Új hozzászólás Aktív témák
-

konikan
aktív tag
Ennyi erővel egy alprogramban is megírhatod a fúrást paraméterekkel, úgy, ahogy te szeretnéd, mindenféle ciklus nélkül és csak adott pozícióhoz hívod meg az alprogramot, és máris nem kell kombinálni semmit semmivel.
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
válasz
 Humbucker
#12839
üzenetére
Humbucker
#12839
üzenetére
Van nálunk erre egy kiváló példa. Az ország DNY-i részéről van szó. Kolléga megérkezett CAD-CAM informatikus végzettséggel, és kb. 2 hónap tapasztalattal valahonnan. Alapvetően irodába akart kerülni, vagy a CAM szoftvert használni céges keretek között.
Több probléma is felmerült:
- Amin ő tanult szoftver és ami céges kereteken belül van, nem ugyanaz.
- Csak 3 tengelyre tudta volna használni.
- Szoftveres ismerete volt, de technologizálásban (Vágósebesség, tolások, szerszám kiválasztása különböző anyagcsoportokra, és megmunkálási típusokra) semmi.Szakmai minimálban volt amikor megmunkálóra került, most, kicsivel egy év után többet keres, de pont annyival csak, hogy a jövő évi emelésnél egy minimálissal a szakmai minimál felett legyen. Ha folyamatos fejlődés lett volna technológiailag, akkor most lehetne valamit kezdeni esetleg, (sajnos a történet nem tart itt) most ott tart, hogy saját bevallása szerint már nem menne neki annyira a szoftver kezelése.
A véleményem csak annyi, hogy jó dolog ez a CAD-CAM, de ezt csak bizonyos szakmai tapasztalat vagy megfelelő alapismeretek birtokában csinálnám, kiegészítésként, továbbképzés gyanánt, nem pedig kiindulási alapnak.
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
+1, helyeselek én is.
Nálunk erre példa is van. Az egyik kolléga gépgyártás technológusi végzettséggel gépet kezel, tanul, mellette rakja a CAD-CAM-et. A helyében várnék vele pár évet,de ő tudja. A másik kolléga elvégezte már, de forgácsolási tapasztalata nulla. Egy katasztrófa így az egész, nem is értem miért csinálta. Cam rendszer közelébe nem fognak kerülni, mire pedig összeszednék azt a minimális tudást ami kellene hozzá, addigra meg elfelejtik a CAM-es rész.
Nem éri meg előbb a CAM-es részt csinálni, mert a legtöbb cégnél előbb pár évet le kell húzni a műhelyben, hogy tudja az ember, hogy mit is akar csinálni. ( Nálunk mérnöki végzettség és pár év műhelytapasztalat nélkül nem tervez senki)
Stabil alapokra utána könnyebb lesz építeni, és feljebb lépni.
"-De engem szeretnek!" ..."-Az nem feltétel"
-
-
konikan
aktív tag
válasz
 xxxx.x
#12250
üzenetére
xxxx.x
#12250
üzenetére
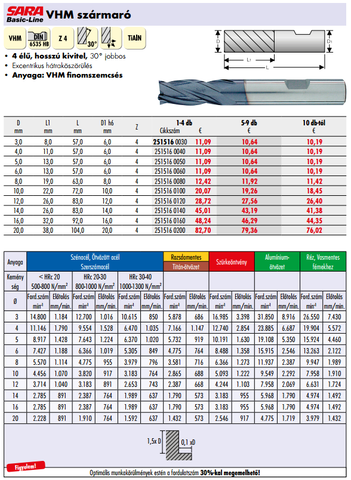
Legtöbb esetben a katalógusok egy szögértéket adnak meg helikális süllyedésnél amit a maró bír, olyan 5-6 fok körüli. Ami számomra nem annyira barátságos az ilyen megmunkálásoknál, hogy a maró sarka állandóan kipattog, letörik.
Az ideális az lenne, hogy az adott vagy hasonló minőséget forgalmazó gyártó katalógusában megtalálod a közelítő értékeket, amiből aztán építkezhetsz. Pl.:
Sajnálatos, hogy ilyen rossz a cégen belüli kommunikáció áramlása.

[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
#11886
konikan
aktív tag
BÁ Nutrition
#11882
konikan
aktív tag
válasz
 BÁ Nutrition
#11882
üzenetére
BÁ Nutrition
#11882
üzenetére
"tanfolyami példákhoz meg a könyvben megtalalod a valaszt"

Egyik zöld gombos kolléga csinálja nálunk a gépkezelő tanfolyamot, ott is volt, hogy szívesen belenézek, segítek, az alapokat azonban meg kell csinálni

"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
válasz
 akphsaiid
#11726
üzenetére
akphsaiid
#11726
üzenetére
Hasonló, de kevesebb felelősséggel járó munkakörbe ment el ismerős, (#11728) zolikaDB által emlegetett bérezésért.
Normál gépbeállító aki nem kezel CAM rendszert, 8 órában 1100 nettó körül.
Ami a tapasztalatom, hogy bizonyos cég tudja, hogy az adott munkakört kétszer ennyiért is betölthetnéd bárhol a környéken, ők mindig nagyon szépen meg tudják magyarázni miért nem fér bele neked a több fizetés, és ha fejre állsz sem fognak többet adni. Ez az én személyes észrevételem, persze ez cégtől és helytől is változhat.
[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
válasz
 blasko92
#11660
üzenetére
blasko92
#11660
üzenetére
Nálunk általában mielőtt a kolléga bekerül az irodába ebbe/hasonló munkakörbe, minimum 1 évig a termelésben kell legyen, hogy tudja hogy épülnek fel a dolgok, és legyen valami fogalma, hogy később mit-mire-hogyan tervez meg.
(#11665) Klaus Duran
A DMG-Mori bekaphassa
[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
válasz
 zolikaDB
#11663
üzenetére
zolikaDB
#11663
üzenetére
Így van, ha Heidenhain specifikus probléma, vagy kérdés van, azt ők megoldják, mondjuk jó áron.
1 napos oktatás, ami annyiból állt, hogy 1 ember kiszállt tőlük a céghez, és 4 embernek mutatta a gép előtt a különböző nullpontbemérési funkciókat 5 tengelyen 1000 Euro volt


"-De engem szeretnek!" ..."-Az nem feltétel"
-
#11642
konikan
aktív tag
BÁ Nutrition
#11640
konikan
aktív tag
-
#11515
konikan
aktív tag
Klaus Duran
#11513
konikan
aktív tag
válasz
 Klaus Duran
#11513
üzenetére
Klaus Duran
#11513
üzenetére
Benyomsz pár hashtaget a kép alá, és egyszer csak elkezdenek szállingózni
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
válasz
zolikaDB
#11504
üzenetére
Seco-nál kisebb átmérőjű lett próbálva, mind technológiailag, mint éltartamban egész jó volt.
Nagyobb átmérőnél jelenleg WNT van próbán, de nem az igazi, hosszú szerszám test kell, és eszméletlenül beremeg minden helikális kibontásnál, se a gépnek se a szerszámnak nem tesz jót, a technológiák csökkentésével pedig csak a ciklusidő hízik.
Pokolm-ró, Jongen-ről még nem hallottam, megemlítem mindenképpen. Meg hát ott a Walter ami eddig soha nem bizonyult rossz választásnak, csak kétszer drágább ugye
Köszönöm szépen mindenkinek.

Az utolsó linken kívül nem érem el a másik kettőt "Sajnáljuk, ez az oldal nem érhető el."
Plusz küldtem egy follow-ot instán

szerk.:
(#11505) nchelp
Köszönöm(#11506) soldi3r
Exactly[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
Gyakoriságra sajnos nem tudok példát mondani, annyi helyen még nem fordultam meg, hogy erre kompetensen választ adhassak.
Az, hogy melyik a jobb erősen szubjektív, ha elterjedt CAM szoftverről van szó, akkor ez szakmailag előrelépés lehet szvsz.
Lehet, hogy egy egyszerű alkatrészről is van/készült 3d modell, pl. egy több alkatrészből álló termék, amit szétbontanak 3D-ben. Nem egyszer találkoztam egy sima alkatrésszel amiben volt 2 menet és 2 csavarfej süllyesztés, amihez 3D izometrikus nézet is volt a rajzon.
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
Valahol a tervezés külön megy, és a "tervező irodából" küldik ki a programokat amit a gépkezelő futtat. Van olyan hely is, ahol kiküldik a 3D-s modell-t, és a gépkezelő hozza létre a programot CAM szoftverrel, és futtatja.
3D-s modell-t van amikor maga a megrendelő küldi el.
Mindkettőhöz volt már szerencsém, a tapasztalatom az, hogy 3 tengelyen a második eset elég hamar megy, az első az összetettebb 5 tengelyt kívánó feladatoknál jobb szvsz.
Ja igen, és nem mindig G kódos a program

![;]](//cdn.rios.hu/dl/s/v1.gif)
Nem nekem irányult a kérdés, de remélem választ kaptál a kérdésedre.
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
válasz
zolikaDB
#11441
üzenetére
Bevonatos keményfémre gondoltam, belső hűtéssel
Ezek az új Integrex-es Mazakok meg távoli gyümölcsök nekem
(#11445) BÁ Nutrition
180 fokos fúróra gondoltam, de az nincs ahogy olvasom. Akkor gondolom egy sima keményfém maróval kell besüllyedni azt kész. Mondjuk kérdéses, hogy a furat alján ha marad váll az átmérőkülönbség miatt az mennyire bueno.(#11446) *iguana*
Ezzel vitatkoznékEgy példa:
Menetes aluminium dugó, aminek az egyik végére kértek egy hornyot úgy, hogy a szimmetria + - 0.01
Később derült ki, hogy ez valami asztalláb dugó, és a horony azért kellett, hogy egy lapos csavarhúzóval fel lehessen csavarozni[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
#11438
konikan
aktív tag
BÁ Nutrition
#11437
konikan
aktív tag
válasz
BÁ Nutrition
#11437
üzenetére
Gondolom azzal kell megoldani ami van, de 180 fokos fúró?
Maróval való süllyesztésnél nálam
Vc=100-130
Fz=0,02-0,05 között szokott menni.(#11431) zolikaDB
Mazak Fusion 640M vezérlő, csak .eia kiterjesztésű G-kód szerű programokkal használva, a Mazatrol részéhez senki sem ért. Ez egy jó 20 éves vezérlő, ha pont ilyenre gondoltál, akkor igen, sajnos van[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
-
-
konikan
aktív tag
válasz
zolikaDB
#11336
üzenetére
Nos kérdésekre a válasz:
TCPM
Aktív 5 tengelyes marásnál volt nálunk használva egy teszt erejéig, M128-al aktiválható, illetve M129-el kikapcsolható.426-os vezérlésű, 3+2-es gépen így néz ki az asztalforgatás-döntés a koord.rendszer cibálásával együtt:
(Az üres 19-es ciklust ne vedd figyelembe, a gép hülyesége, hogy csak akkor hajlandó normálisan vinni a nullpontot, ha előtte kapott egy üres ciklust ami kinullázta )
[link]Az, hogy ismerem a 620-ast, az erősen barokkos túlzás, nemrégiben lett egy új hiperszuper gép véve, amin 530-as vezérlő van, mégis pl. a tool table ugyanúgy néz ki mint a 620-as gépeken, plusz a kezelőpanel is egy az egyben a 620-hoz való kiadás, ezért nevezem 530-620 hibridnek
Ahogy néztem kismillió képpen lehet a koord rendszert cipeltetni a géppel, itt már csak a gépkezelő perverzióján múlik, hogy mit szeretne:
koord rendsz eltolás példákLegegyszerűbb szvsz. a Plane Spatial.
530-as példa az eltolásra
A ciklus kiválasztásánál nálunk animáció is van minden eltolásfajtához, hogy hogyan is fog eltolódni a nullpont.A fenti példában annyira nem látszik, de úgy érdemes, hogy az adott megmunkálást követően töröljük az eltolást, beállunk egy olyan pontra ahol minden elfér, majd utána van csak a bölcső és az asztal forgatva, ellenkező esetben a szerszám lekoccolhatja a bölcsőt, plusz kicsit fárasztó mindig az adott álláshoz képest elküldeni valamerre. Bölcső mozgatás után megint eltolás meghívás, és hadd szóljon a további megmunkálás.
Mutatja a több tengelyen való megmunkálás eredményét, a második képen a darab tetején azok furatátszakadások pl. a szélétől.
Remélem segítettem valamennyire, elnézést a kitakarásokért, de céges titkok, meg ilyenek

[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
válasz
zolikaDB
#11334
üzenetére
Most látom csak, hogy 620-as a vezérlő...Ott már kell legyen PLANE SPATIAL és társai, amik kb ugyanazok mint a régieken a 19-es cikl, annyi hogy aktív TCPM kell.
Kérdéseidre a válasz:
Bölcsős, 530-620kombo gép alapján- Nem kell külön BLK Form
- Grafika kezeli a többtengelyes megmunkálást
- Kijelzi a grafika a szerszámot különböző szögekben, a szimulációs darab nem mozog.Késöbb mutatok példát mindkettőre, csak most telefonról nem megy.
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
válasz
zolikaDB
#11332
üzenetére
Igen, használva van, megvan hívva a ciklus a kívánt tengelyállásokkal, majd utána egy q121, q122-es mondat, ami az előtte lévő 19-es ciklusban szereplő tengelyálláshoz forgatja a fejet és az asztalt a koord. rendszerrel együtt.
Pl:
19-es cikl.
A30 C90majd a 19-es ciklus után
L AQ121 CQ122 R0 FMAXkb így.
[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
válasz
 soldi3r
#11210
üzenetére
soldi3r
#11210
üzenetére
Előző cégnél ahol voltam ott ment hasonló, mert nem volt CNC vezérlésű eszterga, de NCT maró volt
Mdb patronba, satuba egy esztergakés, és go. Röhejesen nézett ki, de működött, és ami működik az akármennyire is hülyén néz ki, nem hülyeség "-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
Valakinek van tapasztalata Hermle, Machining Setup-236-os ciklussal?
530-as a vezérlő, de vannak benne beépített Hermle ciklusok, ez az egyik. Ami nem tetszik benne, hogy az alapértelmezett 0-ás beállításnál gyorsjáratban érezhetően rángat a masina, de úgy, hogy beremeg tőle minden. Nem az, mert a pozíciók kiválóan vannak tartva így is, de a standardon kívül van 6 másik üzemmód is.
(Nehézforgácsolás, termelés, normál 3D pályatűrés, finom 3D pályatűrés...)
Ezeket próbálta már valaki, mert a leírásnál többet nem találtam rajta.Ugyanitt érdeklődnék, hogy Adaptív előtolás szabályozást használ valaki?
[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
#11186
konikan
aktív tag
Klaus Duran
#11185
konikan
aktív tag
válasz
Klaus Duran
#11185
üzenetére
Maga a menet előtti süllyesztés alapból hosszabb mint 0,8, igaz?[ez] alapján a K Full Radius Groovingot jelentene és [itt] pedig rajzi példa is van.
Lehet nincs igazam, de szvsz. lehet, hogy max 0,8-as rádiusz lehet a süllyesztés és a menet között.
[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
Valakinek van tapasztalata géptérben való filmezéshez? Akciókamera+valami szintén vízálló hideg fény forrásra gondoltam. Vannak valami kulcspontok amikre figyelni kell ilyenkor?
Azon kívül, hogy a főorsó ne zúzza le a kamerát
szerk.:
(#11127) Luck DragonTopsolid+ Dell T7500 kombót láttam eddig.
(#11132) *iguana*
94-ben születtem.....te Jó ég Grat.[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
#11114
konikan
aktív tag
BÁ Nutrition
#11113
konikan
aktív tag
válasz
BÁ Nutrition
#11113
üzenetére
Értem

Nekem menő dolognak tűnik, hogy az F1-be gyárt valaki, én meg nem
"-De engem szeretnek!" ..."-Az nem feltétel"
-
#11112
konikan
aktív tag
BÁ Nutrition
#11107
konikan
aktív tag
-
#11106
konikan
aktív tag
BÁ Nutrition
#11105
konikan
aktív tag
-
konikan
aktív tag
Lehetséges, hasonló volt nálam is egy 20-hoz közeli gépen, a maró átmérő kisebb volt mint a felület, így nem lehetett egy fogásból kiszedni, és ha nem voltak a fogások azonos marásirányúak, akkor biza "lépcsős" maradt. Függőleges fejpozíciónál nem is annyira látványosan, csak vízszintesnél.
"-De engem szeretnek!" ..."-Az nem feltétel"
-
#11080
konikan
aktív tag
Klaus Duran
#11077
konikan
aktív tag
válasz
Klaus Duran
#11077
üzenetére
Szintén
Ameddig jól érzem magam, és a pénz is tűrhető addig vagyok, meg amíg jók a 'pogramok.
[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
#11067
konikan
aktív tag
Klaus Duran
#11064
konikan
aktív tag
válasz
Klaus Duran
#11064
üzenetére
Van bármi előnye zsugorban használni? BTW legközelebb összerakok egyet, hogy jampizzak vele

MAPAL dörzsár nálunk is van, az "sima" váltólapkás, de foghíjas, és jó ideje nem használta senki, gondolom akkor az ára miatt.
",,Jó szerszámnak a szára is visz."
,,A lapkaaz alátétiga lapkafészekig van kifizetve."
Ilyenből még[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
válasz
 atesz999
#11052
üzenetére
atesz999
#11052
üzenetére
426-os vezérlőn ilyet találtam.
A Te megoldásodat esetleg úgy lehetne, hogy a kontúrra ráküldeni a marót, de úgy, hogy a DR korrekció Q paraméterrel van megadva ami addig csökken, míg a kívánt kontúr ki nem alakul.Rádiusz túl nagy lenne

[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
#11038
konikan
aktív tag
Klaus Duran
#11037
konikan
aktív tag
válasz
Klaus Duran
#11037
üzenetére
Ha nem jelenti senki a modkerbe, akkor nem hiszem, hogy lenne belőle valami.
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
válasz
 lav1892
#11009
üzenetére
lav1892
#11009
üzenetére
Olyan sokan leírták a véleményüket akkor én is. Rajtad vagy a főnöködön
múlik csak, és az adott gép kialakításán, hogy hogy szeretnéd. Nálunk 5 gépből 4 használ ilyet vagy hasonlót, ott egynél van szerszámtáron belül, a másik háromba manuálisan tesszük be, a különböző szerszámtár kialakítások miatt. Egyik szereti dobálni, a másiknál kapná a hűtővizet gyártás közben, a harmadiknál meg kivételnél tördeli a szerszámtartó villát Vizet és a nagyobb fordulatszámot kis ideig kismértékben bírja, a tapintócsere utáni "kalibrálás" pedig idővel nem lesz olyan hosszadalmas. Összességében egy viszonylag olcsó, és igénytelen állatfajta ez a bemérő, de a 0,01 pontosságú beméréshez alkalmas.
[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
konikan
aktív tag
"Keress egy ,,leszarom'' típusú cnc-s céget, a vezetőségi parkolóban ott lesz pár bömbi, a gépek ránézésre 40 évesek, minden csurom mocsok, és csak egy-két gép megy. Na ott meg fogják neked csinálni. De ahová a tulaj betol alsó hangon százmilliókat, ott ne nagyon számíts rá, hogy elvállalják."
Mi van azokkal a cégekkel ahol ez a helyzet fennáll, de mégis beletolnak százmilliókat?

[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"
-
#10791
konikan
aktív tag
---Lasali---
#10787
konikan
aktív tag
válasz
 ---Lasali---
#10787
üzenetére
---Lasali---
#10787
üzenetére
Ezek nem fúráshoz valóak?
"-De engem szeretnek!" ..."-Az nem feltétel"
-
#10775
konikan
aktív tag
Klaus Duran
#10770
konikan
aktív tag
válasz
Klaus Duran
#10770
üzenetére
Ez ismerős. Adva van egy Mazak FJV 250. 100%-os gyorsjárati sebesség mellett idővel az X tengely elkóvályog, 50%-nál pedig stabil marad. Ha az első db 100-on lement, a második meg 50-en megy akkor 0.05-0.14 közötti eltérés tuti lesz benne.
"-De engem szeretnek!" ..."-Az nem feltétel"
-
#10741
konikan
aktív tag
---Lasali---
#10739
konikan
aktív tag
válasz
---Lasali---
#10739
üzenetére
Minden képen valami bikább lapkával kezdj szvsz. Króm-Vanádium nem arról híres, hogy normál szerszámacélhoz való szerszámmal, és technológiával menjen
BTW. Mi CCMT 0302.....PF -es lapkát használunk az Iscar-os kiesztergálókban.
[ Szerkesztve ]
"-De engem szeretnek!" ..."-Az nem feltétel"







 Ez egy tegnapi sztori
Ez egy tegnapi sztori








 Azt a mindenit neki.
Azt a mindenit neki.










![;]](http://cdn.rios.hu/dl/s/v1.gif)









Új hozzászólás Aktív témák
● nem beszélgetős OFF topic!
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest