Új hozzászólás Aktív témák
-
#6423
 Szirty
őstag
DrojDtroll
#6422
Szirty
őstag
DrojDtroll
#6422
Szirty
őstag
válasz
 DrojDtroll
#6422
üzenetére
DrojDtroll
#6422
üzenetére
Szia!
A kompaktokban azt lehet mondani hogy alapból jellemzően van.
A moduláris változatokban nincs, de nem csak ez nincs, hanem semmilyen ki vagy bemenet nincs. Azoknál külön I/O bővítőkkel lehet analóg bemenetet realizálni. -
#6421
Szirty
őstag
gera082116
#6420
Szirty
őstag
válasz
 gera082116
#6420
üzenetére
gera082116
#6420
üzenetére
Bár nem írtál le részleteket a kommunikáció beállításairól, de első ránézésre az USB-RS232 átalakító a leggyanúsabb.
Ezekből a 2-3000 Ft-os hulladék ahogy van. Ezen hulladékok zászlóshajója az ATEN UC232.

Ha van lehetőség próbáld ki natív RS232 porttal rendelkező gépen is.
-
Szirty
őstag
válasz
 Borzoló
#6413
üzenetére
Borzoló
#6413
üzenetére
Én nem értek hozzá, de az oldalon amit épp te linkeltél ott van a leírása amiből elég sokat meg lehet tudni.
LonWorks hálózattal kompatibilis vezérlő, amit épület automatizáláshoz használnak. Önmagában is működőképes, de hálózatba tervezték.Ha úgy keresed hogy AD-TCU Fan Coil Unit Controller akkor elég sok találatod lesz.
-
Szirty
őstag
Szia!
"Szóval: szimulációval már próbálkoztam, de valamiért nem volt hajlandó működni...pontosabban egyáltalán nem találtam meg, hol van"
A Simatic manager egy szoftver csomag, ami komponensekből áll össze. A PLCSIM is egy komponens. Ezzel és a hozzá tartozó licenszel rendelkezned kell a szimulációhoz.
A Simatic Managerből lehet indítani ezzel az ikonnal:

Vagy a menüből: Options / Simulate modules
Kapsz egy ilyesmi ablakot:
(Egyébként Windows Start menüből vagy desktop ikonnal, esetleg parancssorból is indítható ha épp úgy tetszik)A Simatic Manager interface (PG/PC interface) automatikusan átvált PLCSIM interfészre, hogy a szimulált modult elérhesd. Ezt a Manager ablak alján lévő állapotsorban látod:

Ha ez megtörténik, akkor innen már minden úgy működik mint ha valódi PLC-hez kapcsolódtál volna.
"A cégnél a sor vezérlések túlnyomóan 300-as szériával vannak megoldva, de persze folyamatosan cserélik majd ezeket le."
Miért cserélik le? Van bármi értelmes oka ennek? (nagy nagy pénz pazarlásnak tűnik)
"Az hogy 1200-asat választottam, igazából anyagi döntés volt. Jóval egy 300-as ára alatt megkaptam"
Az 1200-as főleg azért olcsóbb, mert más kategória.
Ahogy egy Mercedes kisbusz is olcsóbb mint egy személyvonat.."Amúgy a TIA nagyon más mint az s7-manager?"
Nagyon. Szinte köszönő viszonyban sincsenek egymással.
Egyébként TIA-val lehet 300-asokat is programozni. Csak nem a BASIC változattal és nem mindegyik CPU-t. -
Szirty
őstag
Szia!
S7-300-akat használtan, bontottat, vagy elfekvőt érdemes venni ilyen célra.
ebay, vatera, jófogás stb helyeken akad...A szimulátor kiváló tanulásra.
(Ha nem töröltem volna a web oldalam, akkor erre sok példát tudnék adni)
Én szimulátorral kezdeném. Működésre kell bírni.Az S7-300-hoz ha tényleg veszel, kelleni fog egy MPI/DP interfész is (hacsak nem sikerül PN/DP-s CPU-t szerezned). Új USB-s is 100e körül van.
Igen, az S7-1200 programozásához TIA portál kell.
De abból a BASIC is elég. -
#6379
Szirty
őstag
gera082116
#6378
Szirty
őstag
válasz
gera082116
#6378
üzenetére
Nem.
-
#6377
Szirty
őstag
gera082116
#6375
Szirty
őstag
válasz
gera082116
#6375
üzenetére
A megoldásnak rengeteg árnyalata lehet.
Elsősorban attól függően hogy milyen a rendszer. Ha a rendszer heterogén, tehát sokféle gyártmányú PLC van, ezek sokféle kommunikációs lehetőségekkel rendelkeznek akkor a dolog nehéz.Ha egyforma PLC-k vannak amiken van egyfajta kommunikációs lehetőség pl. legjobb ha ethernet, akkor a dolog könnyebb. Ilyenkor rendszerint használható a PLC gyártó erre kifejlesztett HMI vagy SCADA rendszere.
Az ilyen rendszerhez kell egy PC ami kapcsolatban van az összes kívánt PLC-vel és amin fut egy adatgyűjtő.
De olyan megoldás is lehetséges, hogy ha a PLC-khez önálló HMI eszközök csatlakoznak és azok vannak hálózatba kötve, így azok szolgáltatják a kívánt adatokat. Vagy a kettő vegyesen.
A külön hálózat kialakítása javasolt. Mindenesetre a dolgot alaposan meg kell tervezni.
-
-
Szirty
őstag
válasz
 JAGER 10
#6361
üzenetére
JAGER 10
#6361
üzenetére
"Gondolom korábbi verziószámú TIA-val készítették."
Sajnos nem tudom, nem próbáltam még ilyet vele.
Bár semmi sem biztos, de azt azért feltételezném, hogy ha korábbival csinálták, akkor a későbbi verzióval visszaolvasható lenne, mert rendszerint az újabb változatok biztosítanak átjárást visszafele (lefele kompatibilis).
Így inkább az a valószínűbb, hogy a PLC-ben lévőt újabb verzióval készítették mint a tied.Az az "újabb" úgy is értendő, hogy azonos a major version. Tehát mondjuk TIA 13-al készült meg a tied is az, de a készítőé magasabb update szinten volt.
Ha nincs UPD9 felrakva neked, akkor telepítsd esetleg. (amúgy is javasolt, mert sok bugtól megszabadít és némelyik véresre szívatja az embert)...
Illetve az üzenet alapján (miszerint a HW config nem tetszik neki) még azt is el tudom képzelni, hogy a PLC-n olyan HW van amit a te TIA-d nem ismer. Vagy a CPU FW verziója olyan. Ezen a support package (HSP) letöltése segíthet...
De mondom, ezek csak tippek.Esetleg próbálkozz a többi upload lehetőséggel is (nem tudom melyiket próbáltad):
- Upload from device (software)
- Upload device as new station (hardware and software)
- Backup from online device -
Szirty
őstag
-
Szirty
őstag
válasz
Mazsika
#6355
üzenetére
Mindamellett hogy óriási előrelépés sok szempontból az új fejlesztői környezet az elődjéhez képest, nagyon bosszantó hogy teljesen átkomponálták a gyorsbillentyűket. Még véletlenül sem hasonlít a régi Step7-hez.
Nem tudom ezt mi ihlette (mire gondolt a szerző).Persze akik imádnak egerészni és az Ok gombra is egérrel kattintanak, vagy az új felhasználóknak akik a TIA-val kezdték, ez nem jelent semmilyen problémát. De aki évekig használta a régit és ma is kénytelen a kettőt felváltva használni, szerintem hullik a haja rendesen (ha még van neki). :-/
Pl. "érintkezőt" akarok lerakni létrában, vagy egy funkciót, Step7-ben folyton átméretezem az ablakot, meg
függőlegesen rendezem őket (Shift-F3, Shift-F5) stb.Csak példaképp ehhez képest a CX-Programmerrel úgy lehet "írni" a programot, hogy az egérhez hozzá sem kell nyúlni. Példa értékű a mai napig ilyen szempontból. Nagyon gyorsan lehet vele dolgozni.
Bár most az Omron is teljesen új alapokra helyezte a fejlesztői környezetét, nem láttam még. Gyanítom, hogy ez a lehetőség elsorvad benne a fejlődés hatalmas sodra erodálja.
-
Szirty
őstag
válasz
JAGER 10
#6353
üzenetére
Sajnos a Find csak szövegre keres, (szimbólumok, megjegyzések, utasítások neve, stb). Azt is csak az aktuális ablakban (másik ablakban nyitott másik blokkban külön kell keresni). Címekre nem keres akkor sem ha azok meg vannak jelenítve.
A keresztreferencia használható keresésre.
Ráállsz egy címre valahol (ez lehet watch table, program, PLC tag stb) és kiválasztod (Shift-F11, vagy jobb gomb cross reference info).Sajnos ezzel a címet meg kell találni mielőtt megkeresnéd,hogy nyomhass rajta egy crossref-et
Ez tehát az egyéb előfordulásait mutatja, de ha a programban keresed és a PLC tag táblábol indítod akkor hasznos.
Sajnos körülményesebb mint a régi Step7-ben a a jó reg Go to location aminek kézzel is be lehetett írni a címet. -
Szirty
őstag
válasz
 DasBoot
#6331
üzenetére
DasBoot
#6331
üzenetére
Helló!
"Tiszteljék már meg a másikat azzal, hogy válaszolnak."
Ha konkrétan egy valakihez intézed a kérdést, akkor elvárható tőle hogy válaszoljon még akkor is ha nem tud segíteni a kérdésben. Ez alapvető udvariasság.
De egy fórumon ahol sokan vannak jelen és a kérdések is mindenkinek szólnak, ez kifejezetten káros lenne.
Véleményem szerint ez mindenhol máshol is így működik és azt hiszem rendben van ez így.Ha bemész egy kocsmába ahol 70 ember van és köszönsz belépéskor, nem fogadja mind a hetven ember a köszönésed és kezet sem fog veled.
Úgy gondolom, hogy senki nem írt neked semmi rosszat vagy sértőt. Nincs okod hogy ilyen hangnemben írj a fórumra.
-
-
Szirty
őstag
válasz
DasBoot
#6316
üzenetére
Szevasz József!
"Remélem tudtok segíteni, annak ellenére, hogy ez egy Siemens-Omron fórum."
Ez gyártókhoz nem kötődő PLC fórum, nem Siemens-Omron fórum!
Az, hogy ilyen gyártmányokról van többségében szó, biztosan sajnálatos az AB szakemberek számára, de ez ellen egyetlen dolgot lehet tenni: többet írni róla!
Én pl. sajnos nem fogok AB-ről írni. Hidd el, jobb is ez így neked is, hiszen nem értek hozzá!

-
Szirty
őstag
Helló!
Pár tipp:
A WccF project tárolja a transfer (kommunikációs) beállításokat. Lehet az van eltérően beállítva a régebbi és az újabb projectben.Nagyon fontos a PG/PC interface beállítása és azon belül is az, hogy melyik access pointhoz vannak azok beállítva! Erre nagyon oda kell figyelni.
Szintén fontos, hogy milyen állapotban van a panel amikor küldeni akarod neki a projectet. Transfer módban van? Ha nem, akkor fontos, hogy a panelen az az interface amelyikre csatlakozol a PC-vel "remote" engedélyezve legyen.
Szintén fontos, hogy amennyiben nem RS232 a kapcsolat, akkor a WccF transfer settings-ben be legyen állítva a panel címe! Ha az interface beállítás a PC-n jó, a panelen engedve van az adott interface, a megfelelő access pointhoz van belőve a PC-n a kapcsolat, DE a panelnek más a címe mint ami a WccF projectben van, akkor nem kapcsolódik.
Végül egy kérdés:
Azt írod PPI interface-n megy.
Mihez kapcsolódik ez a panel (milyen PLC-hez)? A PPI-t S7-200 használja! -
-
Szirty
őstag
Üdv!
Tudja valaki, hogy TIA V13-at (SP1) hogyan lehet rákényszeríteni arra hogy lefordítsa az egész projectet?
Tehát MINDENT. HW configot, DB-ket, HMI-t, program blokkokat, stb. és nem csak azt ami szerinte változott!
Amolyan "rebuild all" funkció kellene, mert bizony előfordul (elég gyakran) hogy bizonyos dolgokat nem fordít be újra mert szerinte up to date, de valójában koránt sem így van.Sajnos emiatt nagyon sokszor hibásan működik a program és rettentő időigényes megtalálni mi az amit nem fordított be.
Ha megtalálom, akkor belemódosítok, majd a módosítást törlöm, ezután már befordítja mert megváltoztattam. -
Szirty
őstag
Nem kell annak többször változnia egy cikluson belül hogy ne lásd mi van benne.
Akkor sem látod ha minden ciklusban csak egyszer változik.Nem is nagyon volna értelme kijelezni, tekintve hogy a ciklus idő ms nagyságrendű.
Ha kijelezné akkor látnál egy számot ami pár ezredmásodpercenként változik, de leolvasni nem tudnád.Ilyenkor azt szoktam csinálni, hogy ahol az illető változó értékére kíváncsi vagyok, a programban átmásolom egy szabad helyre és azt monitorozom.
Később ezt a másolást a végleges programból kiveszem. -
Szirty
őstag
Web oldal téma...
Elnézést az offért, rövid leszek:
Létrejött egy fórum ahova azokat várom, aki a PLC-s web oldallal kapcsolatban felajánlotta a segítségét, ötlete van stb.
Ott meg lehet beszélni a témát, nem zavar másokat.A topic a plcforum.hu fórumon található, címe: PLC Weboldal
Kényelmetlenség, ugyan de szükségesnek éreztük, hogy a az írásához és olvasásához is regisztráció legyen szükséges. Tehát csak a plcforum-ra regisztrált tagok láthatják és szólhatnak hozzá. A regisztráció ingyenes és az admin jóváhagyása szükséges hozzá.
-
Szirty
őstag
Üdv!
Ok. Közben megláttam.
Ne írj privátba, azt elég ritkán nézem.Szóval ezt írtad:
"Adott 1 szennyvizátemelő.
3 uszókapcsoló
alsó kikapcsolja a szivattyukat
középső inditja a 1 szivattyut
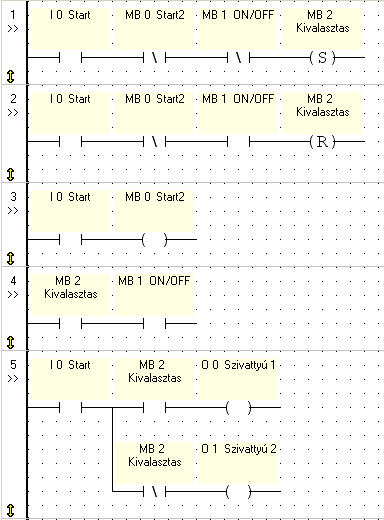
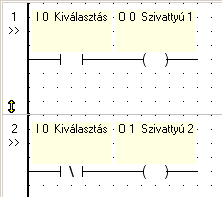
a harmadik uszó akkor müködik ha tul sok viz van benne ilyenkor megy mind a két szivattyú./havaria/Azt szeretné hogy induláskor sorrendet váltson.
Tehát ha 1 szivattyú elindul leáállás után a kettesnek kellene indulni.
ha a kettes leáll akkor az egyes induljon.
Erről kellene létradiagram."
Itt egy lehetséges félmegoldás a dologra. Több megoldás is van. Pl. MB0-val való trükközés helyett lehetne használni élvezérlést avagy impulzust: -(P)-.
Félnek meg azért fél, hogy ha a szintkapcsolókat is be akarod vonni a PLC-be, akkor azzal ki kell még egészíteni.
Ez annyit csinál így ahogy van, hogy ha I0 aktív, akkor bekapcsolja O0 vagy O1 kimenetet (szivattyút). Amikor megszűnik I0, mindkét szivattyú áll.
Amikor aktív I0, akkor elindul a 2-es ha előtte 1-es ment.
Ha a 2-es ment előtte, akkor az 1-es indul el. -
Szirty
őstag
Üdv!
Ennél azért több infó kell!
A kimenet funkciója világos (ha jól gondolom:
1. 1-es szivattyú
2. 2-es szivattyúVagy az egyik szivattyú üzemel, vagy a másik. Ez is világos. Tehát egyszerre sosem.
De az egyik mindig?
Mitől függ, hogy mikor/meddig melyik üzemel?A bemenet állapotától?
Mi pontosan a bemenet szerepe?Ha a bemenet =1 akkor megy az egyik szivattyú, ha a bemenet=0 akkor megy a másik szivattyú?
Ehhez nem kell PLC -
Szirty
őstag
Természetesen ki kell hozni a legjobbat abból ami van. Amíg a befektetés nem kerül többe mint amennyit az eredmény nyújt.
Sajnos a kívánalmak, amik "felülről" jönnek sokszor túllövik a lehetőségeket.
Legyen olcsó készüljön el gyorsan és mindent tudjon.Ez épp annak a háromszögnek a három csúcsa, amin belül manőverezhetünk.
(Cégünk jól, olcsón és gyorsan dolgozik, ön ebből kettőt választhat)"azt szokták mondani, hogy abból kell főzni ami van."
Azt szokták válaszolni, hogy azt főzünk amit lehet abból ami van...
-
-
Szirty
őstag
Szevasz tibi-d!
Én az SFC20 (BLKMOV)-ot javaslom.
Könnyebbséget jelent ebben az esetben hogy stringből stringbe kell másolni, hogy szimbolikusan is megadhatod a címeket.
Feltéve persze ha stringnek deklaráltad a DB-ben azt a két stringet.
Írok egy példát:Így néz ki a DB, amiben a két 20 karakter hosszú string van:
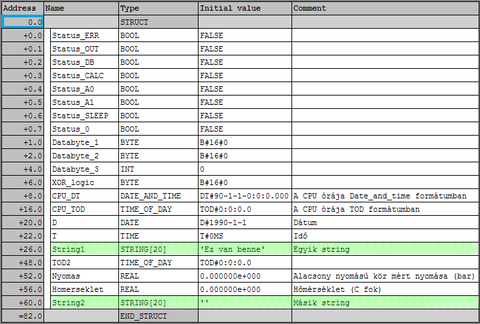
Itt mindenféle egyéb, jelen kérdés szempontjából lényegtelen dolog is van, de azt akartam hogy ne kizárólag csak a két string legyen a DB blokkban.
Így néz ki a másolás:
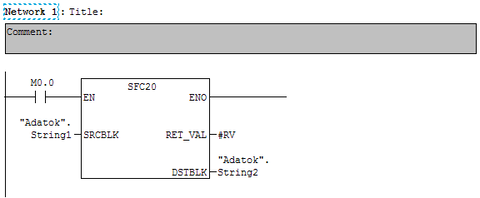
Persze megadhatod a közvetlen címet is, ami itt a forrás (SRCBLK) tekintetében DB1.DBX26.0 BYTE 22 lenne, a cél (DSTBLK) meg DB1.DBX60.0 BYTE 22.
A lényeg, hogy ha így adod meg, akkor tudnod kell, hogy a string 2 byttal hosszabb mint amennyi karaktert tud tárolni, m ert az első byte magadja a string hosszát, a második byte pedig hogy hány értékes karakter van benne.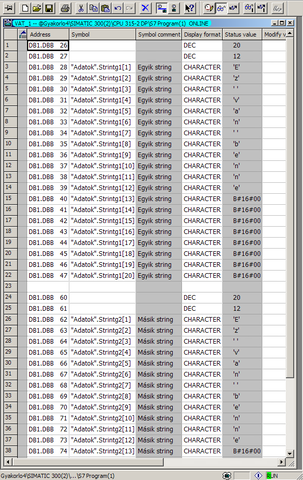
Itt látható a két string tatalma az SFC20 végrehajtása után.
rsf megoldása is jó, a másolás FILL hívással is működik, de ott megadható a forrásnál kisebb vagy nagyobb méretű célterület ami itt (ennél a feladatnál) kavarodást okozhat.
-
Szirty
őstag
válasz
 kemeny76
#6191
üzenetére
kemeny76
#6191
üzenetére
Mivel kb 60 ms-os periódus idővel kell számolni ha fordulatonként egy impulzus jön, vagyis a legjobb esetben is 30ms ideig tart egy logikai '1' (a legkedvezőbb 50%-os kitöltési tényező esetén), azt jósolom, hogy standard logikai bemenettel ezt nem lehet biztonságosan kezelni.
Ahhoz 10-15ms-ot meg nem haladó busz és CPU ciklus idő kellene.
Gyorsszámlálóval megoldható, de ha csak nem akarod a fordulatszámot pontosan mérni, hanem elég annyi hogy egy bizonyos sebesség alá lassult, akkor inkább forgásfigyelő kütyüt javaslok.
Ezekből van sokféle. Olyan is ami hasonló egy induktív szenzorhoz, meg TS35-re (szekrénybe) építhető készülék formában is létezik. -
Szirty
őstag
válasz
 crucified
#6189
üzenetére
crucified
#6189
üzenetére
Helló crucified!
"Katt a PLC és Download menüre, kijelölöm hova akarom menteni és ennyi?"
Nem!
A Download PC-ről tölt PLC-re!Tedd a következőket:
Elindítod a Simatic managert, Ha betölt egy vagy több korábbi projectet, akkor mindet zárd be (file menü -> Close).Létrehozol egy új, üres projectet. Fgyelem, NEM a varázslóval (File menü -> New). Megkérdezi hova akarod tenni, megadod neki.
Összekötöd a PC-t a PLC-vel, az összeköttetésnek megfelelő kapcsolatot állítasz be (Options menü -> Set PG/PC interface, S7ONLINE access point)
Utána kiválasztod a PLC menüből az Upload station to PG menüpontot. A megnyíló ablakban megmondod a PLC címét amelyikről a cuccot át akarod tölteni.
És kész.
Persze szimbólum információk, eredeti változó nevek DB-kben és lokális változó nevek, a program blokkokban nem lesznek, valamint meg UDT-k sem (user data type), mert azokat a PLC nem tartalmazza (ezek nem szükségesek a program futtatásához). -
#6170
Szirty
őstag
Miertvansote
#6169
Szirty
őstag
válasz
 Miertvansote
#6169
üzenetére
Miertvansote
#6169
üzenetére
Helló!
Több elvi hiba is van a megoldásodban.
Az egyik, hogy a MOVE utasítás 1 word-ot mozgat 0.00...0.15 bemenetről 10.00..10.15 kimenetekre.
Nem 10 byte-ot mozgat! 10 byte mozgatásához 5 darab MOVE utasításra van szükség, vagy blokkmozgató utasításra.A másik, hogy ha first cycle flag-gal akarsz a 10.00...kimenetekre adatot mozgatni, de a következő sorban minden ciklusban író utasítással mozgatsz adatot ugyanoda, akkor egyetlen pillanatra sem fog érvényesülni az első MOVE hatása a kimeneten, mert a mozgatott adat felülíródik.
A NEG utasításnak kell két paraméter is. Azért piros, mert nem adtál neki. De a fenti módon nem is használható. A NEG nem bitet negál, hanem word-öt.
"így első körben, hogyan tudok bájtot címezni nem pedig bitet"
Pedig az első MOVE-nál megtetted, (bár Worddel).
-
Szirty
őstag
Üdv coco2!
Az a téma amit feszegetsz egyre durvábban, sarkosabban fog előkerülni a jövőben.
Nem biztos hogy ez olyan válasz lesz amit várnál, de néhány gondolatot leírok.Röviden:
Az oktatás (automatizálás, ipari informatika) és a gyakorlat (gyárak, termelés) kb 15-20 éve fénysebességgel távolodnak egymástól.
Már jó ideje elértünk oda hogy köszönő viszonyban sincs a kettő egymással. A végzős szinte semmit nem tud kezdeni egy gyárban, nulláról kell feljönnie. -
Szirty
őstag
Véleményem szerint egy szakmai fórum (amilyen ez is) arra való, hogy a szakmai párbeszédek nyilvánosan történjenek, hogy bárki bekapcsolódhasson, ötletet adhasson vagy az előforduló hibát helyesbíthesse.
Tehát nem azért, hogy a nyilvánosan hozzászólók közül kipécézzen valakit akinek privátban ír, vagy arra szólítja fel a nyilvános fórum résztvevőit, hogy neki írjanak privát üzenetben. -
Szirty
őstag
válasz
 plutokas
#6152
üzenetére
plutokas
#6152
üzenetére
Helló!
A leggyakoribb megoldás, hogy a PLC tárolja adatblokkokban (DB) a paramétereket.
Amik között a HMI-vel lehet választani melyik szerint működjön a gép, illetve ezeket a tárolt profilokat lehet módosítani is.
Ezt a beépített recept kezelővel is megoldhatod (akkor file-ba is mentheted illetve onnan importálhatod a paraméter készletet) vagy megírod ha az jobban megfelel. Mindkét megoldás gyakori. -
Szirty
őstag
válasz
crucified
#6149
üzenetére
Szervusz!
"Ezzel nincs más dolgom mint rámásolni a CF-re, onnan pedig restore-al visszatölteni a HMI-re?"
Nem. Ha jól látom egy Pack & Go csomagban küldték el.
Ezzel azt kell tenni, hogy ráteszed egy olyan PC-re kibontva ezt a ZIP-et, amelyiket rácsatlakoztatod a panelra a megfelelő interface-el.
Ezután elindítod a StartTransfer.bat file-t. -
Szirty
őstag
válasz
crucified
#6147
üzenetére
A másik gépről áthozott backup működhet a rossz HMI helyére berakott új HMI-n, feltéve hogy a két HMI is és gép is tényleg teljesen azonos (de legalábbis a HMI és a HMI project).
Elvileg az új MMC-t nem kell formázni. Egyébként FAT16 file rendszer legyen rajta.
Próbálj meg valami nem túl nagy kapacitásút beszerezni, a mostani 8, 16, 32 GB-osat nem biztos hogy tudja kezelni.Restore után ha a kettő azonos volt, nem kell állítani semmit.
Azzal hogy a jó gépről átmenetileg átrakod a HMI-t abba amelyikben elszállt nem okozhatsz kárt a HMI-ben.
Ha nem teljesen egyforma a két gép akkor a gép működésében okozhat gondot, de ilyenkor is az a legvalószínűbb hogy nem tudod a HMI-vel a gépet beállítani kezelni.Ha a két gép egyforma HMI--vel együtt, de használja a "Project ID" védelmi funkciót és az ID eltér a két gépen, akkor nem fog működni az átrakott HMI (és a backupolt sem) a kapcsolatot el fogja dobni invalid project ID üzenettel.
Ez a funkció arra van kitalálva, hogy ha egyik gépről egy másikra rakják át a HMI-t, akkor ne okozhasson hibás műkökdést és ezzel kárt (amennyiben a két gép programja eltérő). Ezt a funkciót azonban igen ritkán használják és a project ID átírásával (a PLC-ben) megkerülhető. -
Szirty
őstag
válasz
crucified
#6145
üzenetére
Szervusz!
"A másik gépből áttett TP is ugyanez."
A connecting to host... üzenet csak annyit jelent, hogy a panelen nincs projact és várja hogy PC-ről megkapja.
"Mi mást tudok tenni?"
Sajnos jelen tudásom szerint a felhasználók szintjén nem lehet mást tenni, csak amiket felsoroltam.
"Egyébként közönséges CF kártya kell bele a mentéshez?"
A TP177B-be MMC kártya kell amennyire tudom. De az közönséges (PC-n is formázható, FAT file rendszerrel, tehát nem olyan amilyen az S7-ekbe kell).
-
Szirty
őstag
válasz
crucified
#6143
üzenetére
Üdv!
Nem írtad milyen panel, de alapvetően a project nem a flash kártyán van.
Ha megvan a forrás project, akkor a panelre rá kell tölteni ahhoz hogy működjön.Ha nincs forrás, és az eredeti panel még életképes, akkor prosave programmal le kell menteni róla bináris image-et.
Ha nincs forrás és az eredeti panel nem életképes, akkor a korábban flash kártyára a panellel mentett image-et kell restore funkcióval visszaállítani. E két utolsó megoldás csak akkor járható ha a két panel teljesen egyforma.
Ha nincs forrás és az fel sem kutatható (pl. a gépgyártónál), az eredeti panel nem életképes vagy nem azonos az újjal, és mentés sincs róla, akkor újra kell írni az egészet.
-
Szirty
őstag
"Használj legális szoftvereket."
Egyetértek. De S7 know-how protection-os blokkok használata nem feltétlenül illegális.
A gyári lib blokkjai mind ilyenek. Azokkal nem is szokott baj lenni, szerintem rendesen le vannak tesztelve.A gond és probléma akkor van, amikor egy harmadik személy által írt védett blokk pl. elcímzi magát és CPU stop-ot okoz, aztán hívnak hogy csinálj neki valamit de hirtelen ám!
Jó, igen, lehet tenni bele üres OB121-et és akkor majd nem lesz CPU stop. De működni ettől nem fog az elcímzéssel kapcsolatos funkció.Ez nem túl gyakori eset, de bizony előfordul. Szóval olyankor általában pont ezt a két két dolgot nem igazán lehet megtenni:
- Az egyik az hogy felkutatjuk a blokk íróját és felszólítjuk a hiba kijavítására.
- A másik hogy azonnal újat írunk. -
Szirty
őstag
Üdv mindenkinek!
Nos miután a szimbolikus címzés a jövő és ez a módszer fantasztikus és hatékonyabb a közvetlen (direkt) címzésnél, megkérdezném, hogy:
Az alany Siemens TIA V13 / S7-1200 (CPU1212C) KTP 400 basic PN (new generation) panellel súlyosbítva.
Hogyan oldanátok meg a KTP panel következő areapointereinek praktikus deklarálását egy (optimized) DB-ben azzal a könnyed olaszos lezserséggel, amit a szimbolikus címzés elvileg biztosít?Screen number
Ez 5 word. Persze ha létrehozok egy arra[1...5] of integer tömböt, azt elfogadja. De akkor nekem kell észbentartani hogy a tömb hanyadik elemi mit csinál, mert a hivatkozás természetesen DBszáma.változóneve[index] formátumú lesz.
Ha létrehozok egy 5 integerből álló struktúrát (akár user data type-ot is) ahol minden elemnek neve van (SCRType, SCRNum, SCRRes1, SCRField, SCRRes2, vagyis amit az areapointer tartalmaz) azt nem fogadja el, mert nem felel meg neki az adattípus.Date/Time PLC
6 Word, ami BCD formában tartalmazza a dátumot és időt. Eltekintve a hossztól megfelel az S7 300/400 DATE_AND_TIME adattípusának. Ám itt ilyen nincs, csak DTL, ami nem 6 word hosszú és egyáltalán bnem BCD. -
Szirty
őstag
válasz
 Atti0705
#6129
üzenetére
Atti0705
#6129
üzenetére
Tehát az a kérdés, hogyan lehet számítógépre a PLC-ből az egész projectet áttölteni?
Nem kell felépíteni.
Létrehozol egy teljesen üres projectet (nem a varázslóval, hanem File/New).
Utána kiválasztod PLC/Upload station to PG menüpontot, beírod mi a PLC címe és áttölt mindent.
Programot, DB-ket és hardver konfigurációt is.Persze szimbólum információk nem lesznek az áttöltött projectben, mert azokat a PLC nem tartalmazza.
Üres lesz tehát a symbol táblád és a DB blokkokban nem lesznek változó nevek (vagyis lesznek, de nem az eredetiek). No meg a programblokkok belső vákltpozónevei is elvesznek ilyenkor.Előtte a PG/PC interface-ben be kell állítani azt az interfészt amelyiken el tudja érni a PLC-t. Mert az Upload station to PG MPI/DP címet fog kérni ha MPI/DP interfész van beállítva, IP címet fog kérni ha ethernet van beállítva stb.
-
Szirty
őstag
válasz
plutokas
#6102
üzenetére
Hát ez így elég húzós. Pár dolgot meg lehet oldani etherneten pl.
Esetleg teszel rá egy böngészőt és kihasználod hogy az S7-1200-ban van webszerver.
De ha MPI kommunikációt is akarsz akkor elég mélyen bele kell merülni a dologba és elég nehéz lesz infóhoz jutni hogyan kell kezelni az MPI interface-t, meg a protokol sem nyílt.Esetleg keresni kell rá valami HMI runtime-ot a neten.
-
Szirty
őstag
válasz
plutokas
#6100
üzenetére
Mit értesz pontosan "kezelő program" alatt?
Magát a HMI runtime szoftvert akarod megírni WinCE-re, vagy valamilyen HMI runtime alá akarsz a PLC által vezérelt berendezéshez HMI kezelőfelületet fejleszteni?
Ez utóbbi attól függ milyen runtime van a WinCE-n. Annak a fejlesztő szoftverével lehet. Nem mert az a legegyszerűbb, hanem mert csak azzal lehet.
De te azt írtad csak WinCE van rajta, akkor feltételezem hogy HMI runtime nincs rajta.
-
#6092
Szirty
őstag
Miertvansote
#6091
Szirty
őstag
válasz
Miertvansote
#6091
üzenetére
Helló Miertvansote!
Túl sokat nem lehet róla regélni.
Mint tudjuk a PLC a programot ciklikusan hajtja végre. Tehát amikor a program egyszer lefutott, visszamegy az elejére és kezdi elölről a futtatást. Amikor végére ért ekkor ismét kezdi elölről újra és újra.
Egy ilyen lefutást nevezünk egy PLC ciklusnak.A firs cycle flag egy olyan logikai változó, amelyik 1 (TRUE) értéket vesz fel amikor az első ilyen ciklus lezajlik, majd a következő ciklus végrehajtása előtt törlődik (FALSE) és innentől inaktív (FALSE) marad.
Ami még lényeges, hogy mi az "első" ciklus.
Az a ciklus amikor a PLC elkezdi a programot futtatni pl. bekapcsolás után (tápfeszültség megjelenésekor).
Illetve amikor program módból futás (RUN) módba kerül.Rendszerint inicializálási feladatokat lát el. Vagyis amikor 1 állapotú, akkor bizonyos dolgokat alaphelyzetbe lehet vele állítani.
Pl. törölni változókat, kikapcsolni bekapcsolt dolgokat.
Pl. bekapcsolt kimenetet kikapcsolni a váratlan újraindulás ellen (áramszünet után). -
Szirty
őstag
Ha ugyanarra a buszra csatlakozol a programozó adapterrel amelyiken a HMI van, akkor a Step7-ben az Accessible Nodes-nál látszania kell a HMI-nek is és a pLC-nek is (meg minden egyéb eszköznek ha vannak még)
Az "ugyanarra a buszra" meg úgy értendő, hogy ugye a PLC-n van MPI és DP csatlakozás is (ez két különböző busz). A HMI meg lehet egyiken meg lehet a másikon is. A PLC meg programozható mindkettő segítségével.
De a PG/PC interfész meg állítható, hogy akkor most DP-n vagy MPI-n kommunikáljon (vagy auto).
Nekem pl. auto állásban nem mindig szokott összejönni neki ha pl. DP-re csatlakozok.
Szóval össze kell jönni ezeknek a feltételeknek.Szerintem a HMI-n ezen kívül beállítva kell lenni MPI/DP-re a "remote control" hogy a mentést el tudd végezni.
-
Szirty
őstag
Helló!
"CSAK RS232/PPI kábelel sikerült megoldani a Reset Factory Settings-et."
Igen, a leírás írja is, hogy csak ilyen kábellel lehet azokat amelyiken MPI/DP van ((USB és ethernet nincs).
Többször volt már ilyen kínom nekem is.
Azt se tudtam honnan szedjek ilyen kábelt. Végül kértem egy "sorstársamtól" aki ugyanígy járt, ami miatt vennie kellett egyet (ezt adta ide).
Később kiderült (egy másik esetnél) hogy a 6ES7 901-3BF00-0XA0 ezer éves PC/PPI kábellel is lehetséges megcsinálni. Mégpedig annak ellenére, hogy a ProSave nem tud olyan adatsebességet ami ezen az adapteren a DIP-ekkel max. beállítható. -
Szirty
őstag
Helló!
ProSave-vel tudod élere kelteni. Gyári alapbeállítást kell eszközölni rajta.
-
#6054
Szirty
őstag
Achilles83
#6052
Szirty
őstag
válasz
 Achilles83
#6052
üzenetére
Achilles83
#6052
üzenetére
Helló!
"Látom itt csak Siemens PLC -hez vannak érdemleges hozzászólások"
Ha kicsit többet lapoznál vissza látnád te is.
Arról van szó amiről kérdés merül fel. -
Szirty
őstag
válasz
crucified
#6049
üzenetére
Helló!
" A PLC-s megoldas nem tulzott ilyenre?"
De igen, ha tényleg csak ennyit csinál és nincs emellett egyéb feladata is...
Azért írtam, hogy két relé kell meg két végállás. PLC meg mikrovezérlő esetleg elkerülhető.
(Sőt igazából egy relé is elég)
No meg persze kell egy szelep is. -
Szirty
őstag
válasz
 Csaba87n
#6038
üzenetére
Csaba87n
#6038
üzenetére
Helló!
Az USB-PPI-vel csak S7-200at tudsz megszólítani.
http://prohardver.hu/dl/upc/2016-05/22/462226_pz9e3k1nptkkhpnm_img_20160519_085344_jpg.jpgA PC-USB adapterrel viszont S7-200-at, S7-300-at, S7-400-at is.
http://prohardver.hu/dl/upc/2016-05/22/462226_yngbn2bbjcsn44v3_img_20160519_085412_1_jpg.jpg -
Szirty
őstag
válasz
 KoAttila
#6029
üzenetére
KoAttila
#6029
üzenetére
Szia Attila!
Csatlakozom az előttem szólóhoz!
PLC valóban nem való erre a feladatra. nagyon nem. Én is mikrovezérlőt javaslok.
De nem léptetőmotort, egy léptetőmotor lüktető nyomatéka nem épp ideális hanglemez tányér forgatásához.
Nem is beszélve a durva négyszögjelekről amiket bele kell vezetni.Inkább valamilyen 3 fázisú BLDC motorban gondolkoznék.
-
Szirty
őstag
"Meg lassan el kellene már felejteni az abszolút címzést..."
Szerintem mindenki felejtsen úgy, ahogy akar.
Az abszolút címzésnek van sok előnye és vannak hátrányai. A szimbolikus címzésnek pedig vannak előnyei és hátrányai. :-)
(minél jobban kavarjuk a xart, annál büdösebb lesz) -
Szirty
őstag
Lehet hogy mellé, de én arról beszélek, hogy egyszerre nem adhatsz és vehetsz,
Tehát minden kommunikációs szándék realizálása előtt meg kell vizsgálni nem kommunikál-e még valaki éppen.Itt pl. http://prohardver.hu/dl/upc/2016-05/01/65337_ol8oxppbmbbdcxtd_modbusfc.png
ilyen vizsgálatot nem végzel, csak vársz 50ms-ot. Nem időt kell várni, hanem azt hogy a kommunikációs vonal szabad legyen! -
#5987
Szirty
őstag
albinolynx
#5986
Szirty
őstag
válasz
 albinolynx
#5986
üzenetére
albinolynx
#5986
üzenetére
Szevasz albinolynx!
"Értem. Ez a leglényegtelenebb része a számomra. A többi fennmaradó kérdésben tudsz segíteni?"
Értem. Nos én nem tudom mi a lényeges és lényegtelen neked, mert nem közölted.
De ezt nem is próbáltam mérlegelni.Egyszerűen csak megpróbáltam segíteni a célod elérésében.
Ugyanis ha natív MicroWin-t használsz, akkor sem virtuális gépre nincs szükség, sem XP-re (legalábbis emiatt). Ezzel a felállással a többi kérdésre nem kell már válaszolni, mert azok egyszerűen fel sem merülnek.
Sajnálom ha ez a megoldás nem felel meg, azt már neked kell tudni miért.Egyébként nem esélytelen virtuális gépből soros porttal kimenni fizikai interfészre (akár még USB-sre sem), de mivel ezt az összeállítást így ahogy leírtad még sosem próbáltam, nem írtam rá semmit.
Használtam már virtuális gépen S7 szoftvert, de az nem Virtualbox volt, hanem MS VM.
Van RS485 átalakítóm, de nem az Ebay-en vettem.
Használtam már virtuális gép alatt futó S7 programot, de az nem MicroWin volt, hanem Step7.
Használtam már virtuális gép alól host-ra dugott interfészt, de az nem RS485 átalakító volt, hanem PC adapter USB.Részemről ezzel a válasszal kell beérned...
-
#5983
Szirty
őstag
albinolynx
#5982
Szirty
őstag
válasz
albinolynx
#5982
üzenetére
Helló
A Micro/Win V4.0 SP9 működik Win7 64 biten! (V4.0.9.25)
-
-
Szirty
őstag
"ezeket a gépeket nem lehet egy valag doksi nélkül csak úgy átadni, újabban szinte minden második-harmadik hétre jut valamilyen hatósági ellenőrzés"
Egy dolog a megfelelőségekkel, hatósági engedélyekkel, foglalkozó doksi ezer mérnök aláírásával, átadási és mérési jegyzőkönyv hegyek, annak semmi köze az üzemeltetéshez működéshez hibakereséshez, gyakorlati alkalmazáshoz. Nem mondom hogy nem szükséges, de köze akkor sincs hozzá, teljesen más történet.
"A PLC / HMI szoftveres része viszont sok esetben mostohagyereknek számít"
Igen erről beszéltem.
"Volt, hogy a módosításhoz szükséges blokkokat elkezdtem szimbólumozni, de iszonyú macera volt, sok esetben a HMI-ről letöltött és helyreállítható projekt és a fizikai I/O-lista alapján haladva."
Ugyanabba a klubba járunk
"Kaptunk már olaszoktól is forrásprogramot, de csak addig örültünk neki, amíg bele nem néztünk: megjegyzések és magyarázatok olaszul, blokknevek olaszul, még a HMI tag-ek kifejtése is olasz nyelven volt"
Igen, de azzal meg lehet birkózni. Nagyobb esélyeket ad mint ha az se lenne.
-
Szirty
őstag
Szevasz!
"Mondjuk nem tudom, mennyire megszokott ez fizikai kimeneteknél S7-fronton"
Én nem tudom (tényleg) mi a helyzet abban a programban, de nem érdemes látatlanul olyan prekoncepciókkal élni hogy mi szokás és mi nem.
Nincsenek tabuk, jó és rossz megoldások vannak meg ajánlások és célok, meg jól és rosszul működő programok.Nálunk pl. üzemel olyan rendszer, ahol majdnem minden ki és bemenet (beleértve a digitális és analóg I/O-kat) indeirekt módon van címezve. A rendszerhez tartozik egy SCADA, amiben konfigurálható hogy mi mit csináljon és honnan szerezze az információt. Tehát a SCADA-ban lehet beállítani a konkrét I/O címeket, a PLC programban meg egy blokk foglalkozik azzal, hogy az ott beállított címet írja és olvassa.
-
Szirty
őstag
Helló!
"ezt amúgy is olaszok írták"
Nem tartozik szorosan a kérdéshez és teljes mértékben szubjektív dolog, de az olaszok sok "érdekes" dologra képesek.
Gyakran találkozok olasz gépekkel (főleg Omron és Siemens vezérlőket használnak ezekben).
Rendkívül jellemző rájuk (szerintem) hogy a géphez igyekeznek a lehető legkevesebb hasznos információt adni. Ha mégis adnak, akkor az félreérthető több értelmű és elnagyolt. S7-re mindent STL-ben csinálnak meg.
Alacsony szintű módszer lévén ott lehet kormolni durván.Néhány példa:
- Egyetlen networkbe teszik a blokk teljes programját. Így némely blokkban gigászi STL kód lesz egy networkben. Rendkívül élvezetes, mert a fejlesztői környezet már megnyitni sem tudja. Azaz megnyitja, de közli hogy a sorok száma meghaladja a limitet, ezért nem biztos hogy az egész megjelenik- Az egy network minden blokk szisztematika akkor is tud kéjes örömöt okozni (főleg S5 esetében) ha a blokk nem haladja meg a limitet. Ez a kéj keresésnél tölti el az embert. Az xref megtalálja ugyan a bitet, de csak azt mondja meg melyik bolygón (blokk) és melyik kontinensen (network) van. Így a kilométeres (6-8 oldalas) STL kódban már kézzel nekem kell lapozgatva keresni.
- Nem adnak forrásprogramot a gép mellé (szinte soha). Külön utólagos kérésre sem.
Bár a programot konkrétan jelszóval jellemzően nem védik, de így a gépről letöltött megjegyzésektől, szimbólumoktól és struktúradefinícióktól mentes bittengerben kell kotorászni. Aki látott már S7-en olyan DB
blokkot, amit UDT struktúrával hoztak létre és UDT nélkül STAT1, STAT2... stb-vel van tele az tudja miről is beszélek.- Tesznek egy interfészt/modemet a gépbe hogy távelérhető legyen, aztán ha a géppel baj van majd ők segítenek. Vagy nem. De valamelyik biztos.
Elég "vicces" amikor egy 24 órában termelő gép leállása miatt vasárnap csörgetnek egy olasz telefonszámot amit nem vesz fel senki, mert akkor épp nem dolgoznak. De ha valamikor felveszik és segítenek, akkor jön a pár száz (vagy ezer) eurós számla is.- Imádják a legkülönbözőbb célú saját (olasz) elektronikus kütyükkel telerakni a gépeket. Legyen az frekvenciaváltó SSR, fűtésvezérlő, HMI, encoder stb. Főleg régebbi gyártású gépeknél vicces, amikor az 1990-es gyártású RS422-n kommunikáló akármilyen egyedi olasz vezérlő tönkremegy, de a garázscég amelyik gyártotta már 20 éve nem is létezik. A neten nem hogy doksit a kütyühöz, de a céget magát sem lehet megtalálni. A legjobb amikor azt a nevet felvette egy másik cég, amelyik a divatszakmában érdekelt. Különösképp szeretnek egyedi HMI eszközöket gyártani.
- Nem tudom hogy mennyire jellemző csak rájuk, de olyannal is találkoztam már, amikor egy 25 éves gép azért állt le, mert volt benne egy ciklus számláló, ami ha elér egy meghatározott értéket, akkor a gép automata működését letiltja, a HMI-n pedig megjeleníti a cég logóját a telefonszámmal ahonnan nem lehet kimozdítani. Na ezt bizony már igazán övön alulinak éreztem. Bár még mindig bele lehetne magyarázni, hogy a karbantartási ciklus érkezett el. Hogy ezt a HMI segítségével nem közölte az más kérdés, meg az is, hogy 25 év az 25 év, ami a standard garancia időn azért eléggé túlmutat...
Elnézést ha valaki túl hosszúak találja az ömlengésem, egyáltalán nem panaszkodni akartam, csak "beszélgetünk"...
-
Szirty
őstag
-
Szirty
őstag
válasz
 Tankos_G
#5946
üzenetére
Tankos_G
#5946
üzenetére
"Egy többször hívható FC -be szeretnék rakni egy időzítőt. Hogyan tudom ezt megtenni?"
A rejtvény része, hogy ki kell találni milyen eszközről és fejlesztői környezetről van szó?
Ha Siemens S7-300/400 és Step7, akkor átados a timer számát kívülről paraméterben így:
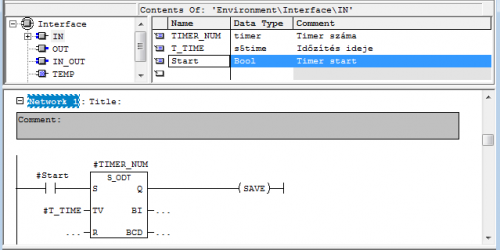
(Ez az FC2 tartalma)
Így kell meghívni: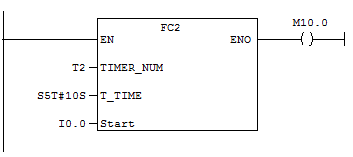
Ha többször hívod, akkor természetesen minden hívásnál más és más (máshol nem használt) timert kell adni neki paraméterben, különben határincidensek lesznek.
"2. Adott egy kijelző, ahol egy gombnak a gép állapotától függően más színűnek kell lennie."
Ez gondolom valami HMI-s kérdés, a gomb a HMI felületen van. De melyiken?
Ha WinCC Flexible és a gomb appereance tulajdonságánál beállított színekről beszélünk, akkor:
Binary esetén egyszerre csak egy bit lehet aktív, különben nem színez!! -
#5945
Szirty
őstag
Miertvansote
#5944
Szirty
őstag
válasz
Miertvansote
#5944
üzenetére
Helló Miertvansote!
"én is gondoltam arra hogy mi van akkor amikor eléri a 999-et ezért kérdeztem rá, hogy mit kell tenni amikor túlcsordul."
Láncba lehet kötni őket végül is... Amikor az első túlcsordul, akkor léptetsz egyet a másodikon, az elsőt nullázod. Így bármennyi sorba köthető.
De jobb (egyszerűbb) dint-ben számolni.Nem akarom hype-olni magam, de ajánlottam már az oldalam ahol választ találtál volna a kérdéseid egy részére ha megnézted volna:
-
#5943
Szirty
őstag
Miertvansote
#5941
Szirty
őstag
válasz
Miertvansote
#5941
üzenetére
Szia Miertvansote!
"Mert gondolom a számláló tud túlcsordulni, és végül is nekem úgy tűnik, hogy a számláló szempontjából nincs különbség, mert ugyanúgy másodpercenként jönnek az impulzusok."
Szerinted mi történik egy számlálóval amelyik 999-ig tud számolni, eddig elszámol, de csak jönnek továbbra is az impulzusok.
Két jellemző esetre lehet felkészülni: a 999. után jövő impulzus nem növeli tovább a számláló értékét, marad 999. Vagy 999 után 000-ra vált, majd a következő léptetésre 1 lesz, stb.Nem nehéz belátni, hogy ez (bármelyik( milyen következményekkel jár egy üzemidő számláló esetében: HIBÁS eredmény!












































Új hozzászólás Aktív témák
- Bambu Lab 3D nyomtatók
- A cégvezetők látják az AI költségeit, csak azt nem hogyan lesz ebből haszon
- Motoros topic
- Intel Dual Core 2000 felhasználók barátságos offolós topikja
- Pedzegeti az új Xbox irányát a Microsoft
- HiFi műszaki szemmel - sztereó hangrendszerek
- Ilyen olcsó sem volt még egy Apple notebook
- Filmgyűjtés
- BMW topik
- Xiaomi 17 Ultra - jó az optikája
- További aktív témák...
- ÁRGARANCIA!Épített KomPhone i5 14600KF 32/64GB RAM RTX 5060Ti 16GB GAMER PC termékbeszámítással
- Apple iPhone 14 Pro 128GB,Átlagos,Adatkabel,12 hónap garanciával
- 267 - Lenovo ThinkBook 16 (G6 ABP) - AMD Ryzen 5 7530U, no GPU
- ÁRGARANCIA! Épített KomPhone Ultra 7 265KF 32/64GB RAM RTX 5070 12GB GAMER PC termékbeszámítással
- Honor Magic5 Lite 128GB, Kártyafüggetlen, 1 Év Garanciával
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest