Új hozzászólás Aktív témák
-

Szirty
őstag
-
Szirty
őstag
válasz
 byte-by
#5916
üzenetére
byte-by
#5916
üzenetére
Helló byte-by!
"én a range-t sem használnám mert ha a kezelőknek nincs információjuk róla, és ha a range-n kívüli értéket írnak be semmi nem történik, vagy épp nulla lesz(ez nem valószínű)"
Dehogy lesz nulla! A tartományom kívüli értéket nem fogadja el és egy felbukkanó üzenetben jelzi hogy amit beírt az meghaladja ezt meg ezt a tartományt (kiírja konkrétan mennyit lehet beírni).
"vagy ne történjen semmi, esetleg figyelmeztetés.
a hmi-n én ki szoktam írni mennyi lehet a min. meg a max. sima text-el. pl az I/O field fölé vagy akárhová."Egyszer majd próbáld ki!
Ez sem fogadja el a tartományon kívüli értéket. Az érték beírása közben pedig kiírja az input field fölé hogy milyen tartomány adható meg.
Alapból tudja. Ritkán kell ennél jobb (szerintem). -
Szirty
őstag
"sak a legvégső lépcső, amikor a PLC nyelvére lefordított kódot írja meg az ember. Az utolsó fázist ha tehetném, szívesen átruháznám másra, mert az már a feladat "kulimunka" része"
Érdekes...
Én ezt tartom a legkreatívabb résznek ez a legkevésbé kuli munka ez igényli a legtöbb tudást, tehetséget és tapasztalatot. -
Szirty
őstag
válasz
 industry
#5898
üzenetére
industry
#5898
üzenetére
Helló industry!
Ha pontosan tudod mi az és érdekel a dolog, akkor igen. Véleményem szerint ez a két lényeges dolog ami alapján el kell dönteni.
"Diploma nélkül mennyire van értelme erre az útra lépni?(nincs sem pneumatikai, sem hidraulikai sem mechatronika végzettségem)"
Nekem sincs diplomám és professzor sem vagyok. Egyszerűen érdekelt ez a dolog és volt lehetőségem meglehetősen behatóan foglalkozni a témával.
Mielőtt félreértené valaki innentől nem magamról "beszélek":
Azt gondolom, hogy ahhoz hogy az ember "használható" szakemberré váljon kell tehetség, sok-sok idő és nagyon sok kitartás, sok kudarc és siker. Ezt pedig az tudja adni akiben van egy csipetnyi fanatizmus is. Ez kell egyébként (szerintem) minden más szakmában is ahhoz hogy az ember nagyon jól és örömmel tudja csinálni. Ha ez nincs, akkor megette a fene az egészet és favágássá válik."Nincs még valami utóda a plc-nek ami egyszerűbben programozható, paraméterezhető?"
Ennek a kérdésednek nincs sok értelme. A PLC az eszköz megnevezése, nem egy minőségi szint.
Olyan mint ha azt kérdeznéd van-e az autónak utódja.Egyszerűbben? Szerintem bármelyik programozható egyszerűen. Ha eljátszod a szükséges alap "szertartásokat" (HW konfig összeállítása pl) onnantól 3-4 utasítással is dolgozhatsz ngyon egyszerű programokat felépítve. Ehhez nem kell terepi buszt ismerni vagy programozni vagy akár csak gondolni rá.
A PLC lényege éppen az hogy a lehető legegyszerűbben lehessen velük megoldania feladatot.Azt sem szabad elfelejteni, hogy ugyanakkor sokoldalú kell hogy legyen, mert szinte nincs is az iparban két teljesen azonos feladat és eszközök ezrei léteznek amikhez köze lehet.
Valami vagy egyszerű, (de akkor a lehetőségei erősen korlátozottak) vagy összetett (de akkor sokrétű, univerzális).
Jó példa erre a frekvenciaváltó. Minek annyi paraméter? Legyen elég a fel és lefutó rámpa, az elérendő sebesség és egy start jel kelljen neki más minek?
De akkor hogy teszünk rá kisebb vagy nagyobb motort? Hogyan használjuk szivattyúhoz, vagy emelőgéphez, vagy fékmotorhoz? Hogyan fékezzük a motort egyenárammal, vagy hogyan állítsuk meg szabadonfutással? Ha ilyen lenne a frekvenciaváltó, akkor minden feladatra külön típust kellene gyártani amelyek nem csereszabatosak egymással. -
Szirty
őstag
válasz
 mrlecso10
#5888
üzenetére
mrlecso10
#5888
üzenetére
Helló mrlecso10!
" PL: kapcsoló 0.00 akor ezt beírhatom a kijelző programjába a címzéshez vagy valami belső segéd relét kell alkalmazni?"
Na itt a baj! :-)
Természetesen belső változót kell alkalmazni a HMI gombokra és nem ugyanazt a címet beírni neki amin a fizikai gombok vannak!
Gondold csak el ha ugyanazt a címet írod be: ha nyomod a HMI gomnot, de nem nyomod fizikai gombot, akkor az egyik szerint az a bit 0 a másik szerint 1 kellene hogy legyen.
Tegyél minden HMI gombra külön belső változót és programban tedd a fizikai bemenetekkel párhuzamosan.
-
Szirty
őstag
Helló tibi-d!
Nem támogatott oprendszer. A Siemens 2015-ös compatibility listájában nem is szerepel Win8 Win8.1 Win10.
Ettől még lehet hogy fut, ki kell próbálni.
Mindenképpen a Micro/Win V4.0 SP9 változattal tegyél próbát, mert a lista szerint az támogatja a Win7 sok változatát, beleértve a 32 és 64 biteseket is.
Konkrétan:Enterprise (32-Bit)
Enterprise (32-Bit) SP1
Enterprise (64-Bit)
Enterprise (64-Bit) SP1
Home Premium (32-Bit)
Home Premium (32-Bit) SP1
Home Premium (64-Bit)
Home Premium (64-Bit) SP1
Professional (32-Bit)
Professional (32-Bit) SP1
Professional (64-Bit)
Professional (64-Bit) SP1
Ultimate (32-Bit)
Ultimate (32-Bit) SP1
Ultimate (64-Bit)
Ultimate (64-Bit) SP1 -
#5880
Szirty
őstag
TotoThomas
#5879
Szirty
őstag
válasz
 TotoThomas
#5879
üzenetére
TotoThomas
#5879
üzenetére
Üdv!
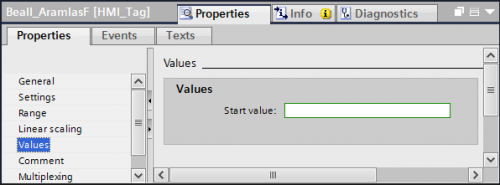
"de ugye újrainduláskor hiába, a nulla értéket fogja kapni a kijelzőről."
Vedd ki a TAG beállításainál a Start Value mellől az értéket (hagyd üresen a mezőt):
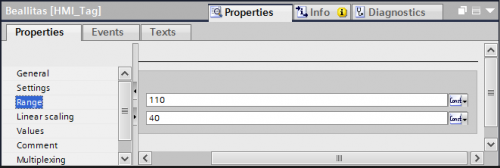
"Azt lehet e állítani, hogy pl ha én nem akarok csak 40 és 110 közötti értéket álíltani"
A TAG beállításainál a Range beállítás Minimum és Maximum mezőjét (jobb oldalon) állítsd Constant-ra és írd be a mezőbe a kívánt határértékeket:
-
Szirty
őstag
A DB változó tartalma nem lesz határozatlan. Az inital value értéket kapja minden változó amikor először feltöltöd a PLC-re. Illetve amikor változót adsz hozzá a DB blokkhoz, akkor az újonnan hozzáadott változó az init value-t kapja.
Abban a CPU típusban amelyikben van nem retentív DB, bekapcsoláskor nem tudom milyen értéket vesznek fel a változók, de szerintem nullát.
-
Szirty
őstag
Szerintem minden dokumentáció beszerezhető mindenféle herkentyűjükről.
Legalábbis eddig még sikerült. Azt nem mondom hogy mindig egyszerű volt, de ezt nem a dokumentumok hiánya hanem épp ellenkezőleg a gigantikusan sok dokumentáció okozta, meg az hogy rossz helyen kerestem.Hasonlót tudok mondani omronnal kapcsolatban is, bár ott nagyságrenddel kevesebb automatizálási eszköz van (szerintem) mint a siemensnél.
Legutóbb pl. nem kis nehézséget okozott egy Omron analóg modul doksijának a beszerzése.
Előtte meg omron MX2 frekvenciaváltó pulse train kimenetével gyűlt meg a bajom, ugyanis csak a sokadik doksi és sokadik teszt alapján derült ki, hogy ez a típus nyomatékkal arányos impulzus kimenetén csak PWM formában tud jelet adni, pulse train formában nem, a hozzá kapcsolt PLC bemenet meg csak az utóbbit tudta fogadni, az előbbit nem. Analóg bemenet meg nem volt.
A problémát sikerült megkerülni.Sajnos ilyesmi előfordul.
Nézzük a jó oldalát. Mindkettő gyártó sokkal jobb (szerintem) mint bármelyik olasz cég bármilyen elektronikus herkentyűjének a dokumentálása és a doksihoz való hozzáférés. -
Szirty
őstag
Helló!
Én nem akartam kötekedni, csak szeretném megjegyezni, hogy az S7-300-as sorozaton belül jelentősebb eltérések vannak, nem csak az adatterületek méretében és a CPU sebességében!
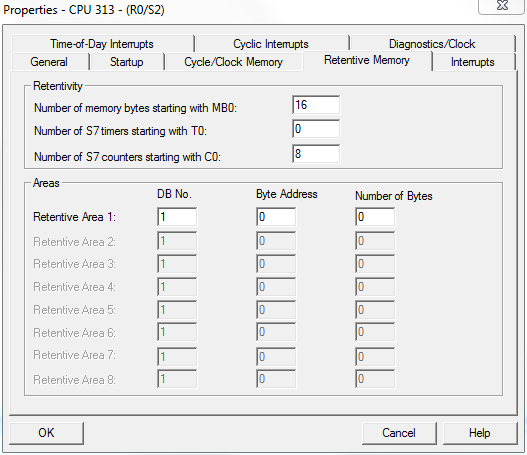
Ráadásul még típuson belül is. Pl. CPU315-ből van vagy kilenc fajta.
Van olyan amelyiknél az összes DB retentív, van amelyiknél neked kell megmondani hogy melyik számú DB melyik kezdőcímétől hány byte adatot szeretnél megőrizni.
Van típus amelyiknél egy ilyen bejegyzés lehet, van amelyiknél 8 különböző DB területet adhatsz így meg.
Tehát még típuson belül is eltérhet a CPU memória koncepciója. Főleg amikor az egyikben RAM+elem van, a másikban meg MMC (flash) kértya.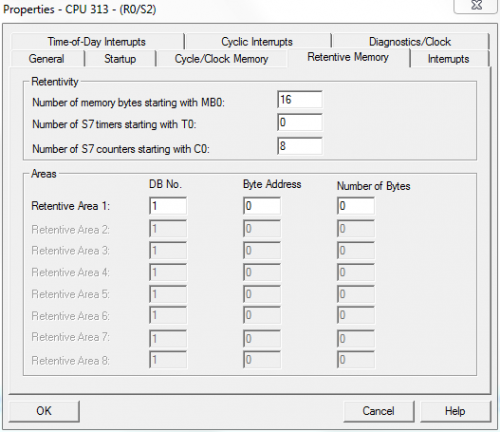
Ezeket a beállításokat a HW konfigban lehet megtenni a CPU tulajdonságainál.
Olyan eltérések is akadnak, hogy nem ugyanannyi run time meter van a CPU-ban, vagy bizonyos rendszerhívásokat nem ismer az egyik típus, másik meg ismeri.A 313-5BF03-0AB0 esetén az összes DB megőrzi a tartalmát kikapcsoláskor.
-
Szirty
őstag
Helló!
"A képváltást hagyd, már rég túl vagyok rajta, köszi."
Pff... :-)
No és megtudhatjuk mindenki okulására (ha már foglalkoztunk valamennyire a témával) hogy mi volt a probléma okozója?"Egy FB-ben kétszer hívok meg egy másik FB-t"
Konkrétan melyik az a programrész? Te tudod, nekem keresni kellene, én nem ismerem a programot (csak kétszer láttam 5 percig).
Persze koránt sem biztos hogy tudok segíteni, vagy hogy elég időt tudok rászánni, de a probléma mindenképp érdekel! -
Szirty
őstag
Helló!
Nálam azzal volt baja (CPU Stop) hogy az IW752 és IW760 címekre azt bökte ki hogy Area length error.
Ha ezeket kiveszem, akkor a HMI-n megjelenik a "nincs üzemmód kép".Ha el akarom onnan váltani a screent, akkor a PLC azonnal visszaváltja a képet erre. Ha a CPU-t leállítom (STOP) akkor nem váltja vissza a képet. a Képváltás PLC-ből tehát itt működik.
Visszajön a screen number areapointerben is az érték (current screen).
Egyelőre többet nem tudok mondani. -
Szirty
őstag
Helló!
Megnéztem, 3 areapointert használsz.
A Coordination-t, amiben a life bit is van (MW118). Ezt a panel írja a bitek ketyegnek ahogy írtad is.
Screen number, ami 5 word méretű MW100-tól kezdve. Nekem az MW102-be annak rendje és módja szerint a panel beírja minden képernyőváltásnál az aktuális screen számát.
Job mailbox. Ezt nem ellenőriztem a PLC program area length error miatt nem fut gondolom az említett BLKMOV miatt, de annyira nem mélyedtem bele.Haladjunk kisebb lépésekkel szerintem.
Job mailbox-szal screent váltani nem épp egyszerű és panelenként eltérő módon kell. Hogyan csinálod és miért ezt a módját választottad a képváltásnak? -
Szirty
őstag
-
Szirty
őstag
Szerintem ebből sokminden kiderülhet: Impulzusok előállítása
Még annak ellenére is, hogy ez nem TIA portal, és abban a -(P)- és -(N)- valamiért épp ellenkezően működik mint Step7-ben ha jól emlékszem (arra majd figyelj oda).
De az elv talán ebből is érthető lesz, mert ugyanaz.Gusi: Este tudom megnézni amit küldtél
-
Szirty
őstag
"Nem értem a kérdésed, mit üzenne a panel?
Semmit nem üzen."Dehogy nem üzen, csak nem tudsz róla, mert nem raktál ki system MSG alarm view-et (bár alapból is kiírja 2 másodpercig az üzeneteket).
A panel mindig üzen, már a bekapcsolás után közli hogy mi a helyzet, sikerült felvenni a kapcsolatot vagy nem, megnyitni az alarm log-ot vagy nem, kiírja ha valamilyen változót deklaráltál neki de azt nem éri el, stb, stb. Igen hasznosak ezek az üzenetek, főleg fejlesztés közben."Tudok küldeni projektet privátba, ha gondolod."
Igen, küldj! Megnézem. Abból talán tudok pontosabb segítséget faragni neked.
De itt fogok válaszolni, nem privátban. -
Szirty
őstag
Helló Gusi!
Hát tudni kéne eddig mit csináltál és azt hogyan.
Mit üzen a panel pl? Az sokszor igen hasznos.
Léteznek-e a panelben hivatkozott címek, van-e olyan DB, van-e benne olyan cím, olyan adattípussal stb, stb, stb?Ennyiből csak messzemenő feltételezések alapján tudok beletippelgetni, de az hosszadalmas lenne,mert valószínűleg sokadikra találom el (ha eltalálom) mi is a konkrét hiba.
Mint ahogy most valószínűleg azt fogod írni hogy igen a DB-k léteznek van a bennük olyan cím stb :-)Szóval adj sokkal több és pontos információt!
-
#5803
Szirty
őstag
TotoThomas
#5802
Szirty
őstag
válasz
TotoThomas
#5802
üzenetére
Helló!
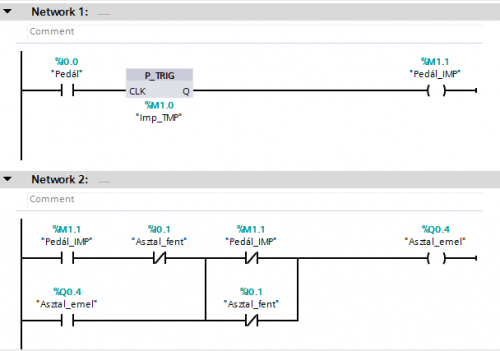
"A pedált élfigyeléssel kezelem, de így sem kerek a dolog."
Próbáld így:
-
Szirty
őstag
Helló fmx!
"Szóval bele se kezdjek anélkül, hogy nemtudom milyen PLCt programozok majd?!"
Belekezdhetsz, az alap elemek azonosak. Tehát egy záró/bontó (NO/NC) kontaktus, vagy kimenet teljesen ugyanolyan mindegyikben. Az ezekből felépíthető logikai hálózat ezért szintén azonos (esetleg némileg eltérő korlátozásokkal).
De a címek, címzésmódok adatterületek már teljesen mások szinte minden gyártónál. De van hogy azonos gyártó másik sorozatánál is.
Pl. S7-nél vannak merkerek, mint belső változók, amiket M betű jelöl. Omronnál nincs M betűs merker, de annál is vannak belső változók többféle is (Pl. HR).
Siemens és sok más PLC megkülönböztet I és Q (bemeneti és kimeneti) adatterületet, az Omronnál ezek együtt vannak egy IO területen. Ezért pl. SIemens-nél lehet Q4.0 című egy kimenet miközben van I4.0 című bemenet is, ezek másik memóriaterületet jelentenek (egyiknél I, másiknál Q így a címük (4.0) lehet azonos.
De Omronnál ez nem lehet.
Az Omron 16 bites címzési módot használ, a Siemens 8 bitest, stb, stbDe pl. a timerek/counterek (időzítők/számlálók) is eltérőek, mind működésük, mind adatformátumuk, paraméterezésük, mind választék tekintetében.
Ha megnézted a korábban linkelt képeket, ezek a különbségek látványosak ott.
A másik különbség a felesztői környezetekben van (a PC szoftver amivel a programot készíted).
Mivel az is gyártónként egyedi, azok között a különbség még nagyobb. Hiába tudod kezelni Step7-et perfekt módon, ha először látsz Omron CX-programmert, nehezen fogsz haladni eleinte, mert teljesen más.Tehát az alapokat el lehet sajátítani bármelyikkel.
De ha később mélyebben bele akarsz mélyedni akkor specializálódni kell, el kell dönteni melyikkel akarsz (vagy kell) foglalkozni. -
Szirty
őstag
Szia fmx!
"Melyik szoftverben a legjobb használni?"
Nos hát milyen szempontok szerint lehet választani?
Ha az egyetlen szempont az hogy melyik gyártó melyik PLC-jének a fejlesztői környezetében könnyű vagy legkönnyebb létradiagramban dolgozni, akkor nagy szerencséd van, ilyen mértékben ritkán adatik meg a választás szabadsága.Mindezt azért jegyzem meg, mert nem tudom tudod-e, de minden gyártónak saját fejlesztői környezete van (kivétel a CodeSYS, ami egy olyan IDE, amit többféle gyártó is használ).
Igaz ugyan hogy a létradiagramra vannak kvázi szabványok, de ezek elég lazák és inkább csak az alap koncepciót határozzák meg. Emiatt az egyes típusok létrái (elsősorban a spec. funkciók és rendszerközeli funkciók esetében) jelentősen eltérnek.Itt láthatsz ezekről egy nem nagyon hasznos, de annál látványosabb összefoglalót képek formájában.
-
Szirty
őstag
válasz
b.gabi33
#5778
üzenetére
"A Plc-re töltött program indítás után leáll, SF világít."
Ilyen esetben az a teendő, hogy amikor online vagy, nyomsz egy Ctrl-D-t. (Vagy PLC -> Diagnostic/setting -> Module Information).
Abban Diagnostic buffer fülön megnézheted miért megy stop-ra a CPU. (Ez a funkció később is nagyon fontos lesz).A leírtak alapján én arra tippelnék, hogy neked a CPU azért áll le, mert nem töltötted rá az FC105-ös blokkot :-).
Amikor a library-ből kihúzol egy DB, FC, vagy FB blokkot, akkor az bele kerül a project blokk listájába. De ezeket ugyanúgy le is kell töltened a PLC-be mint bármelyik blokkot amit te kézzel írsz meg, különben ha meghívod de a PLC-ben nem létezik, akkor a PLC leáll amennyiben nincs benne OB121 (PROG_ERR).
A letöltés alól kivétel az SFC és SFB blokkok, mert azok beépített (built in) blokkok, azokat a PLC rendszere tartalmazza. -
Szirty
őstag
válasz
b.gabi33
#5774
üzenetére
No és melyik library-ból húztad elő azt az FC105-öt? melyik FC105?
S5_CNVRT vagy a SCALE_CONVERET?
Le biztos nem fagyEsetleg elárulhatnád milyen értékek mennek hova. Egy kép az illetékes programrészletről is aranyat érhet!
(Ha nem hat szavas választ vársz, akkor próbáld meg hat szónál kicsit bővebben kifejteni a problémát) -
Szirty
őstag
Helló tibi-d!
"Az "Area Pointers" menüben hozzá kell adni a "Function Key Assign." funkciót. Ehhez kell rendelni egy változót, amit egy TAG-be el kell menteni. Ha ennek a változónak az értékét módosítom a képernyőszámnak megfelelően, akkor átvált a megfelelő képernyőre."
Szerintem összekevertél valamit.
A "Function key Assignment" areapointernek semmi köze nincsen a képernyő váltáshoz vagy a kijelzett kp számához. Abban a panel funkció gombjaihoz vannak bitek hozzárendelve."A képernyőváltás rendesen működik, de a "screen number" változó nem a képernyő számát adja vissza, hanem, ha volt képernyőváltás, bármi volt az előző érték, mindig 1-re vált a változó értéke."
A "Screen number" areapointer 5 szó hosszúságú!!!!

Az első szó benne pont nem a képernyő száma, hanem annak a típusa (rendszer vagy user screen van-e kijelezve).

Ajánlom figyelmedbe ezt az írást...
Meg ezt is...(látom hogy utálod ezeket olvasni, de később gyakran kiderül hogy hasznos lett volna)
-
Szirty
őstag
Nem jártam úgy hogy bármi eltűnt volna ami eredetileg ott volt.
Mindenesetre a dolog több oldalú, mert egyrészt a program blokkok lehetnek sárgák, ha mondjuk safety CPU Safety blokkokat tartalmazó projectjét nyitod meg egy Distributed Safety-t nem tartalmaző Step7-tel.
Ilyenkor minden safety program és adat blokk sárga lesz a blokk listában és nem nyitható meg.Másrészt van az úgy, hogy a hardware configban olyan elemek vannak egy projektnél, amiket az adott PC Step7 konfig nem ismer, de azt kiveszi a projektből.
No meg olyan is van, hogy egy (vagy több) bizonyos HW elemet az adott Step7 verzió nem tud kezelni. Olyankor csak verzió frissítés segít.
Aztán olyan is van, hogy terepi buszos eszközök ismeretlenek a Step7 számára. Olyankor nem használ a HW update, olyankor GSD-t kell letöleni az illető eszközhöz (vagy GSDML-t). -
Szirty
őstag
Milyen adattípusra kell azt nem írtad.
Itt egy, aminek INT a bemenete és REAL a kimenete.
Ha más típusra kell nem nehéz átírni.
Ezt valósítja meg: Out=((In-InMin)*((OutMax-OutMin)/(InMax-InMin)))+OutMin
Az egyik (bemenő) tengely két pontját InMin, InMax, a másik (kimenő) tengely két pontját OutMin és OutMax határozza meg. A bemeneti (skálázandó) értéket az In-ben várja a kimeneti (skálázott) értéket az Out-ba teszi.FUNCTION FC 109 : VOID
TITLE =
//Skálázás
//Az #InMin-#InMax tartományt #OutMin-#OutMax tartományra skálázza
//
//Out=((In-InMin)*((OutMax-OutMin)/(InMax-InMin)))+OutMin
//InRng=InMax-InMin
//OutRng=OutMax-OutMin
//R=OutRng/InRng
//Out=((In-InMin)*R)+OutMin
AUTHOR : Szirty
VERSION : 0.2
VAR_INPUT
In : INT ; //Skálázandó érték
InMin : INT ; //Bemenő tartomány minimuma
InMax : INT ; //Bemenő tartomány maximuma
OutMin : REAL ; //Kimenő tartomány minimuma
OutMax : REAL ; //Kimenő tartomány mximuma
END_VAR
VAR_OUTPUT
Out : REAL ; //Skálázott érték
END_VAR
VAR_TEMP
InRng : REAL ; //Bementi tartomány
R : REAL ; //Szorzó részeredmény
END_VAR
BEGIN
NETWORK
TITLE =
//
//
//
//InRng=InMax-InMin
L #InMin;
ITD ;
DTR ;
L #InMax;
ITD ;
DTR ;
-R ;
T #InRng;
//OutRng=OutMax-OutMin
L #OutMin;
L #OutMax;
-R ;
//R=OutRng/InRng
L #InRng;
/R ;
T #R;
L #In;
L #InMin;
-I ;
ITD ;
DTR ;
L #R;
*R ;
L #OutMin;
+R ;
T #Out;
SET
SAVE
END_FUNCTIONVagy itt van létrában is:
-
Szirty
őstag
Tudomásom szerint nem, de az OSCAT LIB-ben van.
Igaz SCL-ben készült. Itt a forrása:
FUNCTION GRAY_TO_BYTE : BYTE
TITLE = 'GRAY_TO_BYTE'
//
//this function converts a gray code into binary
//
VERSION : '1.0'
AUTHOR : hugo
NAME : GRAY2BY
FAMILY : GATE
VAR_INPUT
IN : BYTE;
END_VAR
BEGIN
GRAY_TO_BYTE := SHR(IN:=IN,N:=4) XOR IN;
GRAY_TO_BYTE := SHR(IN:=GRAY_TO_BYTE,N:=2) XOR GRAY_TO_BYTE;
GRAY_TO_BYTE := SHR(IN:=GRAY_TO_BYTE,N:=1) XOR GRAY_TO_BYTE;
(* revision history
hm 9. nov. 2009 rev 1.0
original version
*)
END_FUNCTION -
Szirty
őstag
Üdv!
Olyan ábrát rajzolsz amilyet akarsz.
De ezt csak külön rajzoló programmal teheted, nem kell feltétlenül a meglévőeket átrajzolgatni.
Annyi a megkötés, hogy 2 színű legyen és BMP formátumú és férjen el a képernyőn.
Közvetlenül a képernyőre rajzolni nem lehet, mert nem tud kört, vonalat poligont stb.Állapotot megjeleníteni ezekkel meg úgy lehet, hogy a láthatóságához rendelsz változót, vagy graphic list-be rakod a grafikákat.
-
Szirty
őstag
válasz
 soldi3r
#5688
üzenetére
soldi3r
#5688
üzenetére
Igen a HMI-k alapvető funkciói közönséges WiFi-n problémamentesen átmennek.
A Siemensnek pl. van kifejezetten vezeték nélküli HMI megoldása, a mobile panel.
A HMI funkciókon kívül lehetséges RFID azonosítás (azzal biztonságosan kiválasztható több gép közül melyiket akarja épp irányítani) illetve biztonsági funkciók is kezel (vészleállítás). Ez azonban már nem alapvető HMI funkció, PROFINET hálózaton valósul meg ami annak ellenére hogy ethernet a fizikai réteghez közeli OSI réteg miatt (nem TCP/IP) közönséges WiFi eszköz nem jó hozzá.De ha nem megyünk ennyire messzire, akkor egy közönséges WiFi access pointtal és egy laptopon futó HMI runtime segítségével lehetséges a munka.
-
Szirty
őstag
Szia KLR!
Én konkrét számot nem mondok. Annyit kell kérni amennyit még éppen hajlandóak fizetni :-) Ez is, mint minden más annyiba kerül amennyiért még megveszik. Persze nyilván arra kell törekedni, hogy az ár korrekt legyen és egyik fél se érezze magát átverve a végén.
Több "módszer" is van erre. Az egyik a program várható méretével számol és annak alapján határozza meg az árat. A másik a PLC I/O a szám és HMI TAG számot veszi alapul, Ft/TAG, Ft/DIO és Ft/AIO alapon.
És van az idő alapú, amikor a várható munkaórák száma alapján kalkulálnak.Mindegyikben van egy jókora "cigányság". Mert ugye a programsorok száma és az I/O száma sem feltétlenül áll arányban a befektetett munka mennyiségével.
Ha nagyon kisarkítjuk, akkor: máshonnan beemelt (nem általunk írt vagy általunk korábban másik projekthez készült) kódrészletek bő lére eresztett program. Sok fölösleges művelettel, stb.
Illetve vannak olyan esetek, amikor az I/O szám kicsi, de a feladat összetett és nehéz. Ez igaz fordítva is.
A befektetett időt alapul venni és egy korrekt óradíjjal számolni jó megoldás, de előre megjósolni ezt sokszor igen nehéz. Komoly tapasztalat kell hozzá és még úgy is közbejöhet valami amivel mellé lehet lőni (és főleg alá nem pedig fölé).A legpontosabb lenne a elkészült munka alapján kalkulálni. De ilyesmit nem sok megrendelő gyomra tudna bevenni.
-
Szirty
őstag
Sajnos nem tudok kulcsra kész megoldással szolgálni, csak ötletet próbáltam adni.
A TIA print screen funkciója nem vágólapra teszi a képet, hanem kinyomtatja.
Ha sikerül feltenni CE-re egy olyan virtual printer drivert ami kép file-ba nyomtat, akkor már létrejön a file.Utána egy CMD file-al lehet vizsgálni az USB jelenlétét és copy-val átrakni a képet. -
Szirty
őstag
"Azoknál a vezérlőknél jól sejtem-e, hogy elég jó arányban van rajtuk egy usb port, felismerik az arra csatlakoztatott pen drive-ot, és képesek fat16 / fat32 filesystem-re log fileokat kiírni a folyamatos működésükről?"
Nem. Ezeken nem USB HOST van. Nem képesek file rendszert kezelni. Legalábbis amiről tudok.
-
Szirty
őstag
Helló coco2!
Én azt tudom mondani, hogy elég változó.
Attól függ hogy mennyire új (modern) a rendszer és mennyire homogén, továbbá hogy mennyire összetett.Vannak üzemek (akár nagyobbak is) ahol önálló gépsorok vannak, amolyan sziget üzemben, ahol az egyes gépek nincsenek közvetlen technológiai kapcsolatban egymással.
Pl. műanyag üzemben, ahol van pohár préselő, meg extruder ami műanyag lemezt állít elő, meg nyomdagép ami a poharakat festi, címkéző stb.Vagy egy megmunkáló gépekkel (szerszámgépekkel) telerakott üzem ahol sok CNC van a legkülönbözőbb fajtákból összerakva. Ilyen pld a Linamar PPM.
Ezek jellemzően nem homogének. Tehát a legkülönbözőbb gyártók leghibiszkuszabb gépei vannak vegyesen az egyikben ilyen, a máikban olyan PLC-vel. Az egyikben profibus, a másikban modbus, a harmadikban ethernet, a negyedikben DeciceNet, az ötödikben CANBus, interbus, stb. Francia, német, spanyol, esetleg amerikai gyártású gépek véletlenszerű sokasága.
Az ilyen úgy alakul ki, hogy a gépeket egyenként vásárolják, mindig valamilyen gazdasági szempont alapján.
Az ilyeneknél szinte soha nincs központi adatgyűjtés, felügyeleti rendszer, SCADA stb. Ilyen rendszerre nem lehetetlen, de rémálom utólag megcsinálni.Aztán vannak "zöld mezős" beruházások, ami egy olyan gyár, ami átfogó tervek alapján épül és az eszközök tekintetében sokkal homogénebb. Pl. csak egy fajta PLC-t használnak egyforma terepi busszal, és előre kidolgozott rendszer terv van a berendezések központi összefogására.
Ilyen pl. egy autó gyár, vegyi üzem vagy erőmű.Kis hazánkban gyakori, hogy használt 10-20 éves német, francia, olasz gépeket vesznek és üzemelnek be.
Ezeknél jó ha kapcsolási rajz van nem hogy központi adatgyűjtés. Örülnek ha sikerül működésre bírni. Némelyikben olyan vezérlővel jön amit 10 éve nem gyártanak és a cég sem létezik amelyik alkotta, nem hogy a programja meglenne.
Szóval szélsőségesnek mondható a helyzet. -
Szirty
őstag
Üdv mindenkinek!
Tudja valaki milyen szoftverrel és kábellel lehet megtámadni egy Berthel ComCon 200 típusú eszközt?
Ez egy operátor panellel egybeépített PLC.Olyasmi mint ami a képen van, csak 200-as.
Annyi köze szemmel láthatóan van a Siemens S5-höz, hogy képes S5-100 perifériák kezelésére. -
Szirty
őstag
Ha látvány elem (mert mi más lehetne) akkor nem biztos hogy a 100% értékhez 100 fázis kell. Elég lehet öt is.
Ez grafikus symbol field-del még nem teljesen reménytelen megoldani ha annyira fontos.De mint az elhangzott, a BASIC panel attól BASIC, hogy igen ostoba és ettől "olcsó". Ezen hogy "olcsó" lehet vitatkozni de nem fogok.
Arra hogy más gyártó legegyszerűbb panelje ezer fázist animál ful HD-ben meg annyit tudok mondani, hogy más gyártóknak is vannak text only kijelzői amiken nem hogy animációt nem lehet elkövetni de nem is grafikus.
Szóval minden relatív...Amikor az ember az egyik gyártó termékeivel dolgozik sokat, megtanulja részleteiben. Ha másikkal kell foglalkoznia kényelmetlennek érzi, mert ezt se tudja, azt se tudja. Azzal ilyenkor nem szembeül (érthető okokból) hogy az amit nem ismer mennyivel tud valamit máshogy vagy jobban mint az amit ismer.
Ez már csak ilyen.(erre az üzenetre nem kell feltétlenül válaszolni, mert "hit vitákban" kevés hajlandóságom van részt venni)
-
#5643
Szirty
őstag
01101010111
#5642
Szirty
őstag
válasz
 01101010111
#5642
üzenetére
01101010111
#5642
üzenetére
"Egy ilyen megszakítás után a Temp területen lefoglalt változó megőrzi a megszakítás előtti értékét"
Megőrzi az értékét. Bármilyen megszakítás is jöjjön közbe (pl. diagnosztikai).
Sőt a blokkon belül a TEMP terület akkor is megőrzi a tartalmát, ha abból a blokkból egy vagy több másik blokkot hívsz meg amik szintén használnak TEMP váltokat.A TEMP változók akkor vesznek el ha a blokk lefut (a végrehajtás elhagyja a blokkot a végén vagy egy BE vagy -(RET)- utasítás hatására).
-
Szirty
őstag
válasz
 Krisz0627
#5636
üzenetére
Krisz0627
#5636
üzenetére
Szevasz!
Anélkül hogy bármiféle ítéletet hirdetnék annyit mondhatok, hogy magam is számtalanszor találkoztam olyan problémával amit a frekvenciaváltók árammérésének hibája okozott.
Ez a földzárlat, a motor túlterhelés és az álló motornál jelzett motor túláram jelzésekben nyilvánult meg. -
Szirty
őstag
válasz
 miclucky
#5633
üzenetére
miclucky
#5633
üzenetére
Helló!
"hát az igazság az , hogy én erről olvastam,mikor felvetetted a problémát, de úgy gondoltam te is nézted a Siemens support oldalt."
Néztem én mindent és olvastam a PDF-eket.
De maga a ProSave is kiírja az OS update utáni figyelmeztetés igen válasza után, hogy most indítsam újra az eszközt.
Ezt meg is tettem el sem hiszed mennyiszer!Ami nem szerepel a leírásokban az az, hogy el kell találni azt a mágikus pillanatot (ami úgy tűnik csak a KTP600 PN sajátossága) amikor a boot loader és a prosave egyszerre "nézelődik". Ennek az esélye pedig mint kiderült rendkívül csekély.
Mivel a leírások nem említik ám, hogy tegyek NC érintkezőt a panel tápjára és nyomkodjam bátran a kapcsolódási kísérlet alatt, mert 200 restartból talán összejön egy connect.Lényegében mindent jól csináltam csak nem voltam elég kitartó (a három nap szenvedés alatt nem jött össze a fentebb említett "szerencse"). A panelt meg nem akartam teljesen tönkretenni a sok ki/be kapcsolgatással.
Szóval azt hiszem így teljes a kép.Az vesse rám az első követ aki szerint nem tettem meg az adott helyzetben mindent a siker érdekében. De azt semmiképp nem vitatom hogy vannak nálam okosabb emberek is. (ők segítettek)
-
Szirty
őstag
Üdv mindenkinek!
A történet happy end-del zárult.
Segítséget kértem a Siemens-től. Másnap fel is hívtak és adtak egy tippet.
A tipp bejött.Szinte centikre voltam a megoldástól, ami annyi, hogy amikor a ProSae csatlakozni próbál akkor kell a panelt újraindítani. A panel mielőtt megpróbálja elindítani az OS-t (amibe nekem belefagyott) lefagy (gondolom) ránéz az ethernetre nem akar-e tőle valamit egy ProSave.
Többször kell próbálkozni, mert el kell kapni azt a pillanatot amikor a ProSave éppen próbálkozik.A panel ismét működik. Köszönet érte!
-
Szirty
őstag
válasz
miclucky
#5629
üzenetére
Helló miclucky!
Én négy KTP Basic-en. Abból kettő halt meg tőle.
"esetleg wccf SP3"
Csak WccF 2008 SP2 lehet. A megrendelő ezt kérte, ezzel a szoftverrel rendelkezik a többi gépe is ezzel lett fejlesztve.
Persze a hozzá tartozó prosavevel és KTP OS image-el játszhatok éppen, de ha azzal sikerül is frissíteni, az SP2 úgy is megint frissíteni akar majd OS verzió eltérés miatt.Tegnap kaptam egy tippet, jelenleg az az utolsó reményem. :-)
Vasárnap kipróbálom. Ha van eredmény, le fogom írni! -
#5628
Szirty
őstag
Achilles83
#5627
Szirty
őstag
válasz
 Achilles83
#5627
üzenetére
Achilles83
#5627
üzenetére
Sajnos ez egy Basic panel, tehát buta panel. Kettő darab csatlakozó van rajta:
1. Tápfeszültség (24V DC)
2. Ethernet/Profinet (RJ45) -
Szirty
őstag
Üdv Mindenkinek!
Akadt egy kis problémám egy Siemens KTP600 Basic color PN panellel OS update kapcsán.
A történet részleteit itt leírtam.Elnézést a link miatt, de nem akartam crosspostolni,
A válasz természetesen ide is jöhet ha van valakinek ötlete a megoldásra. -
Szirty
őstag
válasz
byte-by
#5590
üzenetére
byte-by!
"ne érts félre, én belátom a termelési, üzemviteli adatok kiértékelésének fontosságát"
Dehogy értelek félre!
Pontosan ugyanarról a problémáról beszélünk pontosan ugyanúgy látjuk és ugyanazon az oldalon állunk.Nagyon-nagyon jól megfogalmaztad!
Teljesen egyetértek!Szívesen nyitnék egy rovatot a web oldalamon és tenném ki amit írtál!
-
Szirty
őstag
Üdv coco2!
Nem akartalak lebeszélni, leírtam a véleményem.
Nyilván ha azt nyújtod amit kérnek és az ár megfelel, akkor hajrá.El lehet dönteni mekkora kockázattal jár egy ilyen alkalmazása a megrendelő részéről.
"Részemről azt remélem, hogy a termeléshez tartozó logisztika sokkal kevésbé forró probléma, mint a ténylegesen termelés. Ha nagyot tévedtem a kérdésben, egy felvilágosítást megköszönnék róla."
Ebből azt látom, hogy gyakorlati ember vagy, ahogy jómagam is. Én is ezt remélem.
És ha hiszed, ha nem, a remény halványul.
Minden helyen azt látom, hogy egyre inkább megyünk el a lényeg mellett. Egyre fontosabbak az adatok és táblázatok, mint az effektív munka és gyártás.Igazad van, ezen röhögnék én is, de velünk történik. Hogy mi az oka nem tudom, évek alatt jutottunk ide és egyre inkább errefelé megyünk. Mi már nem is gyártunk semmit szinte csak táblázatokat, adatokat és grafikonokat. A legfontosabb a trend, meetingekre járunk, tonnányi, egymásnak ellentmondó és teljesíthetetlen szabályokkal terhelnek, mindenből a legolcsóbbat veszik mert azt hiszik hogy azzal spórolnak, stb. Excel huszároké a jövő!
Üdv a klubban!
-
Szirty
őstag
válasz
 Watchdog
#5585
üzenetére
Watchdog
#5585
üzenetére
Helló!
Az, hogy egy pár oldalas lista görgetése lassú előfordul. De hogy egy sor egy másodperc alatt jelenik meg az nem éppen gyakori. Ott valami nagyon el van qrva.
A fejlődésről meg annyit, hogy az iparban ezeknek a rendszereknek a kifutása nem 1-2 év, hanem 10-20 év (TÍZ-HÚSZ)! És addig működnek is! Az iparban nem az a lényeg hogy a kezelőt elkápráztassuk teljesen fölösleges 3D animációval full HD kijelzőn csillió színárnyalatban, hanem hogy működjön a gyár és a szükséges beállítások elvégezhetők legyenek, az adatok leolvashatóak legyenek.
A kircsitelcsi meg tablet lehet hogy iszonyat nagy királyság, de 1 vagy 2 év múlva mennyi működik? Fele? Negyede? És azok még nem is ipari környezetben voltak, hanem csak a gyerek nyomkodta.
Nem hogy a tablet, de ipari PC+Windows XP, Windows7 is jó nagy xopás ipari környezetben (ha a HMI épp azon fut). -
Szirty
őstag
Üdv coco2!
"Ez a cucc meg tényleg nagyon gagyi, de 1 millába is alig kerülne. Annyira semmit sem számít a pénz?"
Számít. De nézzük a dolog másik oldalát.
Sokan gondolják, hogy inkább maguk csinálnak frekvenciaváltót, PLC-t mint hogy megvegyék (vagy megvetessék a megrendelővel) Százezrekért, néha milliókért, mert töredékéből kijön ha megépíti.Bizonyos esetben ez működik. De egyedül otthon áramköröket építgetve több okból is képtelenség versenyezni egy olyan céggel, ahol sok ember éves fejlesztő munkával rakja össze ugyanazt.
A gyári készülék azért drágább, mint az otthon készített kütyü, mert:
- Hosszan tesztelik, mostoha körülmények között, ezért megbízhatóak
- A fejlesztés évei alatt kijönnek a gyerekbetegségei, hibái, amiket kijavítanak
- A gyári készülékekre megvannak az engedélyek amik a forgalomba hozásához kellenek (ezek megszerzése is milliókba kerülhet)
- A készülék rendelkezik az azonnali használatba vételhez szükséges szoftveres háttérrel
- A készülék jól dokumentált
- Nem egyedi a szoftvere, hanem univerzális, hogy az eszköz több célra felhasználható legyen
- A gyártó támogatást biztosít, ha egy készülék meghibásodik, még évek múlva is tud csere darabot biztosítani, vagy kiváltó típust (erre a házi, egyedi "black box" készülékeknél nem biztosított. Ha a fejlesztő külföldre költözik, profilt vált, vagy akár csak összevész a megrendelővel, akkor nincs többé támogatás)
- Elterjedt (nem egyedi darab) máshol is lehet vele találkozni így nem botlik az ember mindig fekete doboz jellegű kütyükbe.
. Mert a viszonteladók, kereskedők, szállító cégek árrései is a készülék árát terhelik.A gyárakban nem szeretik a beépített időzített bombákat. Ami lehet egy speciális egyedi kis NYÁK, amit olcsón készített valaki de senki nem tud róla semmit, nincs róla dokumentáció, a készülék építőjéről semmit nem tudni, de működik.
Aztán ha nem működik, akkor az álló üzem óránként termeli a milliós veszteséget és így lesz a pár százezres spórolásból milliós kár. -
Szirty
őstag
Üdv coco2!
A kérdésed láttán bennem is az a kérdés fogalmazódott meg, amit moseras le is írt így nem ismétlem meg.
De hogy valamennyire azért válaszoljak a kérdésre, az kb. egybe fog vágni byte-by véleményével
A legjobb ha semmiféle törődést nem igényel. Bár valóban kérdés mi a feladat, mert egy HMI gyűjthet adatot, és az adattároló kapacitás nem végtelen, lehet időnként cserére szorul.
Egy HMI tegye a dolgát.Egyszer felprogramozzák, akkor működjön amíg él. Ne kelljen rettegni hogy mikor merül ki benne az elem és felejt el mindent, ne idegesítse a kezelőt, hogy most ezt meg azt kell csinálni, most ennek meg annak van itt az ideje...
A legtöbb HMI eszköz semmilyen törődést nem igényel sem rövid, sem pedig hosszú távon (10 évekről beszélek)....vagy nem értem a kérdést (?)
-
Szirty
őstag
válasz
 Zoleee89
#5569
üzenetére
Zoleee89
#5569
üzenetére
Üdv Zoleee89!
Nem, ez csak a szakadást figyeli. Tehát azt, ha a bemeneten folyó áram 4mA alá esik.
A túlcsordulást is figyelheted a 20mA-hez tartozó értéket túl fogja lépni a beolvasott bináris érték, mert az A/D-nek van egy kis ráhagyása. Ezt egy egyszerű összehasonlítással figyelheted a programban."Pl MOV-al a beolvasot analóg jelet akkor ne HEX-ben legyen ,hogy lehetne megoldani, hogy ne BCD-ben számoljon, hanem INT-ben?"
Ez két kérdés egyszerre.
Alapvetően az adattípusok között különféle konverziós utasításokkal tudsz átjárást biztosítani.
Pl. BCD számot BIN vagy BINL utasítással konvertálhatsz binárissá. De ugyanazt az értéket kabod (pl 6210) csak másképp van ábrázolva.Ha az analóg jelre érted, akkor azt skálázni kell. Ami annyit tesz, hogy az analóg bemenetről beolvasott nyers értéket az analóg bemenetre kötött távadó által mért fizikai mennyiség értéktartományába kell átalakítani (skálázni).
Pl. 0-10 Bar-os nyomás távadó van egy 4-20mA-es analóg bemeneten. Akkor 0 értéket olvasol be 0 Bar nyomásnál, (4mA áram a bemeneten). És 8000 (1F40h) értéket amikor 10 Bar a mért nyomás.
Tehát 0-8000 (0h-1F40h) tartomány kell 0-10 tartományra skálázni. Pl. az SCL utasítással (bár az BCD eredményt ad).
Így ha 10Bar a nyomás 10-et kapsz.Más téma, margón jegyzem meg csak, de ide vág, hogy nekem az Omron adattípusok és azok közötti átjárhatóság nagyon nehézkesnek és kaotikusnak tűnik. Más nincs ezzel így?
-
Szirty
őstag
válasz
Zoleee89
#5567
üzenetére
Helló Zoleee89!
A modul n+9 word-jének alsó 8 bitje a disconnection detection flag. Egy bit egy bemenethez tartozik.
Csak 1..5 V és 4..20 mA méréstartományban működik.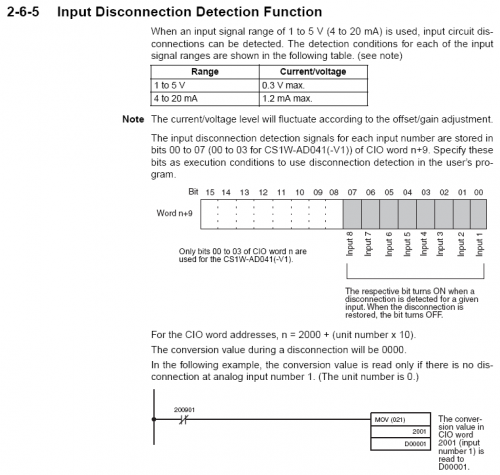
Részletesen lásd: Analog I/O units ooperation manual
65. oldal
-
Szirty
őstag
Üdv mindenkinek!
Remélem valaki itt kapcsolatban áll a Keyence nevű céggel (és egyúttal fogadja részvétem is).
Erre a cégre ugyanis nagyon agresszív marketing jellemző.
Nem szeretném nagyon részletezni (bár igen felbosszantott) a cég termék támogatása a felhasználó követés miatt úgy van megálmodva, hogy bármilyen zenés-táncos brossurához hozzá lehet jutni a termékeivel kapcsolatban. De konkrét műszaki dokumentációhoz egy konkrét termékkel kapcsolatban már NEM!Úgy kezdődött, hogy egy megrendelő előírja a KEYENCE IV-500MA kamera használatát.
A kamera megrendelése és kifizetése előtt a berendezés tervei készülnek, a tervekhez tudni kellene hogy a készülékből milyen jelek jönnek-mennek és azt hova kell bekötni, stb.
Enélkül a villamos tervbe nem lehet a készüléket betervezni!Sajnos a fent említett marketing megfontolás miatt a termékekről részletes műszaki információ csak regisztrált tagoknak érhető el.
Szerencsére a regisztrálás ingyenes, bár emiatt egy újabb kört kell futni. Regisztrálás után hozzá lehet jutni a kívánt részletes műszaki dokumentációhoz.
Ám ha valós adatokat adunk meg, akkor a cég marketing gépezete működésbe lendül, mail-ben zaklatnak a legfantasztikusabb ajánlatokkal és újdonságokkal, felhívnak telefonon, sőt meg is látogatnak!De ez még nem minden, a kamerához letölthető a szoftver is regisztrálás után, ám ehhez a kamera sorozatszáma szükséges. Ha nincs kamera, nincs szoftver.
Így tehát ha a kamera szoftverét az ember nem ismeri, és a megrendelt készülék csak 4 hét múlva érkezik meg, akkor csak egy lehetőség marad: Rögtönözni a beüzemelés utolsó napjaiban amikor minden más is az ember nyakába szakad.Ha valakinek a környezetében van KEYENCE IV-500MA kamera, küldje már el a sorozatszámát privát üzenetben, mert felgyújtom ezeket tényleg...
-
Szirty
őstag
-
Szirty
őstag
Helló!
Hát ez van. Sajnos az ipari szoftverek és hardverek kifutása nem 1-2 év mint a "házi" piac csúcs eszközeinél. Ezek 20-30 évig mennek 10-20 év támogatással.
A virtuális gép megoldás, de sajnos kényszer/szükség megoldás sok olyan problémával ami nélküle fel sem merül.
-
Szirty
őstag
Szia ambien!
Igen, így jó, köszönöm!
Tehát van egy gomb (S0) és egy kimenet (Q0). Amikor a gombot megnyomják, akkor Q0 bekapcsol ha eddig ki volt kapcsolva, ha megint megnyomják S0 gombot, akkor Q0 kikapcsol. és így tovább, a Q0 ki/be kapcsolható a gombbal.
Igazából teljesen mindegy meddig nyomják a gombot (röviden vagy hosszan)."Ezt sem értem pontosan, elvileg a Qval jelölt változók kimenetek, azokon pedig nem jön be érték."
A Q-val jelölt változók valóban kimenetek. De úgy kell tekintened rájuk, mint bármilyen belső változóra. Vagyis írható és olvasható is. A belső változóktól annyiban tér el a viselkedése, hogy a logikai állapotát egy fizikai kimenet is felveszi (másolja).
"A másik ez az S0 := M1 rajz és az M2 := Q0 ez mit jelent pontosan?"
Azt aminek látszik. S0 := M1 az M1-be másolja S0 pillanatnyi állapotát, M2 := Q0 pedig Q0-ba másolja M2 pillanatnyi állapotát.
"miért van külön részen?"
A program lényege az, hogy S0-ra a program generál egy olyan impulzust, ami egy programfutás idejére 1 (egy ciklus időre) amikor a nyomógombot megnyomják (amikor S0 állapota 0-ból 1-re vált, azaz felfutó élnél).
Ezt az impulzust az M0 realizálja.
Itt fontos figyelembe venni a programvégrehajtás sorrendjét (felülről lefele halad).Kezdetben S0, M0, M1, M2 (így Q0 is) 0 állapotú.
Most megnyomjuk a gombot (és nyomva tartjuk). Mivel most S0=1 de M1 még mindig 0, M0=1 lesz.
Mivel S0=1, M1 is 1 lesz a következő sorban.
Ezután mivel M0 már =1 De Q0 még mindig 0 (hiszen a program még nem tart ott ebben a ciklusban hogy 1-be írja) bekapcsolja M2 RS tárolót.És így is marad, hiszen a törléséhez Q0=1 feltétel kell, de a Q0 még =0.
A következő sor bekapcsolja Q0 kimenetet (most először) hiszen M2 állapota már 1.Eltelt kb 3-8 ms, tehát a gombot még mindig nyomjuk!!
A programvégrehajtás elölről újrakezdődik, lássuk mi történik ebben a második PLC ciklusban:
S0=1, de és M1 is =1, hiszen az előző ciklusban az S0 bekapcsolta!
Emiatt az M0 most 0 értéket kap! (most nincs felfutó él, hiszen a gombot még nyomjuk).A következő részben: M0 értéke 0, mert nincs felfutó el. Ezért M2 RS tároló állapota nem változik, hiszen az S és R bemenetén is szerepel M0, vagyis az állapota csak akkor változhat ha M0=1 (vagyis gomb felfutó élénél). Az M0 azonban most nulla.
Mivel M2 továbbra is 1, a Q0 is bekapcsolva marad (1).
Megint eltelt 3-8ms idő, a gombot még mindig nyomjuk, kezdődik egy ójabb program lefutás (PLC ciklus). Az ugyanúgy zajlik mint a másidik, mindaddig, amíg a gomb nyomva van.
Most nézzük mi lesz ha a gombot felengedjük:M0 0 marad, mivel a bekapcsolásához kell S0=1 állapot, ami most már nincs.
Emiatt itt viszont M1=0 lesz, mert a gomb állapotát másolja.
Ha nincs M0, akkor M2 sem változhat (az okot lásd fent).
Ha M2 nem változik, akkor Q0 kimenet sem, tehát most sem változott a kimenet állapota.
Ez mindaddig így marad amíg a gomb nincs megnyomva.Ha most megint megnyomjuk a gombot, akkor:
S0=1 lesz. Mivel az előző ciklusban a gombot nem nyomtuk, M1 állapota is nulla. Ezért az M0 =1 lesz!
És a következő feltétel miatt M1 is!Mivel M0=1 Q0=1 Az M2 ki fog kapcsolni, mert az RS tároló RESET ága teljesül.
Mivel M2 kikapcsolt, Q2 is ki fog.Ezután minden így marad amíg megint fel nem engedjük majd ismét meg nem nyomjuk a gombot.
-
Szirty
őstag
"64 oldalon egy impulzus kapcsolós példa van"
Nem. Az 1 rész 64. oldalán egy prés gép kétkezes indításának példaprogramja van.
A 2. résznek nincs 64 oldala, mert 82-től indul az oldalszámozás. A PDF oldalszám szerinti 64. oldalon pedig egy léptetőlánc van.Szerintem nem ugyanazt a PDF-et nézzük (ill. nem találom azt amit nézel) de a szerző stimmel.
Linkeld! -
Szirty
őstag
válasz
 Fire_Vire
#5526
üzenetére
Fire_Vire
#5526
üzenetére
Ha azt akarod, hogy egy időtag ne konstans (állandó) értékű SV (beállított érték - set value) szerint működjön, hanem a program futás közben akarod változtatni ez időtag SV értékét (pl. egy felhasználói beállítás szerint) vagyis váltózóba tennéd, akkor használj S5TIME típusú változót és abba rakd az időt.
Ha ez operátor panelen a kezelő által beállított érték, akkor ezzel több dolgot nincs.
L 'S5T#'
L DB200.DBD 30 // Ezzel az értékkel szeretném változtatni az időzítő értékét.
L 'm'
T #Timer_variableEz így azért nem jó, mert minden L (LOAD) az accu1-be tölt, T meg abból.
Ezért a fenti kód első két sora teljesen hatástalan lesz, a #Timer_variable változóba pedig az "m" betű ASCII kódja kerül (109).Egyébként időtaghoz nem kell stringekből összesakkozni egy "S5T#2M" stringet, mert az S5T#2M egy konstans és fordításkor a compiler csinál belőle S5TIME típust. Maga az s5time változó nem ezt tartalmazza, hanem ezt:

vagyis egy 16 bites szám, ami BCD digiteket és időalap kódokat tartalmaz.
Inkább azt írd le mit szeretnél megvalósítani ne azt hogy hogyan. -
Szirty
őstag
válasz
 dave0825
#5521
üzenetére
dave0825
#5521
üzenetére
A linkek:
S7-200 Programozható vezérlő rendszer kézikönyv
Javaslom nézz szét az omronkft.hu oldalának "tudásbázis" részében is.
-
Szirty
őstag
válasz
miclucky
#5503
üzenetére
Helló!
"Csak azt nem tudtam , hogy így(KTP1000 eszközbeállítással) nem tudok generálni pc-n futtatható projektet."
Úgy tűnik ilyen lehetőséget nem kívántak hagyni a fejlesztők.
Azt a tényt azonban hogy a KTP1000 project is futtatható PC-n, bizonyítja az, hogy az ES "Start runtime system" funkcióval mégis elindítható.Process explorerrel pedig kiderül hogyan csinálja.
Nem kell mást tenni, mint ES-ben a kész projectre nyomni egy ilyen futtatás funkciót (Project/Compiler/Start runtime) ettől lefordul és elindul a runtime-ban a KTP1000 project. Ezuán be lehet zárni az RT-t. A fordításkor létrejönnek és megmaradnak a futtatáshoz szükséges file-ok a project mappájában.
Bármikor el lehet indítani ES nélkül is parancssorból így:"C:\Program Files\Common Files\Siemens\WinCC flexible Simulator\HmiSRT.exe" /f "D:\Melo\PLC\WinCCFlex\KTP1000\KTP1000.Device_1.srt" /Restart
Ha neked ez a "félhivatalos" megoldás megfelelne, próbáld ki!
Ezt inkább gondolat indítónak szántam nem kulcsrakész megoldásnak. Mivel ez a módszer a szimulátort használja, ki kell próbálni milyen hajlandóságot mutat felvenni a kapcsolatot egy valós PLC-vel a megfelelő kommunikációs útvonal használatával... -
Szirty
őstag
válasz
miclucky
#5493
üzenetére
elló!
Miért nem azt írod le inkább mit szeretnél elérni?
Billentyűzet nélküli PC-n akarsz runtime-ot futtatni?Akkor PC runtime eszközre csináld meg.
Device settings / untime settings-nél kapcsold be az "Use on-screen keyboard" opciót.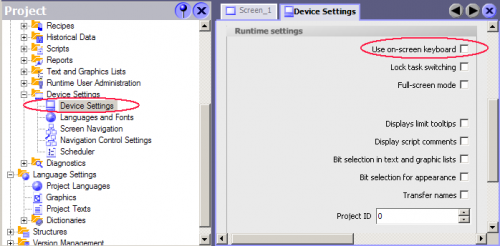
Ennek az lesz a hatása, hogy auztomatikusan megjelenik egy billentyűzet a képernyőn ha az egérrel olyan helyre navigálnak ahova írni kell (input field).
Ha azt akarod hogy egy virtuális billentyűzetet akarsz állandóan a képernyőre, akkor a start screen Loaded eseményéhez rendeld hozzá a "OpenScreenKeyboard funkciót a Maximized paraméterrel.
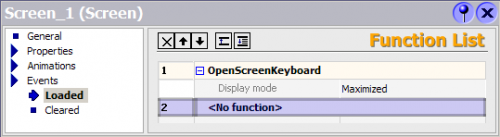
Ha ez a kép jelenek meg, akkor egyből jön egy billentyűzet is.
Esetleg rendeld hozzá valamelyk funkció gombhoz is, arra az esetre ha bezárnák egérrel a kbd ablakot... -
Szirty
őstag
Helló artiny!
"Nem talaltam olyan video sorozatot ami eleg jo lett volna youtube-n"
10 videó:
Siemens TIA portal tutorial4 videó:
Siemens TIA Portal V11 Tutorials39 videó:
TIA Portal V12 Tutorial8 videó:
Omron PLC CP1E LIVE Tutorials32 videó:
Popular Videos - Omron & Programmer14 videó:
Servo Motor Tutorial-OMRON200 videó:
Popular Videos - Omron & Tutorial11 videó:
PLC - Allen Bradley 11 set training31 videó:
Allen-Bradley Micro810: Quick Tutorials3 videó:
unitronics PLC31 videó:
PLC tutorial"letezik olyan emulator/simulator amiben tudok probalgatni LAD programozast,amihez"
Igen. Sok PLC-hez való fejlesztői környezet tartalmaz emulátort. Pl. Siemens Step7, Siemens Logo, Omron CX-One, stb.
-
Szirty
őstag
válasz
 Mazsika
#5477
üzenetére
Mazsika
#5477
üzenetére
Helló Mazsika!
Nálam mindig is csinálta, Nem tudom az okát, jellemzően akkor történik, amikor olyat nyitok meg, amit addig még nem (ami nincs benne a project open listájában).
"siemens rik-re jön valaki?"
Egyszer az egyik meghívóra nem válaszoltam.
Azóta nem hívnak meg. Ez van -
#5468
Szirty
őstag
entoni1989
#5467
Szirty
őstag
válasz
 entoni1989
#5467
üzenetére
entoni1989
#5467
üzenetére
Törölve...
-
Szirty
őstag
válasz
 KB.Pifu
#5462
üzenetére
KB.Pifu
#5462
üzenetére
Üdv!
"Ehhez kellene a grafikon, hogy a diszkrét adatokat egymás mellett megjelenítve egy értelmezhető görbét kapjak"
Mindegyik grafikon erre való.
"úgy látom hogy a Trend View görbék x tengelye időhöz kötött"
Nem! Csak a ciklikusan triggerelt trendek X tengelye kötött időhöz. A bit triggered trend X tengelye bármi lehet, egy adat akkor keletkezik amikor akarod (bekapcsolod a trigger bitet).
"kérlek javíts ki ha tévedek, de ami nekem kell az valahol itt található (x tengely skálázása tag 1-től tag 2-ig)"
Nem. Illetve lehet hogy ez is kell neked, de ez a beállítás ami a képen látható kizárólag az X tengely beosztására, felirataira vonatkozik, az adattartalomra és a grafikon adatgyűjtési módjára nem.
-
Szirty
őstag
válasz
KB.Pifu
#5460
üzenetére
Üdv!
Nos tehát PC-n futtatnál egy WinCC Flexible RT-t és az játszaná lényegében a HMI szerepét.
Sajnos a kérdésed tekintetében így sem mindegy (nagyon nem) hogy milyen fajta grafikonon akarod megjeleníteni adatokat.
De hogy kimozduljunk ebből a kátyúból írok néhány limitet:Real time bit triggered trend esetéln a max megjeleníthető adat tengelyenként 999 (egy grafikon több X tengelyt is tartalmazhat).
Buffer bit triggered trendnél valószínűleg szintén, de ezt most nem tudom kipróbálni az kissé bonyolultabb felépíteni.
Log trend esetén 500000 adat megjelenítése a maximum (tengelyenként).











































Új hozzászólás Aktív témák
- Motoros topic
- Háremet tartana az adattárolókból a Chieftec letisztult dizájnú háza
- Építő/felújító topik
- Pedzegeti az új Xbox irányát a Microsoft
- MWC 2026: Kezünkben a Solana új Web3 telefonja, a Seeker
- Formula-1
- BestBuy topik
- AMD vs. INTEL vs. NVIDIA
- TCL LCD és LED TV-k
- Ilyen olcsó sem volt még egy Apple notebook
- További aktív témák...
- HP Pavilion 15 - 15,6" Full HD - Intel Pentium N3710 - 4GB - 500GB HDD - Win10 PRO - MAGYAR - DWD R
- 10+ db - Lenovo LOQ (15IRX10) - Intel Core i7-13650HX, RTX 5060
- Iphone 15 Pro Max 256gb független
- DJI FPV Fly More Combo + extrák + hátizsák makulátlan állapot
- Asus X540LA - 15,6"HD - i3-5005U - 4GB - 256GB SSD - Win10 PRO - MAGYAR - DVD Iró
- Apple iPhone 16e 128 GB White 100% Akkumulátor 12 hónap Garancia Beszámítás Házhozszállítás
- S21 Dobozában 128/8
- ÁRGARANCIA!Épített KomPhone i5 12400F 16/32/64GB RAM RTX 5060 Ti 16GB GAMER PC termékbeszámítással
- Lenovo Flex 5 - 14.0" Touch WUXGA - Ryzen 3 5300U - 8GB - 256GB - Win11 - Garancia - MAGYAR
- Xiaomi 13 Pro 12/256GB Ceramic Black használt 6 hónap garancia
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest