Új hozzászólás Aktív témák
-

Szirty
őstag
válasz
 byte-by
#3775
üzenetére
byte-by
#3775
üzenetére
Üdv byte-by!
Én mindig is kedveltem az Omron lényegre törő egyszerű, tiszta és világos hatékonyságát. Omron PLC-nek köszönhetem, hogy tudom mi az a PLC. (Sysmac C120, C500, C1000).
A leírásaik tiszták, logikusak, érthetőek voltak. A szoftvereik könnyen kezelhetők, nem csak egerészeknek való (billentyűkombinációkkal nagyon hatékonyan kezelhető).Sajnos azt látom, mint ha kapkodni és toldani-foldani (taknyolni) kezdtek volna. A rendszereik nem kompatibilisek egymással, a működésük egyre érthetetlenebbé válik. Mint ha nem lenne kellően átgondolva a csapás irány. Mint ha csak sodródnának a mély űrben...
-
Szirty
őstag
-
Szirty
őstag
válasz
 dcsicsak
#3762
üzenetére
dcsicsak
#3762
üzenetére
Üdv dcsicsak!
Való igaz,hogy a néhány ezer Ft-os USB-RS232 átalakítók nem működnek együtt minden RS232-vel szerelt berendezéssel ilyen-olyan okokból (főleg az RS232 szabványnak nem megfelelő költséghatékony kivitel miatt).
Van mivel használhatatlan ilyen standard USB átalakító (Pl. Siemens S5, Siemens operátor panelek).De Omron PLC-kkel együttműködnek tapasztalataim szerint. Nekem egy ilyen olcsó ATEN UC232A átalakítóm van, működik Omron CP1, CS1G, CQM1 PLC-kkel.
Szerintem jó eséllyel neked is menni fog. Sajnos egy normális ilyen átalakító 15-20e Ft..."...az adatlap szerint 240 V AC tápellátáskor a két földelet is be kell kötni, viszont ezen a videón ( [link] ) egy darab földelést nem látok bekötve. Ez normális?"
Nem normális.
Mindig a gyári ajánlásokat és előírásokat kell követni! Ha a gyári előírás az, hogy földelést be kell kötni (rendszerint az sem mindegy hogyan) azt be kell kötni. Ezen semmit nem változtat az, hogy van aki nem köti be. -
Szirty
őstag
Üdv moha21!
"Lényeg azt mondta az oktatónk, hogy SET, RESET-tel kell csinálni ( gondolom így jobban elkerülhető, hogy valami érték bennragad a memóriában és ez gondot okoz.)"
Ez nagyon meglep! Azt a problémát, amire hivatkozik pontosan az az eljárás okozza amit javasol!
És épp ezért javasoltam hogy olyat soha ne csinálj. -
Szirty
őstag
Üdv moha21!
A válasz egyszerű: Mert monitorozáskor (szerintem) minden PLC megjelenített bit pillanatnyi állapota szerint jelzi a létradiagramban az aktivitást.
Ha a bit aktív, akkor "világít".Ez így van Omronnál, Siemensén, stb is.
ha egy RESET ágat nézel és a RESET előtti feltétel inaktív, de a bit amit a RESET töröl éppen aktív (SET állapotban van) akkor az természetesen "világítani" fog, jelezvén, hogy a bit aktív. Ha nem így lenne, az nagyon félrevezető lenne. -
Szirty
őstag
-
Szirty
őstag
Helló moha21!
"Közben megtaláltam, hogy ez analóg bemenet ugye?"
A franc se tudja mit nézel te abban a PDF-ben!
Ez egy 262 oldalas doksi és van benne szó bemenetről kimenetről, AC-ról, DC-ről, 24V-osról, 230V-osról, digitálisról, analógról, 5V-osról, 10V-osról!Kicsit pontosabban kérdezz ha lehet!
-
#3735
Szirty
őstag
mediumgecso
#3734
Szirty
őstag
válasz
 mediumgecso
#3734
üzenetére
mediumgecso
#3734
üzenetére
Helló mediumgecso!
Tessék:
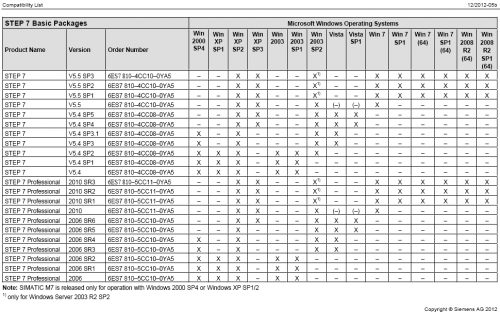
A teljes listát PDF-ben megtalálod itt:
Németül
Angolul
és további nyelveken is.. -
Szirty
őstag
válasz
 Csorosz
#3729
üzenetére
Csorosz
#3729
üzenetére
Üdv Csorosz!
Azzal a megoldással, hogy a kimenetre kötött szelepet a kimenetet megkerülő nyomógombbal is lehet működtetni az a baj, hogy automata működés közben is be lehet kavarni a gombok nyomkodásával.
Bár nem tudom ez mennyire lehet probléma az adott körülmények között. -
Szirty
őstag
válasz
Csorosz
#3724
üzenetére
Üdv Csorosz!
Nem mindegy milyen kimenet. Van vagy 6-8 féle (a relésen kívül).
Amelyikről találtam infót (current sourcing output) arra írnak ilyet:Parallel output circuit for power increase: NOT permitted!
Vagyis nem megengedett a kimenet terhelésének növelése érdekében a kimenetek párhuzamos kapcsolása.
Ez ugyan nem az amit te akarsz, de ebből arra lehet következtetni, hogy az sem lenne szerencsés amit szeretnél. Sajnos a logo kimenet belső áramköri konfigurációjáról nem találtam információt.A kimenettel sorba kötött diódával megakadályozhatod, hogy a nyomógombról feszültség jusson vissza a kimenetre. Ez működhet, de teljesen nem korrekt megoldás ez sem.
-
Szirty
őstag
Helló coco2!
Ahh értem most már hogy miért kerestél fröccsöntésben jártas szakit. A kérdésed tisztán gyártástechnológiai jellegű. Az automatizáláshoz és a PLC programozáshoz nincs közvetlenül köze. De bármilyen kérdés lehet még ami összeköti őket.
Sajnos nem értek a fröccsöntés technológiai kérdéseihez, azért rizsálok mégis, mert alapvetően segítőkészek vagyunk, de mindenki legyen tisztában azzal, hogy a "A pokolba vezető út jószándékkal van kikövezve".Én azt gondolom a kérdésről, hogy ha a "betört" és így újra felhasznált anyag jelentősen rontja a végtermék minőségét bármilyen formában, akkor az nem kívánatos és el tudom képzelni hogy erre van EU szabályozás.
Sajnos ezt valószínűleg akkor sem tudnám konkrétan megmondani, ha pontosan ismerném a részleteket.Ha van ilyen probléma akkor nyilván a gyártás során szabályozni kell vagy lehetetlenné kell tenni a "betört" anyag visszaforgatását a minőségromlás elkerülése érdekében. Ha ez a probléma nem most merül fel először (ami igen valószínű már ha ez az általam feltételezett technológiai probléma valóban létezik) akkor a rendszert felépítő gyártók (fröccs öntő gép, gyártósor stb. fejlesztői) feltehetően lehetővé tették valamilyen formában ezt a korlátozást.
Ha ez a visszaforgatás a minőségromlás mellett valakiknek (műszakban dolgozóknak pl) valamilyen közvetlen anyagi vagy egyéb előnnyel jár, akkor sajnos fel kell tételeznünk, hogy ehhez az előnyhöz tevékenyen hozzá akarnak jutni, mivel a hátrány közvetlenül őket nem sújtja.
Ilyesmi problémát látok a kérdésed mögött. (elnézést ha a fogalmazásom túlságosan nyakatekertre sikerült) -
Szirty
őstag
válasz
 dodzylla
#3702
üzenetére
dodzylla
#3702
üzenetére
Üdv dodzylla!
"Aztán ugye nagyon megtetszett a mikrokontroller világ, meg a PC s hardverfejlesztés, és úgy akadtam rá PLC re , persze szeretnék még azért jóval többet is tanulni , de egyenlőre ezeket szeretném elérni."
Szerintem döntsd el mit akarsz. A lényeg a részletekben van!
Egy tanult és sokat tapasztalt kollégám mondása volt: "Egy szakmát, de azt kulturáltan!". -
Szirty
őstag
válasz
dodzylla
#3696
üzenetére
Helló dodzylla!
"Köszi, egyébként ahogy hallgatom az öreget ez viszonylag régóta üzemelő dolognak tűnik, mégsem találok semmilyen szakirodalmat ami jó lenne alapokra,"
Magam is tettem bizonyos erőfeszítéseket hogy ez a helyzet változzon.
Egyébként több PLC-hez van gyártó által készített magyar nyelvű leírás, amiből tanulni is sokat lehet.
Az OKJ-s PLC tanfolyamok csak a felszínét karcolják meg a témának. Nem fognak megtanítani PLC-t programozni, de utat mutatnak, egyszerű és elnagyolt képet adnak arról mi is ez."Más, ti otthonra tudnátok ajánlani esetleg valami gyakorló készüléket amin élesben lehet gyakorolni, vagy inkább a virtualizált környezet alkalmasabb erre?"
Véleményem szerint otthonra PLC-t venni gyakorlás céljából nem érdemes. Ezek az eszközök túl drágák az ilyesmihez.
Ráadásul az egy ventilátor búgatásából meg LED-ek villogtatásából hamar kihozza az ember amit lehet. Egy komplett gépet vagy gép modell felépíteni meg szintén nagy munka és drága. Ezzel is csak egy bizonyos szintig lehet eljutni (néhány I/O), hiszen komplett csomagoló gépsort vagy égető kemencét senki nem épít fel otthon.Inkább a szimulációkkal érdemes foglalkozni. Sajnos ennek m eg komoly szoftveres követelményei vannak, és nem mondanám, hogy a szoftverek olcsók. Viszont kevesebb fizikai korlátja van akár egy komolyabb gép szimulációját felépíteni.
A web oldalamon (aminek címe minden üzenetem alján ott van) van néhány primitív "szimuláció". A tapasztalatok azt mutatják, hogy az ilyenekből sokat lehet tanulni (PLC programot írni ami a szimulált gépet megfelelően működteti).
Persze a szimuláció a valóság leegyszerűsítése ami miatt sok olyasmit nem tapasztalhatunk meg általa amit egy valódi berendezés programozásánál olykor át kell élni.
Nem olvad salakká a mágneskapcsoló, ha egyszerre kapcsolja be a program a két irányt (vagy nagyon gyorsan kapcsolgat oda-vissza). Nem gurulnak szerteszéjjel éktelen csörömpöléssel a leboruló raklapról az üvegek mert egy időzítést elnéztünk. Nem megy tönkre több tonna áru milliós kárt okozva egy hibás program miatt, stb.
Az OKJ-s tanfolyam lehet az úton az első lépés, a LED-ek villogtatása, a szimuláció a második, de hosszú az út.Ha még nem nagyon jártál legalább közepes vagy nagyobb gyárban, javasolnám hogy ha teheted egyszer nézz be ilyenbe és nézd meg hogyan működik, mi működteti, nézz be vezérlő szekrényekbe, ha engedik akkor a vezérlő programokba, figyeld meg hogy mit csinál a gép működés közben.
Valószínűleg vagy nagyon elkeserít majd, vagy nagyon fellelkesít. ha az utóbbi, akkor hajrá! Küzdelem nélkül nincs igazi siker :-) -
Szirty
őstag
válasz
dodzylla
#3686
üzenetére
Hi dodzylla!
Értem.
Az titok, hogy pontosan melyik be éd kimeneten mi van és hogy melyik lépésben, (M1, M2, M3, stb) milyen mozzanatot szeretnél végrehajtani a mellékelt programrészlet szerinti elképzelésed szerint?Vagy a linkelt program nem a te elképzeléseidet tükrözi?
-
Szirty
őstag
válasz
dodzylla
#3682
üzenetére
Helló dodzylla!
Szerintem egy PLC program elkészítéséhez vagy módosításához az alábbi információkra van (minimum) szükség:
- Az összes felhasznált be és kimenet funkciójának leírása
- A feladat pontos leírására, amit a programnak végre kell hajtania
- Módosítás esetén a belső változók, timerek, számlálók, felhasznált memória címek stb, funkciójának leírásáraA két kép alapján amiket linkeltél ezeket részben ki lehet silabizálni, viszont én azt gondolom, hogy nem a válaszolónak kellene megküzdenie az információkért hogy a kérdést megfelelően tudja értelmezni és arra tudjon válaszolni, hanem a kérdezőnek.
Ha te ezt másképpen gondolod, akkor nem tudok (és nem is nagyon akarok) segíteni.
Így legfeljebb olyan fél információkkal szolgálhatok, amilyen fél információkkal te szolgáltál.A kézi és automata üzemmód "közösítése' azaz a megfelelő kimenetek kapcsolása az üzemmódtól függően végtelenül egyszerű:
Kell egy választási lehetőség ami leggyakrabban egy bemenet (ebben az esetben egy Kézi-Automata üzemmód kapcsoló). Ez a bemenet fogja eldönteni, hogy az adott kimeneteket melyik üzemmódhoz tartozó logikai eredmény stimulálja. Ez egyszerű párhuzamos kapcsolás ahol az üzemmód kiválasztó kapcsoló a párhuzamos ágak közül az egyikben normál (NO) a másikban fordított (NC) feltételként szerepel.A fentebb vázolt információhiányosságok miatt a mellékelt képeidből sem derül ki egyértelműen, hogy pl. a "Balra" funkcióval felvértezett fizikai kimenet címe 10.02 vagy 200.02. Emiatt a kérdésedre válaszolandó konkrét programpélda megalkotásától eltekintek.
-
Szirty
őstag
válasz
 DP_Joci
#3680
üzenetére
DP_Joci
#3680
üzenetére
Hali DP_Joci!
Amit szeretnél, arra több megoldás is kínálkozik.
Megcsinálhatod ugyanazt amit S7-300-al. De használhatod a HMI recept kezelő funkcióját is, ami éppen erről szól. Másolgathatod a DB-k tartalmát a PLC programban, az is lehetséges.
Nem tudom melyik megoldást tartod megfelelőnek. -
#3676
Szirty
őstag
zolizozo80
#3675
Szirty
őstag
válasz
 zolizozo80
#3675
üzenetére
zolizozo80
#3675
üzenetére
Helló zolizozo80!
Úgy érted egymásba ágyazott for ciklusokkal boldogul-e? Igen (de nem néztem milyen mélységet enged meg. Néhány nem gond neki).
-
#3674
Szirty
őstag
zolizozo80
#3672
Szirty
őstag
válasz
zolizozo80
#3672
üzenetére
Üdv zolizozo80!
A C nem az asztalom, így túl sokat nem tusok segíteni.
A az operátorokat az alábbiak szerint tudod helyettesíteni elvileg:^ Bináris XOR
& Bináris AND
>> Bináris léptetés jobbra a bal operandus tartalmát a jobb oldali operandusban megadott számú léptetést hajt végre.Ebből tehát
( (crc ^ c) & 0x0001 )
Ez lesz:
((#crc XOR #c) AND 1)Ebből meg:
crc = ( crc >> 1 ) ^ P_16
Talán ez:
#crc:=SHR(IN:=#crc, N:=1) XOR #P_16; -
Szirty
őstag
válasz
 sörösló
#3670
üzenetére
sörösló
#3670
üzenetére
Üdv!
"Túrjál a neten, szerintem találsz magyar nyelvű kézikönyvet."
LOGO! katalógus
LOGO! Modular - Általános ismertető
LOGO! V5 Kézikönyv
LOGO! Alkalmazások -
Szirty
őstag
Üdv Onishi!
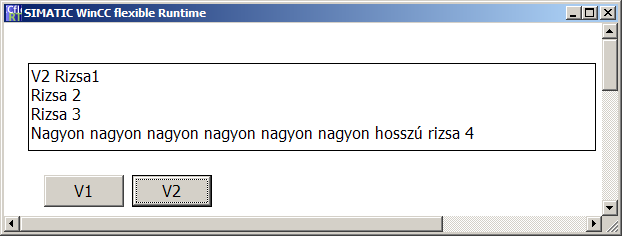
"Hogyan tudom azt megoldani, hogy a hosszú szövegek ne csússzanak ki a területéről? Lehet-e valahogy automatikus tördelés beállítani?"
Ha I/O field, akkor symbolic I/O-val nem tdod megoldani, mást megoldást kell keresni rá.
Ha Output field, akkor sortöréseket kell beletenni így: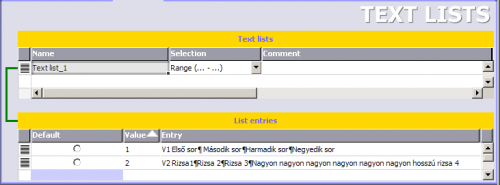
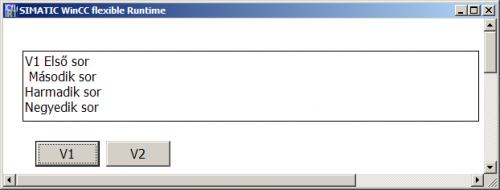
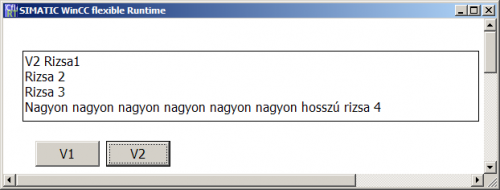
A képen Output field van. Az elsőn a szerkesztőben, a második kettő a runtime-ban (ahogy kinéz készen). A két utolsó kép a field által megjelenített két változó értékhez tartozik.
A több soros szöveget sajnos beírni nem lehet közvetlenül (vagy legalábbis nem tudom hogyan) ed ha előbb egy szövegfile-ba leírod (notepad) akkor be lehet másolni

-
#3660
Szirty
őstag
zolizozo80
#3659
Szirty
őstag
válasz
zolizozo80
#3659
üzenetére
Helló zolizozo80!
Nem értek C-ül!
Írd ide és közösen megoldjuk ha tudjuk... -
#3658
Szirty
őstag
zolizozo80
#3657
Szirty
őstag
válasz
zolizozo80
#3657
üzenetére
Hi zolizozo80!
Van.
-
Szirty
őstag
válasz
sörösló
#3650
üzenetére
Üdv sörösló!
Ezért ez így erős túlzás, de köszönöm! :-)
Elvonatkoztatva az oldalamtól én úgy látom ahogy te. Sajnos a mai oktatás ezen a téren csaknem teljesen nulla (tisztelet a kivételnek!).
Ennek szerintem 3 oka van, amelyek sajnos erősítették egymást.1. Az ipari automatizálási eszközök (beleértve a szoftvereket is) egy iskola számára megfizethetetlenek, különösképp hogy az oktatás anyagi helyzete katasztrofális. Ezért azzal főznek, ami van, ami ma már kb. annyit tesz, hogy semmivel.
Sajnos a legtöbb helyen ledarálják az előírt anyagot és annyi, az óra unalmas, nem interaktív, mindenki menne már inkább meginni egy sört. Sőt olyan sem ritka, hogy az anyagot le sem adják csak számonkérik, a delikvens meg azt sem tudja miről van szó! Nem egyszer találkoztam ilyennel. Vagy a feladat kiírás logikátlan, pontatlan, zavaros, nem egyértelmű és erre csak azt a jó előre megfogalmazott sablonos választ fogadják el, amit az oktató/tanár "kidolgozott". Az alternatív, de a kiírás szerint szintén helyes válaszokat, megoldásokat nem!2. Közben az idő szalad, a technika fejlődik, az elmúlt évtizedek alatt az ipar tele lett újfajta vezérlőkkel, elterjedtek a terepi buszok, a szervó hajtások, a robotok, a frekvenciaváltók, HMI-k, SCADA-k és egyéb speciális eszközök. Ezeket a tanterv amennyire tudom sehogy, vagy csak kilométerekkel (évtizeddel) lemaradva követi.
3. Azt kell látnom, hogy ma alig találni olyan ambiciózus, tehetséges és kellően fanatikus leendő szakembert, akit érdekel ez az egész és van remény arra, hogy jó szakember váljon belőle.
Sokan úgy választanak pályát, szakmát, mint ahogy más az étlapról választ: "Hmmm próbáljuk ki, jól néz ki, ilyet még nem ettem" Bizton állíthatom, hogy ez nem így működik. Egy szakmát nem lehet jól csinálni ha az emberben nincs egy szikrányi tehetség ambíció és egy csipetnyi fanatizmus sem.
Olyan villamos szakemberek kerülnek ki ma jó tanulmányi eredménnyel gyárakba dolgozni, hogy egy izzó cserét nem bíznék rá, mert vagy önmagát vagy egy gyanútlant öl meg, vagy a lámpatestet teszi tönkre. és akkor még csak nem is túloztam!!Onishi-nek is igaza van, nincs jó szakember gyakorlat és tapasztalat nélkül. Persze hogy nem várható el egy frissen végzett szakitól, hogy azonnal mindenhez értsem és sose hibázzon.
Elvárható (lenne) azonban a szakmai alapismeretek valamilyen szintű tudása és az hogy ne szarjon kibaxott magasról az egészre úgy ahogy van.
Természetesen ez attól is függ hova kerül és mit várnak el tőle. Az élethez kell egy jó adag szerencse is, nem vitás!Köszönöm a figyelmet...
-
#3644
Szirty
őstag
sycorax182
#3643
Szirty
őstag
válasz
 sycorax182
#3643
üzenetére
sycorax182
#3643
üzenetére
sycorax182!
Ez nem bazár, börze vagy apróhirdetési rovat, hanem szakmai fórum!
Hirdetni a megfelelő (ara való) helyen kellene! -
Szirty
őstag
Helló Onishi!
Még személyesen nem találkoztam vele. Nálunk sincs a cégnél Graph-ban írt program.
Nem használható egyébként minden feladatra. Csak olyanhoz ami egymást követő, jól elkülöníthető állapotokat vesz fel.
Lehet egyébként keverni egy programon belül más (pl. létra vagy FBD) programrészletekkel.Sajnos magas szintű nyelv lévén okozhat olyan nehézséget hogy utólagos módosítása vagy a hibakeresés a forrás megléte nélkül reménytelenül nehézkes.
Márpedig a gépgyártók nem nagyon szokták törni magukat, hogy átadjanak minden forrást a berendezéssel együtt. -
Szirty
őstag
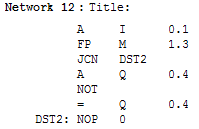
Helló Onishi!
"Viszont beletettem próbaképp egy külön sort, hogy a léptetést egy másik bittel aktiválom"
A programodban ugyanazt a bitet több helyen is írod!
Használható ilyen megoldás nagy körültekintéssel, de az utoljára beleírt állapotot nyilvánvalóan elveszti ha a következő írás azt megváltoztatja!Itt pl. C1_up bitet a program írja a 3-as és a 4-es networkben is eltérő feltételek alapján.
Ezért a C1_up csak akkor lesz TRUE állapotban amikor a programvégrehajtás az 1-es networköt dolgozza fel ahol ennek a bitnek a számlálót kellene léptetni, ha a 4-es networkben lévő feltételek teljesülnek. tehát a számlálós csak akkor léphet ha 1 van benne.
Mivel a C1_up bit szempontjából teljesen közömbös hogy a 3-as netwörkben mi történik, mert a négyes mindenképpen felülírja C1_up állapotát, ugyanis a -(P)- nem csak akkor ír az utána lévő bitbe ha a P előtti feltételsor éppen felfutó élen megy át, hanem MINDIG! -
Szirty
őstag
válasz
sörösló
#3596
üzenetére
Helló sörösló!
Igen ez a dolog gyakorlati oldala.
Ám a működési hőmérséklet tartomány - mint tudjuk - azt jelenti, hogy azon belül maradva képes az eszköz garantáltan teljesíteni az adatlapján feltüntetett követelményeket.
Ezért ez nem jelenti azt, hogy azon kívül működésképtelen, de lehet hogy az MTBF nem annyi lesz, amennyi az adatlapon, szerepel.
A megengedett működési hőmérséklet tartományon kívüli használat kimeríti a nem rendeltetésszerű használat fogalmát, aminek negatív garanciális és reklamációs (support) vonzata van.Bizonyos konstellációban ez így vagy úgy, de növeli a kockázatot.
-
Szirty
őstag
válasz
 kemeny76
#3594
üzenetére
kemeny76
#3594
üzenetére
Üdv kemeny76!
Hmm közben megnéztem a 301-es manualt és abban fel van sorolva mindhárom I/O kártya ami használható hozzá.
Ennek ellenére sem a 3.5-ös, sem a 4.0-ás GSD-ben nem szerepel. Ennek lehet az az oka, hogy 750-301 (és303) régebbi, mint ezek a kártyák, és 2000-ben még nem is léteztek, nem tudom.Talán ha valamilyen más hasonló kártyát állítasz be, működik. De remélhetőleg majd a wagosok gombot varrnak rá.
-
Szirty
őstag
Helló zumi24!
Nekem úgy tűnik, hogy a 750-301,750-303-as csatolóra nem lehet felrakni a 750-501,750-512,750-400-as kártyákat. Ezeket csak 740-333 és 750-343-as csatolóra lehet felfűzni.
-
Szirty
őstag
Helló zumi24!
Pedig ott van az a WAGO oldalán:
GSD files for PROFIBUS with installation program / Series 750, 752, 755, 758 and 767Ja igen! A GSD-t nem az I/O modulokhoz kell keresni, hanem a profibus couplerhez (750-333, 750-343).
-
Szirty
őstag
válasz
kemeny76
#3586
üzenetére
Helló kemeny76!
6ES5734-2BF0 kábel nagyon nem lesz jó!
Szerintem ez S5-höz való RS232/AS511 TTY kábel!!OP-hoz 6XV1 440-2L... kezdetű kódú kábel kell (DB25) vagy 6XV1 440-2K...(DB9). Ilyen kábelt lehet készíteni is...
És a PG-nek NEM a TTY-os COM portjára, hanem a standard COM portjára kell csatlakoztatni! -
Szirty
őstag
válasz
 soldi3r
#3581
üzenetére
soldi3r
#3581
üzenetére
Helló soldi3r!
A CP1L 6-féle timert ismer. De az instruction help-ből ez kiderül. Meg ki is próbálhatod szimulátorral is akár hogyan működik a timer.
"azt hittem csak a programozo szoftvertol fugg"
Egy programozható eszköz képességei a programozható eszköztől függnek, nem a szoftvertől amivel programozod. Legalábbis PLC esetén elmondható, hogy a PC-n futó fejlesztői eszközökkel kihasználható a PLC minden képessége, (amelyiket az adott fejlesztőprogram ismeri).
-
Szirty
őstag
válasz
soldi3r
#3578
üzenetére
Helló soldi3r!
...a CX-Programmerrel ugyanis sokféle, merőben eltérő képességű és tulajdonságú Omron PLC programozható!
Ezek összesen kb 16 féle különböző fajta időzítőt ismernek!MTIM (543) Multi-Output Timer
MTIMX (554) Multi-Output Timer (BIN Type)
TIM 100ms Timer (Timer) [BCD Type]
TIMH (015) 10ms Timer (High Speed Timer) [BCD Type]
TIMHX (551) 10ms Timer (High Speed Timer) [BIN Type]
TIML (542) Long Timer
TIMLX (553) Long Timer (BIN Type)
TIMU (541) 0.1ms Timer (BCD Type)
TIMUX (556) 0.1ms Timer (BIN Type)
TIMX (550) 100ms Timer (Timer) [BIN Type]
TMHH (540) 1ms Timer (Ultra-High-Speed Timer) [BCD Type]
TMHHX (552) 1ms Timer (Ultra-high-speed Timer) [BIN Type]
TMUH (544) 0.01ms Timer (BCD Type)
TMUHX (557) 0.01ms Timer (BIN Type)
TTIM (087) Totalising Timer
TTIMX (555) Totalising Timer (BIN Type)A legtöbb timer úgy "resetelhető", hogy megszünteted előttük a feltételt. vagyis a legtöbb timernek három állapot van:
1. A feltétele nem teljesül (reset)
2. A feltétele teljesül és telik
3. A feltétele teljesül és leteltTovábbá (némelyik típusnál) van egy Timer reset utasítás is TRESET(549) Ennek hatása olyan mint amikor a timer előtti feltétel hamis lesz.
Van olyan timer is (totalising timer), aminek van külön reset bemenete.
Nem tudjuk milyen CPU-n milyen timert akarsz resetelni. No meg hát azt sem, hogy te mit is értesz "resetelés" alatt, mert a legtöbb fajta a fentiek közül visszafele számolja az időt, így a resetelés nem nullázás, mert az inkább "setelés" lenne, hisz amikor 0 van benne, akkor már le van telve. Ha az újraindítást (az időzítés újrakezdését) érted resetelés alatt, akkor lásd fent (ilyenkor a benne lévő pillanatnyi érték, avagy PV alias Present Value felveszi a megadott időzítési intervallum értékét avagy SV alias Set Value értékét, ami 0-nál nagyobb rendszerint).
-
-
Szirty
őstag
válasz
 murena2
#3566
üzenetére
murena2
#3566
üzenetére
Helló murena2!
"Az 56 volna a source ls a 200 destenation?"
Nem értelek. A linkelt PDF-ben ott a TNB utasítás leírása (példával együtt). Abból pontosan megtudható, hogy a TNB az ACCU2-ben lévő címtől az ACCU1-ben levő címig kezdődően visszafele (a cím csökenő irányában) másol az operandusban megadott számú byte-ot.
Az E4DE nem a DB 111 memória címe, hanem az a cím, ahol a DB111 memóriacíme van!
Hiszen a DB-k hossza változó, ezért azok nem lehetnek fix címen. Egy blokk címlista van, amiben benne van melyik DB milyen címen kezdődik éppen. (a táblázatot be is linkelted).
Szóval először megszerzi a DB címét az említett cím listából...
Ezért van az L KH E416 után egy LIR 0. Ez azt csinálja, hogy ACCU1-be betölti azt a memória címet, ami az E416 memóriacímen van (vagyis itt már tényleg a DB címe van az ACCU1-ben)A TNB 56 56 byte-ot másol, a TNB 200 meg 200 byte-ot ugyanonnan ugyanoda. Így egymás után nem tudom mi értelme van, hacsak nem változtatja a TNB az ACCU tartalmát. Ha decrementálja, akkor a TNB 56 folytatja a másolást.Ebben az utóbbi esetben az lehet az értelme, hogy a TNB csak max 255 byte-ot tud másolni, itt meg 256-ot másol.
Az SFC20 kell neked. Melyik szükséges két paramétert nem tudod honnan venni?
Tudod honnan másol, tudod hova másol és azt is hogy mennyit. Más nem kell. -
Szirty
őstag
válasz
 Atomgeszi
#3553
üzenetére
Atomgeszi
#3553
üzenetére
Helló Atomgeszi!
(qrvajó nick! :-o)
Én azt gondolom, hogy gyorstalpalón hétvégeken nem lehet megtanulni egy szakmát.
Ha nincs semmilyen villanyos és informatikai (főleg HW) ismereted és főleg valamennyi tapasztalatod, és elvégzed ezt a tanfolyamot, akkor egyel többen leszünk akinek van ilyen papírja.
Ezzel a papírral lehet hogy felvesznek, mert a HR-es az interjún a papírt nézi, amit mondasz vagy elhiszi vagy nem (ha igen, akkor is elosztja tízzel).
De a tanfolyam annyi ismeretet egyáltalán nem ad, amennyivel elboldogul az ember egy gyárban pl.Ez a a tanfolyam lényegében az OKJ-s papír ára. Jelentős szakmai értéket nem ad át.
Sajnos egyre inkább összemérhető ez a felsőoktatásban automatizálás, mechatronika stb néven emlegetett tárgyakkal...Tehát a jövőt tekintve érdemes lehet beszerezni ha tudsz rá annyit szánni és ezzel akarsz foglalkozni, de ha ott akarod megtanulni, akkor felejtsd el.
-
Szirty
őstag
válasz
kemeny76
#3547
üzenetére
Üdv kemeny76!
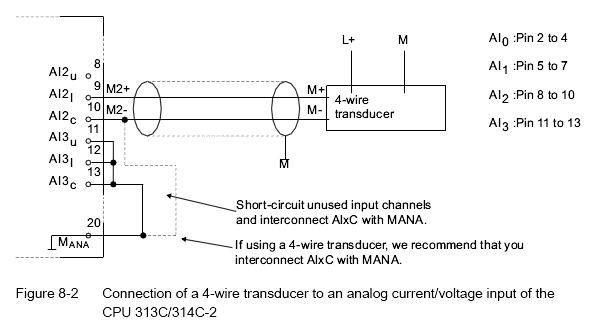
"Azt nem értem, hogy a 10-es pontra a jeladó felől nem tudok kötni semmit mivel onnan csak két mérési jel érkezik amiből csak az egyiket kell felhasználni."
Akkor a távadó áramkimenetének negatív pontja közös a távadó tápfeszültségének negatív pontjával.
Ebben az esetben a távadó tápfeszültségének negatív pontját, a CPU analóg bemenetének 10-es pontját és a 20-as pontját (MANA) közösíteni kell."De nem találtam a 2 vagy 4 vezetékes mérési módra vonatkozó beállítást."
Azt a huzalozás dönti el.
"Az analóg bemenet címe PEW274 az analóg kimenet pedig PAW304."
Mondjuk így ezzel semmire nem megyek, mert nem tudom mire állítottad be a kezdőcímeket :-)
De ha system default és nem állítottad, akkor a CPU314C-nél az AI-k 752-es kezdőcímet kapnak!"A méréshatár alatt mit értesz?"
0..20mA, 4...20mA, +/-20mA, +/-10V, 0-10V
-
Szirty
őstag
válasz
kemeny76
#3545
üzenetére
Üdv kemeny76!
Nem teljesen értek minden részletet azzal kapcsolatban mit hova kötöttél, ezért csak annyit tehetek hogy iderakom hogy kell bekötni:
A 4-20mA-es jeladó tehát 4 vezetékes. Akkor azt a CPU analóg bemenetére így kell bekötni:
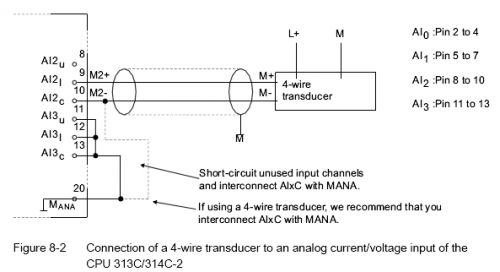
"A kártya analóg bekötési rajza szerint a 10-9-es pontokat kell használni én a 9-es pontra kötöttem a szonda által kiadott mért jelet és a 10-es pontra a kártya M+-t kötöttem."
Az úgy nem lesz jó, a 10-es pont negatív!
Az is meglepő, hogy a CPU analóg bemenetén mért jel hogyan függ össze egy teljesen másik modul kimenetére kötött eszköz jelenlétével. Szerintem valami zárlat lehet.
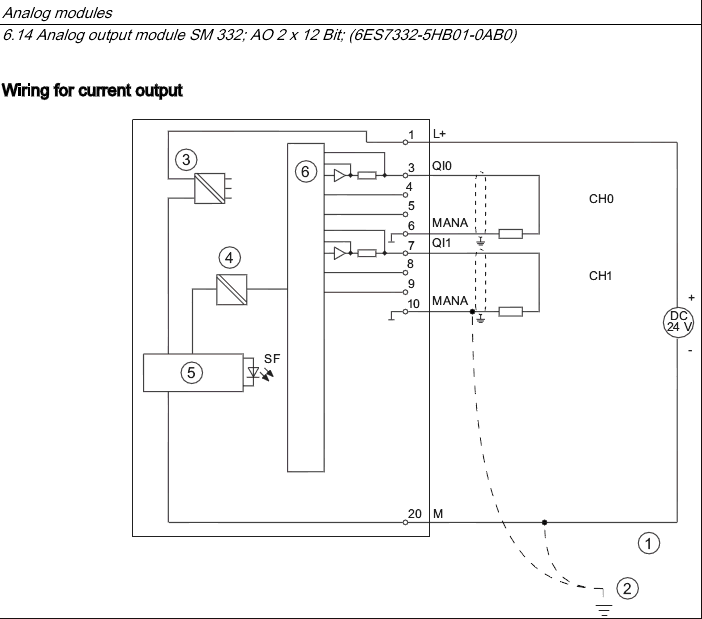
Az 5HB01-et így kell bekötni 4-20mA esetén:
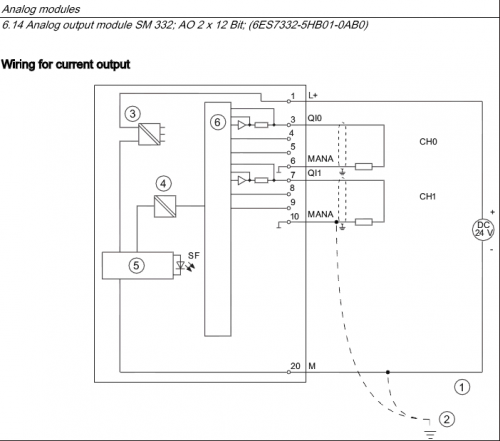
Bár azt nem közölted, hogy a frekvenciaváltó milyen analóg jellel működik (fesz vagy áram jel)!
Milyen címeket olvasol?HW configban megfelelően beállítottad a be és kimenetek típusát, méréshatárát?
Rajzold le pontosan mit hova kötöttél! -
Szirty
őstag
Helló rsf!
"Pedig most kérés felém, hogy a gráf lépéseket jmp-vel csináljam meg létrában. Mert náluk az a szokás."
Pedig annál sincs szükség ugrásokra ha az ember létrában kénytelen szekvenciális programot írni.
"Kár ezen vitatkozni. Izlések és pofonok."
Én nem vitatkoztam. Tény amit írtam. :-)
-
Szirty
őstag
Helló rsf!
"Miért? Az átugrott rung-ok ilyenkor nincsenek kiértékelve ergó gyorsabb a scan."
Én tisztában vagyok vele mit csinál a JMP.
Létradiagramban azért gusztustalan, mert ellenkezik az alap koncepcióval. Lehet rakni, de kerülni kell. Rontja az olvashatóságot. Olyan mint pascal-ban a GoTo! Eretnekség :-) Egyébként általában nincs is rá szükség."JMP-t STL-ben elég sűrűn láttam"
STL-ben alap.
Azért mert STL-ben van, még ne tegyük létrába. A kettő nem függ össze, nem is értem miért hoztad fel. -
Szirty
őstag
Helló rsf!
Lehet helyettesíteni NOT - JMP párossal.
Amire nyilván azt írod majd, hogy sok PLC-ben nincs NOT. :-)
Ha azt akarod hogy minden PLC-n alkalmazható legyen, akkor kizárólag OR, NOR, AND, NAND (OR, OR NOT, AND, AND NOT) utasításokkal operálhatsz.Az elbírálás szubjektív. Összességében lehet hogy frappánsan rövid a JMP-s megoldás, de létrában a JMP meglehetősen gusztustalan dolog és ha csak lehet nagyon messzire el kell kerülni.
-
Szirty
őstag
Helló rsf!
Nem tudom mire megy ki a játék, de álljon itt néhány "alternatív" megoldás is:
Itt az I0.1 kapcsolja ki/be a Q0.1 kimenetet.

Itt szintén az I0.1 kapcsolja ki/be de a Q0.2 kimenetet (egy programba helyeztem a példákat ezért adtam más kimeneti címet mindegyiknek).
Az eltérés az előzőhöz képest az, hogy a második példa nem használja a -(P)- felfutó él impulzus képző utasítást.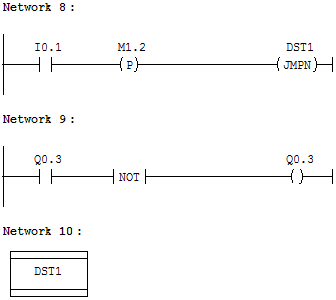
Itt I0.1 kapcsolja ki/be a Q0.3 kimenetet.
A fenti módszer STL-ben. Az I0.1 kapcsolja ki/be a Q0.4 kimenetet.
Számlálóval, AND/XOR műveletekkel, összehasonlításokkal stb stb is meg lehet valósítani, nem akartam végletekig fokozni...
-
Szirty
őstag
Helló rsf!
"Funkcióblokk természetesen nem ér."
Hmm. Az miért természetes?
Fel vagy lefutó élre kell kapcsolni, vagy mindegy?
Számláló használható-e? Mert hogy azzal is megoldható!
Néhány PLC tud fel vagy lefutó élre 1 scan time impulzust generáló utasítást. Az használható vagy nem?
Ha igen az már PLC specifikussá teszi! -
Szirty
őstag
Helló rsf!
"...a legegyszerűbb és legfrappánsabb megoldását az alábbi feladatnak:"
Milyen szempontból kell egyszerűnek lennie? Illetve mit értesz pontosan egyszerűség alatt?
A legkisebb végrehajtási idő?
A legkevesebb utasítás?
A legkisebb memória felhasználás?
A legkevesebb segédváltozó?
A legkisebb (legrövidebb) network?
A legérthetőbb kód?
Milyen PLC-n fusson?
Szabad-e funkcióblokkot használni?
Szabad-e PLC specifikus vagy gyári beépített függvényt használni?
Milyen programozási nyelven kell megoldani?
Ha magas szintű nyelv is lehet, melyiknek kell "egyszerűnek" lennie? A generált kódnak vagy a forrásprogramnak?Pl. SCL-ben egy ilyen egyszerű feladat egyetlen sor. De a compiler ennél kicsit érthetetlenebb és hosszabb tárgykódot generál belőle.
Vagy írok egy funkcióblokkot aztán meghívom létrában. Ez egy "érintkező" lesz, meg egy téglalap.van annál egyszerűbb?Egy ilyen "kiírás" eredménye elég egyoldalúan bírálható el, mert mindig írhatod azt, hogy "nem arra gondoltam"...
Szóval ez magas labda.
-
Szirty
őstag
válasz
 attis71
#3503
üzenetére
attis71
#3503
üzenetére
Hi attis71!
Bocs hogy elapróztam a választ...
Vagy használsz külső analóg multiplexert.
Ilyen pl. a Phoenix Contact Mini analog multiplexere (2811815 MINI MCR-SL-MUX-V8-FLK 16):
Az persze nem biztos hogy egy bemenethez ez a megoldás megéri.
-
Szirty
őstag
válasz
attis71
#3503
üzenetére
Helló attis71!
Főleg hogy két vezetékes a mérés, tehát a távadó a saját tápfeszültségét a mérőáramból nyeri. Az átkapcsolgatás tehát azzal járna, hogy a távadó tápellátását is ki-be kapcsolgatnád néhány másodpercenként.
Ez egyrészt azzal a következménnyel járna, hogy a kapcsolgatás miatt a mérés amúgy is lassú lenne, de még minden bekapcsolás után várni is kellene mire a távadó észhez tér.
Másrészt nem biztos hogy sokáig élne ilyen mostoha körülmények között. -
Szirty
őstag
válasz
 Ghummmy
#3493
üzenetére
Ghummmy
#3493
üzenetére
Helló Ghummmy!
"Viszont az egyik tulaj kérte azt, hogy ő szeretné látni, hogy mikor miért állnak a gépek."
Alapvetően az szokta okozni a problémát a felsővezetés és a termelés közötti kommunikációban, hogy haloványlila dunsztjuk sincs arról hogyan működnek a gépek. Ez persze nem baj, mert nekik nem kell ehhez érteni. A baj akkor van, amikor beleavatkoznak vagy épp "kívánság műsor" alakul ki.
Olyan műszaki megoldásokat találnak ki, hogy sokszor a problémát sem tudom elképzelni amire szerintük az a megoldás. Azt sem tudják mit kérnek, de pozíciójukból fakadóan végigviszik ha akarják. Ebből meg az lesz, hogy amikor elkészül amit kértek, akkor: "én nem erre gondoltam" :-)"Ennek ellenére a gépeink 150%-on mennek, megállás csak akkor ha már a tönkrement alkatrész végképp megállította a gépet. Amíg eldöcög vele addig nem nagyon nyúlhatunk hozzá, mert nincs tartalék alkatrész. ha tönkrement akkor tákolás, és esetleg új rendelése."
Ismét: Üdv a klubban! :-) Mindenhol ez megy. De van ahol már a 160%-ot döngetik. Ráadásul milliókat költünk néhány ezer Ft megspórolására.
Nem állunk meg csak mert egy csapágy nagyon zörög! Nem cseréljük ki, az 10 per állásidő lenne!
Hajtjuk tovább aztán másnap beáll mint a gerely, már nem kell megállítani, magától áll meg. De most már nem 10 percig, mert a csapágy elvesztette a golyókat, a tengely átmérője a felére kopott és szétgyakta a csapágyházat is. De új tengely nincs, esztergálni kell, ám az esztergályos szabadságon van. Csapágyház sincs venni kell, de hát szombaton éjjel az annyira nem egyszerű ugye... Így a sor áll 10 perc helyett 6 órát."...szólnak a gépháznak, hogy gond van. Ha kedvük van akkor megnézik"
"Erre lenne jó a teljes feladat, mert ebben megoldhatóvá tudnám tenni, hogy az ilyen "gépek" is figyelve legyenek és a műhelyben azonnal látszik, hogy hol szállt el egy ventilátor,"
...és ha kedvük van, akkor megnézik... :-))
Erről beszéltem. Emberi tényező. Teljesen mindegy milyen módon jut el az emberhez egy információ, ha leszarja :-)"5-pl egy csomagológép leállhat olyan egyszerű hiba miatt, hogy elfogyott a fólia vagy a nyomtató szalag, amihez csak pl a nyomtató szalagot kell vinni"
Ezen csak részben lehet így segíteni. Mindig lesz olyan hiba illetve leállási ok, amit a rendszer nem fed le.
Az hogy a gépkezelő nem olvassa el az üzenetet amit a gép kiír ezért bevezeted a műhelybe, kézenfekvőnek tűnik. De ott majd a karbantartó nem olvassa el. Hidd el ez így működik. Ez ellen lehet és kell is harcolni, de nagyon-nagyon nehéz. Egyszerűen nem győzhetsz :-)Természetesen tégy ahogy jónak látod, mi szakmailag támogatni fogunk ha tudunk. Amit leírtam neked kell megtapasztalnod... hiszen messziről jött ember (itt most én) azt mond, amit akar :-)
-
Szirty
őstag
válasz
Ghummmy
#3491
üzenetére
Helló Ghummmy!
Huh! Hát erre nem nagyon tudok egyszerű és rövid választ adni. Olyat se nagyon ami teljesen pozitív.
Azt gondolom, hogy az egész ötlet amit leírtál komoly szakmai feladat annak aki most ismerkedik a PLC-vel. Szerintem kisebb lépésekkel kellene közelíteni.
A másik (sokkal nagyobb) gond, hogy az ilyen megoldások (még ha mégoly ígéretesek is) a gyakorlatban születésük előtt halálra vannak ítélve!Sajnos azt kell mondjam, hogy a cég felsővezetését nem fogja érdekelni hogy melyik hőkioldó oldott ki vagy melyik kismegszakító kapcsolódott le ami a gép leállását okozta. Őket a gazdasági szempontok érdeklik, a profit, a termelékenység, stb. és nem a műszaki problémák.
A karbantartó meg odamegy, kinyitja a vezérlő szekrényt és látja melyik motorvédő kapcsolt le, nem biztos hogy ki kell írni neki a képernyőre. Ez az én tapasztalatom, de nyilván a szempontok és a gépek is igen sokfélék.
Nálunk is üzemel sok gép. Ezek nem régi fejlesztésűek, így mindegyiket PLC vezérli, amiken van ethernet is, és csatlakoznak egy központi hálózathoz. A cégen belül bármelyik hálózathoz hozzáférő számítógép elméletileg képes bármelyik PLC-ből bármilyen adatot kinyerni ami annak működése során jön létre. Ez gépenként is gigantikus mennyiségű adat, ami a másodperc tört része alatt a gépek működése során folyamatosan változik. Ráadásul sok gép van (gépenként több ezer I/O pontról van szó).
Mi érdekli ebből az elképesztően sok információból a cégvezetést? Hát az hogy mennyi a műszakonkénti állás idő, üzem idő és a késztermék darabszám. :-)
Ha az kevés, akkor jön a kérdés hogy mért? De azt a PLC nem fogja nekik megmondani :-) -
Szirty
őstag
válasz
Ghummmy
#3489
üzenetére
Helló Ghummmy!
Üdv a klubban! :-)
Kérdezz nyugodtan ha van kérdés. Nem baj ha hülyeségnek gondolod. Ha okosan teszed fel a kérdést, arra szívesen válaszolnak!Az automatizálás és a PLC téma eléggé szerteágazó a sok gyártó, a sokféle feladat és megvalósítás miatt.
Ezért kénytelen mindenki specializálódni valamilyen mértékben. Emiatt ha valaki nagyon jól ismeri az AB vezérlőket, nem biztos hogy tud segíteni pl. Siemens vezérlőkkel kapcsolatban és viszont.
De hát arra jó a fórum, hogy ha akad valaki aki tudja a választ akkor az megírja. -
Szirty
őstag
válasz
 levelko
#3484
üzenetére
levelko
#3484
üzenetére
Helló levelko!
Itt is megteheted. Megnyitod a symbol editort és exportálod a szimbólumokat. Aztán a másik projectben is megnyitod és importálod őket.
Vagy mindkettőt egyszerre megnyitod és copy-paste módszerrel átmásolod mindet.Ez azonban a DB blokkokban lévő szimbólumokat és a program blokkokban lévő lokális változóneveket nem támasztja fel, mert azok nem a szimbólum táblában vannak!
De az I/O-k, merkerek, és blokk nevek meglesznek. -
Szirty
őstag
válasz
levelko
#3481
üzenetére
Helló levelko!
Én sem értem teljesen mi is a kérdés.
Ha megvan a forrásprogram szimbólum nevekkel és kommentekkel, akkor az látszik akár monitorozol (online nézed) akár nem. Feltéve hogy bekapcsoltad a megjelenítésüket.
Ha nincs forrás és a PLC-ből töltötted át a programot, vagy közvetlenül online nézed, akkor nem lesznek szimbólum nevek, mert honnan lennének?Ha az a gond, hogy van egy forrás, de az nem egyezik a PLC-ben lévővel, vagy két külön nem egyező projected van amelyikből az egyik tartalmaz szimbólumokat, de nem aktuális, a másik nem tartalmaz de aktuális, akkor több lehetőséged van arra, hogy legyen egy szimbólumokat tartalmazó aktuális programod, de inkább te írd le mire vagy kíváncsi mint hogy én soroljam fel teljesen fölöslegesen az összes lehetőséget amire aztán azt írod hogy nem arra gondoltál :-)
-
Szirty
őstag
válasz
redon13
#3477
üzenetére
Helló redon13!
Gondoltam hogy nincs ilyened, én csak válaszoltam a kérdésere, ami kb. úgy szólt, hogy lehet-e laptop (számítógép) nélkül törölni a programot és kimeneteket próbálni. :-)
Régi cucc igen. Az Omronra jellemző volt ez a programozó konzolos megoldás a kezdetektől fogva.
Nagyon sok előnnyel jár ha valaki megtanulja használni. Nálunk is volt ilyen (nem is egy) a gyárban.
Nagyon gyorsan lehet vele hibát keresni, timer értékeket átírni, belső változókat, állapotokat átállítani vagy megnézni, és kisebb programmódosításokat végezni. És hordozható is.
Nem kell laptop, nem kell megvárni amíg a windows bootol, program elindul stb.Ma már csökkent a jelentősége. Most hogy a PLC-k nem ritkán hálózatban vannak és így akár az irodából is lehet hibát keresni illetve hogy sok PLC-n kijelző (HMI) gyanánt PC is van, azzal elvégezhető ez a feladat és szintén kéznél van.
-
-
Szirty
őstag
válasz
 Szabest
#3468
üzenetére
Szabest
#3468
üzenetére
Helló Szabest!
Ebben sajnos nem tudok segíteni, ethernetes CP-vel nem volt dolgom még.
Van leírás biztosan, a Siemens technical forum-on érdemes szétnézni, onnan kiindulni.Egyszer már próbáltam utalni rá, kérdeztelek is, de nem válaszoltál! Jól nézd meg mit hogyan csinálsz, mert a sok kapcsolat miatt hamar kifuthatsz az erőforrásokból. A PLC nem tud végtelen sok kapcsolatot tartani egyszerre. Pl. ha azt akarod, hogy az egyik PLC kommunikáljon a többi 25-el, ebbe a korlátba biztosan belefutsz. Ilyenkor azt a megoldást kell választani, hogy felépíted és bontod a kapcsolatokat. Ez viszont nem tezs lehetővé túl gyors adatcserét stb, stb...
-
-
Szirty
őstag
válasz
Szabest
#3464
üzenetére
Helló Szabest!
Az okéra nem jön ilyen ablak.
Nálad van a labda ezzel így én semmit nem tudok kezdeni.Nálad az információ és a harapófogó kézenfogva járnak :-)
Mindig az az érzésem, mint ha semmilyen erőfeszítést nem lennél hajlandó tenni a problémád megoldása érdekében. Ez nekem nagyon nem szimpatikus.
Sajnálom, ez van! -
Szirty
őstag
Helló w3dzz!
"Ennek így működnie kellene?"
Természetesen. Minden program csinál valamit (már ha a működés alatt ezt érted) amiben vannak utasítások és futtatja valami.
A probléma ott szokott lenni, hogy nem azt csinálja és nem úgy működik ahogy szeretnéd. A programodat pontosan közölted, de hogy mit vársz tőle azt alig. -
Szirty
őstag
Helló w3dzz!
Nos akkor használhatod a *DM indirekt címzési módot. Példa:
MOV(021) DM0 *DM1
Ez a DM0 tartalmát Arra a DM címre másolja, amelyik címe megegyezik a DM1 tartalmával. Ha tehát a DM1-ben 4 van, akkor a DM0-át a DM4-re másolja.
A DR nem tudom mi, az index regiszter (IR) meg valószínűleg felejtős CP1E-nél. -
Szirty
őstag
Helló w3dzz!
Szerintem az a legegyszerűbb, hogy a timerrel "párhuzamosan" teszel egy MOVE-ot is, ami a timer PV (present value) értékét folyamatosan mozgatja egy változóba.
A MOVE legyen a timer "előtt". Amint a move feltétele a timer feltételével együtt megszűnik abbahagyja a másolást és a célváltozóban "befagy" a timer akkori értéke amikor a feltétele megszűnt.Indirekt címzés ide nem kell. Vagy nem tudom miért említetted.
-
Szirty
őstag
válasz
byte-by
#3433
üzenetére
Helló byte-by!
"FONTOS ! a cancel nem egyenlő a force off-al.tehát ha force on volt egy biten és az 1-ben van, Te utána cancel-t nyomsz rá, vagy cancel all forces-t ,akkor a bit megtartja a force on-olt értékét és 1-ben marad.
az lesz az alapértéke, amíg nem változtatsz rajta. ez fordítva is igaz, ha force off-oltál valamit , cancel esetén csak a force tényét törlöd, a bit marad 0 ."Szeretnék pár dolgot kiegészítésként hozzáfűzni.
Kétféleképpen lehet bitet egy bizonyos állapotba helyezni, annak egyik módja a force ON és force OFF, a másik az ON és az OFF.
Egy bit állapotának megváltoztatására azért van kétféle lehetőség, hogy feloldható legyen az alábbi ellentmondás:Pl. egy bemenet bitjének állapotát a fizikai bemenet tényleges állapota minden ciklusban felülírja ezért nincs látható hatása egy ON vagy OFF átbillentésnek. Ugyanez a helyzet akkor is, ha egy bit nem bemenet hanem olyan, amit a program minden ciklusban ír. Töröl vagy beállít. De ha egy RS tároló bitjét billentjük át (KEEP), amit a program éppen nem ír (sem a SET sem pedig a RESET ágának feltétele nem teljesül) akkor azt ON vagy OFF funkció probléma nélkül átbillenti és a bit úgy is marad, amíg a program másként nem "akarja".
Ellenben a force kényszeríti a bitet az általunk kívánt állapotba. A Force OFF törli, attól teljesen függetlenül,hogy bemenet vagy nem, és hogy a programban mi milyen állapotba írja. Az a bit 0 lesz ha törik, ha szakad.
A Force ON ugyanezt teszi csak 1 állapotot ír bele.
A Force cancel ezt a kényszerítést oldja fel, kiadása után a bit állapota úgy változik, ahogy a program akarja. De emiatt nem mondanám, hogy továbbra is úgy marad az a bit.Tehát a különbség a kettő között az hogy vagy fixen lebetonozzuk vagy csak belerugunk egyet.
-
Szirty
őstag
Üdv Onishi!
Én eddig csak kétszer futottam bele ilyenbe. Egyszer egy Siemens LOGO-nál, ott az volt a gond, hogy túl nagy feladatot kapott a régi változat (első darabok közül) pedig nem volt bővében az erőforrásoknak. Elfogytak a belső változók.
A második eset egy Omron C120 volt, ahol a program memória fogyott el az évek során történt bővítgetések miatt.
Mind a két esetben a program egyszerűsítésével lett megoldva a probléma.Nagyon ritka egyébként. Gyakoribb, hogy a feldolgozási sebesség "fogy el". Tehát túl nagyra nő a ciklus idő. Ilyenkor is lehet megoldás a program egyszerűsítése, de olyankor sokszor jobb a PLC-t cserélni.
Itt egy konkrét példa a gyakorlatból:
Siemens S7-300 CPU 319-3 PN/DP
2 db Profibusz hálózat, A profibuszokon 40 db SEW szinkron servó, 22 db frekvenciaváltó.
1 db Interbus hálózat, azon 800 db digitális ki és bemenet.
1 db ethernet hálózat, azon 2 db operátor panel és a többi PLC +1 Oracle szerverA teljes program STL-be visszafordítva 109764 programsor, a DB blokkok és UDT-k STL forrása 96505 sor.
A CPU-ban 8 MB memória van. Ebből 7717752 byte szabad. (8%-os kihasználtság)
Work memory total: 1433600 ebből 942026 byte szabad (34%-os kihasználtság)
A ciklus idő 17ms (min 14, max 21) -
Szirty
őstag
Helló rsf!
"Nekem az a tapasztalatom, hogy ha leszakad egy DP akkor a BF led világít nem az SF majd ha visszaáll a kapcsolat akkor az el is alszik és lesz róla egy bejegyzés a bufferben."
Ha leszakad egy eszköz, akkor az SF LED világít, a BF led pedig villog!
A bufferben nem egy, hanem két bejegyzés lesz. 1. amikor leszakad és egy maikor visszatér! (incoming event, outgoung event, asynchronous error, lásd korábban)
Mindkét LED elalszik a kapcsolat visszaállásakor, feltéve, hogy egyéb hiba nem keletkezett közben. Pontosan ilyen egyéb hiba az, amikor a program hibakezelés híján nem foglalkozik azzal hogy egy eszköz leszakad és írni vagy olvasni akarja a hozzá tartozó, de abban a pillanatban nem elérhető címet! A második hiba az első következményeként jön létre."Szóval az az én problémám, hogy én még nem láttam olyat , hogy világít a piros és a logban több hónapos a legutóbbi hiba. Én eddig úgy tudtam, hogyha világit az SF led akkor egy jelenleg is fennáló hiba van."
Nem. Ez nem is lenne lehetséges már ha logikusan végig gondolod.
Mert hogyan lehetne egy periféria cím elérésének sikertelensége fennálló hiba?
Fut a program megpróbálja pl. írni, nem sikerül, ez egy hiba. Ez nem áll fenn, ez csak egy "pillanatnyi" trigger esemény. Hogy a legközelebbi kísérlet milyen eredménnyel jár, azt előre nem lehet tudni csak amikor újra megpróbálja.
Nyilvánvaló okokból a rendszer nem fogja nyilvántartani az összes címet egyenként, hogy mikor melyiket sikerült legutóbb tévesen írnia vagy olvasnia a programnak, hogy ennek alapján jelezze ki hogy a legutóbbi kísérlet minden egyes címnél sikeres volt-e vagy sem.Egyszerűen bekapcsolja az SF LED-et 3 másopdpercre. Egyes CPU-knál meg a következő restartig. Jelezve ezzel hogy a programban hiba van. Ezzel a hibajelző LED ellátta a feladatát.
Azon vitatkozhatunk estig, hogy melyik jobb. Ha úgy marad vagy az hogy 3 másodpercig világít.Mind a két megoldás logikus érvekkel indokolható. -
Szirty
őstag
Helló rsf!
"Irigylem azokat akik olyan szerencsések voltak, hogy siemens PLC-vel találkoztak először az életükben."
Nem tudom számít-e, én pl. Omron PLC-vel találkoztam először.
Omron C120, C500, C200H, C1000, CQM1, CQM1H, CPM1, CJ1, CP1E sorrendben kb. Utána Siemens S5 jött, amivel a mai napig nem vagyunk nagy haverok, de ezt elsősorban a STEP5-nek "köszönheti".








































Új hozzászólás Aktív témák
- Xiaomi 17 Ultra - jó az optikája
- Háremet tartana az adattárolókból a Chieftec letisztult dizájnú háza
- Melyik tápegységet vegyem?
- Meghozta az első, memórapánikból eredő áremelését az NVIDIA
- Tesla topik
- AMD Navi Radeon™ RX 9xxx sorozat
- Gyúrósok ide!
- GoodSpeed: Daikin FTXF35E / RXF35F Sensira 3,3 kW Inverteres klíma - a Sztori
- Projektor topic
- Path of Exile (ARPG)
- További aktív témák...
- LOQ 15AHP9 15.6" FHD IPS Ryzen 5 8645HS RTX 4050 16GB 512GB NVMe magyar vbill gar
- Asus rog fx506h
- Thinkpad X13 Gen4 13.3" FHD+ IPS i7-1365U 16GB 256GB NVMe ujjlolv gar
- Apple MacBook Air M1 13.3 - 8GB/256GB - Asztroszürke - MAGYAR - 226 Ciklus - 88% akku -
- HP Elitebook 840 G4,14",HD,i5-7300U,8GB DDR4,256GB SSD,WIN11
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest