Új hozzászólás Aktív témák
-

Dezsi82
tag
Sziasztok!
Volna egy érdekes feladatom S7-300-s CPU-kkal.
A feladat lényege az, hogy az az elképzelés, hogy lesz kb 30 db Siemens CPU, amelyek a berendezéshez tartozó szerszámmal együtt vándorol berendezésről berendezésre. A gyártó berendezéseket szintén Siemens S7-300-sok vezérlik. Alapesetként két ilyen szerszám csatlakozik a berendezéshez. Tehát nyilván azt csinálnám, hogy a szerszámon lévő CPU-knak adok egy-egy profibus címet, amit berakok a gépet vezérlő CPU configjába, és működik a dolog. Csakhogy kell ismernie más szerszámokat is. Persze megoldhatnám, hogy akkor az adott oldal szerszámainak ugyanazt a címet adom. Csakhogy előfordulhat, hogy úgy párosítják a szerszámokat, hogy ugyanolyan profibus című szerszámok kerülnek a gépbe, és akkor ez a helyzet bukott. Tehát minden szerszámnak egyedi cím kell. Akkor viszont mindegyiket be kell raknom a configba. Még ez is megoldás lenne, de a helyzetet tovább bonyolítja, hogy automatikus szerszámfelismerést szeretnénk, tehát nem szeretnénk kiválasztó felületet, hogy ez most milyen szerszám.
Két megoldást tudok elképzelni:
- Minden vándorló CPUnak egyedi Profibus címe van. Amikor felhelyezik a szerszámokat nyomnak egy gombot, hogy "Szerszámfelismerés", vagy esetleg más, automata eseményre indulna el egy ilyen függvény. Ez azt csinálja, hogy az összes, a configjában szereplő CPUt deaktiválja, majd végig megy egyesével, hogy vajon hardveresen az adott című CPU elérhető-e. Ha igen, akkor aktiválja. Ezzel az a gondom, hogy nem tudom, mivel lehetne lekérdezni, hogy egy, a configban szereplő, de deaktivált eszköz állapota mivel kérhető le. Ahogy nézegettem a függvényeket, talán az SFC13 használható lenne, de nem tudom hogyan viselkedik jelen helyzetben. Egyszer ebben kérném a segítséget, hátha van tapasztalat ebben
- A fix CPUk configjában csupán 3 CPU lenne. Amikor bekapcsol a vándor CPU, akkor egy meghatározott címet vesz fel, ami során lekéri a fix CPUtól, hogy milyen címen tudnak kommunikálni. Amikor ezt megkapja, akkor átállítja a saját címét, erre az új címre. Erre viszont egyáltalán nem találtam még megoldást.Ezekben szeretnék segítséget, ötleteket kérni, illetve ha van valakinek bármi használható egyéb kivitelezés, ötlet, azt is szívesen venném
A segítséget előre is köszönöm -
Dezsi82
tag
Szia!
Az Enhanced Objects-ben van egy user view elem.
Itt a felhasználók neve, jelszava módosítható.
Illetve az utolsó sora mindig üres. Ide duplát kattintva szerkeszthetővé válik az új felhasználó adata
Új csoportot nem tudsz létrehozni, de kiválasztható, hogy melyik csoportba tartozzon. De ha jól emlékszem, akkor nem enged magasabb jogokat adni az új embernek, (vagy akár meglévőnek) annál, mint aki be van jelentkezve
Van továbbá egy ExportImportUserAdministration utasítás, ez egy fájlba menti, és innen is tudja olvasni a felhasználói bállításokat -
Dezsi82
tag
válasz
 byte-by
#3912
üzenetére
byte-by
#3912
üzenetére
Szia!
Én úgy értelmezem, motoros szelepről beszélünk, ezért Moseraséhoz hasonló megoldást javasolnék.
De! PID-et nem javasolnék, bár Moserasé egész működőképes PID-del is, de én tartanék attól, hogy a "tárolt" állapotom nem egyezik meg a valósággal (pl kézzel eltekerik). Más módszerrel PID szerintem nem működhet, mert az I tagod miatt lenne egy folyamatos nyitás, vagy zárás irányú mozgásod. Továbbá a szeleped amúgy is betölti az integrátor tag szerepét.
Én egy padlófűtésnél használt módszert javasolnék:
Van egy x ciklusidejű villogó bited, amikor ennek felfutó éle van, kiszámolod a cél és az aktuális hőmérséklet különbségét, megszorzod egy számmal (hívjuk P tagnak) és ennyi ideig nyitod, vagy zárod a szelepet. Én szoktam még olyat beletenni, hogy csak akkor menjen ki a kimenet, ha legalább 0,1 másodperces, ne gyilkoljam mozgó alkatrészeket. -
-
Dezsi82
tag
válasz
 levelko
#3353
üzenetére
levelko
#3353
üzenetére
Szia!
A megoldás az lehet szerintem, hogy a gyorsszámláló bemenetet beállítod frekvenciabemenetre, kiolvasod az értéket, aztán elosztod az impulzusok számával.
Ha nem tudod beállítani frekvenciabemenetre, akkor annyi a különbség, hogy minden másodpercben, a kiolvasás után nullázod a gyorsszámlálót.
Abban én nem vagyok teljesen biztos, hogy ha a 100-s felbontású AB csatornás enkóderből egy jelet kiveszel, akkor az 50-s lesz. Ha jól sejtem, akkor a 100-s felbontású AB csatornás enkóder azt jelenti, hogy 100 pozíciót tud megkülönböztetni. Ha ez így van, akkor a működési elve miatt (4 élváltás van egy ciklusban) csak 25 impulzusod lesz egy fordulaton, ha elhagyod az egyik csatornát. Kivéve, ha le, és felfutó élt is tudsz számoltatni.
Üdv -
Dezsi82
tag
válasz
 JAGER 10
#3334
üzenetére
JAGER 10
#3334
üzenetére
Hali!
Ha jól sejtem, akkor az RXD-t minden ciklusban meghívod. Az RXD kiolvassa a vételi puffert, majd törli. Ezért látod mindig az utolsó karaktert a memóriában
Két megoldás lehetséges:
-másodpercenként olvasod ki a puffert,
-vagy a teljesen korrekt megoldás, amit Szirty is írt, azaz definiálsz egy kezdő és/vagy zárókaraktert, és az RXD-t a soros porthoz tartozó "adat a vételi pufferben" bit igaz állapota esetén hívod meg. Ilyenkor már a teljes szöveg a memóriában lesz. Ha terminállal küldesz adatot, akkor ott javaslom az LF(0x13) használatát zárókarakternek -
Dezsi82
tag
Szia Szirty!
Részben egyetértek Veled, részben nem.
Én általában úgy gondolkodok, hogy igyekszem a megrendelő (kérdező) fejével gondolkodni, és úgy számolni, számítani, mintha én használnám az adott gépet, berendezést. Aztán persze már csak azt írjuk le, amit a vevő kért, nehogy olyat számon lehessen amit nem is akart. És ha leírva nincsen, és nem olyan gépet kapott, amit kívánt, akkor mondhatjuk, hogy nem vagyunk gondolat olvasók.
Jelen esetben úgy gondolom, hogy ha egy 1200-s Siemens PLC-t beterveznek nyomásszabályzásra (persze lehet hogy egyéb feladatai is lennének) akkor valószínűsíthető, hogy az alapjel változtatása egy minimum követelmény. -
Dezsi82
tag
válasz
 isvarga
#3229
üzenetére
isvarga
#3229
üzenetére
Szia!
Igazából nem konkrét probléma, oli kérdésére válaszoltam egy ilyen hangos kérdéssel.
Egyébként én is úgy csinálnám, hogy lenne egy bit, hogy tavaszi, vagy téli időszámítás. Ha téli időszámítás van, és hajnali három után március utolsó vasárnapján, akkor visszaáll az óra egy órával korábbra és bebillen a téli időszámítás bitje. Visszafele fordítva.
Azoknál az alkalmazásoknál, ahol az időpont fontos tényező (műszakváltás, könyvelési dátum, stb) ott mi mindig időszinkronizálást használunk, így az órának 24 órán belül kell csak pontosnak lennie.
Nekem egy illető a controller egyik lábára javasolta rákötni az elem feszültségét, és akkor lehet mindenféle riasztást vagy egyebet eszközölni, de eddig ezt nem alkalmaztuk.
Úgyhogy bocs, de ezen a téren nem tudok megosztani tapasztalati dolgot. -
Dezsi82
tag
válasz
isvarga
#3226
üzenetére
Hali!
Köszi az infót (habár számomra újdonságot nem rejtett a válasz).
Mi többnyire külső IC-t használunk, bár azt hiszem igazából csak megszokásból. De ha jól rémlik, akkor valaki annak idején ezt is ajánlotta. Ha jól emlékszem akkor pontosabb.
Sok fel nem tett kérdésre válaszoltál, csak a nyitottra nem.
-
Dezsi82
tag
Szia!
Nekünk vannak olyan rendszereink, ahol a PLC egy PC-vel kommunikál, és egy adott időpontban szinkronizálja az óráját.
Ezekben a rendszerekben egyáltalán nem okoz gondot, hogy egy napon kétszer van hajnali kettő.
Szerintem a PLCben nincs ilyen funkció, de legalábbis én még nem találkoztam vele, hogy visszaállt volna, az ellenkezőjével viszont igen.
Azt, hogy a PC hogy csinálja, hogy ne keveredjen végtelen ciklusba, nem tudom, de gondolom eltárolja, hogy ebben az időszakban már megvolt a visszaállás, és nem csinálja még egyszer -
Dezsi82
tag
válasz
 Laffesz
#3214
üzenetére
Laffesz
#3214
üzenetére
Szia!
PWM kimenethez szükséged lesz olyan kimeneti modulra, ami támogatja ezt.
Omronnál nincs PWM funkcióblokk, egyszerűen csak a megfelelő CIO címre kell a szükséges értékeket beírni, és a megfelelő biteket beállítani
Ilyen funkcióblokkot nem fogsz tudni leprogramozni, mert a PWM kimenet olyan gyors kell legyen, amit a felhasználói program ciklusidejének ingadozása és mértéke nem teszi ezt lehetővé. -
Dezsi82
tag
válasz
 AVarice
#3188
üzenetére
AVarice
#3188
üzenetére
Szia!
Én is sok átalakítóval megszívtam már, nekem ilyen van:
http://sine.ni.com/nips/cds/view/p/lang/hu/nid/12844
Eddig még nem akadtam össze olyan eszközzel, amivel ne működött volna, pedig rengeteg mindenhez használtam.
Olcsónak biztos nem olcsó, de valószínű olcsóbb, mint egy fölösleges 400 km-res kiszállás, mert nem jó a soros port. Vagy pl egy 3000 Ft-os nem működő átalakító szerintem szintén drágább, mint egy tízezres működő. Na persze az ár ettől még nem garancia semmire. -
Dezsi82
tag
válasz
 murena2
#3031
üzenetére
murena2
#3031
üzenetére
Szia!
Gondolom S7-300-ról beszélünk.
Ennél részletesebb leírás nem kell
Szerintem olvasd el, ha utána is van kérdés, már könnyebb segíteni
A végén lévő átalakítás helyett esetleg könnyebb a gyári SCALE blokk használata
Az alsó és felső határérték között tartásnál, nekem nem világos teljesen a kérdés -
Dezsi82
tag
Sziasztok!
Egy olyan gondom lenne, hogy van egy S7-300 PLC, és egy Euchner EKS profinetes olvasó. Alapvetően a cucc megy is szépen, csak amikor bekapcsoláskor elindul a PLC, az Euchner még nem éledt fel, és ezért a CPU stopba megy. Kell várni egy percet, aztán PLC újraindítással, amikor az Euchner már kapott címet, és megvan a kommunikáció, el is indul a PLC.
Van arra valamilyen mód, hogy ne menjen ilyenkor stopba a PLC?
A következő hibakezelő OBk fel vannak töltve a CPUra, és Profibus állomés hibánál nem is megy stopba a PLC: 80,82,83,85,86
Köszi a segítséget -
Dezsi82
tag
Szia
csak azt hittem hogy foglalkozott a forumlatogatok egyike a koltsegcsokkentes miatt kialakitott masik rendszerhez hasonlo plc programozasaval, de ezek szerint itg nincs ilyen
Én foglalkoztam/foglalkozok, ilyesmivel, épp most cserélünk le egy UniOP rendszert egy Delta rendszerre.
Ettől függetlenül nem hiszem, hogy többlet információt tudnék adni mint amit Szirty adott. Ami szerintem a rendelkezésre álló infók alapján a maximum.
Az általad használt vezérlőt én sem ismerem, így azzal kapcsolatos infót nem tudok adni, de a PLC, az PLC. Nyílván vannak egyedi tulajdonságai, de ha a netről letöltött adatlapok. és szoftverek alapján elindulsz, és elakadsz, szerintem itt fognak tudni segítséget nyújtani. Ha nem is típusspecifikust, de egy általános segítséget biztosan.
Én sem ismertem korábban a Delta PLCt, mégis sikerült két nap alatt felprogramozni a rendszert. Tehát ha típusspecifikus kérdés van (címzés, ilyesmi) akkor azt Neked kell valószínű kiszenvedni, de ha PLC programozás a kérdés, akkor tuti van itt segítség.
Ha a feladat teljes kidolgozása a kérdés, akkor nekem írhatsz privit, és tudunk árajánlatot küldeni. Akár tanfolyamra is. -
Dezsi82
tag
Hali!
Az előnyeit én is a mindennapi, éles használatban élvezem a VMnek.
Az hogy ne menjenek az általad apróságoknak titulált dolgok, nemcsak erőforrás kérdése, hanem kompatibilitásé is. Futottam bele olyanba, hogy egy feltelepített fejlesztőkörnyezet után a korábban feltelepített nem működött, mert mondjuk mindkettő felrakott egy sql szervert, és a kettő nem bírt egymással.
Persze, ha arról van szó, hogy karbantartásra kell egy gép, és gyorsan, azonnal rá kell nézni a vezérlésre, akkor azon ne legyen semmi más. Gyorsan bekapcsolod, fut rajta az a néhány cél szoftver, ami kell. De ha mondjuk egy napon mész 4 céghez, 4 különböző helyre, és mondjuk, PLChez, PChez, robothoz, nagyon jól jön, hogy amikor az erőforrásokat arra az egy szoftverre tudott összpontosítani. És nem mellékesen működik. Nekem meg éri az az 5 perc, amíg előkészülök. Nekem sincs ultrabutál gépem, egyedül a memóriára áldoztam, 8 GB van benne. Sosem hibernálok, mindig kikapcsolok.
Ezért javaslom, hogy valaki versenypályán megy, vezessen forma1-s autót. Ha valaki rallizik, vezessen ralli autót. Autópályán lemarad, de elmegy mindenhova. -
Dezsi82
tag
Hali!
Én azért tudok jópár érvet még a virtuális gép mellé:
- Több fejlesztő környezetet használsz és nem akarod hogy az összes környezet összes kis kommunikációs, sql, meg minden egyéb kis kütyüje fusson olyankor is, amikor nem is használod. De futottam bele olyanba is, hogy egyszerűen a két környezet ütötte egymást
- Ha van egy új verziójú szoftvered, de mondjuk ugyanattól a gyártótól van egy régi szoftvered, vele egy régi projekt, és az új már nem kompatibilis a régi projekttel (Sajnos tudok ilyet). És nem akarod a megrendelőnek azt mondani, hogy bocsi, azzal a géppel már nem tudok foglalkozni, mert már új szoftverem van.
- Van egy programcsomag, amit fel akarsz telepíteni, és nem tudod, hogy stabil-e, azt csinálja amit neked kell, és nem szeretnéd, hogy elrontsa a korábbi szoftvert és újra kelljen telepíteni, akkor csak csinálsz egy snapshotot, és bármikor vissza tudsz állni.
- Vagy új laptop. Feltelepíted a 20 szoftvercsomagot, vagy csak rámásolod a virtuális gépeket az új laptopra.Tény ha rosszul vannak beállítva a gép paraméterek, vagy gyenge a host gép, akkor lassabb és szívás. De nekem mondjuk az én laptopomon fut egyszerre 3 virtuális gép, és nem mondanám lassabbnak. Az is igaz, hogy amíg elindul a virtuális gép, azt meg kell várni. Ha jól be van állítva, akkor nincs vele semmi gond.
És egyre kevésbé mondanám ritkaságnak, hogy az XP felmegy új laptopra. -
Dezsi82
tag
válasz
 Csakénvagyok
#2865
üzenetére
Csakénvagyok
#2865
üzenetére
Szia!
Én használok virtuális gépen USB-MPI átalakatítot minden gond nélkül. Bedugod, feltelepíted a virtuális gépre és megy. Nincs vele semmi kunszt. Teljesen kényelmes, nem rosszabb mint ha sima gépre dugnád. Macerásabb lenne, ha a hostra lenne telepítve a driver, de elvileg még az is megoldható. -
-
Dezsi82
tag
Szia!
Köszi a gondolatébresztőt, nekem is ezek jutottak még eszembe.
A Z impulzusos megoldás lenne talán az elérhető legjobb megoldás. De sajnos valamelyik jóeszű kitalálta, hogy a 10 gépükön ugyanott legyen a nulla pont a munkadarabhoz képest, így ez sajnos ugrott (azt még talán megoldanánk, hogy a szervó egy induktív érzékelő kapcsolása után keresse az alaphelyzetet).
Tehát ha az egyik gépen beírják, hogy 10 mm, akkor ha a másik gépen is ugyanazt írják be, akkor ugyanolyan munkadarab jön le a két gépen.
Na de aztán megnéztem azt a szakit, aki a 10 gépen 3 mikronon belül elhelyezi ugyanoda a szenzort. Vagy ha azt mondom, hogy na, felvettem a nullát 3 mikron pontossággal, leellenőrizhetitek, hogy tényleg 3 mikronon belül van-e, akkor mit csinálnak? Mivel mérik le? Honnan tudják, hogy ez most aztán 3 mikronon belül van? Hoznak egy érdességmérőt?
Amikkel én találkoztam CNC-k azok mikrokapcsolóval, vagy tükrös optikai résszenzorral működtek. Szerintem a jel+Z impulzussal oldják meg. De nekik talán nem is kell nagyon pontos refpont, hiszen a program a munkadarab nullától indul, az meg úgyis a munkadarabon van, azt meg úgyis be kell mérni. Bár sokat nem dolgoztam CNCkkel. -
Dezsi82
tag
Sziasztok!
A következőben szeretnék tanácsot kérni. Van egy működő gép, amit át kellene alakítanunk. Ebben van egy szervó tengely, aminek egy nulla pontot kellene kreálnunk. De hát elég pontosan, ami 3 mikrométeres pontosságot jelent.
Amit én jelenleg a legpontosabbnak ismerek, az egy induktív szenzoros hiszterézis közepét mérő módszer. Ennek az elvi pontossága nullás, de a gyakorlatban sosem használtam ilyen pontos mérésre, ezért nem tudom a gyakorlati értéket.
Ha valakinek van tapasztalata ilyen pontosságú nullpont felvétellel, megköszönném, ha megosztaná. -
Dezsi82
tag
válasz
 bodnarg
#2834
üzenetére
bodnarg
#2834
üzenetére
Szia bodnarg!
Sokat gyorsíthatsz rajta szerintem ha nem hívod meg a függvény elején az SFC24-t. Ez csak annyit csinál, hogy lekérdezi mekkora a db, és kiszámolja a buffer méretét.
Egyszerűen töröld ki a függvény hívást, és írd be fixen az SFC24 kimeneti változójába fixen az értéket. Vagy átírod a temp változót bemenetire (természetesen ennél a változatnál is ki kell törölni az SFC24 hívást).
Én egy hasonló módszerrel keresek ki 4 db 100 elemű tömbből adatokat, ebből 2 float. Nem volt gondom a ciklusidővel. Tény, hogy nem is hívom meg minden ciklusban az SFC24-t
Üdv -
Dezsi82
tag
válasz
 Dezsi82
#2830
üzenetére
Dezsi82
#2830
üzenetére
Szia!
Közben rájöttem, h a FIFO kiolvassa a tárolóból, az ATT meg beleteszi.
De mivel nemsokára nekünk is kell egy ilyen alkalmazás, meg is írtam a függvényt.
Az FC1 függvény csinálj a lényeget. Kell neki egy DB szám. Ez itt most a DB1. Ebbe kell hogy legyen egy integer, utána meg egy real tömb. A tömb méretét ha átállítod, akkor az adatok is tovább mennek bele.Más nem lehet a DBben!!
Vár még agy real adatot, egy bemenetet a naplózásra, és egy segédmerker kell még neki. A kimeneten jön az átlag, a min és a max.
Ha nem felfutóra szeretnéd, hanem minden ciklusban, akkor ki kell szedni az FC1 ben azt a a sort, hogy AN felfutó_seged
Itt a projekt -
Dezsi82
tag
válasz
bodnarg
#2828
üzenetére
Szia!
A minimum és maximum meghatározására kaptál egy jó útbaigazítást.
Anélkül, hogy a linkeket elolvastam volna, az átlagra én a következőket javaslom.
Egyszerű megoldás
4 db memóriérték kell.
- Átlag
- Pillanatnyi átlag
- Elemek száma
- Max elemek száma (esetleg lehet konstans is)Mert hát Neked nem kellenek (ha jól sejtem) az adott értékek, csak az átlag.
Az elv a következő:
-Jön a mért érték
-Ha az elemek száma nagyobb, mint a max elemek száma, akkor
átlag = pillanatnyi átlag,
pillanatnyi átlag =mért érték,
elemek száma = 0
- Pillanatnyi átlag = ((Pillanatnyi átlag*Elemek száma)+mért érték)/(Elemek száma+1)
- Elemek száma=elemek száma + 1Így ha mondjuk ha a max elemek száma 100, és minden ciklusban veszel mintát, akkor az átlagod 100 ciklusonként frissül és, az utolsó 100 ciklus átlagát adja ki.
Ha Neked nem ez, hanem mozgó átlag kell(a kérdésed alapján sejtve ezt szeretnéd), akkor a tárolást a standard libraryban található FC85 FIFO-val csinálnám. Az átlagolás már macerásabb, nincs rá standard blokk(amennyire tudom). Vagy egyesével összeadod, ami 100 mérésnél elég favágó módszer.
Vagy marad a pointer és ciklus használata. -
Dezsi82
tag
válasz
 Szabest
#2823
üzenetére
Szabest
#2823
üzenetére
Szia!
A WinCC-t én sem nagyon ismerem, de gondolom az ő scriptjei is VBA alapú, így aztán elvileg kell lennie egy ilyen utasításnak: WriteLine. Ez írja a tartalmat a fájlba. Ha jól sejtem, akkor ha kikeresed a megfelelő sort, és elé teszel egy komment jelet (') akkor nem fogja naplózni. -
-
Dezsi82
tag
válasz
Dezsi82
#2769
üzenetére
Szia!
Csináltam egy kis szimulációt. Ebben kiderült annyi, hogy a master kimenetéhez, jobb ha hozzáadod a beállított tartályhőmérsékletet (mivel hogy a PID alapvetően különbségképző) és ez lesz a slaved alapjele.
Ha esetleg érdekel a szimuláció -
Dezsi82
tag
válasz
 DP_Joci
#2768
üzenetére
DP_Joci
#2768
üzenetére
Szia!
Én egy biogáz erőműnek a gázfejlesztő tartályainak a hőmérsékletét szabályzom egy hasonló módszerrel. Ott a beavatkozó szerv egy ESBE keverő szelep, aminek ha jelet adok nyit, vagy zár, és ennek az időnek a nagyságát szabályozza a slave. De szépen működik.
Én is úgy csináltam, hogy a masternél SP a kívánt hőmérséklet, a PV_IN a tartály hőmérséklete, az LMN pedig egy DBbe megy, ami a saját kis PIDem alapjele.
Neked:
Master SP a kívánt hőmérséklet
PV a tartályhőmérséklet
LMN_HLM akkor mondjuk 80Slave SP a Mastered LMN-je
PV a fűtőközeg hőmérséklete
LMN_HLM a gőzszelepre megyHa szükségesnek érzed, elküldöm ezt a szabályzó részletét a programnak, de mivel a slave saját blokk, nem hiszem hogy van értelme.
-
#2767
Dezsi82
tag
01101010111
#2762
Dezsi82
tag
válasz
 01101010111
#2762
üzenetére
01101010111
#2762
üzenetére
Szia!
Interlock: Jól értelmezed, az interlockos utasítások csak az interlock teljesülésekor teljesülnek.
Supervision: A lépést nem szakítja meg, de addig nem engedi tovább, és a lépés aktiv idő megáll, és folytatja a számlálást ha a supervision hamis lesz. Ez akkor érdekes, ha mondjuk egy folyamatot kell egy órán keresztül csinálni. Nyomnak egy szünet gombot fél óra múlva, emberke bemegy, tesz vesz, ezalatt a folyamat nem megy. Újraindítja rendszert, és nem kezdi előről a folyamat időzítését, és nem is ment a ténykedés ideje alatt, így már csak fél óráig fog menni.
A TV (transition valid) akkor igaz, ha az az aktív, tehát ezt figyeli a szekvencer, vagyis ahogy írtad, az előtte lévő step aktív.
A TT (transition satisfied) akkor igaz, ha a benne lévő programozott logika eredménye igaz.
A TS (transition switches) akkor igaz, amikor a szekvencer átlépi a következő lépésre.
Tehát ha pl programozol supervisiont, és az igaz lesz egy ektív lépésnél, akkor annak ellenére, hogy mondjuk a tranzíció eredménye igaz (TT=1) a TS csak akkor lesz igaz, amikor a supervision hamis lesz.
Hogy mire lehet használni, azt nem tudom, de ha jól sejtem ezeket leginkább a szekvencer használja.Soros port: Nekem National Instrumentes USB-soros átalakítóm van. Sehol sem hagyott még cserben, pedig sok helyen használtam, és strapabíró is
-
Dezsi82
tag
válasz
DP_Joci
#2761
üzenetére
Szia!
Teljesen jól értelmezted a dolgot.
A beállítás a következő:
A slave-vel kell kezdeni, a lehető legkisebb zavaró tényezővel. Tehát a tartályból nem kellene kivenni vizet. A mastert kihagyod a dologból, és kézzel adsz meg a slavenek alapjelet. Így belövöd a gyors PIDedet. Ha ez meg van, akkor jöhet a mastered.
Nem kell semmivel sem többre figyelni, mint az egykörös megoldásnál. Viszont csak ezzel a megoldással lesz jó a szabályzásod.
Mert nézzük az egyköröst: Tegyük fel, hogy a tartályod 20 fokos, 80 fok a beállított. Mi történik? Kinyit valamennyire a gözszeleped. Ha a tartályod nem hűti jobban a fűtőközegedet, mit a gőz fűti (valószínű ez az állítás igaz lesz), akkor a fűtőközeged melegszik, szabályzó szelep 100%ra kinyit. Gyorsabban fog melegedni a fűtőközeged, mint a tartály, eléri a 95 fokot. Kikapcsol a soros szeleped. Tartály még mindig hideg, szabályzó 100%-n. Fűtőközegedet kihűti a tartály, eléri a visszakapcsolási hőfokot, soros szelep visszakapcsol. Gőz 100%n nyomul. Ismét melegszik a fűtőközeged, aztán megint 95 fokos lesz. Magyarul egy 100%-n nyitott szabályzó szelep mellett a soros szeleped fog egy ON-OFF szabályzást csinálni. Aztán persze a beállított hőfok közelében a szabályzó szelep lassan elzár. Ezen persze lehet szépíteni, de vagy lassú lesz a fűtésed (fűtőközeg együtt melegszik a tartállyal) vagy egy ON-OFF szabályzó lesz.
Kaszkád megoldás: Ugyanaz a példa. Mastered azt mondja a slave-nek, hogy kér mondjuk 80 fokos vizet (a PID blokkban be tudod állítani, hogy maximum 95 fokot kérjen) ekkor a fűtőközeg hőmérséklete alapján a slave szépen beszabályozza a fűtőközeget, ami gyorsan melegíti a tartályt. Persze az integrátor tag folyamatosan növeli fűtőközeg kívánt hőmérsékletét, eléri a 95 fokot, de nem lép túl. A tartály pedig olyan gyorsan melegszik, ahogy tud.Egy tanács: Mivel csak egy irányba tudsz szabályozni (csak melegíteni tudsz üzemszerűen, és szabályozva, ha jól értem) így, én az integráló tagot kikapcsolva próbálkoznék első körben. Persze ha megengedett a túllövés, és az onnan lassú visszaállás, akkor lehet integráló tagod is. Illetve ha mondjuk van folyamatos elvétel, akkor lehet integráló hatás is (legalábbis ha nem zárt a tartályköröd, és a víz nem a beállított hőmérsékletű vízzel egyenlő hőmérsékletű vízzel történik).
Bármiben kérdés lenne, szívesen segítek
-
Dezsi82
tag
Hali Szirty!
Ezek szerint kijelenthetjük, hogy nem volt botorság részemről azt feltételezni, hogy vízre gondolsz.
Tehát a van-e hidegebb, mint 95 fokos gőzre a válasz, az hogy igen, van. Nyilván nem használják fűtésre (bele is írtam), de az is elég egyértelmű volt, hogy a kérdező sem arra gondolt. Kiemeltél egy logikai bukfencet, én is ezt tettem.
De ha már az értelmetlen kikerülésekről esik szó, némi segítség: Senki sem mondta, hogy Celsius fokról beszélünk. Lehetne Fahrenheit vagy Kelvin. Nagy valószínűséggel semmi sem gáz halmazállapotú -178 Celsius fok alatt. (Bár könnyen lehet hogy tévedek)
Mellesleg mi ez az előítélet, hogy vegyületre gondoltam? És ha nem vegyületre, hanem kémiai elemre?
Említs meg légyszíves nemesgázokon kívül elemeket, amelyek elemként előfordulnak és nem alkotnak vegyületet. -
Dezsi82
tag
-
Dezsi82
tag
válasz
DP_Joci
#2747
üzenetére
Szia!
Sokat gondolkodtam, hogy egy látszólag lezárt ügyhöz ötletet adjak, de aztán arra gondoltam, hogy majd eldöntöd, melyiket választod.
Szóval én úgy látom, hogy alapvetően két fűtőköröd van, két fajta időállandóval. Ennek megfelelően én két szabályzókört alkalmaznék kaszkádba kötve.
Ezt picit nehezebb beállítani, de a következőképp működne:
A slave köröd szabályozza a fűtőközeged hőmérsékletét a fűtőközeg hőmérséklete alapján (ezzel meg is lenne oldva a normál esetben létrejövő túlfűtés, míg az egykörös esetben simán túlfűtöd 95° fölé) . A master köröd pedig a slave-nek az alapjelét állítja a tartályhőmérséklet alapján.
És persze ezen kívül lenne még a vákuumköröd.
Lényegében ennyi, ha érdekel ez a megoldás, szívesen adok még információt, de a semmibe inkább nem túráztatom magam. -
Dezsi82
tag
válasz
DP_Joci
#2742
üzenetére
Szia!
Lehet csak nekem, de nem teljesen tiszta a feladat.
Van egy tartályod. Ennek a hőmérsékletét kell szabályoznod, tehát van benne egy hőmérőd?
Vagy az előremenő hőmérsékletből következtetsz a tartályéra?
És honnan tudod, hogy fűteni, vagy hűteni akarsz? Csak mert előfordulhat hogy a visszatérő ág alapján hűteni kellene, az előremenő alapján meg fűteni. Egyszerre nyomod a gőzt, meg a hideg vizet? -
Dezsi82
tag
Sziasztok!
A következőben kérném a segítségeket:
Van egy Phoenix Contact RFC470S PLC, erre csatlakoztatva 1 darab Interbuszos szelepsziget. Viszont ennek a szelepszigetnek változik a konfigurációja. Lehet 1, 2, 3 vagy 4 bemeneti modul rajta. Eddig olyan infókat sikerült szereznem, hogy ilyenkor alternatív interbusz konfigurációkat kell létrehozni, és ezt tudja kapcsolgatni a PLC. Tud valaki nekem abban segíteni hogy lehet ilyet csinálni? És aztán hogyan lehet ezt kapcsolgatni?
A segítséget előre is köszi -
Dezsi82
tag
válasz
Dezsi82
#2555
üzenetére
Ha esetleg valaki ugyanebbe botlana:
Megkérdeztem az Omront, rendesek voltak, nagyon gyorsan válaszoltak, még mintaprogramot is küldtek. Ők azt javasolták, hogy töröljem a vételi puffert induláskor. Ez sajnos nem segített.
A megoldás az lett, hogy mivel a PC folyamatosan küldi az adatokat, ezért azt csinálom, hogy ha egy másodpercig nem érkezett adat, akkor egy másodpercenként újraindítom a soros portot, és így már jól működik. -
Dezsi82
tag
Hi!
Tényleg rosszul emlékeztem (legalábbis ha Siemensről beszélünk), ms pontossággal lehet lekérni a ciklusidőt (Mitsubishi Q volt a fejemben, azt hittem tudja ugyanazt a pontosságot).
De ha egy ms-ot is változik, akkor is összeadom 200 ciklus ciklusidejét, és meg is van a szám. -
Dezsi82
tag
Hali!
Az túlságosan állandó...
Az attól függ. Ha egy normál programról beszélünk, akkor a us-s tartományban biztos nem állandó. Pl adatmozgatás, konvertálás feltételekhez kötött, akkor máris megvan az ingadozásod.
És bár nem csináltam trace-t ciklusidőre, biztos vagyok benne, hogy a us-s tartományban egy viszonylag rövid program is jár némi ingadozással. -
Dezsi82
tag
Hali!
Hát nem tudom milyen többlet infókkal tudok még szolgálni, hacsak nem annyi, hogy a kábel egy sima 2-3, 3-2, 5-9 kábel a PLC oldalon a handshaking jel rövidre zárva (omron leírásból másolva)
Köszi a tippet, de ha jól sejtem, akkor ez nem jöhet létre, mivel ott a rövidzár. -
Dezsi82
tag
Sziasztok!
A következő volna a problémám:
Van egy omron CP1E-N40 típusú PLC, vele soroson kommunikál egy PC. A dolog nagyon jól működik, leszámítva az indulást.
Ha bekapcsoljuk a szerkezetet, elindul a PC, és a PLC is. Nyílván a plc gyorsabban feléled. Aztán nagy kegyesen elindul a W7 is, és küldi a kéréseket a PLCnek. Csakhogy a PLC meg nem akar válaszolni. Olyan mintha nem venné észre, hogy jött adat. PLC táp elvesz, visszaad, és innentől kezdve megy.
Találkozott már valaki hasonlóval? Lehet valahol valamit be kellene állítanom? Az ötleteket előre is köszi. -
-
Dezsi82
tag
Sziasztok!
Az omronos téma megoldódott, végül a PLC mechatrolinkes moduljának a leírásából sikerült kiszednem az infót.
De van egy érdekes gondom. Siemens WinCC Flexible 2008-nál eltűnt a Transfer gomb, és a Transfer almenü is. Egyszerűen nem tudok feltölteni semmit. Találkozott már valaki ilyen gonddal? És ha igen, hogy lehetne megoldani?
A segítséget előre is köszi -
Dezsi82
tag
válasz
Szabest
#2537
üzenetére
Szia!
Két lehetőséged van, legalábbis amit én ismerek
-első (létrához)
DB10.DBB0-t átmozgatod MW10be
DB10.DBB1- átmozgatod MW9be (mondjuk)
MW10-ból kivonsz 48-cat, eltárolod MW10 be
MW9-ból kivonsz 48-cat, eltárolod MW9-be
MW10-t megszorzod 10-zel, eltárolod MW10be
MW10-hez hozzáadod MW9-t, tárolod MW10be
és kész. Már ha csak két karakter, ha változó, akkor kicsit nehezebb
Ha utasításlistában akarod csinálni, akkor picit egyszerűbb a logika
-második:
FC38 STRNG_I -
Dezsi82
tag
Szia!
Én két buktatót látok:
50 Hzs jelnél a periódusidő nem 200ms hanem 20 ms. Tehát egy 20 ms-s jelet kell pontosan mintavételezni, ehhez én ráérzésre 2 ms-s mintavételt mondanék. Ha 20 ms-s mintavétel van, lehet mindig 0-t mérszMásrészt furcsálnám, ha egy hálózati monitoring eszköz nem effektív értéket adna ki, de ettől még létezhet ilyen.
De az elv maga nem rossz, diplomamunkának elmenne.
Bár én nem gyök 2vel osztanám, hanem függvény alatti területet számolnék. -
Dezsi82
tag
válasz
 sörösló
#2417
üzenetére
sörösló
#2417
üzenetére
Hát, épp ez volt a kérdés.
Olyan mint egy sima relé, csak rendelkezik a szükséges biztonsági tanusítvánnyal. Kényszerműködtetés, 6mm a kapcsok között, sárga színű, stb.
A biztonsági vezérlőkbe is forrasztással vannak rögzítve a sorkapcsok.
A kérdés, hogy egy egyszerű élesztés miatt szükséges-e megvenni a drága biztonsági vezérlőt, vagy ezt a feladatot megoldhatja-e közvetlenül egy saját vezérlő.
Mivel a biztonsági vezérlőbe is a saját vezérlőnk jele menne bele, aminek a felfutó éle éleszti a kört, így gondolom ez ugyanaz -
-
Dezsi82
tag
Szia!
Ezt a relét tervezzük használni: http://www.dold.hu/biztonsagi-rele
Ez egy biztonsági tanúsítvánnyal ellátott relé. Így tervezem bekötni:
http://kepfeltoltes.hu/view/111228/295743857N_vtelen_www.kepfeltoltes.hu_.png
K1, K2 a fent említett relé. S5-S8 pedig a biztonsági elemek: fényfüggöny, vészstop kapcsoló, stb. Kérdés, hogy ez így megfelel e a szabványoknak, vagy be kell vizsgáltatni? -
Dezsi82
tag
Szia!
Köszi a választ. Tulajdonképpen az a kérdés, hogy a restart interlock lehet-e úgy megoldva, hogy biztonsági relével összerakunk egy tartó áramkört, és annak a besetelését egy saját áramkör biztosítja, vagy muszáj, hogy ezt a primitív logikát egy kis biztonsági vezérlő relé végezze. -
Dezsi82
tag
Sziasztok!
Nem teljesen PLC programozás téma, de hátha tudja valaki a pontos választ a következő kérdésemre:
Csinálunk egy egyszerű gépet, és az lenne a kérdés, hogy a biztonsági körbe elég, ha a biztonsági kör kapcsolására egy biztonsági relét (azaz a megfelelő tanúsítvánnyal rendelkező egyszerű relé) használunk, vagy muszáj betenni egy biztonsági vezérlőt is.
A különbség ugyebár elvileg a kör újraélesztésében van. Az elsőben a mi vezérlőnk csinálná közvetlenül a relé meghúzását, utóbbinál pedig a vezérlő kapna egy jelet a vezérlőtől.
Azt tudom, hogy a szokás az, hogy betesznek egy külön vezérlőt, de nem tudom, hogy ez csak szokás, vagy szabvány is előírja-e ennek használatát.
Köszi -
Dezsi82
tag
Hali!
Ott úgy van, hogy több féle szerszámmal dolgozik a gép, és a szerszámokon kétféle szelepsziget van. Egy IM151 standard vagy IM151 compact. A standardaknak 20 van fixen beállítva, a compactnak 22. A HWban be van állítva mindkettő. Ha olyan típust választanak, ahol a 20 kell, ott a 21-t kikapcsoljuk, a 20-t be, és fordítva.
Akkor ha jól sejtem ehhez kell egy MultiPanel, amin fut ez a PST, és kézzel lesznek muszáj beállítani. -
Dezsi82
tag
Szia Szirty!
Ez a módszer tényleg jó, és profibusnál használjuk is ezt a módszert, sőt valamelyik FB-vel azt is megoldottuk, hogy ki, illetve bekapcsoljuk a megfelelő profibus állomásokat. De a Profinetnél ha jól tudom, akkor az IP címet a PLCtől kapja az adott eszköz a DNS név (vagy MAC) alapján. De hát ez ugye jelen esetben előfordulhat, hogy nincs is a szerencsétlen szelepszigetnek DNS neve.
Magyarul a PLC nem fogja tudni, hogy az az eszköz, amit rádugnak az az eszköz, ami a HW-ban benne van. Nincs rajta egy olyan kütyü, mint a profibuszos eszközön, ami azonosítja őt a hálózaton -
Dezsi82
tag
Szia!
Már egyszerűsödött a projekt, most a következőről lenne szó:
Egy szerszámgyártó cégnek kellene csinálni egy olyat, hogy a cég gyárt többféle gyártótól származó szelepszigettel szerelt szerszámokat. Ez lehet profinet(vezetékes és optikai), vagy optikai interbus szelepsziget. A legyártott szerszámot akarják egy kis eszközzel tesztelni,
A lényeg: lesz egy kijelző és van egy siemens PLC interbus modullal. A PLC kiegészül egy profinet modullal, vagy kettővel,
A legjobb az lenne, ha bedugnák a szelepszigetbe a megfelelő csatit, felismeri, felkonfigárja, ha profinetes és a képernyőn a megfelelő gombra nyomva a megfelelő szelep kinyit, Nem tudom, egyáltalán megvalósítható-e a feladat, -
Dezsi82
tag
Hali!
Vagy ami még szóba jöhet a Szirty által említetteken túl az, hogy MultiPanelt választasz OP-nak, amin alapból van ethernet port, így egy megosztott mappával könnyedén elérhetőek a Flexible által készített csv fájlok. Nem biztos hogy drágább ez a megoldás, mert a PC-n futó alkalmazás készítéséhez szükséges szintű flexible kb félmillió forint, nem beszélve a PC-s runtime licenszről és a profibus kártyáról. Illetve ha PC-n futó alkalmazást csinálsz, akkor data logging licensz is kell, kb százezerért. Ez persze kikerülhető egy saját loggoló scripttel.
Léteznek olyan programok, amelyek betudják olvasni a Flexible által készített csv-ket és grafikonokat csinálnak belőle. Ezeknek elég jó ára van, szintén kb félmillió Ft. De ha gondolod mi is tudunk ilyet készíteni, olcsóbban is. -
Dezsi82
tag
Sziasztok!
Soros kommunikációt szeretnék létrehozni egy PC és egy Siemens 315 PLC között. A CP341 soros kártya benne van a PLCben. Már csak egy kábel bekötés rajz kellene, de a leírásban nem találtam olyat, ami PC és PLC között van. Hol lehet ilyet találni?
Előre is köszi az infót. -
Dezsi82
tag
Sziasztok!
Egy érdekes dologba futottam bele, és annak ellenére, hogy sikerült megoldanom a feladatot, nem értek valamit.Adott egy Siemens S7-300 PLCvel vezérelt hegesztő cella. A cella 10 típust tud kezelni. Minden típushoz van egy "asztal", amin hegesztenek a robotok. Ha ezt az asztalt berakják a cellába, akkor egy DIP kapcsolósorral beállított számot olvas be a PLC 1-10 ig.
Az asztalon lévő rögzítőket 10 db FB vezérli, attól függően, hogy milyen számot olvasott be a bemeneteken. És itt jön az érdekes rész. Ha csinálok keresztreferenciát, akkor ezek az FB-k sehol sem szerepelnek. Egyszerűen nem találom, hogy hol hívja meg a függvényeket. Azt tudom, hogy van olyan, hogy a bemenetek közé be lehet rakni FB-t, és azt hiszem ilyenkor nem találja meg a keresztreferencia, de akkor hogy lehet ezt megtalálni?
Ha van valakinek ötlete, megköszönöm ha elmondja. Igazából csak érdekel a téma, mert a cella már termel, tehát működik, csak nem értem, hogyan.
-
Dezsi82
tag
Szia Szirty!
Én is töltöttem fel C7 sorozatú képernyőt MPI-n keresztül (nem tudom pontosan a típusát), nem tudom ennél miért nem lehet. Van egy olyan változata, aminek a típusszámában szerepel a "DP" a végén. És a rajz, amit adtál, az a "közönséges" OP-hoz való kábel bekötése? -
Dezsi82
tag
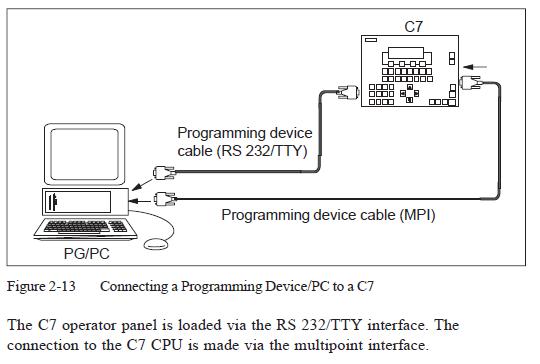
Sziasztok!
Fel kellene töltenem egy általam módosított programot egy Siemens C7-633 OP-ra. Azt már megtaláltam, hogy ehhez egy Programming device cable (RS 232/TTY) kellene a dokumentáció szerint. Tudja esetleg valaki, hogy ennek milyen a bekötése? Vagy ez sima null-modem kábel lenne? Jó lenne biztosan tudnom, mert nincs közel a masina. Egyelőre sehol nem láttam bekötési rajzot róla.
Előre is köszi -
Dezsi82
tag
válasz
sörösló
#1822
üzenetére
Szia!
Annak ellenére, hogy nagyjából egyetértek veled, gondoltam nem hagyhatom szó nélkül a másik oldalt se.
Én is láttam már villanyszerelőt golyósorsón, meg lineáris csapágyon állni. És persze neki az tök mindegy, mert állni lehet rajta, bár kicsit zsíros a nyavalyás. Mozgás közben meg lejön a kosz, igaz visszaegyenesedni nem fog. Általában az ember saját területén jártas, és annak ellenére hogy némi ésszerű viselkedés elvárható, lehet az illető bele sem gondol.
Vagy programozásnál mondhatnám példának azt a német kollégát, aki Siemensben 150 szerszámhoz képes volt 150 létrát összehozni, ahelyett, hogy egy NW-ben kb 10 STL utasítással megoldotta volna dolgot.
Meg aztán a forráskód átadása sem egyértelmű dolog. Van jó pár olyan megrendelőnk, akik nem akarják a forráskódot, mert nem is értenek hozzá, emberük sincs aki akár meg is tudná nézni. Így inkább azt mondják, működjön a rendszer, legyen olcsóbb a program, de minket hívnak ha gond van.
És én is elég sok olyan PLC programozót ismerek, akik csak programozásban jártasak, és nem értenek az érzékelőkhöz, aktuátorokhoz. De vannak olyan cégek, ahol van programozó, és van beüzemelő. A programozó megírja a program gerincét, struktúráját, a beüzemelő pedig elvégzi a helyszínen a kisebb módosításokat, beállításokat. -
Dezsi82
tag
Sziasztok!
A következő gondom lenne. Egy Telemecaniqe PLC kellene programoznom, és meg is kaptam hozzá a PL7 V5.5 telepítőt. Csakhogy mikor beírom a hozzá kapott kódot, a kódot elfogadja (kipróbáltam, ha mást írok be, nem ez a hibaüzenet jön), akkor a képen látható hibaüzenetet kapom. Nem tudom mi lehet a gond, a dokumentációt átolvasva, minden a CD-n lévő programot telepítve sem jutok előbbre.
Lehet az OP rendszerrel van baja? (XP SP2)
Ha valaki már belefutott ilyesmibe, legyen szíves segítsen nekem.
Köszönöm
-
Dezsi82
tag
válasz
 Directors
#1640
üzenetére
Directors
#1640
üzenetére
Szia!
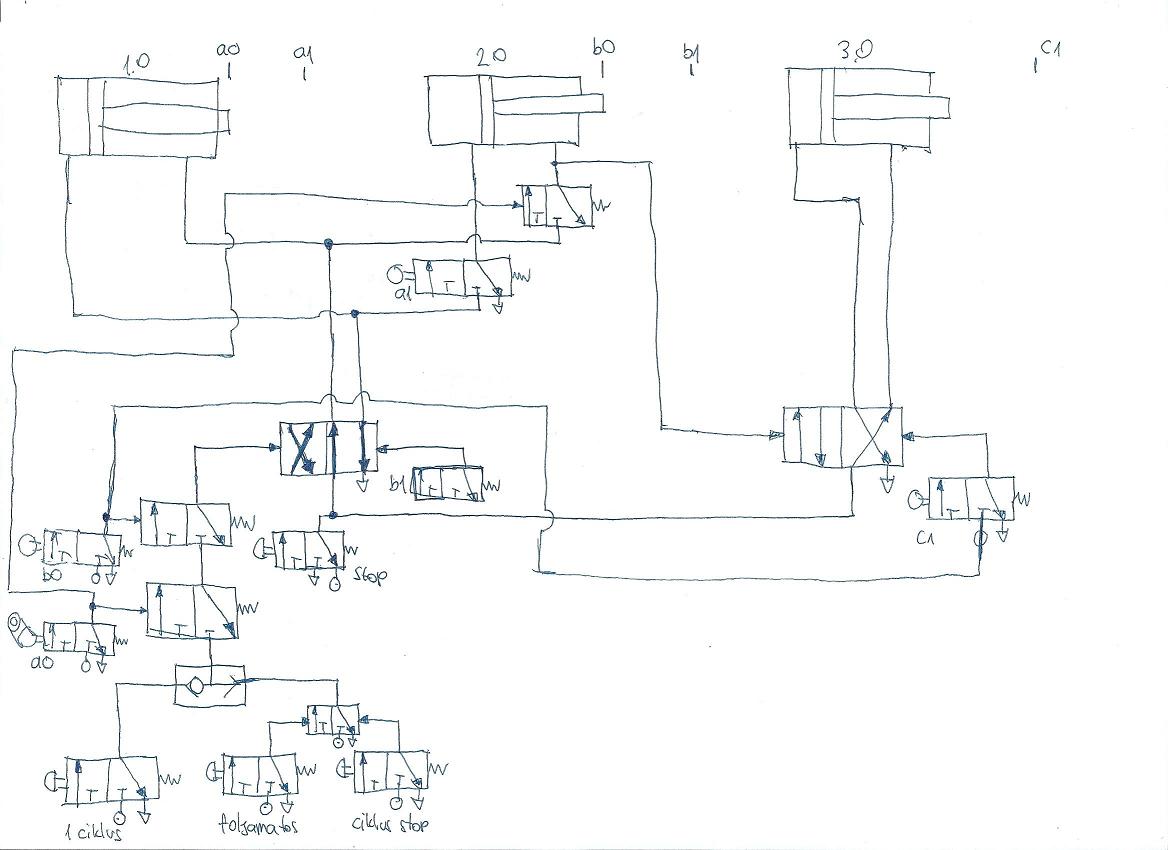
A pirosak majdnem úgy vannak, kivéve az alsó két szelep, ott vmi paint hiba volt, azokat töröld ki. Mármint a szelepeket is. De amúgy igen, a többi ok.
Lehetne mondjuk valami olyan cucc, ami mintát nyom mondjuk tésztába. 2.0 a tárgyasztalt mozgatja előre hátra, 1.0 a forgó mintanyomót le-föl, a 3.0 meg egy kilökő.
Az ember berakja a tárgyat, 1.0 lemegy, rányomja a mintanyomót a cuccra, 2.0 elhúzza, ezzel együtt belegörgőzi a mintát, a mintanyomó felmegy, tárgyasztal vissza a helyére, a kilökő kilöki, amivel egyidejűleg beesik a következő darab -
Dezsi82
tag
válasz
Directors
#1633
üzenetére
Szia!
Mégiscsak rajzoltam neked valamit.
A lényeg:
-megnyomod 1 ciklus gomb, vagy folyamatos gomb
-ha 1.0 és 2.0 alaphelyzeten vannak, akkor 1.0 kimegy. Amikor elindul kifele, akkor az a1 már kap táplevegőt, de csak akkor adja rá a 2.0-ra ha az 1.0 kiért. Ha kiért az 1.0, akkor elindul 2.0. Ha kiért 2.0, akkor a b1 visszabillenti a szelepet, 1.0 elindul vissza, és ekkor már a 2.0 vissza szelepe kap tápot, de a vezérlést majd a0 adja meg neki. Ha 1.0 visszaért, akkor 2.0 visszaindul, és egyből 3.0 is elindul kifele. Ha 3.0 kiért, c1 megvezérli a 3.0 szelepét a vissza irányba, de c1 csak akkor kap tápot, ha 2.0 visszaért. A stop elveszi a tápot a két vezérlőszeleptől. A ciklus stop pedig visszabillenti a folyamatos szelepet, és alaphelyzeten áll meg az össze munkahenger. Igaz 3.0-nak nincs alaphelyzet érzékelése.
Lehet a jelekben kis hibák vannak, de rég foglalkoztam pneumatikával.
Ja és most látom, hogy a kétkezes indítás nincs benne. Bár igazából nem is értem, hogy akkor most 2×kétkezes indítás van, vagy üzemválasztó, de ezt már csak megoldod magad is.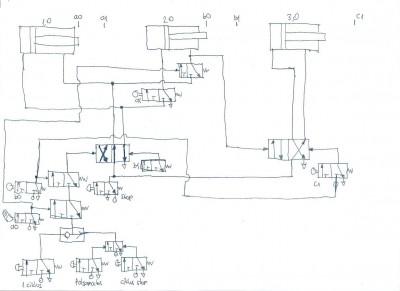
-
Dezsi82
tag
válasz
Directors
#1633
üzenetére
Szia!
Igazából elég szerencsés a helyzeted, mert a végálláskapcsolók pillatatnyi helyzetéből mindig tudod mi legyen a következő lépés. Én nem fogok neked rajzot csinálni, igyekezz magad megcsinálni, de egy kis segítség:
A 2.0 henger gyakorlatilag együtt mozog az 1.0 hengerrel. Tehát megcsinálhatod azt, hogy a 2.0 hengert ugyanarra az ágra kötöd rá mint az 1.0 hengert csak a hengerbe bekötés előtt berakod az előre menő ágba az 1.0 kint végálláskapcsolót, a hátra menőbe pedig az 1.0 hátul végálláskapcsolót.
A 3.0 szelepének előre menő ága akkor kapjon vezérlést, ha 1.0 hátul és 2.0 elöl van. Hátra pedig ha 3.0 elöl van és 2.0 hátul.
Az 1.0 akkor menjen előre, ha minden henger hátul van és nyomnak egy kétkezes startot (két gomb sorba kötve). Ezt a startot öntartásban kell megcsinálni, a tartó ágba legyen az üzemmódválasztó kapcsoló. Akkor menjen hátra, ha 2.0 kint van.
A tápelvételes stop szerintem nem nagy dolog, valahova berakod egy közös tápba, hogy szakítsa meg az összeset. Az alaphelyzetes stopnál pedig minden hengernél benyomod a hátramenő ágba és annyi. De ennek a stopnak meg kell szakítania az automata öntartást is.
És persze remélem, hogy iskola feladat, mert iparban egy ilyet pneumatikával összehozni minimum ostobaság, főleg ha meg kell felelni a szabványoknak. A kétkezes indítás nem egyszerűen két sorba kötött nyomógomb, annál sokkal többről van szó. Nem beszélve az egyéb üzemközbeni kérdésekről.
Remélem tudtam segíteni. -
Dezsi82
tag
Szia Szirty!
Köszi az infót. Sajna mindegyik azon alapul, hogy már van egy működő OP-nk bebootolt operációs rendszerrel, ami sajna nekem nincs. Legalábbis mindent úgy csináltam, ahogy ott írva vagyon, leszámítva a Step7 beállításokat, hiszen az nincs ezen a gépemen. Remélem nem kell vennem egy step7-t hogy fel tudjak tölteni egy OP OS-t.
A leírás alapján az már világos, hogy USB-n nem nem is lehet OS-t update-lni az MP 377-n, csakis etherneten. Úgyhogy ennyivel közelebb vagyok, de áttöltéskor azt írja, hogy "Error on interface parameter assignment".
Azt hiszem felveszem a Siemens-szel a kapcsolatot, ha már egyszer ilyen jó áron adtak OP-t. -
Dezsi82
tag
Sziasztok!
A következő lenne a gondom:
Van egy Simatic Multipanel. Immár 2 éve működik, de most egy hosszabb leállás után bekapcsoláskor a következőt írja ki:
Enabling update mode...
Loading image from flash...
ERROR! Could not load image!
Waiting for image update...Gondoltam újra töltöm az OS-t, de mikor összekötöm a képernyőt egy host-to-host USB kábellel, nem történik semmi.
Nem tudom csináltatok-e már hasonlót, de az lenne a kérdésem, hogy ez normális? Kellene telepítenem valamit? Mert a súgó alapján elvileg nem.



































Új hozzászólás Aktív témák
- Motoros topic
- Okosóra és okoskiegészítő topik
- Apple iPhone 17 - alap
- Kerékpárosok, bringások ide!
- Hobby elektronika
- Ilyen olcsó sem volt még egy Apple notebook
- Itt a Galaxy S26 széria: az Ultra fejlődött, a másik kettő alig
- Hálózati / IP kamera
- Premier dátumot kapott az Atomic Heart negyedik, egyben utolsó kiegészítője
- Jövedelem
- További aktív témák...
- Sapphire Nitro+ RX 5700 XT 8GB Garanciával!
- Xiaomi Redmi Note 12 Pro Plus 8/256GB Újszerű,Kétkártyás,Dobozos,Tartozékaival. 1 Év Garanciával!
- Elite x360 1040 G10 2-in-1 14" QHD+ IPS érintő i7-1365U 32GB 512GB NVMe ujjolv IR kam gar
- Sapphire PULSE RX 6700 XT 12GB Garanciával!
- EliteBook X Flip G1i 14 AI 2-in-1 14" FHD+ IPS érintő Ultra 7 258V 32GB 1TB NVMe gar
- HP ProBook 445 G8 14" Ryzen 3 5400U, 8GB RAM, 256GB SSD, jó akku, számla, 6 hó gar
- iPhone 13 128GB 100% (1év Garancia)
- ÁRGARANCIA!Épített KomPhone i5 14600KF 16/32/64GB RAM RTX 5070 12GB GAMER PC termékbeszámítással
- Eladó Dell Latitude 5340 i5-1345U 16 GB DDR5 Törésgarancia
- szinteÚJ, dobozos Dell Pro 14 Ultra 7 255U 16GB DDR5 512GB AI PC FHD+ 1 év garancia
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest