondolni, én valami pofátlan olcsón vettem float üvegeket vagy 4 db-ot ender 3 ágy méretben, sarkokat meghagyva, éleket szépen lecsiszolt állapotban. A legtöbb nagy üvegesnél ez a hulladékanyagokból kijön a nyomtató kicsi bed mérete miatt.
PLA-t, TPU-t, PETG-t (nem, nekem nem szedte fel az üveget a PETG mert hagyom normálisan kihülni, türelmes vagyok) nagy meglelégedéssel nyomtatok azóta... Számomra a titok nyitja az volt, hogy 2mm-es vastagságú float üveget kell venni. Nem mindenhol tartanak ilyen vékony üveget.Én egyszer próbáltam stiftelni, egyszer pedig ragasztószalagozni (jó minőségű maszkoló szalaggal) de pénzkidobás volt... Emeltem a bed temp-en ~15 fokot és szépen ment az üvegre mindenféle maszatolás nélkül a PETG nyomtatás is.
Én két dolgot tartok fontosnak a sikeres nyomtatáshoz, ami mellett rendszeresen elmennek az emberek, pedig alap dolog:
1) Ne legyen huzat, mászkálás, légáramlás a nyomtató előtt. Nálam be van zárva egy kis szobában, nyomtatás után szellőztetek, miután kihűlt a bed.
2) Ne legyen hideg a szobában. Télen kb rá kell fűteni a szobára, mert a hideg szobában nem sikerülnek a nyomtatásaim.ABS-t én nem nyomtatok (még, de talán sohasem mivel a szellőztetés megoldása nálam problémás).
[ Szerkesztve ]
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-

azbest
félisten
válasz
MrYoniko
#31462
üzenetére
1. vannak youtube videók, de barkács filament gyártás eléggé kivitelezhetetlen. Lehet kapni pár kezdetleges gépet, de nem éri meg árban.
2. Milyen pöcköket? Az asztal szintező kerekek szerintem nem forognak el az asztal alatt.
3. pár száz forintért sima üveglapot is lehet kapni, az élezéssel (mármint, hogy ne legyen éles a széle). savmaratott üveget használok, így matt a a felület rajta, nedves szivaccsal elkent vízben oldódó gluestickkel. Sima üveg oldalra lehet alapból tapad az abs, ha zsírtalanítva van, nem fogdosod össze Petg alá is a nedves szivaccal szétkent gluestick elég, hogy le lehessen szedni.
Petg alá is a nedves szivaccal szétkent gluestick elég, hogy le lehessen szedni.
4. Ha a 100 fokos asztalra csiptetsz pla-t, akkor az meg fog puhulni.Abs nyomtatás szabad légtérben eléggé necces, felkunkkorodhat, repedezhet.
Kopó alkatrészek jó ha vannak tartaléknak. Nozzle-k. ptfe cső. Extruder (pl olcsó bmg klón). Csavarok, akár a géphez, akár nyomtatott tárgyak összeszereléséhez. Üveglap rögzítéshez csipesz / iratkapocs. Forró részre, nyomtatási törmelék kikapásra egyenes csipesz. Csípőfogó... tartalék ventilátor. Görgő kerekek tartaléknak (lehet még olcsóbbban csapágy nélkül a külsejét is venni). gt2 szíj is olcsó tartalék. Nozzle tisztításhoz akupunktúrás tű, van hogy nozzle készlethez adják is. Nozzle cseréhez 7 es mini kulcs. Nem rögtön cserélgetni, hanem kopó eszköz és kínából több hét mire ideér, jó ha van és nem akkor kell várni, amikor elromlott.
[ Szerkesztve ]
-
azbest
félisten
válasz
MrYoniko
#31466
üzenetére
Én 4mm-es üveget vágattam, de valsz túlzás, az elég nehéz. 3mm vastag is bőven elég.
Ja, ha burkolatot építesz a gép köré és ahhoz lesz a pla, akkor az talán jó lesz. Azért 60 fok fölé plusz fűtés nélkül nem hiszem, hogy bemelegedne a belső légtér.
Az ilyesmi folyton változó, én aliexpressről szoktam rendelgetni. Van ami sok hónappal ezelőtti volt, már nem élő hirdetés. De múltkor pár dolgot lengyel webshopból vettem.
Venti ne csak halk legyen, a légszállítás se legyen kevesebb.
[ Szerkesztve ]
-

Demo07
aktív tag
válasz
MrYoniko
#31565
üzenetére
C-tech-ből HIPS-t vettem belőle talán feketét, ABS beállításokkal nyomtattam, brim+draftshield kombóval teljesen jó lett!
PLA plus, kevésbé töredezik maga a filament, kicsit erősebb és könnyebben nyomtatható, alig szálasodik 0.4 nózival(0.6 nózival picit tud szálasodni), viszont kicsit több hőmérséklet kell neki(220/217°C). Nekem Sunlu PLA+ és PLA Silk-el van tapasztalatom, nekem ez bevált.
Creality PLA-hoz képest világbajnok, az mindenhogy képes volt nálam szálasodni.
OFF:
Alzával azért meg lehet szívni...
Pár hónapja(nyár közepén) vettem tőlük ABS filemantet Gemibird márkájút, hát 2/2 tekercsnek a vákumfóliázása hibás volt, nem volt ráfeszülve a tekercse(perforálása jó volt, máshol zárt rosszul), és meg is szívta magát párával...meg a doboz is kb. a kutya szájából lett kivéve és utána sztreccsfóliával körbetekerve csomagolás gyanánt.
Írtam is nekik, hogy ez így nem jó, ki kéne cserélni, nyilván nemleges választ kaptam mert szerintük ez még így is jó.
Kb. 10X próbálkozás után minkét tekerccsel sem sikerült használható darabot produkálni belőle. Hiába volt utána kiszárítva, elváltak a rétegek egymástól 1-2 nap elteltével, és porladt kb. pedig burkolva volt a nyomtató, amikor nyomtattam.
Nyilván hozzá tartozik az is, hogy a gembird eléggé alsó polcos cucc ilyen téren, de hogy 2/2 sz@r azért az már gond. Tesztelni vettem, de csak pénz kidobás volt. Hiába volt burkolva a nyomtató, felvált az üvegről( volt hajlak, 3dlac, minden is volt az üvegen hogy tapadjon), egyedül a 3DLac+brim+draftshield support, amivel sikerült valamit alkotni, bár 30-40p nyomtatási idő után kezdtek felhajlani a sarkok, így kuka lett a nyomtatás, annyira gyenge az anyag. -

Saccco
nagyúr
válasz
MrYoniko
#31784
üzenetére
1. Ha mindenképpen akarod, akkor pl.: Sunon, Delta, stb.
2. DD az egyik legjobb upgrade.4. Brim a kunkor ellen.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

Joshi
titán
-
#34743
 szabieable
aktív tag
MrYoniko
#34736
szabieable
aktív tag
MrYoniko
#34736
szabieable
aktív tag
válasz
MrYoniko
#34736
üzenetére
1. nézd meg a festéken, hogy okoz e irritációt, csiszolás-alapozás után felvihető nagyjából bármilyen kapható festék ( a sisak belsejét amúgy nem érdemes festeni és onnantól kezdve csak a filament anyagával érintkezik a bőr )
2. tükrös felülethez meg használj króm festéket, megfelelő (fekete)alapozással elérhető egy viszonylag tükörfelület de ez is gyártó függő, yt tele van tutorialokkal krómot illetően viszont mivel minden hibát kidob nem a kezdőknek való
[ Szerkesztve ]
-
-

consono
nagyúr
válasz
MrYoniko
#34746
üzenetére
PLA-ból nem, de az ABS-nél némi acetonnal megoldható a dolog egy kis utómunkával... Persze ez sem tükör, de egy olvasást megér:[link]
Born too late to explore Earth, born too early to explore the Universe. Born just in time to sit in front of the laptop and join a Teams meeting...
-
#34751
 peugeotmate
őstag
MrYoniko
#34748
peugeotmate
őstag
MrYoniko
#34748
peugeotmate
őstag
válasz
MrYoniko
#34748
üzenetére
Szerintem ez megkerülhetetlen utómunka kérdése. A hibák méretétől függően autójavító gittel javítanám őket (ha szükséges), utána jöhetne a szóró gitt az egyenletes és homogén felület elérése miatt. Az így kapott felületet festés előtt visszacsiszolnám egy finom szemcsés, vízzel mosható csiszolópapírral. Végül valamilyen fényes, metál hatású akril spray-vel (esetleg lakkal) festeném.
Egyes fázisokat lehet csiszolás után meg kell ismételni.
[ Szerkesztve ]
meg
-

imibogyo
veterán
válasz
MrYoniko
#34746
üzenetére
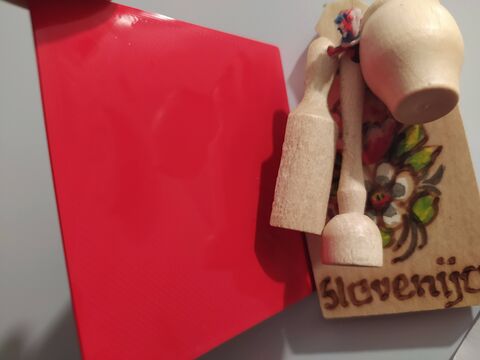
Ez sima Filanora PLA, 215 fokos hőmérsékleten tükörlapra nyomtatva. És ettől még sokkal szebb felület is elérhető. Ezen a modellen nincs utómunka, sőt már kicsit sérült is a felület a sok ide-oda szállítástól (haveroknak mutogattam stb., simán hátizsákba bedobva), ráadásul a kamrában fotóztam rossz fény mellett, tehát nem adja úgy, mint élőben...


-

trialkornel
tag

















 Petg alá is a nedves szivaccal szétkent gluestick elég, hogy le lehessen szedni.
Petg alá is a nedves szivaccal szétkent gluestick elég, hogy le lehessen szedni.















Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
Állásajánlatok

Cég: Ozeki Kft
Város: Debrecen

Cég: Ozeki Kft
Város: Debrecen