Új hozzászólás Aktív témák
-

Szirty
őstag
válasz
 molntomi
#6969
üzenetére
molntomi
#6969
üzenetére
Szia!
Konkrétan ezzel még én sem, de hamarosan lesz egy project amiben 4 is van (X, Y, Z és egy független tengely).
Más szervókkal van tapasztalatom, ami itt vagy segít, vagy nem. leírom szerintem mi lehet.A following error ún. "követési hiba".
Ez azt jelenti, hogy a hajtás számított (belső pozíció generátora által előállított) pozíciója és a mért (valós) pozíciója egy (paraméterekben) meghatározott mértéknél jobban eltér egymástól.
Magyarán a tengely nem pontosan ott van ahol lennie kellene az adott időpillanatban.Az üzenet magyarázata ad is néhány tippet arra hogy ennek mi lehet az oka. Nem akarom mindet magyarázni, nyilván magad is érted a szöveget.
De a leggykoribb ok a nagy túlterhelés. Pl. túl rövid rámpa. A hajtás nem képes követni azt a sebességet, vagy gyorsulási mértéket a mozgatott tömeggel amit előírnak a paraméterek.
Ha a hiba már régóta működő gépnél jelentkezik amihez nem nyúltak akkor mechanikai szorulás is okozhatja. Sokszor a követési hiba hamarabb jön mint egy túláram vagy túlterhelés jelzés. Főleg ha a pozíció ablak szigorúra van beállítva (ami a követési hiba toleranciája). -
Szirty
őstag
válasz
molntomi
#6961
üzenetére
Siwarex-nél (ahogy minden mérlegnél nyilván) tárázni is lehet és skálázni is lehet.
A tárázás a nullázás. Azzal lehet beállítani hogy a mérleg mekkora tömeggel mérjen 0 grammot.
Ezzel a mérés egy offsetet kap.A skálázás ezzel szemben két tömeggel történik. Mondjuk 0g tömeggel és ismert etalon tömeggel (vigyázat ez utóbbinak meg kell haladnia a mérőcella teljes méréstartományának x (nem tudom fejből mennyi) százalékát).
Az etalon tömeg ezen feltételeken kívül bármennyi lehet csak ismert és pontos értéknek kell lennie.Van hogy keverik a skálázást és nullázást, ami komoly és eleinte érthetetlen mérési hibákat okozhat.
A operátorpanel lassúsága ne zavarjon, általában (ha külön nem állították) az értékek kiolvasása és kijelzése 1mp-enként történik.
A mérleg pontossága könnyen ellenőrizhető egyébként etalon tömegekkel. Persze ezt támogatnia kell(ene) a PLC és P szoftvernek is, hogy ne csak töltés közben mutasson tömeget.
A hibát (szórást) mechanikai hiba is okozhatja. -
Szirty
őstag
válasz
molntomi
#6939
üzenetére
"értem én, hogy felül írja a rekordjaimat, de ez mit is takarna pontosan?"
Hát pontosan ezt.

De nézzük másképpen. Amikor először feltöltöd a projectet olyan állapot alakul ki. Tehát ami receptet utána írtál be a panelen az mind elvész.Pack and go egy olyan csomagot készít (egy EXE file) amit elindítva feltölti a projectet a HMI-re WccF nélkül.
Arra találták ki, hogy ne kelljen a project újratöltéséhez WinCC Flex-el telepített számítógép.
Olyankor elég az a csomag amit ilyenkor létrehoz. Persz a szükséges interfésszel (ami a HMI-vel való kapcsolathoz kell ilyenkor is szükséges.) -
Szirty
őstag
válasz
molntomi
#6913
üzenetére
Olyan dolgokat szoktak ezzel jelölni, aminek a program szempontjából nincs hasznos funkciója (szerintem).
Pl. amikor formai oka van.
Mondjuk egy sablon (előre elkészített egységes váz) szerint van felépítve a program, de az adott konkrét gép bizonyos, a sablon által "előírt" funkcionális elemeket nem tartalmaz. Ilyenkor a sablon miatt (hogy a forma egységes legyen) létrehozzák a funkcionálisan nem is létező elemhez tartozó program blokkot, vagy adat blokkot, de üresen marad és dummy névvel illetik.Vagy amikor sok-sok network-ből egyet akarnak kovácsolni, akkor létrehoznak egy párhuzamos kapcsolatot, vagy elágazást. Az elágazás vagy a párhuzamos kapcsolat eredménye dummy lesz, mert nincs semmilyen működésbeli funkciója csak a fordító követeli meg hogy egy network legyen.
De agy ha egyben van, akkor annak aki a programot írja vagy nézi és hibát keres benne átláthatóbb, mint ha számos network-re szét lenne aprózva. Így több oldal helyett egy oldalon látja azt a részt. -
#6908
Szirty
őstag
Achilles83
#6907
Szirty
őstag
válasz
 Achilles83
#6907
üzenetére
Achilles83
#6907
üzenetére
Akkor minden HMI-nek a saját PLC-jében kell egy változó (nyilván most is így van).
Amikor az egyik HMI-n megváltoztatják az értéket, akkor az a PLC amelyiken ez történik átírja a többiben az értéket. Mindig csak az az egy, és mindegyiket.
Az érték megváltoztatására a HMI-ben (bár nem tudom milyen HMI, de ha jól rémlik NS-ben van ilyen) bebillen egy bit. Vagy összehasonlítással figyeled, különbség esetén végrehajtod. -
#6906
Szirty
őstag
Achilles83
#6905
Szirty
őstag
válasz
Achilles83
#6905
üzenetére
HA az összes kijelzőn ugyanazt a változót akarod látni és ugyanazt módosítod bármelyik kijelzőn, akkor minden kijelzőn ugyanazt a process tag-et kell megadni az I/O field-nek. Ez egy változó és valamelyik PLC-ben van az öt közül.
A többi PLC attól veheti át ezt a változót amelyikbe a panelek beírják.
Feltéve HA ezt az értéket a PLC-ből nem kell megváltoztatni, tehát csk egy beállítás és a PLC-k kizárólag olvassák, a panelek írják. -
Szirty
őstag
válasz
 byte-by
#6890
üzenetére
byte-by
#6890
üzenetére
"az origin search-nek több beállítási lehetősége szokott lenni."
Az teljesen világos, hiszen pl. a referencia pont lehet a működési tartományon kívül és azon belül is.
"a z-fázis keresés is több módon valósulhat meg, de szerintem ez alapja a pontos Home pozíciónak."
Ha van egyáltalán "Z" fázis.
-
Szirty
őstag
válasz
 crucified
#6876
üzenetére
crucified
#6876
üzenetére
Nem dehogy!
Csak FB-hez lehet DB-t hozzárendelni. Sem FC-hez, sem OB-hez nem lehet.
De FC blokk is hívható és paraméterezhető más blokkból, ahogy az FB, csak FC-nek nincs nem felejtő lokális változóterülete.Ezzel kapcsolatban a korábban linkelt oldalt ajánlanám elolvasásra.
Az OB teljesen más történet. Az OB-knak meghatározott feladata van és nem a felhasználói programból hívhatók, ezeket a rendszer hívja.
Hogy mikor, az attól függ melyiket. Különböző célú OB blokkok vannak. Nagy részük hibakezelő. Ezek akkor futnak le egyszer amikor az adott csoportba tartozó hiba (amikre az OB vonatkozik) bekövetkezik vagy megszűnik. Egy részük megszakítás kezelésére való. Pl. van amelyik adott időközönként fut le (HW konfigban állítható) illetve vannak bellítható időpontban lefutó OB-k is.Javasolt további olvasnivalók:
Az S7 PLC programozása 1. rész
Az S7 PLC programozása 2. rész
Hibakezelő blokkok -
Szirty
őstag
válasz
crucified
#6874
üzenetére
"A Cx-Programmer-ből indultam ki, ahol tudsz funkciós blokkot készíteni LAD-ben, utána a főprogramban paraméterezheted a bemeneteket és ennek alapján lesz kimeneted."
Ez pont ugyanaz.
Itt FB blokkhoz tartozik egy adatblokk (instance DB). Ennek a száma van az FB blokk fölé írva.
A funkció blokk (FB) ebben az instance DB-ben tárolja a belső állapot változóit (STAT) a bemenetek, kimenetek és a be/ki menetek változóit (IN, OUT, INOUT).
Az instance DB-t a fordító generálja az FB alapján."Szóval itt az összes bemenetnek kell igaznak lennie és akkor kapom a kimeneteket?"
Nem. Az teljes mértékben attól függ mi van a funkcióblokkban. Mivel a benne lévő program hozza létre a kimeneteken megjelenő értékeket és állapotokat.
-
Szirty
őstag
válasz
crucified
#6871
üzenetére
Nem értem a kérdést!
Egy DB blokk változódefiníciókat és a változók értékeit tartalmazza. Ez egy táblázat, nem jeleníthető meg létradiagramként.
A DB-ben nincsenek logikai feltételek.https://www.youtube.com/watch?v=Ve8YcLyyq4s
https://www.youtube.com/watch?v=K7nTFTVIDSQ -
Szirty
őstag
-
Szirty
őstag
válasz
crucified
#6842
üzenetére
Szia!
Ha igazán tudni akarod megnézed a doksijában
Nem egy szinten vannak (és ez alatt NEM minőségi szintet kell érteni). Használom mindkettőt. Semmi bajom egyikkel se.
Épp egy farokméregetős hitvita küszöbén áll a fórum, így ezzel a többé-kevésbé diplomatikus válasszal kell beérned. -
Szirty
őstag
Szia!
Milyen I/O számról lenne szó? Csak DI/DO vagy analóg is kell? Terepi busz kell-e, milyen kell ha kell? Kell-e HMI, stb.
Ha csak néhány digital I/O kell (50-60) akkor S7-300 nem hiszem hogy megéri.
Kis I/O számhoz én Omron CP1E-t vagy Siemens S7-1200-at javaslok. (Ezekkel dolgoztam, ezeket ismerem) -
#6817
Szirty
őstag
Xellos1988
#6816
Szirty
őstag
válasz
Xellos1988
#6816
üzenetére
Egyrészt mert az ebay-en szinte minden olcsóbb, másrészt mert kínai.
De ez csak egy távadó fej Pt100 ellenálláshőmérőhöz. Tehát kell hozzá maga a Pt100, ami rendszerint nem olcsó (de iparban előszeretettel használják, mert precíz mérést lehet vele csinálni).Ez a távadó ilyen kivitelű fejbe illik bele:

Ha mondjuk ilyet használnál 20 mérésre, akkor 20 darab 0-10V-os analóg bemenettel tudnád feldolgozni a 20 jelet, nem lehet felfűzni őket egy kábelre.
Léteznek terepi buszos távadók is (pl. AS-i,prfibus, Modbus, stb). Ezeket lehet felfűzni, iparban gyakran használják ezt a megoldást. De ha a mérőpontok nincsenek nagy távolságban egymástól, akkor a buszos megoldás nem biztos hogy kifizetődőbb.Ui.: Ha linket raksz be javaslom használd a "Link" lehetőséget!
-
#6813
Szirty
őstag
Xellos1988
#6811
Szirty
őstag
válasz
Xellos1988
#6811
üzenetére
"Siemens 7 ismeri ezt a busz rendszert?"
Nem nagyon. Az épület automatizálás és az ipari automatizálás teljesen külön bolygó!
-
#6810
Szirty
őstag
Xellos1988
#6809
Szirty
őstag
válasz
Xellos1988
#6809
üzenetére
Szia!
Ez nagyon kevés infó.
Bizonyos források szerint ez egy húsüzem gépházába kerülne. Tehát nem otthoni mókolásról van szó ahova egy ügyes kezű amatőr mikrovezérlő-zsonglőr I2C buszos szenzoros megoldása megfelelhet.Pedig legolcsóbbnak épp ez a megoldás ígérkezik.Én csináltam már kazánház felügyeletet (gőzfejlesztő) Siemens S7-300 PLC-vel + profibuszos terepi analóg I/O szigettel, ProTool RT megjelenítő HMI szoftverrel, adatrögzítéssel kijelzéssel stb.
Valószínűleg nem az a legolcsóbb megoldás, de stabil és gyorsan / rugalmasan alakítható. -
-
Szirty
őstag
Alapvetően az itt a gond, hogy lehet funkció ami kiolvas változót, de a változók tényleges kiolvasása és a script futása aszinkron módon működik egymáshoz képest.
Tehát írok egy 1-1000-ig futó ciklust, ami ki akar olvasni 1000 változót.
A ciklus lefut a HMI-ben 5-6ms alatt.
Ám 1000 változó kiolvasásához szükséges idő másodpercekben mérhető.Persze elvileg lehetne késleltetni (várakoztatni) a kiolvasáskor hogy addig nem megy tovább amíg nincs meg az adat.
Az viszont okozna sok más problémát. Pl. nagyon könnyű lenne befagyasztani a HMI-t. -
Szirty
őstag
Szia!
Szerintem közel jársz a megoldáshoz.
Valószínűleg konzisztencia probléma van.
Tehát kiírja ő a HMI tag-ek tartalmát a file-ba, csak épp azokat még nem olvasta be a PLC-ből.Csináltam egy kisebb próba projectet ami változókat olvas scriptben és kiírja file-ba, ahogy nálad is.
Nekem is nullákat rak a file-ba. De ha az adatgyűjtést cyclic continuous-ra állítom, akkor a valós PLC-beli érték kerül a file-ba.Sajnos ez nagyon sok változónál megint csak nem elegáns (ciklikusan olvastatni mindet).
De megoldást jelenthet az acquistion mode On demand-ra állítása és az UpdateTag funkció.
Ez utóbbit nem próbáltam. -
Szirty
őstag
válasz
 Watchdog
#6785
üzenetére
Watchdog
#6785
üzenetére
"állítólag a szabványnak kidolgozták a 2017-es verzióját, ami már 3 betűvel jelöl, és mindent egyértelműen lefed..."
Sajnos ezzel szemben a gyakorlat inkább azt igazolja, hogy most lett csak igazán zavaros és érthetetlen, követhetetlen az egész.
EU-s módra szénné maszturbálták ezt a témát is. Sajnos felnőtt az a bizonyos "mérnök" nemzedék és már keményen "dolgoznak"...
(Persze ez csak a privát véleményem és mint olyan nemigen befolyásolja az univerzum működését...) -
Szirty
őstag
Német rajzokban nálunk:
Motorvédők: -Q
Teljesítmény mágneskapcsolók: -KM
Segédkapcsolók: -K
Relék: -KA
Készülékek (műszer, PLC, tápegység stb): -G vagy -A
Induktív, kapacitív szenzorok, végállások: -B
Optikai érzékelők: -BF
Nyomógombok, kezelőszervek: -S
Motorok: M
Jelzőkészülékek, lámpák: -H
Szelepek: -YIlyeneket lehet látni.
-
#6766
Szirty
őstag
zolizozo80
#6765
Szirty
őstag
válasz
 zolizozo80
#6765
üzenetére
zolizozo80
#6765
üzenetére
Ennyi információ nem elég szerintem ahhoz hogy kecsegtető legyen az ajánlat.
-
Szirty
őstag
"ha jól emlékszem az 1200as 2 megáig támogat tia sd-t"
Nem giga az a mega?
"Nekem az nem teljesen tiszta, hogy adott az 1200-nál vmennyi programmemória és "ram", aztán adott valamennyi "tárhely", ami kártyával bővíthető valameddig."
Az S7-1200 easy book segíthet részleteket megtudni.
-
Szirty
őstag
"Ezért van az 1200asban már csak scl awl nélkül, megyünk a rendes programozás irányába."
TIA Professional-ban már oda is értünk.
Ugyanis kivezették belőle a multiplex tag-et, az index tag-et és az array tag-et.
Remek, kiváló. Így ha egy struktúra 1400 eleme közül kell választani, akkor faragni kell hozzá 1400 tag-et, 4 helyett.
Had' fogyjon az a power tag, vegyék a 65535-ös licencet kétmilláért.... -
Szirty
őstag
"de nekem csak úgy sikerült hogy a HMI tag "Logon" esetén "Value change"-re"
Egyértelműen ez az egyik megoldás, hiszen a funkciónak le kell futnia valamikor
Nyilván ezt a tag-et "cyclic on use" helyett "continous"-ra kell állítani.Én most nem tudok nagyon belemerülni, de alternatív (és ehhez a feladathoz lényegesen optimálisabb) megoldás lehetne ha létezne erre egy job a HMI-ben. De ennek utána kell nézni. Nem kezeltem még HMI job-okat TIA-ban (Step7/WCCF/ProTool-ban igen). Ritkán kellenek, de akkor nagyon hatékonyak.
Ezt szánom még gondolat indítónak.
-
Szirty
őstag
válasz
molntomi
#6687
üzenetére
Ha körültekintően csinálod, nem lesz gond belőle.
Fontos:
Először az FC-t és az új DB blokkokat töltsd át.
Csak ezután töltsd át a PLC-re a módosított OB1-et ami az új blokkra hivatkozik.Egy a lényeg: Amikor az OB1 meghívja az új FC blokkot és az új FC blokk hozzáfér az új DB blokkhoz, azok már legyenek a PLC-n, különben CPU stop lesz ha nincs benne OB121.
Ha eredetileg a PLC-ben lévő DB-t is módosítottál, akkor annak rátöltése össze fogja kuszálni az aktuális értékeket benne, ami a tartalomtól függő galibát okozhat.
Ha nincsen ilyen DB csak új (ami eddig nem volt a PLC-ben) akkor ilyen gond nem lesz.Ne legyen az új FC-ben címzési hiba, mert ha az új blokk olyan címhez akar hozzáférni ami nincs (pl. a DB írása olvasása során) az szintén CPU stop-ot okozhat.
Az új FC-ben lehetőleg ne legyen végtelen (vagy nagyon hosszú lefutású) ciklus, mert akkor ugat a watchdog vagyis timing errort okoz, ami szintén CPU stop-hoz vezethet. -
Szirty
őstag
válasz
 DasBoot
#6680
üzenetére
DasBoot
#6680
üzenetére
"értéket kell mozgatni ugyanannak az időzítőnek a preset-jébe."
Amennyire én látom ezt nem lehet. Az időzítőnek nem lehet változót adni. Egyetlen lehetőség hogy a timerhez linkelni lehet HMI változót, de azt saját belső magánügyeként kezeli, programból nem hozzáférhető.
-
Szirty
őstag
Szia!
Régebben és akkor sem túl sokat foglalkoztam U90 programmal és Jazz-el.
Így belelapozva azt látom hogy timernek nem lehet változót megadni (csak HMI változót lehet linkelni hozzá, tehát a HMI-ről állíthatóvá lehet tenni egy timert).Ha mindenképp analóg bemenettel kell az időzítő idejét beállítani, akkor egy kicsit gépészkedni kell hozzá azt hiszem.
Egy időalappal előállított impulzusokkal növelsz vagy csökkentesz egy változót és azt hasonlítod össze az analóg bemenetről olvasott értékkel.
Persze az analóg bemenet aktuális értékét skálázni kell (jobb esetben erre egy osztás vagy szorzás is elég). -
#6673
Szirty
őstag
Achilles83
#6672
Szirty
őstag
válasz
Achilles83
#6672
üzenetére
Szia!
"Ha ugyanarra a címre rakom mind az 5 plc-be a változtatni kívánt értéket, akkor attól félek, hogy csak a plc-be változik."
Ugyanarra a címre állítsd be mindegyik kijelzőn a változót.
Ha valamelyiken átírják (vagy akár a PLC írja át) a többi panelen azonnal látható lesz a megváltozott érték, mivel ciklikusan kiolvassa mindegyik. A panel csak akkor írja ha módosítják az értéket. -
Szirty
őstag
válasz
byte-by
#6668
üzenetére
Szia!
"létrával és a hozzá tartozó létrás és/vagy strukturált text fb blokkokkal ugyanúgy létrehozható bármilyen bonyolult program."
Igen (vagy inkább majdnem igen). De nem az a kérdés hogy létrehozható-e, hanem az hogy mennyire hatékony és áttekinthető lesz az eredmény.
Ez akkor fontos ha hibát kell keresni vagy módosítani.Siemens-nél (300/400) az STL nem alternatívája egy az egyben a LAD/FBD-nek. Azoknál alacsonyabb szintű.
Ezért hiába fordul a LAD és FBD vagy az SCL is STL-be, az STL nem fordítható vissza feltétel nélkül ezek valamelyikére. Ennek előnye is van és hátránya is van. -
Szirty
őstag
válasz
molntomi
#6662
üzenetére
Szia molntomi!
Sajnálom, félreértés van! Úgy néz ki nagyon benéztem elnézést!.
Nem írtad le hogy az említett üzenetet a panel küldi backtransfer során és nem a PC!!!Na mindegy. Innen az erdőből üzenem, hogy ezt olvasd el:
A 3. fejezet foglalkozik a problémával (7. oldal): "Why is the back transfer aborted with the error message
"Could not find the pdz file"?"Meg ez is hasznos:
[Back transfer devices] -
Szirty
őstag
válasz
crucified
#6661
üzenetére
Helló!
Néhány ok hogy egy blokkon belül miért vannak LAD/FBD és STL networ-ok vegyesen.
Az egyik ok az, hogy eredetileg FBD-ben készült blokk van átváltva LAD nézetre, vagy eredetileg LAD-ban készült blokk van átváltva FBD nézetre.
Bizonyos FBD network-ok ugyanis nem jeleníthetők meg létrában és ez visszafele is igaz. Ilyenkor a meg nem jeleníthető network STL-ben látható.A másik az ha LAD vagy FBD-ben készült blokkot STL-ben módosítanak.
A LAD/FBD megjelenítés ugyanis csak akkor lehetséges ha bizonyos szabályokat betart az ember STL-ben.A harmadik természetesen az amikor LAD/FBD-ben írt blokkhoz szándékosan STL-ben írnak meg network-öket.
Ilyesmit akkor csinál az ember (szerintem) amikor a logikai feladatok között egy számítási, adatmozgatási feladatot kell megoldani. Az utóbbira az STL egyszerűbb.
Pl. eltérő típusú (INT, REAL, stb) változókat kell összehasonlítani vagy azokkal műveleteket végezni. LAD/FBD-ben ez csak több lépésben és átmeneti belső változó használatával lehet megoldani, de STL-ben 3-4 sor z egész, nem kell temp változó sem.A használt nyelvet elsősorban a feladat határozza meg. A létra és az FBD rendkívül hatékony és áttekinthető még igen bonyolult logikai feladatok esetél is.
Egyáltalán nem arról van szó, hogy a "bonyolultabb" feladatokra STL vagy SCL kell. Nem a eladat komplexitása dönt, hanem a jellege!
Több ezer logikai változós hálózatot az ír SCL-ben IF-elgetve akinek több női szülője van szerintem.Persze benne van a dologban az is, hogy "akinek kalapács van a kezében az hajlamos mindent szögnek nézni". Aki java-ban vagy C-ben programozott eddig PC-n az mindent java-ban vagy C-ben akar megoldani PLC-n.
-
Szirty
őstag
válasz
molntomi
#6659
üzenetére
Szia!
Nem áll össze a kérdés teljesen a fejemben.
A .PDZ file backup file amit a ProSave készít amikor a panelt backup-olod. Ekkor jön létre.
Erre a file-ra akkor van szükség ha a mentést vissza akarod tenni a panelre (restore) a ProSave-vel.Ez a file sem a baktransferhez nem kell, sem a WinCC Flex-hez (szerintem).
A TP177B a TP177A-val ellentétben tudja a backtransfer funkciót.
De mint írtam visszahozni róla a forrás projectet (végrehajtani a backtransfert) csak akkor lehet ha azt a panelre rátették amikor utoljára töltötték rá a projectet. -
#6649
Szirty
őstag
Achilles83
#6648
Szirty
őstag
válasz
Achilles83
#6648
üzenetére
Szia!
Igen. De nem fogok.
Mindennek megvan a maga előnye és a hátrány a másikkal szemben. Épp úgy ahogy a fakockának és a vasgolyónak is.
Amit az ember nem ismer attól fél vagy épp utálja.
Lehet szeretni az egyiket, meg utálni a másikat, de érzelmi alapokra helyezni és hitvitát indítani komoly hiba lenne.
Beszólogatásra ezért nem veszem fel a kesztyűt. Megfelelő alázattal kell kezelni a dolgokat.(Nem szeretnélek bosszantani ezzel az üzenettel, kezeld kellő higgadtsággal! Ez a véleményem erről. Ez van.)
-
#6647
Szirty
őstag
Achilles83
#6646
Szirty
őstag
válasz
Achilles83
#6646
üzenetére
Az öröm ha így van.
Sajnos ott van más probléma, ami nem feltétlenül kisebb... -
Szirty
őstag
válasz
crucified
#6643
üzenetére
Én úgy gondolom, hogy (amint azt le is írtam) a forrás project panelből való kinyerésének kettő feltétele van:
1. A panelnek tudnia kell ezt a "backtransfer" funkciót.
2. Aki utoljára tolta rá a projectet, annak élnie kellett ezzel a lehetőséggel.
A két feltételnek egy időben egy panelen kell teljesülnie a sikerhez.
Az hogy TIA-val csinálod vagy WccF-el mindegy, hiszen egyikkel sem lehet visszahozni a projectet a panelról ha az nem tartalmazza.Én még nem láttam olyat aki kihasználta volna ezt backtransfer lehetőséget, aminek szerintem 3 komoly oka van:
1. Nagyon hamar elhasználja a panel szabad tárkapacitását. Már egy kisebb méretű projectnél is bővítőkártyát kell használni emiatt.
2. A töltési időt megsokszorozza.
3. Nem minden fejlesztő hajlandó a forrásproject átadására és ha nem hajlandó akkor ezt ilyen módon sem fogja megtenni.
-
Szirty
őstag
válasz
crucified
#6642
üzenetére
"ha a panel profibus DP-van és nem MPI buszon, de a panelban átállítom MPI-ra a transfer settinget - már amelyik panel olyan - úgy működhet?"
Nyilván igen.
Feltéve persze, hogy közben a profibuszt lehúzod róla, mivel profibuszt és MPI buszt kevéssé praktikus összekötni annak ellenére is hogy a "fizikai réteg" azonos. -
Szirty
őstag
válasz
molntomi
#6637
üzenetére
Helló!
Ez csak bináris image mentés. Nem szerkeszthető.
Ezzel egy dolgot tudsz tenni: visszamásolod egy ugyanilyen panelra és működik.Korábban írtam hogy szerkeszthető forrás projectet panelről nem lehet visszatölteni, csak bizonyos feltételek teljesülése esetén.
Pl. hogy olyan fajta panel legyen ami tud ilyet, és amikor rátették a projectet akkor be kellett hogy legyen kapcsolva az "Enabla backtransfer" opció.Másképp a panel nem tartalmazza a forrás adatokat, arra a futtatáshoz nincs szükség.
-
Szirty
őstag
válasz
molntomi
#6634
üzenetére
A PG/PC interfésznél jó a nullás cím (alapból a PG mindig 0. címen van).
De mivel azt írtad hogy a panel profibus DP-n van és nem MPI buszon, a PG/PC interfésznél beállított CP5711.MPI.1 nem lesz jó!
Ezt vagy profibus-ra állítsd, vagy auto-ra (inkább profibus-ra, mert előfordul hogy nem boldogul auto-n).
-
Szirty
őstag
válasz
 JAGER 10
#6622
üzenetére
JAGER 10
#6622
üzenetére
Igen lehet használni teljes értékű gépként megfelelő feltételek mellett!
Mik a "megfelelő feltételek"?
Ha a jogi körülményektől eltekintünk, akkor a hardver követelmény, az hogy a hardver átjárható legyen a virtuális gép számára a host felé (tudja kezelni azt a hardvert amit használni vagyunk kénytelenek).
A másik, hogy a host gép hardvere legyen elég hozzá (sok-sok RAM, gyors CPU).
A harmadik a megfelelő szervezés (tudni mit melyik virtuális gépre teszünk, mikor melyiket kell futtatni) és kellő türelem ezek botolgatásához. -
Szirty
őstag
válasz
JAGER 10
#6614
üzenetére
Szia!
"Ezt kifejtenéd bővebben?"
Pontosan mire vagy kíváncsi? Hogy számomra mit jelent a kényelmetlenség e tekintetben, vagy arra hogy mire használom?
Semmiképpen nem szeretnék "hitvitát" indítani, mert az soha sehova nem vezet, de kiválóan felpaprikázza a résztvevő feleket. Ezért is reagáltam ennyire szűkszavúan a témában.
Természetes hogy mindenki talál megfelelő megoldást a saját problémáinak a megoldására. Azokkal én nem szeretnék vitatkozni. De tény, hogy ezek a megoldások olykor extrém módon eltérnek egymástól.
Az élet tele van kompromisszumokkal, a műszaki megoldások ez alól egyáltalán nem kivételek.
-
Szirty
őstag
válasz
molntomi
#6616
üzenetére
Szia!
Azt hiszem értem a kérdést.
Ennek az eszköznek a kezelésébe nem mélyedtem bele (mindegyik más egy kicsit).
Így csak egy elég távoli tippet adhatok, ami az hogy a lényeg a hardver configban van eltemetve, nem a gyári FB blokkban.Más szóval: mélyebbre kell ásnod és szerezni egy leírást arról, hogy a buszon átadott adatoknak pontosan mi is a jelentése ennél az eszköznél.
-
-
#6592
Szirty
őstag
TotoThomas
#6591
Szirty
őstag
válasz
 TotoThomas
#6591
üzenetére
TotoThomas
#6591
üzenetére
Helló!
Nálam egy V11-el írt project V13-al történő megnyitásakor a következő helyzet alakul ki:
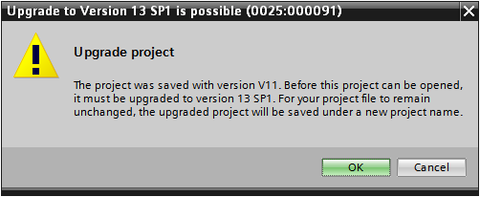
Ok gombra átkonvertálja, ezután problémamentesen megnyitható.
-
Szirty
őstag
válasz
crucified
#6583
üzenetére
Szia!
Nehéz ezt látatlanban pontosan megjósolni. Attól függ hogy van megcsinálva.
Ha jól értem tehát az "édes-hármas" rendszerből távozna az egyik S7-300.
Ha csak adatrögzítéssel kapcsolatos buszos adatcsere van közöttük, a működés szempontjából lényeges technológiai információt nem cserélnek (és életképes a maradék rendszer a hiányzó tag nélkül is) akkor nyilván megoldható.
Attól függ hogy vannak "összebuszozva" hogyan cserélnek adatot és az adatcsere illetve a busz hibakezelésük mennyire érinti a programban a működést.A legszerencsésebb esetben csak lekapcsolod a távozó tagot, a másikon lesz egy valamilyen hibajelzés és minden a mi maradt megy tovább.
Ezeket a hibajelzéseket ki lehet iktatni, de a mikéntje nagyban függ attól hogyan van megvalósítva.Próbáld meg kis lépések taktikájával megközelíteni ha lehetséges. Pl. a leválasztandó eszközt először lekapcsolod próbaképpen hogy megtudd hogyan reagál a másik kettő. Hogy mennyi lehetőséged van játszani vele azt nem tudom.
-
Szirty
őstag
válasz
 bodnarg
#6560
üzenetére
bodnarg
#6560
üzenetére
Helló!
Csináld így:
OPN
DB 236
L #Cim
SLD 3
T #PTR
L DBD [#PTR]Ez betölti a DB236 #Cim-en lévő duplaszót.
További gondolat indító tippek:
S7 300/400 indirekt címzés
Pointerek
Az ANY paramétertípusRemélem ez segít...
-
Szirty
őstag
válasz
crucified
#6550
üzenetére
Szia!
Kicsit részletezve...:
Többféleképpen is elvégezheted az összehasonlítást.
1,
A megnyitott projektben a projekt fában (Simatic manager képernyő bal oldala) jobb gombbal kattintasz rajta és az előbukkanó menüben a Compare Blocks... pontot választod.
Ekkor az összes blokkot összehasonlítja (OB, FC, FB, DB).
2,
Megnyitod a blokkok listáját, abban tetszőlegesen kijelölsz egy vagy több blokkot (shift+bal katt, Ctrl+bal katt, Shift+ nyíl stb), vagy mindet. Majd jobb gombbal kattintasz valamelyik kijelölt blokkon, az előbukkanó menüben a Compare Blocks... pontot választod.
Ekkor csak a kijelölt blokkokat hasonlítja össze.Mindkét esetben megnyílik egy compare blocks ablak, ahol beállíthatsz néhány összehasonlítási szempontot.
Pl. hogy online/offline összehasonolítást akarsz, vagy két offline projektet akarsz összehasonlítani.
Illetve hogy csak a blokkok időbélyegzőjét vizsgálja, vagy a programkódot is.
Compare gombra kattintva elvégzi az összehasonlítást, majd megnyílik egy ablak annak eredményével: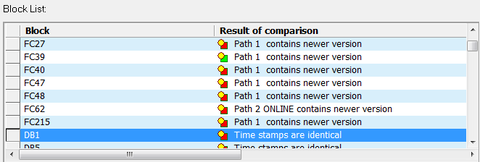
Ebben felsorolja az összes eltérést.
Ha kód összehasonlítást is kértél, akkor:
Amelyik zöld, ott csak az időbélyegző tér el, de a kód azonos.Az adott sorra kattintva Note szekcióban ad egy részletesebb magyarázatot is: The interface and the block code are identical vagy The block codes are different.. Ha kód eltérés van, akkor piros a bejegyzés ikonja.Ha nincs eltérés, akkor a lista helyett a következő üzenetet kapod:
3,
Megnyitsz egy blokkot a program editorral és annak menüjében kiválasztod a Compare -> On-/offline Partners menüpontot.
Ekkro csak azt az egy blokkot hasonlítja össze.4,
Megnyitsz egy blokkot a program editorral, majd monitorozni kezded (Ctrl-F7).
Ha a blokk azonos a PLC-ben és az editorban, akkor monitorozni fogja. Ha nem, akkor kapsz egy ilyen üzenetet: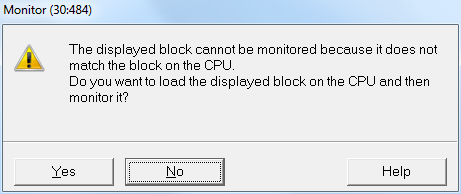
Ebből tudod hogy a blokk azonos vagy eltér.
Az adatblokkok összehasonlításával csínnyán kell bánni, mert azok tartalmát a futó program változtathatja.
-
Szirty
őstag
válasz
crucified
#6534
üzenetére
Szia!
"Az OB-ket ha jól tudom maga Simatic hozza létre és az oprendszer illetve a program közötti kommunikációért felelős."
Nem hozza létre a szó szoros értelmében. Az OB-k szám szerint előre meghatározott (fenntartott) funkcióval bírnak, de létre nem jönnek.
Amikor az OB számára meghatározott esemény (hiba, megszakítás) bekövetkezik, akkor az oprendszer meghívja (lefuttatja) ha létezik. Ha nem létezik, akkor az eseménytől függően vagy semmi továbbit nem tesz (pl. timer interruptok) vagy a CPU a program futtatását leállítja (CPU stop). Ezek a hibakezelő OB-k.
Mint a te esetedben az OB122. Ha nem lenne OB122, a CPU leállna ettől a hibától."Az FC-k számozás szerinti kiosztásának is van valami logikája az S7-ben
Nincs megkötés. Lehet (és ha sok a blokk akkor javasolt is) valamilyen logikát felállítani mert az könnyíti a programban az eligazodást, de kötelezően semmilyen megkötés nincs.
A szabályszerűség tehát öntörvényű, ez igaz a lib-ekre is, amiben FC vagy FB blokkok vannak. -
Szirty
őstag
válasz
crucified
#6528
üzenetére
A 7.136 mA nem mond semmit ha nem tudjuk a távadó méréstartományát. Azt is ismerni kell.
A 4-20mA-es kör áramából a következőképpen számíthatod ki a mért fizikai mennyiséget:
Mért mennyiség=((I-4)/16)*(Max-Min)+MinAz analóg bemeneten olvasott értéket az áramból pedig így kapod:
PIW=((I-4)/16)*27648
Ahol:
I: a mérőkör árama mA-ben
Min: a távadó méréshatárának az alja a mért fizikai mennyiségben kifejezve (ez esetben °C)
Max: a távadó méréshatárának a teteje a mért fizikai mennyiségben kifejezve (ez esetben °C)
PIW: Az analóg bemenet perifériacíméről beolvasott decimális egész értékPl. ha a távadód méréstartománya 0-200 °C, akkor a 7,136 mA 39,2 °C-t jelent és 5419-et kellene olvasni az analóg bemenetről.
-
Szirty
őstag
válasz
crucified
#6525
üzenetére
"Azt nem tudtam, hogy SF BF led-el is jelzi a kommunikációs hibát."
A BF akkor jelez, ha a buszon nem tud elérni olyan eszközt, ami benne van a HW configban.
Az SF meg azért jelez, mert a nem létező (leszakadt) eszközt a program írni és olvasni akarja, de nincs olyan cím.
Ezért meghívja az OB122-t (I/O Access error) aminek kezelnie kellene ezt a hibát, de gondolom a blokk üres."Le kellene mentenem pár S5-ös PLC-t is."
A régi DOS-os STEP5 fut Win7 alatt futtatott virtuális gépre rakott XP-n és működik is.
De ennél a probléma az szokott lenni, hogy a mostani gépeken nincs soros port. Az USB-vel realizált COM portot meg ált. nem lehet beállítani benne.
Keresd az IBH softek S5/S7 for Windows nevű programját. Azzal több esélyed van. Nem DOS-os és még élő project ha jól tudom. -
Szirty
őstag
válasz
crucified
#6523
üzenetére
"S7-300 feltöltése közbeni hibaüzenet. nem találok a neten hozzá leírást. "
Pedig ott van az: Step7 error codes
"TP270 10"-os HMI backup-ja gondolom olyan mint a TP177B-é"
Elvileg igen.
"Hol tudom még megnézni, hogy mi lehet a baja?"
Ott van a diag üzenetben.
Nem tudja írni és olvasni a PQW580-at.
Nem tudja olvasni a PIW582-t.Keresd meg a HW configban (View menü, address overview) hogy melyik perifériának van ilyen címe (580, 582). Az az eszköz nem elérhető valami miatt.
-
Szirty
őstag
válasz
 n0rbert0
#6509
üzenetére
n0rbert0
#6509
üzenetére
Igen, sajnos rosszul fogalmaztam, elnézést!
Azt próbáltam magyarázni, hogy a gyártók programozói gyakran szándékosan akadályozzák a programjuk olvashatóságát.
Vagy jelszóval védik a kiolvasás ellen
Vagy STL-ben írják meg a kódot
Vagy magasabb szintű nyelven amihez nem adnak forrásprogramot.Tehát ha SCL-ben, GRAPH-ban írtak egy blokkot, azt a PLC-ből visszaolvasva STL lesz ha nincs meg a forrásanyag hozzá.
-
Szirty
őstag
válasz
crucified
#6510
üzenetére
Szerintem egyszerűbb egy GSM-es jelző és egy szobatermosztát.
A termosztát záró érintkezőjét rákötöd a GSM jelző bemenetére, beállítod a kritikus hőmérsékletet.
Amikor a termosztát érintkezője zár, a GSM jelző küld egy előre megírt üzenetet a beállított számra. Esetleg hívást indít, ez a GSM jelzőtől függ.Rosszabb esetben ha csak átmenetileg kell, akkor a GSM jelző egy kis mókolással helyettesíthető egy kiöregedett nyomógombos mobiltelefonnal is. Percek alatt össze lehet rakni és olcsó.
De ha már úgy is szerver terem, akkor lehetséges a hálózaton keresztül mail-t küldeni pl.
A PLC nem épp optimális szerintem ilyen megoldáshoz elsősorban a költség miatt.
-
Szirty
őstag
válasz
crucified
#6506
üzenetére
Szia!
"OMRON CP1H PLC-vel dolgoztam eddig, számomra azért furcsa, hogy nincs a Siemens esetében megjegyzés"
Írtam hogy van és azt is melyiknél.
Azt ne felejtsük el, hogy az S7-300 kb. húsz (20) éves!"Én anno a Simatic ProSave-vel simán tudtam backup-ot csinálni"
Azt lehet is. Arra való.
csakhogy az image mentést készít. Vagyis létrehoz a panelről egy bináris file-t, amivel egy dolgot tehetsz: visszateszed egy panelra (másikra vagy ugyanarra). Mentés/visszaállítás.
Mivel lefordított bináris file, nem forrásanyag, nem szerkeszthető."Ezek szerint blokkonként is vissza tudok tölteni majd?"
Igen. Amelyiket a blokk listában kijelöld (akár többet is) és nyomsz rá egy download-ot, azt áttölti a PLC-be. Akár a PLC RUN üzemmódjában is anélkül hogy a program leállna (hacsak nincs az áttöltött blokkban valami szarvashiba).
Illetve ha a LAD/FBD szerkesztő van nyitva, akkor onnan is áttöltheted (Ctrl-L). Azt tölti át amelyiket látod. -
Szirty
őstag
válasz
crucified
#6504
üzenetére
Szia!
"A visszatöltés is ugyanúgy működik gondolom"
Visszatölteni elég azt a blokkot amik módosult. A többi blokkot és a HW configot nem kell (főleg ha adatblokk, mert okozhat galibát).
"Amennyiben a network-ön talál HMI-t, úgy azt is fel tudom tölteni, vagy arra külön kell csatlakoznom az MPI-vel?"
Azt leginkább sehogy nem tudod feltölteni PC-re.
De attól függ milyen HMI. Ha nem valami egyszerűbb régi siemens panel, hanem windows alapú és a letöltéskor alkalmazták az "enable backtransfer" opciót, akkor lehet.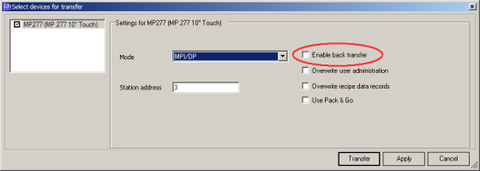
Szóval a panelen múlik, de nagyon nem jellemző hogy a forrásprojectet nem hogy visszatölteni lehessen róla hanem hogy tartalmazza egyáltalán (a működéshez arra nincs szükség).
"Milyen koncepció vezette a Siemens-t anno, hogy nem tárolja a CPU a szimbólumokat, a változók neveit és a megjegyéseket?"
A gyártók (hátsó) szándékait ugyan nem ismerem, legfeljebb feltételezni tudom. De kb. ugyanaz mint a többi gyártót, hiszen ott is ez, ez volt a helyzet.
A következő okok játszanak szerepet a dologban (szerintem).1. A memória. Régebben a program RAM-ban volt, amit háttértelep látott el. A retentív RAM méret szűkös volt és 8, 16, 128k-ban volt mérhető. Egyszerűen nem volt hely a szöveges szimbólumoknak, megjegyzéseknek és forrásanyagoknak. Ezek összmérete többszörösen is túltehet a lefordított tárgykód méretén!
2. Nem nagyon indokolta semmi azt hogy a PLC tárolja ezeket, mert a program működéséhez ezekre a PLC-nek semmi szüksége nincsen.
Az S7 1200, 1500, Omron CP1E, CJ1 stb. már tárolhatja a project forrását és vele a szimbólumokat is.
De opcionális, ha valaki nem akarja nem teszi rá..."de ebben az esetben jelentősen megnehezíti az ember dolgát."
Meg bizony! És ez még nem minden, hiszen a ahelyett hogy a forrást rátöltenék, inkább titkolóznak, jelszóval védik, hogy egyáltalán ne férhess hozzá semmilyen szinten.
Vagy visszatöltheted, de magas szintű nyelven graph-ban vagy STL-ben írták. Ha nincs meg a forrás, akkor azt STL-ben látod, ami tele van indirekt címzésekkel ha feltöltöd a PLC-ről. Na abban azért nem vígan módosítgat vagy lapozgat az ember."Szerintem pont az a lényeg, hogy egyszerűbben visszakövethető legyen a program"
Neked, mint felhasználónak, aki a gyártók programjaival xopik, ez a lényeg.
Sajnos nekik nem feltétlenül. Épp nemrég zajlott itt le egy (szerintem igen tanulságos) vita arról, hogy milyen dolog az ha az üzemeltető nem kapja meg a géppel a program forrásanyagait és milyen dolog az ha igen. -
Szirty
őstag
válasz
crucified
#6501
üzenetére
Helló!
"csak a Simatic Manager-el férhetek hozzá vagy a TIA Portal-al is"
Azzal amelyik ismeri azt a CPU-t. A régebbieket a TIA nem kezeli. Ha mindkét rendszer ismeri a CPU-t, akkor bármelyikkel hozzáférhetsz.
"Amennyiben csak a Simatic Manager-el, akkor ha jól tudom nem a varázslóval nyitok egy új projectet"
Igen, új, üres projectet kell nyitni varázsló nélkül, utána upload station to PG.
Nem kell előre összeállítanod a HW configot, azt is fel fogja tölteni.Részletesebben itt: Hogyan töltsük át a működő PLC-ből a teljes programot, ha nincs meg a forrás project?
Nem csak az MPI címét kell tudnod, hanem a rack és slot számát is ahol a CPU van! Ha azt n em jól írod be, akkor sem fogja feltölteni.
300-as esetében egyébként alkapesetben MPI cím:2 Rack: 0 Slot: 2
De meg lehet kerestetni is. Pl. az accessible nodes funkcióval. Ezzel kapsz egy listát a PG/PC interfészen beállított buszon lévő eszközökről. Ott lesz a cím is."Amennyiben feltöltötte, online monitorozni hogyan tudom a programot?"
Ugyanúgy mint bármely project esetében. Megnyitod a blokkot és nyomod a monitorozás gombot.
Mivel PLC-ből jött a project, symbol információk, változó nevek és megjegyzések nem lesznek sehol. Sajnos ez ezzel jár.A monitorozéshoz egyébként nem kell feltölteni PC-re a programot, accessible nodes-sel kapott struktúrát kinyitva a blokkoknál is megnyitható és monitorozható a blokk.
-
Szirty
őstag
Sziasztok!
DEPRAG gyártmányú AST10-1-P vezérlővel ellátott elektromos csavarozót kellene profibuszon keresztül megtámadni.
Ezért kap egy profibusz opciót, amit elvileg így hívnak hogy:Expansion Kit Profibus
Part-No.: 385501 ASajnos sem a gyártó oldalán se máshol nem találtam se GSD file-t hozzá, sem pedig a buszos kezelésről szóló részletes leírást (Status word, control word kiosztása, hibajelzések kezelése stb).
Jövő héten felkeresem a magyar forgalmazót is, hátha tud/akar segíteni. Addig is: nincs valakinek infója, tapasztalata ilyen géppel?
(Elnézést ha más fórumon esetleg valakivel jött már szembe ez a kérdésem...) -
Szirty
őstag
válasz
 Dezsi82
#6493
üzenetére
Dezsi82
#6493
üzenetére
Helló Dezsi82!
"Szerintem nincs semmi extrém abban amit leírtam"
Természetesen nincs. Nem is azért írtam ezt le, hanem ezért, hogy abba az irányba ne menjünk el a vitával. Vagyis szeretném megelőzni az ilyet, mert tudom hogy az szokott történni.
"Nem érdekel ki mit mond, nekem van igazam"
Alapvetően egyetértünk, nem kell mindent támadásnak venni, Csak "beszélgetünk"...
Sajnálom hogy így értetted.
Arra utaltam hogy tényekkel nem lehet vitatkozni. Attól teljesen függetlenül nem lehet hogy ki említette...""Szerintem hibakeresésre nem a PLC program nézegetése való, erre van a kijelző, stb. Ha hiba van a programban, akkor az garanciaidő alatt kiderül."
Azt nem feszegetném hogy mi mire való.
De teljesen egyértelmű számomra, hogy a PLC program hozzáférhetősége elképesztő mértékben meg tudja könnyíteni a hibakeresést.
Ezt nap mint nap tapasztalom. Egyedül lennék ezzel? Főleg ha távolról kell hibát keresni és a telefonon átadott információ nem elegendő, zavaros vagy nagyon félrevezető (sajnos szinte kivétel nélkül mind ilyen).
Sajnos napi szinten kell hibát keresni itt, és bizony olykor a programban monitorozzuk mi a helyzet. De ez itt viszonylag nagy gyár, nagy programokkal, nem tudom ez számít-e. Kisebb önálló célgépeknél viszonylag ritka valóban hogy a programot kellene nézegetni. Legfeljebb makacsabb hibáknál szükséges."Program nem fog tönkremenni, és van más lehetőség is a hibák megkeresésére."
Mindkettő igaz.
Ám a lehetőségek közül - amennyiben több is van - a jobbat kell választani. Sok esetben ez a program monitorozásával alátámasztott hibakeresés.Valóban nem megy tönkre a program. Vagy legalábbis nem változik meg magától.
De lássuk be: tökéletes program nincs.
Nálunk a mai napig (8 év után, sőt az egyik 12 éves vezérlésben is) futunk bele olyan hibákba ami eddig nem okozott problémát és csak most alakult ki az az együttállás amikor jelentkezik és gondot okoz.
Kijavítjuk és megy tovább az élet. -
Szirty
őstag
válasz
Dezsi82
#6489
üzenetére
Szia!
Nyilván a gyártó meg akarja óvni magát attól, hogy mások által szerencsétlenül végzett beavatkozás miatt saját költségén garanciában javítsa ki a kreálmányát.
De elméleti szinten maradjunk a gyakorlatias ésszerűség és korrektség mezején, ne feszegessük a lehetőségek extremitásait, mert az minden szempontból nagyon távolra vezetne...Ennek jegyében:
- Garanciás gépet nem alakítunk át! Ha baj van vele, akkor a garanciát vállaló cég munkatársai térítésmentesen megoldják a problémát, erről szól a garancia. Ha a gép "mission critical", akkor fel lehet velük venni a kapcsolatot és konzultálni áthidaló megoldást lehet kidolgozni, de ilyen gép esetén szokták biztosítani a gyártó általi online elérést az azonnali problémamegoldás érdekében. Mindkét fél alapvető érdeke, hogy a gép működjön és termeljen!
Szerintem kell azért legalább egy szikrányi bizalom a megrendelő és a teljesítő cég között! Ha ez már kezdetben sincs meg, akkor nagyon rögös út vezethet a kölcsönös megelégedéshez...- Mi van amikor már nem garanciás? Az üzemeltető jobban jár ha megkapja a teljes forrást hogy igénye szerint felhasználja hibakeresésre, módosításra (a szerzői jogok megsértése nélkül természetesen).
Bárki bármit is állítson ez a korrekt megoldás!"Továbbá miért nem hallok senkit panaszkodni, hogy miért nem kapja meg a telefonján futó app, az autója vezérlőjében lévő program, a frekvenciaváltóban lévő program, a CNC gépe vezérlőjében futó program, a TIA portál, CX programmer, stb forráskódját."
Azokat nem akarja a felhasználó módosítani. A szakértelme és eszköze sincs meg hozzá, ahogy említetted.
Ezzel szemben egy gyártósor üzemeltetésében részt vevő szakemberek eszközei és tudása megvan ahhoz hogy a gép vezérlőprogramja segítségével hibát keressenek vagy azt szakszerűen módosítsák.
Az igény is megvan erre az üzemeltető részéről, mert egy gyártósor nem mosógép, nem frekvenciaváltó és és nem TIA portál, lássuk be.
Ha a frekvenciaváltó szoftver hibás kidobjuk a francba, rakunk be másikat ami jól működik, nem kezdünk el azon sírdogálni hogy jajj nincs meg a forrásprogram a FW-hez pedig úgy kijavítanám.Teljesen más szinten van a két dolog!
-
Szirty
őstag
válasz
 Psanyi42
#6484
üzenetére
Psanyi42
#6484
üzenetére
Szia Psanyi42!
"miért ne lehetne leformázni a kártyát windows-al, miért kell azt is külön siemens által formázni."
Mert a memóriakártyán a PLC rendszere nem az 1970-ben 160kB-os floppy lemezek kezelésére kifejlesztett file rendszert használja, feltehetően abból az okból, hogy azt semmilyen belső működés nem indokolja.
Feltételezem, hogy PC-s filerendszer használata erőltetett és "helyzetidegen" lenne a PLC számára alacsony szinten."Miért kell egy 24MB-os kártyát annyiért adni."
Hogy kibírjon 30-40 éve üzemet és "rojtosra írást" ez alatt az idő alatt hiba nélkül, ellentétben a több GB-os de olcsó bolti kártyákkal...
Abban nem szeretnék állást foglalni hogy a fentiekkel együtt a dolog mögött mennyi van abból a gyártó részéről, hogy szándékos inkompatibilitással a vevőt a drágább vásárlására kényszeríti. Lehet hogy ez is benne van.
Mellesleg ha a PLC-be nem is, de operátor panelekbe lehet tenni közönséges MMC-t FAT filerendszerrel. Én néha abba azt szoktam venni. Kevésbé okoz súlyos problémát ha az meghibásodik.
Ha van valakinek kísérletező kedve és komolyan hisz abban, hogy a 40 ezer forintos pár megás gyári MMC egyenértékű egy 2000Ft-os közönséges kártyával, az másoljon rá a korábban már említett módszerrel egy gyári image-et és használja azt...
Műkdhet a dolog. Egy darabig biztosan. -
Szirty
őstag
válasz
crucified
#6485
üzenetére
Szia!
"A fejlesztő cégnek - hangsúlyozom, csak szerintem - nincs igaza, Akkor sérti valaki a szerzői jogot, ha azt a szellemi terméket máshol is felhasználja"
Nem azt mondja hogy meg fogod sérteni a szerzői jogait, hanem ezzel az intézkedéssel kizárja a lehetőségét is. Azért írtam hogy szerzői jogi okokra hivatkozva.
"Én mindig mindenhol otthagytam a forrástprogramot is, sokkal több korrekt céget ismertem meg így mint inkorrektet."
Ezzel teljesen egyetértek. Én is átadok mindent, forrásprogramot is, védelem nincs. Egy kivétel volt eddig, amikor védelmet raktam bele. A körülmények miatt a számlakiegyenlítési hajlammal kapcsolatban kétségeim támadtak, de miután kifizette egy utolsó (más okból is esedékes) módosítás során leszedtem róla.
Szerencsére valóban több a korrekt cég amelyik nem védi a programot, de sajnos nagyon sok amelyik igen. Az olaszok pl. szinte mindig. Német gépeknél is találkoztam már vele sokszor.
Lehet hogy viszonylag kevés a védelem, de nagyon nagy (időzített bomba jellegű) problémát tudnak okozni vele.
Főleg az olaszok, amikor a probléma felmerülésekor a gép életének tizedik-huszadik évében derül ki, hogy az olasz "garázs cég" már évek óta megszűnt jogutód nélkül. Tehát nem csak a forrásprogram beszerzése határos a lehetetlennel hanem az is hogy a fejlesztő cégek bízzák meg a javítással vagy módosítással.
Volt olyan eset, amikor újra kellett írni az egész programot emiatt. -
Szirty
őstag
válasz
crucified
#6481
üzenetére
"a géppel együtt megveszi az ember a szoftvert is, ami már a felhasználó tulajdona. "
Ez leginkább azon múlik miféle szerződés jött létre a fejlesztő cég és a vásárló között.
Az apró betűs rész ugye...
A megvásárolt gép szoftvere sem válik a felhasználó tulajdonává, csak a felhasználás jogát vásárolja meg. Hiszen a forgalmazó ugyanazt a szoftvert másik géppel másik felhasználó számára újra eladhatja, amit nem tehetne ha a vevő tulajdonává válna.A legtöbbször a vásárló céget képviselő üzletkötő műszaki, informatikai szempontból hozzá nem értő személy, pénzügyi szakember, eurók és forintok cikáznak a szeme előtt, műszaki részletek nem érdeklik és nem is ért hozzá.
A fejlesztő, forgalmazó cég leginkább szerzői jogokra hivatkozva védi jelszóval kiolvasás és módosítás ellen a PLC és HMI programját.
Ezzel két legyet is üt egy csapásra, mert így csak ő tud hozzáférni, ezért későbbi problémák, vagy módosítási igény esetén őket kell kihívni messzi földről horror óradíjért hogy megjavítsák vagy elvégezzék a módosítást.
Ez később az üzemeltetőnek óriási kiesést és komoly költséget jelenthet (nem feltétlen a horror óradíj, inkább a termelésből kimaradó gép miatt).
A programot elektronikus formában sem adják át, ha a PLC elem kimerül, vagy a a PLC tönkremegy, az üzemeltetőnek önhibáján kívül sincs lehetősége a berendezés üzemben tartására, ami őszintén szólva etikátlan és elutasítandó.Az olaszok pl. nagyon szemetek ilyen szempontból. :-/
-
Szirty
őstag
válasz
Psanyi42
#6480
üzenetére
Van egy szoftver, egy számítógép, egy standard USB-s kártyaolvasó, egy hibátlan és üres MMC kártya, meg egy másik MMC kártya amit "gyógyítani" kell.
A számítógép, a kártyaolvasó és a szoftver segítségével a hibátlan MMC kártyáról készítünk egy teljes image-et, majd ezt ráírjuk a szoftverrel a "gyógyítandó" MMC kártyára.
Így is zavaros?
-
Szirty
őstag
válasz
byte-by
#6478
üzenetére
Üdv!
Csak részben kapcsolódok a témához...
"az s7-1200 manual egyébként megjegyzi, hogy ha formatálod windows-al akkor ezt benézted.
ezzel a reformatálással nem működik a cpu."Erről az jut eszembe, hogy az így "tönkretett" MMC kártya S7-300-nál helyrehozható volt egy kis segédprogram segítségével, ami egy a kártya kapacitásának megfelelő, korábban másik, működő (akár üres) MMC-ről lementett image-et rávasalta a rossz kártyára.
1200-nál nem tudom működne-e. Ki kéne próbálni -
Szirty
őstag
válasz
crucified
#6471
üzenetére
Helló!
"Nincs benne SD kártya. Hacsak nem a bekarikázott helyen található."
Nem. Az bővítő hely (analóg I/O, battery modul, soros port, stb).
MMC kártya... A bemeneteket takaró fedél alatt van:

(Abszolút nem dörgedelemként, csak jótanácsként: Ha linket illesztesz be, használd a "Link" gombot)
-
Szirty
őstag
válasz
Psanyi42
#6445
üzenetére
Hali!
"úgy kell működésre bírni, hogy elindítod, rányomsz hogy új project, itt van 2 lehetőség vagy 1200 vagy 1500 értelemszerűen a neked megfelelőt választod ki."
Egyszerűbb ha a TIA projectben nyomsz Ctrl-Shift-X-et (vagy Online -> Simulation -> Start menüpont).
Ezt a program editor ablakban is megteheted, Olyan szimuláció fog elindulni amilyen típusú PLC-hez az adott program tartozik. Ha 1200-hoz tartozik, akkor azt fogja szimulálni.



































Új hozzászólás Aktív témák
- Samsung Galaxy Z Fold7 - ezt vártuk, de…
- Fortnite - Battle Royale & Save the World (PC, XO, PS4, Switch, Mobil)
- Battlefield 6
- Gitáros topic
- Soundbar, soundplate, hangprojektor
- World of Tanks - MMO
- Windows 10
- Star Citizen
- Windows 11
- MWC 2026: Kezünkben a most bemutatott Nothing Phone (4a)
- További aktív témák...
- DJI Mavic 2 Pro Fly More Combo drón - nagyon megkímélt, újszerű állapotban
- Eladó/Lenovo X240 Ultrabook/I5-4300U/8GB DDR3/12,5"/!!!
- Vivobook Pro 14" 3K OLED i7-11370H GTX 1650 16GB 512GB NVMe magyar vbill gar
- Számítógép és telefon segítség Windows, Android, iPhone (online vagy személyesen)
- ZOTAC RTX 3060 Ti 8GB GDDR6 Twin Edge Eladó!
- 15,6" Dell Latitude laptopok: E5550, E5570, 5590, 5500, 5501, 5510, 5520 / SZÁMLA + GARANCIA
- Apple iPhone 15 128GB, Kártyafüggetlen, 1 Év Garanciával
- í kilenc! AKCIÓS PRECÍZIÓS KÉSZÜLÉK! 7560 i9-11950H 32GB RAM 1TB SSD Nvidia RTX A3000 6GB 1 év gar
- Dell Wyse 5470,14",FHD, N4100 CPU,8GB DDR4,128GB SSD,WIN11
- Telefon felvásárlás!! iPhone 15/iPhone 15 Plus/iPhone 15 Pro/iPhone 15 Pro Max
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest