-

Fototrend



Új hozzászólás Aktív témák
-

izisz
senior tag
hamarabb meglenne az újrarajzolás, mint ezt a modellt kigyomlálni

igen cifra és még netfabb javítás után se sokkal kezesebb, csak picit... egy jó taslit a tervezőnek, hogy nem ismeri a síkokat![;]](//cdn.rios.hu/dl/s/v1.gif)
(#9553) bigrob : a kulcs a szívükhöz: paypal dispute (elsőre elég csak riogatni vele). 99%, hogy utána megkérdezik, mire vágyik a kisszíve a vevőnek
[ Szerkesztve ]
-

bigrob
őstag
Ez volt az első hiba amit elkövettem, tőlük eddig csak bankkártyával fizettem. Banggoodon olcsóbb is az új kiszemelt és még azt a +14 dollár postaköltséget sem fizettetik ki úgyhogy kb 6 rugóval jobban kijövök és csak akkor vásárolok legközelebb ha valami sokkal olcsóbb lesz...
Nincs életlen fúrószár csak gyenge előtolás!
-

moex1
tag
Sziasztok!
Elöljáróban: teljesenkezdő vagyok, kb 1 hónapja nyomtatgatok, de értelmes nyomatot még nem sikerült produkálnom.
Üvegre nyomtatnék Spectrum PLA-val, de nem igazán sikerül. Ma sikerült egy másfél órás print, a tárgy végülis használható, de iszonyatosan felhajlott az egyik széle. Ha jól sikerült beazonosítanom a problémát, ez warping lesz.
A legnagyobb problémám a dologgal, hogy már az elején elkezd felhajlani, így pár réteg után (2-7) beleakad a fej, és egyszerűen lerepíti az asztalról az addig nyomtatott részt.Sajnos egymásnak nagyon ellentmondó véleményeket olvastam erről, de amiket kipróbáltam:
- ne használj isopropyl alkoholt
- használj isopropil alkoholt
- minél alacsonyabb tárgyasztal hőmérséklet
- 70 fokos tárgyasztal
- nyomtass 190 fokon
- nyomtass 210 fokon
- skirt (ez egyébként szépen le is tapad)
- és még egy halom dolgot.
Nyomtattam az első réteget kisebb sebességgel, 190-210 fok között végigpróbáltam, tárgyasztalt is 50-70 között. Első rétegnél cooling kikapcsolva.
Merre induljak? Tudtok tanácsot adni?Az Alone in the Darkban van multiplayer? :)
-
bigrob
őstag
Üveglap sima szappanos vízzel elmos, nem összezsírozni, használj skirt/brim-et, 60-65 fok szerintem elég pla-nak, első rétegnél ne kapcsolj hűtést, talán a másodiknál se, ha ezek se jönnek be, akkor ragasztóstift vagy hajlakk.
Szerk.: első layert nyomd melegebben, 215-220, aztán visszaveszed amire szoktad, én 205 körül nyomtatom 2. rétegtől.
[ Szerkesztve ]
Nincs életlen fúrószár csak gyenge előtolás!
-

Saccco
nagyúr
- Mosd le az üveglapot szappanos vízzel vagy alkohollal.
- Soha többé ne fogd meg puszta kézzel. Ha mégis akkor újra kezd az első lépéssel.
- Melegítsd elő, nekem 60°C simán megteszi.
- Szintezd újra a tárgyasztalt. (Fej is legyen meleg.)
- Nyomtass rá 205°C-on, nekem szépen megy a Spectrum ezzel.
- Ne tedd a gépet huzatos helyre.Szerk.: én nem szoktam melegebben nyomtatni az első réteget sem.

Szerk.2: a PLA-t mindenképpen hűteni kell, nagyon.[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Saccco
nagyúr
Ezt nem mondtam.

Harmadik rétegtől.Szerk.: vagy második nem is emlékszem...

Az biztos, hogy a TPU-t semmikor.
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Saccco
nagyúr
-
#9569
 freemanone
őstag
freemanone
őstag
freemanone
őstag
Üdv mindenkinek!
Teljesen új vagyok a nyomtatás terén, de azért már jópár dolgot sikerült létrehozni a géphez kapott ajándék devlis design pla-vel. Illetve már egy bő fél éve ásom magamat a témába egyre mélyebben.
Próbálkoznék viszont flex filament-el is és a kérdés jelenleg filament beszerzésre vonatkozna.
Honnan és mit érdemes?
Egy Craftbot 3-al "szórakozok" és kb két hónapja foglalkozok vele, de azért pár érdekességet már sikerült összehozni. Thingiverse, egyelőre a dolgok forrása és próbálgatom mit tud a gép. Rengeteg kidobott elkezdett modell összegyűlt már, de azért akad sikeres is.
T-rex csontváz (makerbot eredeti modell, később láttam, hogy van "könnyebben" nyomtatható fixed verzió is, azért én elszenvedtem vele, vagy 60 órám van benne), Kobayashi Fidget Cube - Fat Hinge (1,5 órát szórakoztam craftware-ben a support szerkezettel, hogy könnyen törhető legyen, mert már 2 modell teljesen össze"ragadva" jött ki, első dual-head printem), gear spinner, gearcube, tripod gimbalhoz 1/4"-es csavarral, stb apróságok.
Szóval a lényeg az, hogy bár teljesen új vagyok, elég sokat segít a jó gép a tanulásban, viszont gőzöm sincs, honnan tudnék jól nyomtatható flex és pla+ avagy mostanság hallok a "prusament"-ről, van itthon ezeknek jó "forrása"? Vagy inkább kintről érdemes rendelni ilyeneket?
Előre is köszi!
[ Szerkesztve ]
-

janek69
senior tag
Sziasztok! Használ valaki közületek slic3r-t? Bizonyos dolgai jobbak mint a cura-nak,például ha van egy modell furatokkal,akkor a cura,val ellentétben bemegy a furathoz,megcsinálja az összes perimetert,majd megy a következőre,ellenben a cura-val,ami csinál 1 perimeter megy a másikra megint ír egy karikát......
Viszont az infill-t kicsit érdekesebben csinálja,az nem tetszik annyira. Van valkinek tapasztalata,érdemes próbálkozni vele? -

Dalee
aktív tag
SLA printer 6000 Ft-ért? Kissé szkeptikus vagyok (magával a bolttal is), de ennyiért megérné a kísérletezést.
Véleményetek?
-
#9572
 Mr.Csizmás
félisten
Dalee
#9571
Mr.Csizmás
félisten
Dalee
#9571
-
Saccco
nagyúr
válasz
 janek69
#9570
üzenetére
janek69
#9570
üzenetére
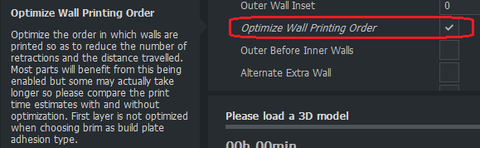
Benne van már az időbecslés? (slic3r)
A beállítás, amit keresel benne van a Cura-ban. Optimize Wall Printing Order.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
-
janek69
senior tag
-
janek69
senior tag
Futottatok már ilyenbe? [link]
A képet kinagyítva látszik, hogy az alján,ahol még 100% infill vanúgy néznek ki a vonalak,mintha 2 volnal egymás mellett lenne,majd 1 kimarad és így tovább- A perimeternél látszik,hogy milyen széles a 0.4-es csík.
Előzmény az,hogy mivel a szénszálas anyag elég gyorsan képes megenni még a rozsdamentes acél fúvókát is így tegnap csere volt.Utána kinyomtattam egy alkatrészt,ami gyönyörű lett.Annyi szépséghiba volt,hogy a flow-t 109%-ra kellett tolnom,hogy a vonalak szépek legyenek. Ma lett egy szuper táphibám,ami abból látszott,hogy nem akarta tudni a nozzle-t felfűteni 240 fok fölé. A tápot cseréltem,de én nem hiszem,hogy annak ehhez bármi köze. A fura az,hogy a tárgy méretei jók. Láttatok már ilyet? A nozzle-ból szépen jön az anyag és nem értem igazából ezt az egészet,hiába tolom akár 120%-ra is a flowt,nem változik a helyzet.[ Szerkesztve ]
-

azbest
félisten
Érdekes videó a TCT Show 2018 -ról. Bár a legtöbb cucc, amit mutat inkább a drága ipari területre való, de azért vannak jópofa dolgok benne.
Kemény az a tintasugarast technika + uv curable cumó, amivel az átlátszó, csontos, izmos lábat nyomtatták
Meg persze jópofák a nyomtatott cuccok: Johnny 5, r2d2, trooper[ Szerkesztve ]
-

fabula
őstag
Kedves nálam gyakorlottabb fórumozók!
A DD PETG-vel kínlódok Tevo Tornado nyomtatóval. A PLA-t szépen nyomtatja, viszont a DD PETG-vel nagyon szálaz és ezekből a szálakból időnként ki csomókat szed fel a nozzle és azt itt-ott lerakja a nyomatra. A végeredmény borzalmas. Azért kinyomtattam nagy nehezen a Petsfang hűtést vele (emiatt fogtam hozzá komolybban foglalkozni a PETG-vel, nameg amúgy is meg kell ismerni mindenféle anyagot), de finoman fogalmazva is elmarad az elvárható, másnál látott minőségtől.
Cura-val szeletelek és most már feltettem a 3.5 beta-t, mivel azzal állítólag a Recommended profillal egész jól nyomtatja a PETG-t. Sajnos nekem ezzel sem sikerült. Kevesebbet szálazott, de azért volt még így is elég és csomócskák is megmaradtak.
Elkezdtem nyomtatni retraction testeket különféle hőmérséklet és retraction beállításokkal, a flow módosítgatásával, sebességek, elsősorban retract és travel spedd állításokkal, hűtés erősség állításával, de sehogy nem tudok normális, legalább elfogadható eredményt elérni.
Most ilyen vacak a DD PETG (csak ilyenem van több színben és zöldet nyomtattam), vagy valamire nem jöttem rá.
Minden ötletet szívesen fogadok, mert lassan már feladtam négy nap "szórakozás" után, már nincs semmi ötlete, mit állíthatnék még. -

quby
őstag
Én is küzdöttem vele, nálam a sebesség drasztikus csökkentése, (30) init layer még néha lassabb is, és a travel speed növelése (160-180) után lett jobb. Közel sem jó, de mivel csak 1-2 modellhez kellett PETG, ezért nem is nagyon kisérleteztem tovább. 220-230 fok között, 80-75 bed, és 0,2 vagy kicsit több layer height. 12-15 retract- 40-es speeddel, bár ez nyomtató függö. Ender 3-al.
A legügyesebb állat az ürge, hiszen búzával teli pofazacskóval is képes repülni, miközben egy bagolyt egyensúlyoz a hátán.
-
fabula
őstag
Köszi, akkor csökkentem a nyomtatási sebességet és tovább növelem a travel speed-et. Játszom tovább
.Lenne egy újabb kérdésem is, teljesen más. Van-e mód arra és melyik programmal, illetve hogyan, hogy egy már készre tervezett üreges tárgy falvastagságát növeljem csak kifelé, tehát a belső méretei maradjanak, de a falvastagság növekedjen 1,5-2-szeresére?
Előre is köszi a válaszokat.[ Szerkesztve ]
-
#9585
 norbert1998
veterán
norbert1998
veterán
norbert1998
veterán
Üdv!
Lenne egy kis gondom, és gondoltam, hátha itt segítséget kaphatok.
Volt egy házi készítésű CNC maróm, amiihez vettem extrudert meg hotendet, illetve filamentet, így, mint negyedik tengelyt, kezeli a CNC vezérlő, Mach3-al hajtva.
Igazából eddig csak lapos tárgyakat nyomtattam, azokkal nem volt igazán gondom, viszont ez a mai, jóval bonyolultabb test egy kicsit kiakasztott.
Egykét tippet szeretnék kérni, hogy merrefelé induljak el, milyen irányba keressem a hibát vagy annak az okát.
Jelenleg 3mm-es PLA szállal dolgozom, amit (kijelzős termisztor vezérlő híján "thermocouple" érzékelős hotenddel nyomtatok, de ez a barkács hotend egy kicsit kényesforma, nem igazán mér egyből a változás pillanatában, de nagyjából olyan 215-225 fok között mozog a hőmérséklet.
0.4mm-es a nozzle átmérője, és 0.2mm-enként pakolom egymásra a rétegeket. heatbed nincs, maszkolószalagra nyomtatok. A nyomtatási sebesség 60 illetve 30 mm/s (infill és shell), de ezt override-dal levettem 80%-ra.
Ilyen... termék született. Az egyik szárnyát véletlen eltörtem, de a képen látható az oka.
Minden segítséget megköszönnék
-
-
fabula
őstag
válasz
 blountex
#9586
üzenetére
blountex
#9586
üzenetére
Köszi, ezekre gondoltam én is először, csak nem találtam sem a Fusion 360-ban sem a Meshmixer-ben olyan funkciót, amivel a falat egy irányban, csak kifelé tudtam volna módosítani.
Ha valaki, aki küzdött már ebben a két programban a fal kifelé történő vastagításával és adna pár támpontot, hogy hogyan, nagyon hálás lennék. -
blountex
senior tag
Teljesen én se vagyok megelégedve a DD PETGvel, és mivel egyazon nyomtatónk van, így kérdem én pontosan melyik modellt nyomtattad ki?
[link]Szálasodás miatt, én is kipróbálnám hátha jobb eredményt kapok. Van még egy kevéske ebből az anyagból.
Valamint ha átküldöd ezt a "készre tervezett üreges tárgyat" akkor megnézném a falvastagság növelését kifelé, hátha sikerülne.
[ Szerkesztve ]
-
fabula
őstag
válasz
blountex
#9589
üzenetére
Én ebből nyomtattam ki a stock Tornado hotendhez és az 5015-ös tárgyhűtő ventihez való részeket, de nem sokat segített a DD PETG szálasodásán.
[link]A két "tárgy" aminek szeretném növelni kicsit (1,5-2 x) kifelés a falvastagságát, az pedig ezen a linken van.
[link]
Ez a két porvédő kupak szintén a Tornadohoz lenne, de az X-re valót kinyomtattam és nagyon vékony a fala körben. Egy kicsit "alakítani" akartam rajta, mert akadt benne a szíjrögzítő gyorskötöző, de sikerült megroppantanom, így derült ki, milyen gyenge.
Igazából kíváncsi lennék magára a módszerre, mert máskor is kellhet.Előre is köszi a segítséget.
[ Szerkesztve ]
-

fape
senior tag
Az rc tank miatt már sztem nyomtattam 40+ órát (rubin vörös) dd petg-t, igaz tarantulával. Mindig reszelek kicsit a beállítások, viszont most már (kb) nincsenek szállak. S3d-t használok, de hátha segít pár képernyőkép a configról.
[ Szerkesztve ]
Nem ezeket a drónokat keresik!
-
izisz
senior tag
Pont nem rég volt róla szó (1-2 napja talán).
Nem minden modellen (és modell felszínen működik) de kijelölsz 1 háromszöget és delete gomb. Sík felszíneken kellene működnie.
Ám pont tegnap botlottam egy tutorialba, ezt is érdemes megnézni: Lars - STL files
Lars megint
és pont falvastagság módosítás, szintén Lars tollából
Javaslom Lars videóit mazsolázni, szerintem "hót jól magyaráz
[ Szerkesztve ]
-
#9594
freemanone
őstag
freemanone
#9569
freemanone
őstag
válasz
 freemanone
#9569
üzenetére
freemanone
#9569
üzenetére
szóval akkor flex filamentel és pla+-al avagy az új prusament-el nincs tapasztalata senkinek és nincs ezekre jó magyar beszerzési hely?
-
#9595
Mr.Csizmás
félisten
freemanone
#9594
Mr.Csizmás
félisten
válasz
freemanone
#9594
üzenetére
papírdepót nézted? van nekik mindenféle egzotikus anyag, még ASA is [link]
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#9597
izisz
senior tag
freemanone
#9594
izisz
senior tag
válasz
freemanone
#9594
üzenetére
A prusamentet még jó ideig ne várd itthon. Még a prusa webshopból is 1-2 hetes átfutással rendelhető.
Flexből én TPU-t (kínai, noname) használtam 2 modell erejéig - nem volt vele gond. Szűk 1kg vár a sorsára dobozban
pla+: passz, erre majd reagál, aki próbálta
amúgy jah, papírdepó, bevachip, bestmarkt, aqua, stb mint beszerzési források az olcsóbb cuccokra.(#9596) compi.hu: Hajrá!!

[ Szerkesztve ]
-
#9599
norbert1998
veterán
norbert1998
#9585
norbert1998
veterán
válasz
 norbert1998
#9585
üzenetére
norbert1998
#9585
üzenetére
Erre esetleg valaki?
-
#9600
Saccco
nagyúr
norbert1998
#9599
Saccco
nagyúr
válasz
norbert1998
#9599
üzenetére
Alul extrudál.
Eldugult a fej.[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █







![;]](http://cdn.rios.hu/dl/s/v1.gif)





































Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- 1.250.000 FT helyett 940.000 FT !! MacBook Pro 16" M3 Pro 12CPU / 18GPU / 18GB / 512 SSD
- RTX 2080TI ROG STRIX GAMER PC
- AKCIÓ !! M3 Chip - MacBook Pro 14" 8C CPU / 10C GPU / 8 GB/ 1 TB / Bontatlan / Magyar
- Tidradio td-h3 akkumulátor
- HP ZBook Studio x360:i7 9850H,32GB,512GB,P2000,15.6" UHD 3840x2160 TOUCH 600nit 100%AdobeRGB,HP gari