Új hozzászólás Aktív témák
-

byte-by
tag
halo !
a tia portal-nál is van online edit.
rendszeresen használok tia-t.online monitorozok, majd ledobok egy merkert , rátöltöm és visszaáll online monitor módba, az új kiegészítéssel.a megállapítás a más plc online szerkesztési tulajdonságairól sem teljesen ilyen egyszerű ahogy írtad.
az omronnál run-ból , monitor módba kell kapcsolni, amíg ezt nem teszed az "online edit" nem aktív, ráadásul a memóriákat csak monitor módban tudod le vagy feltölteni, vagy editálni.
az AB-nél (500 -as serial) egy külön futó networköt hoz létre a módosítandó alatt , és legalább kétszer rákérdez "biztos, hogy ezt akarod?"
mondjuk ez azért jó , mert látod az eredetit és a változtatott közti különbséget.a mitsubishi-nél (FX3G) külön vany reading és writing online mód.értelem szerűen csak író monitor módban lehet editálni a programot. érdekesség, hogy a D terület módosítható reading monitor módban is.(pl. d300-ba 0-át akarsz írni. ez is 16 bites így a teljes szó nulla lesz. ( hacsak nincs lefagyva a rosszult megírt program, mint nálunk,néhány osztrák fostalicskánál.)
pont a tia portal működi úgy , (legalább is nálunk) hogy online monitorozok, ledobok egy zárókontaktust és azonnal offline-ra vált. feltöltöm majd a változtatásokkal együtt újra online monitorra vált.
az undo tényleg nem megy bizonyos körülmények között, de pl. ez engem nem zavar. MINDÍG van elmentett futó programom.
az, hogy online vagy nem jelenti azt, hogy monitorozol. vagyis kapcsolódhatsz a plc-re , megnyithatsz akár 20 fc-t is, de ha valamelyik komponense a plc-nek online módban van, akkor nincs undo. pl. fc 10 online módban van, de épp fc23-at vizsgálgatok ami nincs online módban, akkor ne mlesz undo.
van "go online" és van "go offline".
nyomj go offline-t , akkor minden kacsolódó blokkot levesz a hálózatról és akkor lehet, hogy lesz undo. olyan, mintha nem kapcsolódnál.persze ha már nyomtál valamikor Save projekt-et , akkor biztos nem lesz.az ugyan valóban némileg zavaró, ha változtatsz majd azonnal kitörlöd, és online mész , akkor különbséget jelez. valójában nem is különbséget jelez, hanem arra utal, hogy belenyúltak a programba, és újra rá kell tölteni.
akkor minden bezöldül.ezektől eltekintve a tia DB kezelése szerintem jó, sima TAG alapú , a típusokat akkor változtatod amikor akarod, az OB-k létrehozása , értelmezése is egyszerű.
összekötöttem két 1500-as plc-t és két KTP1000-es hmi-t a HW configban PN /ETN csatlakozással, fizikailag pedig egy moxa switch-en keresztül, automatikusan kiosztotta a címeket , átírtam az eszközökben , rátöltöttem és működik.ez is jó.
byte
-
byte-by
tag
válasz
 plutokas
#4727
üzenetére
plutokas
#4727
üzenetére
halo!
ez ugyan tia portal, de talán hasonló.milyen trigger alkalmaztál?
a trigger a hibaszónak az aktív bitje.
a mellékelt képen látható, hogy létrehoztam egy hibaszót , majd ahogy ujabb hibákat vettem fel láthatóak a "trigger address " oszlopban a hibaszó bitjei.
ezeket a biteket kell aktivvá tenni ha egy hiba keletjezik.
tia portal-ban ez a hmi alarm menüben van , de alapértelmezett discrete alarms.a hmi-n egy "alarm view " ablakot teszek ki , ez alapértelmezettként a hmi alarm hibaszó bitjeihez rendelt hibákat fogja kiírni.
u.i: látom Sirty megelőzött.
byte
-
byte-by
tag
halo,
a vitához annyit tennék hozzá, hogy " (#4702) plutokas", kérdésére válaszoltam az ob100 beépített restart ciklusával.
nem helyette , nem kész programmal, de onnan biztos meg tudja oldani, ha nem akkor természetesen tovább segít az ember ha tud.annyit azért hozzátennék, hogy én nem szoktam kitalálni még egyszer amit már megoldottak.
nyilván azért van a legtöbb gyakran használatos gyártónál akár "first cycle" akár "last cycle" blokk vagy változó, mert igény van rá, de ne kelljen ezzel különösebben foglalkozni.
beépített megoldások, csak használni kell.
aztán ezzel ki mit kezd az legyen az ő gondja, ezt hívják tapasztalatnak.személy szerint már nem használok omront (sajnos csak ritkán), csak s7-1200 és s7-1500 sorozatokat TIA portal-lal. ott eleve "startup"-nak hivják és auto ob100...101... címet kap.
egyszerűen beírok 1-egy egy memóriába, amit majd törlök.
megjegyzem még omronnál szoktam rá, hogy bizonyos kritikus memóriákat indításkor feltöltöm az alap paraméterekkel, pl. poka-yoke céllal.byte
-
byte-by
tag
válasz
plutokas
#4702
üzenetére
halo .
ob100, "complete restart " .
ez lefut bekpcsoláskor, aztán inaktív lesz.legalább is tia portal-ban.
meghivsz egy ob-t aztán a számát átírod 100-ra, ha beágyazod, mellékeli a symbol name-t ami a "complete restart" lesz, simatic manger-ben.
tia-ban autó cimzéssel megy.byte
-
byte-by
tag
halo
a omron cx-programmer 2 verziója díjmentes.
nem mai gyerek, de teljes értékű szoftver, a cj-series a cp1-series nem megy vele (bár lehet, hogy a cj1 igen), de a cs1 és a cqm (és az összes régebbi) sorozat igen.
azt írtad létradiagramot akarsz irni, ezzel írhatsz reggeltől estig.
a memória kezelés ugyan nem olyan ,mint a simatic-é, de nem lehet gond.byte
-
#4695
byte-by
tag
Achilles83
#4691
byte-by
tag
válasz
 Achilles83
#4691
üzenetére
Achilles83
#4691
üzenetére
halo!
ha jól emlékszem talán felülröl a 4-dik kapcsolót kellett eltérő irányba kapcsolni a többitől és akkor ment a soros port, de hogy ki vagy be azt most nem tudom megmondani, sajnos most megnézni sem.
én cs1w-cn226-ot használok cj1m-sorozathoz , csak elvétve sorost, nagyon lassú, főleg ha sok használt memória, és szeretném mindet letölteni, vagy látni.
az is lehet, hogy valami baja van a portnak, bár nem szokott.byte
-
byte-by
tag
halo!
természetesen a jogvédelem megmrarad.
általában mellékelek egy cd-t a programmal, de pl. egy távol keleti cég e-mail-ben , zippelve kéri.nyilván az a cég is a kiszolgáltatottságot akarja csökkenteni vagy akár megszüntetni, nekem ezzel nincs is bajom, ha a számla ki vagy egyenlítve.mint jeleztem nekem még nem volt negatív tapasztalatom.(kop-kop-kop)
az interneten nyilvánosak a cégek adatai, törzstőkéje, tevékenységi köre, stb.
néha előfordul, hogy rákukkantok kinek is dolgozom.bár nem feltétlenül lehet pontos feltételezéseket levonni belőle. -
byte-by
tag
halo !
ez érdekes egyben fura és szomorú/sz.ar dolog.
bár velem még nem fordult elő, hogy nem fizettek volna ki.mellesleg egy jól megírt szerződés igenis valóban sokat számít.
munkatársaim úgy szokták, hogy amíg nincs kiegyenlítve a számla a termék nem kerül a megrendelő végleges tulajdonába. (megjegyzem azt, hogy ilyesmit egyáltalán megtehetnek azt ki kellett, hogy érdemeljék, megbízható, pontos , korrekt munkájukkal, hosszú időn keresztül)
vagyis ha nem fizetik ki jogtalanul használják, és az ebből eredő hibák és veszteségek azt a céget terhelik amelyik jogtalanul használja. (neadj Isten szándékos hiba esetén is..)
szállítottunk már külföldre is, de volt hazai telep, ahol a gép járta a próba köröket, majd kivitték. ők többet fizettek mivel kamerák és egyéb mérőeszközök voltak rajta , csinálnom kellett egy oktatóanyagot a beállításához, és át kellett adnom a forráskódot egy ideküldött szakembernek, valamint kioktatni a program szekvenciákból. valamiért nem akarták, hogy odamenjünk a gyárukba. jeleztem egyébként, hogy a kamerák és mérőeszközök a szállítás után valószínűleg rendkívül pontatlanok lesznek.a másik a PLC program (forráskód). jogvédelem alatt van , akárcsak a windows.
aki nem hiszi, járjon utána.
van egy japán multi cég ahol ebből nem csinálnak problémát, mindent kifizetnek, de náluk az a standard eljárás, hogy egy karbantartónak is joga van bármikor a plc-be belenyúlni, ha úgy látja szükségesnek.
ha ezután mégis oda kell menni , akkor fizetnek, ebből nincs gond.egyébként tervezők, építők, programozók , egyéb szakemberek együttműködésével meg lehetne regulázni a rendszeresen nem fizető cégeket.
de hol vagyunk ettől.byte
-
#4672
byte-by
tag
Achilles83
#4669
byte-by
tag
válasz
Achilles83
#4669
üzenetére
halo !
nem csak méregdrága , nagy gyártóktól származó kiegészítők és/vagy beépített megoldások vannak távadókhoz, leválasztókhoz, stb.
mi a cégnél , multinacionális körülmények között is használunk bizonyos hazai cég kiváló fejlesztésű , professzionális felhasználásra gyártott eszközeiből.az ár semmiképp sem tekinthető csillagászatinak.csak hozzávetőlegesen mindenféle reklám és pontos megnevezés nélkül, de pl. egy pt100 -hoz való távadó 30000 forintig beszerezhető. persze drágább is van. barkácsoláshoz talán sok, de még egyszer jelzem ipari , professzionális felhasználásra fejlesztett eszközről van szó.
vagy egy példa:
nemrég 0-10v analóg bemeneti feszültségre lett volna szükségünk s7-1200 sorozatú plc-hez.(s7-1214,6ES7214-1BG40-0XB0 ). tömeget mértünk , de a szállított rendszerhez tartozó erősítő negatív irányú elmozdulásokkal operált,a plc által nem alkalmazott tartományban.
ezt kompenzáltuk szintén ennek a hazai cégnek a termékével, ami még saját szoftverrel konfigurálható is volt.
nyilvánvalóan nagyságrendekkel olcsóbb, mint olyan SM modul ami tudja kezelni a 0-+10v-on kívüli tartományokat.
a kalibráció szerint a mérés teljesen pontos , korrekt és lineáris volt.byte
-
byte-by
tag
válasz
plutokas
#4640
üzenetére
halo !
ahogy Szirty mondja, valószínű NPN-es a rendszered, a japánok imádják.
ha pozitív jel kell valahová megrelézheted, ez plusz alkatrész.
ha aktuátorokat vagy reléket hajtasz (feszmentes kontakt) a nullát kapcsolod, más nem kell.egyébként nem fx2n-48xx a vezérlőd?
a kinaiak ugyan másolták a kifutott fx2 sorozatot, (meg minden mást is, bedolgoznak is)de a japánoknál az alap a 16-32-48-64 , stb. bár keveset találkozom mitsubishi-vel.byte
-
byte-by
tag
halo !
valóban nem adtad meg a hmi típusát, de az 1200-as miatt gondolom valamilyen basic panel.
a gond az, hogy a sorozat elég egyszerű és korlátolt, bár amire kitalálták arra jó.
a Szirty által említett vizualizáció van, de ezek a hmi-k nem realtime animációk megjelenítésére készültek.byte
-
byte-by
tag
válasz
 Kopri 62
#4565
üzenetére
Kopri 62
#4565
üzenetére
halo !
nem ismerem a shneidert , de mintha lehetne bele rakni memóriakártyát.
ha így van, esetleg olcsó , de nagyon (!) fapados módszerrel feltételekhez kötni és kiírni memóriakártyára a szükséges adatokat, majd csv-be vagy txt-be elmenteni.
már ha van ilyen lehetőség a programozását tekintve, vagy egyáltalán lehetőség van-e ilyesmire.persze így az adatok nem látszanak azonnal, le kell őket menteni pc-re, és kiértékelni.
olcsó húsnak....
minőségbiztosítást említettél, ebből kifolyólag céges projektre gondolok.
ha legalább közepes cégről van szó, néha költhetnének is a szükséges eszközökre, persze ezt nem tudom, csak saját tapasztalat.byte
-
byte-by
tag
válasz
 KB.Pifu
#4307
üzenetére
KB.Pifu
#4307
üzenetére
halo !
ha a rendben befejezett munkafolyamat is feltétele a számláló léptethetőségének, akkor nyomkodhatod, nem fog történni semmi, amíg rendben végig nem csinálta az adott léptetést.de a számláló így sem szerencsés.
sok gépsor sajátja a "félautomata" üzem, volt szerencsém párhoz. van olyan gépsor ahol frankó távirányítóval kiválasztod az állomást , majd lépteted a folyamatot.mondjuk pont ez a gép nem volt a tervezés etalonja.
viszont a "kézi üzem" valóban a komponensek egymástól akár független működtetéséről szól, persze a megfelelő feltétel rendszer mellett. ez bizonyosan nem szekvenciális.ha esetleg szekvenciáról van szó számlálót én sem használok.leginkább egy merker szót szoktam használni amibe értéket írok ha a feltétel sor igaz.egy comparátorral ez adja a következő network első feltételét, aztán ha a többi is igaz lesz ,egy másik érték íródik bele.ezzel szekventált programblokkonként 1 merker word-öt használok el.
"félautomata" léptetéshez is használható, a befejezett hibátlan programsor fogja csak átírni a merker szót,majd újabb gombnyomás. ha közben is nyomogatják a gombot nem fog történni semmi.ez SZIGORÚAN szekvenciális gyártógépekre vagy állomásokra igaz.
egyébként sajnos tényleg igaz, hogy szinte csak a léptetős programírást oktatják.visznek kis kivágógép vagy mártogatógép modellt és mindenféle léptetős munkára bírják.persze látványos meg sikerélmény annak aki még semmi ilyesmit nem csinált,de kissé csalóka.sehol egy szabályzás, PID, regiszter kezelés, stb. de legalább felhívnák a figyelmet a továbbképzés szükségességére.
byte
-
byte-by
tag
halo !
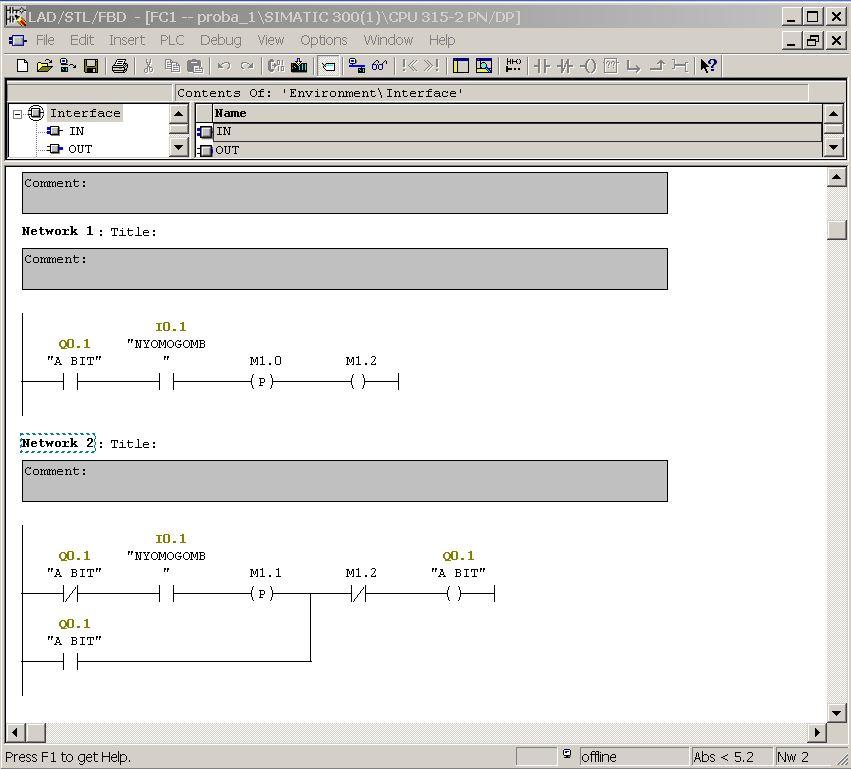
ezek elég egyszerű áramút tervek.motor indítás, forgásirány váltás, csillag-delta, ajtó vezérlés...
próbáld meg a terv ágait külön-külön értelmezni, a feltételeket egy kimenetig.
( esetleg nyugodtan rajzold le , a tervjelek mellé írd oda mi micsoda )
a plc relés felépítésű létra diagramja sem más nagyon ettől.http://csepeltiszk.hu/files/tananyag/plc/plc.pdf
itt alapszintem magyarázzák a kapu logikát, és a Te példáid is visszaköszönnek egy egy példa-tervben működési és tervjel leírásokkal. Valamint az áramút tervek értelmezése plc programokban, különböző nyelveken.(stl, fbd, lad)
byte
-
byte-by
tag
válasz
 Mazsika
#4217
üzenetére
Mazsika
#4217
üzenetére
halo !
a profibus jó, ha minden jó.
de ha valami nem jó akkor kicsinálja az embert.csak tapasztalat , illetve eset megosztás:
a cégnél 4 kuka robot egységből álló raklapozó , görgősor, zsugorfóliázó , cim kéző , kirakó egység.
jó nagy terület elkerítve. minden profibuson.állandó hibaüzeneteket kaptunk , de hiába nézegettük a diag -ot nem volt egyértelmű.
vezetékek ellenörzése, csatlakozók átvizsgálása, stb.
kínunkban gondoltuk visszavágunk minden vezetéket 50 mm-rel. akkor szembesültünk vele. csak akkor látszott amikor jelentősen megtörtük a vezetékeket.szinte az összes ilyen volt.,

németek rakták össze a sorokat, de ilyen trehány munkát ritkán látni.
át kellett vizsgálni a rendszerhez tartozó összes szekrényt és jól tettük, mert sok helyen teláltuk ilyen és ehhez hasonló problémákat.
az összes vezeték meg volt vágva. kicseréltük az összes csatlakozót és újra kötöttünk mindent.most már használható a rendszer.byte
-
byte-by
tag
válasz
Teuton99
#4197
üzenetére
halo !
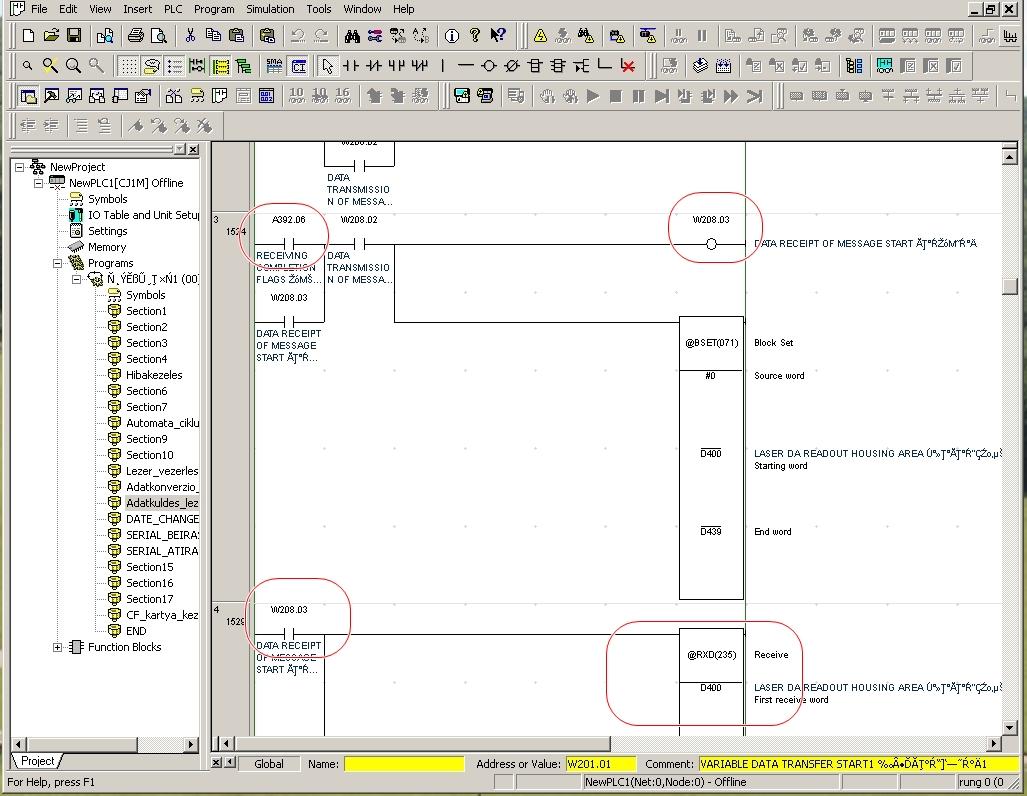
az FWRIT utasításnak a kontrol szóban meg tudod adni, hogy hova mentsen.
ha a kontrol szó utolsó digitje 1, akkor EM file-ba ment.
létrehoz egy tárterületet és oda ugyanúgy menti az adatokat , mint cf kártya esetén.
persze szimulátorra szükség lesz és pár bitet át kell kapcsolni, de hasonlóképp kiírja az adatokat.a példa egy CS1G ,és amikor átkapcsolsz szimulátorra meg is kérdezi, hogy létrehozza-e az EM tárat.
azt hiszem CJ sorozatnál NEM online módban engedélyezned kell a "memory allocation " menüben.
bár én cj1 sorozattal még nem csináltam.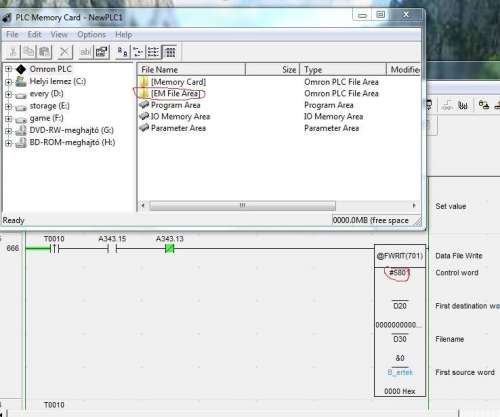
byte
-
byte-by
tag
válasz
KB.Pifu
#4164
üzenetére
halo !
festo-plcvel 96 elötti tetra pack gépek kapcsán találkoztam, de a tetra szerint lassúak voltak meg a szoftverük sem valami baráti, ezért többet nem alkalmazták őket. nekem igazán tapasztalatom nincs velük.
a servo-k jópofa dolog. amennyi paramétert tudnak én még soha nem használtam ki.
talán mindegyik fajta közös jellemzője a servopoziciók felvétele. valamint az ehhez kapcsolódó egyéb paraméterek gyorsulás, lassulás, görbék,nyomatékok stb.ha gondolod és tudsz szerezni valamilyen szoftvert nyugodtan nézz bele.persze jobb lenne egy működö motor, de a szoftver is mutathat érdekes dolgokat.
nagyon jó,felhasználó barát és érthető a festo ujabb fejlesztésű dnci motorok és szoftvere, de személyes kedvencem az SMC.
a festo szoftvere pár éve ingyenes volt , nem tudom ez változott-e.byte
-
-
byte-by
tag
halo !
" Van egy másik tényező is ami nincs rá: pénz.
Egyre inkább."egyetértek.az sincs rá.
ez egyébként nagyon komoly problémákat okozhat. az olcsóbb anyagokból előállított alkatrészek kopásállósága értelemszerűen gyengébb, ez mindenre vonatkozik, csavarokra, lemezekre,támasztékokra, csapágyakra, sínekre, olcsóbb munkahengerekre ,stb.
csak egy példa : találkoztam olyannal, hogy az építő cég bevállalta , hogy egy emúlzióban alkatrészeket öblítő gép hengereinek érzékelőit nem ellenálló kivitelű érzékelőkkel szerelték, hátha szerencséjük lesz. persze a vezetékekről egy idő után simán levált a szigetelés, akkor is ha közvetlen kapcsolat nem volt a mosóközeg és a hengerek között, csak fröccsenés és a levegőben lévő mosópára.
az érzékelők nem mindíg érzékeltek, persze a megoldást tőlem várták: legyen élvezérlés,legyen elég ha csak elmegy előtte, az alaphelyzet nem is olyan fontos , időzítők használata - a biztonság minek,stb. anyádat.sajnos ma már készülnek durva fostalicskák. tisztelet a kivételnek természetesen.
az biztos, hogy soha nem a gép a hülye, az csak azt teszi amire a tervezője képessé teszi és amire a programozója utasítja.byte
-
byte-by
tag
válasz
KB.Pifu
#4143
üzenetére
halo !
a gépépítés tényleg jó.izgalmas meg minden.de egyvalami nincs : idő.gyakorolni se.
én dolgoztam ilyen cégnek, fura volt, hogy néha lassan indult be egy-egy projekt, majd valahogy hirtelen nagyon sürgőssé vált és tegnapra kellett a gép.
plusz a módosítások módosításának a módosítása ,mielőtt módosítanánk a módosításokat.
sok plusz kérés, stb.sokszor egy termelő sor beépülő gépállomását csináltuk meg, azt például csak vasárnap lehetett installálni , de az éjszakás műszakra már termelnie kellett.
vagy meglévő berendezést kellett bővíteni, átépíteni és erre csak szombat és vasárnap estig volt lehetőség.
hányszor, de hányszor kértem csak 15 percet, hogy lássam mi történik , hogy dolgozik a gép amit módosítani, átépíteni, stb. szeretnénk.vagy bujkáltam a dolgozók között, lábuk alatt.legjobb barátom a szünet volt, amikor a dolgozók kimentek 10-15 percre.volt olyan vasárnap, hogy épp végeztünk egy géppel, beépítettük a sorba.jó is lett.
egy másik gépet egy másik cég bővített két plusz munkahengerrel.de sem elektromos embert , sem PLC-s embert nem hoztak magukkal. kicsit elbeszéltek egymás mellett a megrendelővel.
már csak én voltam ott tőlünk, este 8 óra volt.akkor jött oda a helyi supervisor és megkérdezte be tudnám -e kötni a másik cég által beszerelt plusz alkatrészeket, illetve módosítanám-e a programot.de 22 órakor jön az első műszak, szóval működnie kellene.az elektromos kollégát visszahívtam, mert igy már sok volt, vissza is jött és bekötötte az érzékelőket és a szelepeket, amíg én rájöttem mit is akar a gép csinálni, és átírtam a programot és a HMI-t, nem volt vészes.
22-re nem de 22:30-ra működött.én szerettem ezt csinálni, kár , hogy már nincs.egyébként pl. (egy) japán érdekeltségű cégnél a biztonsági relé nem kötelező.saját elvárásai vannak, de azok ultra szigorúak. Master relé kell, de ez bármilyen lehet duplikálva. persze náluk más a leány fekvése: NPN logika, pozitív sarok földelés, 100-200v-os hálózatok, stb. persze a Master itt is hardveres kizárás, de nem kell biztonsági relé.
byte
-
byte-by
tag
válasz
KB.Pifu
#4063
üzenetére
halo !
" melyik legyen a következő? "
ne már.
nem kell mindet tudni, nem is lehet. (persze biztos van olyan elvetemült alak...)a bináris változókon vagy I/O-kon alapuló logikai kapukat és összefüggéseket nézve nincs különbség a plc-k között.
a memória , adatkezelésben, utasításkészletben, adatformátumban és azok felhasználásában akár nagy különbségek is lehetnek valamint a fejlesztő környezetben, hálózatokban, HMI-kben, stb.elkezdted a siemens? akkor ne hagyd abba.
vagy ha azt mondod , hogy japán (vagy japán közeli ) cégnél dolgozol, akkor ásd bele magad az omron-ba.
próbáld elérni, hogy odaengedjenek a gépekhez, laptoppal, vagy hasonló módon. esetleg egy okos módosító javaslat, ilyesmi.(nem mindenhol szeretik, de én is dolgoztam japán cégnél, ott a pozitív hozzáállás jó pont volt)mindegy , csak ne mindenből egy kicsit. az nem lesz jó.
és nem holnapra fog menni, meg holnaputánra sem.by-te
-
byte-by
tag
halo !
a könyvtárak létrehozása jó dolog. ha megengedtek némi kevésbé profi hozzá szólást.
magam is kezdem összerakni a saját blokkjaimat siemens-ben. omron után azért más.
a TIA Portal- nal egyébként látható és tapasztalható a változás, erősen húz az FBD és a LAD felé.
ebben egyébként segítséget is próbál nyújtani, a blokkokkal , utasításokkal.mi S7-1500 sorozatú vezérlőket használunk.
kell még fejleszteni a programon, ez nem gond.
jók a matematikai utasítások, a Compact PID is jó.
az AB CPT blokkja itt a CALCULATE funkció, itt nem Destiny van hanem a megszokott OUT. itt ebben írhatod meg a matematikai függvényeket.olyan gép gyártó aki komoly termelő gépsorokat szállított le, és eddig stl-ban írtak programokat, úgy tapasztaltam, hogy miután TIA Portal-ra váltottak de a vezérlő még S7-300 -as sorozatú, inkább FBD-ben írt programmal hozták az új sorokat. persze tele van paraméterezett FC blokkokkal. pár program blokk stl. legalább is a nálunk lévő új gépeket így programozták.
byte
-
byte-by
tag
válasz
 moseras
#4036
üzenetére
moseras
#4036
üzenetére
halo !
igen, egészen pontosan így történt.
(annyira a siemens-t én sem)
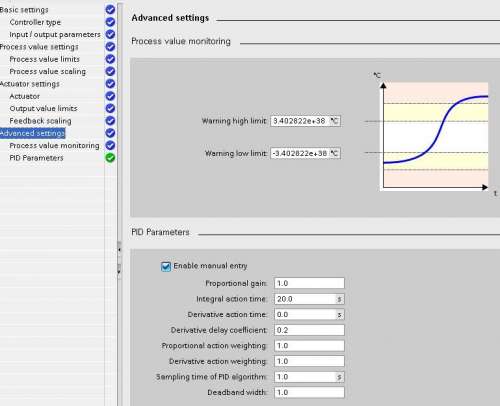
az auto tuning jó, de pár dolgot érdemes megváltoztatni, csak ezért kapcsoltam később manual tuningba.
a "deadband widht" , és pár késleltetést állítottam át.
az aktuátornál pl. többek között a motoros szelep teljes nyitási -zárási idejét utólag kellett módosítanom, mert a program irásakor nem állt rendelkezésre, illetve a "ON " és "OFF" kimenet minimális időtartamát.de alapvetően az auto tuning beállításai voltak az alapok.
ha elkezdjük használni a rendszert nem csak tesztüzemben gondolom, hogy lesz némi finomítás a későbbiekben.byte-by
-
byte-by
tag
halo !
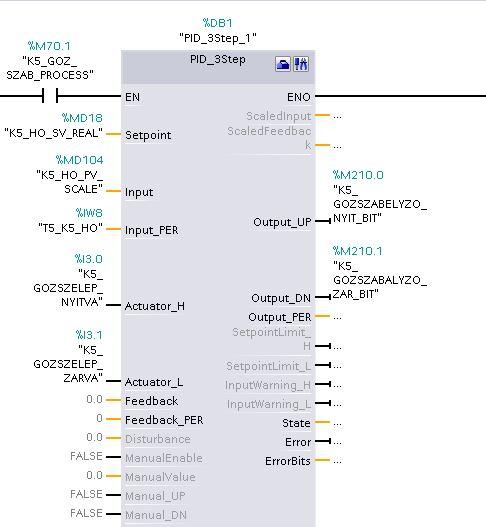
ha esetleg van akit érdekelhet a dolog.a multkori gőz szelep szabályozással kapcsolatos témát megoldottam ,némi utána járással. már dolgozik.
motoros szelepről van szó (samson) digitális vezérlésű, nem analog kimenet hajtja.
két digitális kimenet-egy nyitja-egy zárja.ha egy kimenet sincs , ott megáll ahol van.
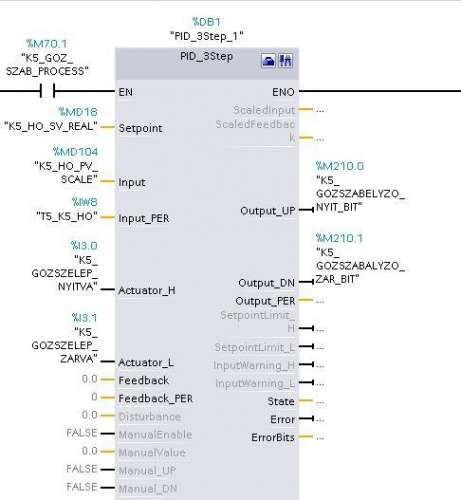
a vezérlő s7-1513-1 PN , a szoftver TIA Portal.(v12) megjegyzem van még mit fejleszteni...de ez oké.egy sima pid 3 steppet illesztettem be.a logikailag értelmezhető be és kimenetekkel.
természetesen utána paraméterezés és komissiózás.
ezt leltöltve és indítva a program működik.
a beállításokban figyelmet igényel a méréshatás, a mért egység típusa, (pl. hőmérséklet, nyomás, stb.)
és még jó néhány dolog, de a számolást a pid-re hagyhatjuk.érdemes manuális paraméterezést alkalmazni, így finomabb működést érhetünk el. pl. egy impulzus hossza akár befolyásolhatja a szelep élettartamát.
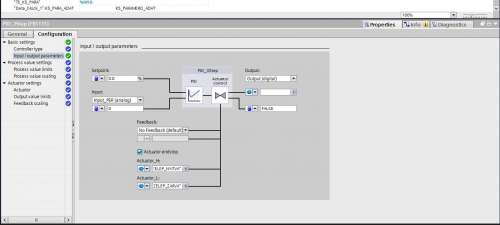
érdekes, de a segédletben az input és a perifériás input (analóg I/O) kapcsolható, ezt tartalmazza a settings, de magához a programhoz mindkettőre szükség volt.a rendszer jóval többet tud , mint amire én használom, de majd ha szükséges lehet bővíteni.
byte-by
-
byte-by
tag
válasz
 Szabónagymer
#3996
üzenetére
Szabónagymer
#3996
üzenetére
halo Szabónagymer !
megtanulni nem lehet ennyi idő alatt.
erős késztetést érezni arra , hogy még többet tanulni róla , azt lehet ennyi idő alatt.két dolog történhet egy, hogy megfog és még többet akarsz tudni és gyakorolni és csinálni,
kettő, hogy érdekel, de nem ásod bele magad igazán, nem foglalkozol vele eleget, aztán már arra a pár izgalmas dologra sem emlékszel ami a tanfolyamon elhangzott.
de ne add fel.
amúgy ezen a fórumon, ha visszanézel ez a kérdéskör már felmerült, talán többször is.
az ott leírtak nem változtak.más.
napokkal ezelőtt feldobtam egy gőz szabályzós problémát.PID szabályzás téma.
úgy néz ki megoldottam, (némi utána járással) publikálom az eredményeket, s7-1500 -as tapasztalat.byte-by
-
byte-by
tag
halo !
nem szeretnék róla visszacsatolást, írtam is , hogy ilyen nincs.
információ a véghelyzetekről van.ez előtti levelemben jeleztem, hogy történtek némi változások.
lesz néhány leágazás, plusz eszközök.
és a szelep motoros szelep lesz, két kimenettel, egy ami teljesen kinyitja, egy ami teljesen bezárja.ha egyik kimenet sincs a szelep megtartja helyzetét.
jelenleg sok minden csak papíron van, előre próbálunk dolgozni.ehhez kellene a korábbiakban felvázolt szabályzás.a portálodon is nézem.
byte
-
byte-by
tag
válasz
moseras
#3919
üzenetére
halo !
ma reggel kaptam egy e-mailt.
teljesen nyitó és teljesen záró motoros szelep lesz.
a végállások közötti helyzetről információ nincs , a plc egy -egy relét fogy kapcsolni , egyik nyitja , másik zárja, tehát két kimenet.ha egyiken sincs kimenet a helyzetét megtartja.az eredeti terveken másmilyen szerepelt.kapott még egy rugós főszelepet,több leágazás lesz , úgyhogy még egy rugós központi szelepet és reduktort.
remélem nem változik még néhányszor.köszi a választ.
byte
-
byte-by
tag
válasz
 Dezsi82
#3915
üzenetére
Dezsi82
#3915
üzenetére
halo!
a kezdetekkor én nyitó és záró impulzusokra gondoltam.
az SP-hez képest alacsony PV esetén a nyitó impulzus többször jelentkezik , közelítve lassul.
elérve , vagy túllépve az SP-t a záróimpulzusok szintén hasonló módon mozgatnák a szelepet.persze azért több paramétert is figyelembe kellene venni.
-
byte-by
tag
válasz
moseras
#3914
üzenetére
halo!
lehet, hogy nem voltam pontos amikor nyit-zár szelepet írtam, de csak ennyi.
nem motoros, vagy más hasonló módon hajtott.(kicsit szét vagyok csúszva...)a pontos típusát sajnos nem tudom, de egy teljesen egyszerű "teljesen nyit-teljesen zár "szelep. mágnes szelep nyitja és zárja a végállásokig.
akár egy munkahengert.
egy helységben mérjük a hőfokot, és hmi-n állítjuk be a kívánt értéket.amit írtál nem okozhat nagy különbségeket a setpoint és a PV között?
talán a szelep út idejét ha állandónak venném, alapja lehet a számolásnak?
de ezek csak kis értékek lehetnek, mert a szelep elég hamar bezár vagy kinyit.a probléma, hogy úgy kell dolgozni, hogy az eszközök még nincsenek meg, csak a terv és a rajzok.alapesetben ez nem igazán probléma, de sajnos siemens környezetben kevés a tapasztalatom.
én egyébként könyörögtem legalább egy analóg hajtású gombaszelepért, de "ez van a tervben".
de próbálkozok, meg lesz ez.köszönöm továbbra is.
-
byte-by
tag
válasz
 n0rbert0
#3911
üzenetére
n0rbert0
#3911
üzenetére
halo !
de, szóljál bele nyugodtan, ha úgy gondolod , hogy van jó ötleted.
végül is ez a fórum többek között ezért (is) van.nade.
mivel s7-1500-ba (meg amúgy is siemens-be) még kezdő vagyok, járt a szám mielőtt minden lehetőséget végig néztem volna.
persze ettől az optimális megoldást még nem tudom, de találtam egy 3 lépéses PID control blokkot .
ez leheséges megoldás?
ez paraméterezhető pl. inputok jellegge ( AI, vagy DI) , kimenet (AI vagy DI, persze a címekkel együtt) megadhatom, hogy van-e feedback vagy nincs, stb.
ezzel még nem találkoztam.tehát:
ez esetleg használható (hasonló), vagy mégis más lehet a megoldás?
byte-by
-
byte-by
tag
halo Szirty !
igen. mondom.
a szabályzó szelep elött van egy központi szelep ami a működés elején teljesen kinyit.a szabályzó szelep nyit-zár rendszerű, ezzel kellene az állandó hőmérsékletű bejövő ági gőzt szabályozni egy hőcserélő felé, ami egy befúvó ventillátorra van építve.
itt nem csak fűtésről van szó, hanem igazából szárításról.tehát a szabályzó szelep egy teljesen nyitott gőz szelep után van.nyit-zár rendszerű , digitális vezérlésű.
annyit tudok, hogy mikor van teljesen nyitva vagy teljesen zárva, a kettő közötti helyzetéről nincs információ.
különálló rendszer , nincs köze a gőz szelep vezérléséhez.a rámenő gőz hőmérséklete sem releváns, befolyásolni nem tudjuk.
hőfok értéket a fűtött helységből nyerünk hőérzékelő által.lehet, hogy nem látom át, de hogy lenne érdemes a hmi-n beállított értékre szabályozni.
nem tudom , talán megfelelő az információ.byte-by
-
byte-by
tag
halo !
egy probléma megoldásában szeretnék tanácsot kérni.
siemens plc-hez írok programot, és egy hő -és páratartalom analóg vezérlési módon töröm a fejem.
cpu:s7-1500 1513-1 PN
DI 2x 32x24vdc
DQ 2x 32x24vdc
AI 1x AI 8x U/I/RTD/TCaz analog részével van gondom.
8 csatorna 4-et használok, kettőn hőmérsékletet kettőn páratartalmat mérek.ez oké.
viszont a hőmérő része vezérel egy szabályzó gőzszelepet amit egy beállított értékhez kell, hogy közelítsen erős pontossággal.a szabályzó szelep nem rendelkezik visszacsatolással, az állásáról információ nincs.
PID -et így én nem tudom , hogy lehetne használni.
talán inkább impulzusokkal kellene ( ?)
az alábbi programrészlet a címeket fedi, az egyik hőmérő részlete.(nem kész program)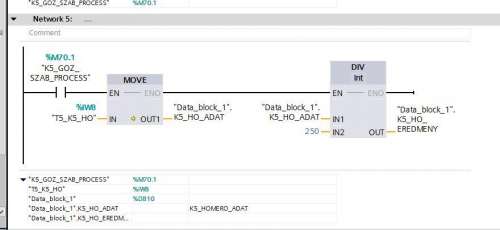
a kért hőmérséklet címe: "Data_blokk_1"
K5_BEALLITOTT_HOHMI-n keresztűl jelzem ki és oda is írom a kért hőmérsékletet.
szerintetek, hogy lenne érdemes megoldani ?
nagyobb különbséggel több, kevesebb különbséggel kevesebb impulzus?
vagy esetleg mérni a szelep teljes nyitás és zárás idejét és felhasználni ?byte-by
-
byte-by
tag
halo !
nemrég felvetett problémámmal kapcsolatban.
LOGO ! vezérlő és laptop közötti kommunikációs problémához kértem segítséget.
megosztanám, hogy valóban a Java program megfelelő verziója, (illetve frissítése) jelentett megoldást az online kapcsolódási problémára.még egy DLL fájl is kellett neki, de ezután rendben csatlakozott.köszönöm a segítséget.
byte-by
-
byte-by
tag
halo !
tudom , hogy illik ponosan leírni a cikkszámot, stb. etc, ez mellett már magam is emeltem szót, de ezt most nem tudom.de megpróbálom amit lehet.
gondoltam a java-ra, de az IT nincs a helyzet magaslatán.
személyes sértésnek vesznek minden magánakciót, pl. a java, vagy akár az adobe reader frissítése is.
ezek forrest gump-nak sem okoznának nehézséget, de valamilyen oknál fogva a könnyeiket törölgetik, ha nem ők frissítik a pc-ket.amikor meglátták az új PG-t, egy hétig hallgattam, hogy ez micsoda és honnan van.aztán elájultak, hogy erősebb, mint a szerver, de csak sokadikra sikerült (szerény részvételemmel) upgradelni a TIA portal-t v11-ről v12-re.
kicsit nehézkesen mennek a dolgok.
köszönöm az észrevételeket, ha sikerül akkor az megint egy tapasztalat lesz. -
byte-by
tag
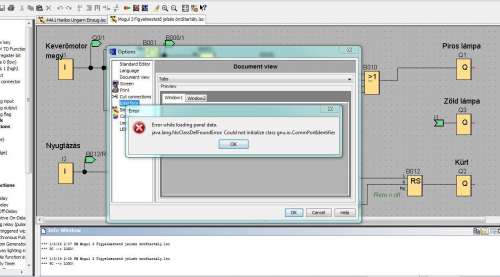
hall!
kis segítség kéne, ha van rá lehetőség.
teljes siemens-es átállásunk részeként LOGO programozható relékkel oldunk meg jópár dolgot.
eddig ment is, egy régebbi lasptoppal sikeresen operáltunk.új csili-vili laptopot kaptunk , a program is felment rá win 7 /64 op rendszer van rajta, információnk szerint nem lényeges.
viszont a vezérlőket nem látjuk, és nem tudunk csatlakozni, feltölteni , stb.
a következő képen a kapott hibaüzenet látható.
ha van valakinek tapasztalata hasonlóban, vagy csak egy apró dolog amit nem vettem észre nagy buzgalmamban, ha tudnátok segíteni, megköszönném.csatlakozási kísérket eredményeként ezt kapjuk.a portok nem jeleznek semmi hibát.
byte-by
-
byte-by
tag
válasz
 attis71
#3863
üzenetére
attis71
#3863
üzenetére
halo Attis71 !
lehet elé tenni időzítőt csak át kell gondolni mennyi legyen a szorzó ,és egy set-reset tárolóval merkert kapcsolni.
a set-reset tárolóval visszafelé is akkor kapcsolhatod ki (vagy be) amikor akarod, szintén egy időzítővel.az fx-ben van élfigyelés, az alphában nem tudom, de azt is lehet használni, bár át kell gondolni, mert ebben az esetben ugyanúgy egy set-reset tárolót működtetne , ami szintén egy időzítőt indítana el , ami egy set-reset tárolót működtetne a fenti módon , és persze visszafelé is

a probléma, hogy ha ki -be kapcsolgat , akkor létre kell hozni (vagy meg kell várni) egy számunkra kellő ideig stabil helyzetet.
byte-by
-
-
byte-by
tag
halo Szirty !
már jeleztem, hogy magam is omronnal foglalkoztam leginkább ezideig.
valóban egy igen letisztult és logikus felépítésű rendszernek ismertem.
egy autóipari beszállító partnerünk egyéb bővítése kapcsán kértük az omron support segítségét és akkor jött egy szakember, aki mellesleg megmutatta ezt az új rendszert.kissé fura volt.volt pár jópofa dolog pl. a strukturált text beillesztése , akárcsak mint egy feltételnek.kis ablak nyílik , ott lehet a programsorokat megírni.
de kissé idegen volt az egész."Mellesleg ha összeállítasz egy konkrét, részletes és érthető cikket, én szívesen kirakom oda :-) "
még én is csak ismerkedem vele
de lesz alkalmam , mivel ügye a multkor írtam, hogy siemens vezérlésű lesz minden új gép és gépsor a cégnél.
elég meggyőző volt amikor egyszerre jött meg 8 konfiguráció hardverkészlete, vezérlők, DI/O és AI/O kártya 1500-ashoz,bővítő modulok 1200-ashoz, stekkerek, hmi-k,stb. órákon keresztül pakoltam össze őket.de ha megvilágosodom akkor dokumentálom a dolgokat és megírom. izgalmas lesz....
byte-by
-
-
byte-by
tag
halo !
egyébként az omron az új NJ szériával erősen hajaz a siemens szabványára.persze van különbség.
a Standard IEC 6113 szabványt használják ennél a vezérlőnél.
definiált memóriák és TAG alapú programozás. érdekes, bár nem tudom, a "szinte" új cj2... sorozat után ilyen sietve minek akarnak technológiát cserélni.a szoftvere teljesen új ( Sysmac Studio ) és csak ehhez a vezérlő szériához jó, illetve valószínűleg innen felfelé.
a hírek szerint a hardver inkább pc alapú.
a hardverek Di-Do és Ai-Ao és egyéb kártyák elég nagy átalakításon estek át.hogy, jó vagy nem majd az idő eldönti.
byte-by
-
byte-by
tag
válasz
sesztakbence
#3773
üzenetére
halo sesztakbence !
itt is használhatod a simatic szabványt.
a blokkot behúzod a szabad helyre, illetve beírod az ismert S_ODT típust.akkor az lesz amit Te is ismersz.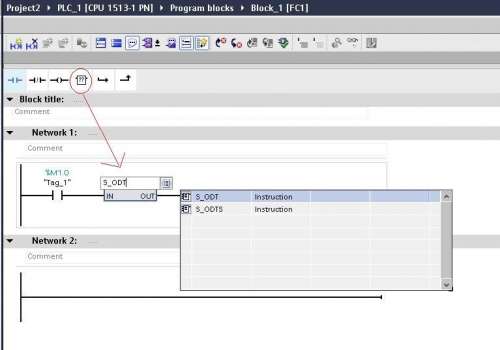
enter után ez lesz:
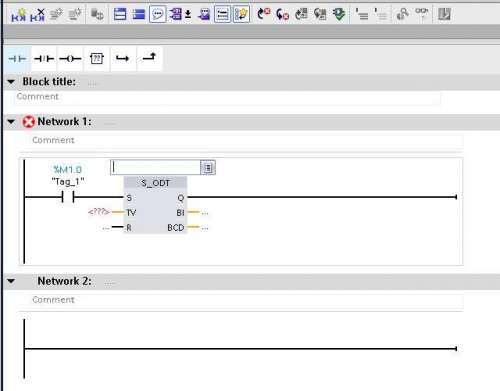
beírod ezt :
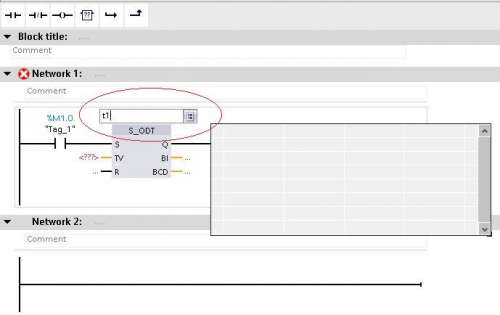
enter és ez lesz:
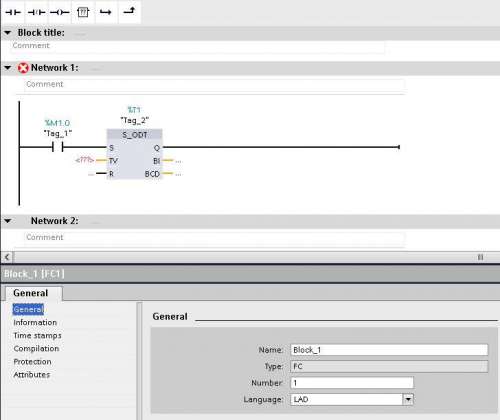
valószínűleg Te nem adtad meg az időzítőd típusát (illetve szabványát) és azért nem fogadta el.
ezután a TV-be szintén az ismert formátum kerülhet.alul a "General" fűl alatt vannak az elem opciói illetve mindenféle információ, valamint ott tudod beállítani az IEC check-et is az "attributes"menüben, többet között.
a TAG címeket autó modon kiosztja, (ha nem definiálsz elötte)ezt a PLC TAG -eknél megjelenik, ezt átírhatod, ez a szimbólumneved.én is ismerkedem még a TIA -portal-lal, meg kell szokni.Lehet, hogy Szirty oldalát indokolt lenne látogatni, ott úgy tudom van TIA okosság.
byte-by
-
byte-by
tag
halo coc2 !
simán ledarálják, aztán mehet vissza.
ha olyan nagy cégek, mint a ..majdnem mondtam milyen kupakgyár ledarálhatja, akkor bárki más is.
erre külön helység és masinák vannak.
eu konform.
a megrendelő is tisztában van a technológiával , amivel a kupakjait készítik, de a végeredmény minőségén kívül más nem hiszem, hogy érdekli. -
byte-by
tag
válasz
 dodzylla
#3704
üzenetére
dodzylla
#3704
üzenetére
halo dodzylla !
ha igaz, hogy kevés fiatalt érdekel, vagy nem igazán áldoznak rá energiát, időt, fáradtságot(és igen, pénzt is, ha kell), akkor a plc-s szakma nagyon keresett lesz.igaz, már ma is az.
ráadásul ha valóban annyira gyökeresen át akarják alakítani a képzési rendszert, hogy a feltételek inkább gyakorló technikusok vagy mérnökök számára lesz elérhető, akkor gáz van.illetve lesz.
azzal azért legyél tisztában, hogy a plc-s szakma nem csak a plc-programok írásából áll, hanem minden olyan eszköz ismeretéből és programozásából, amivel a plc esetleg kommunikálhat. HMI-k, driverek-frekiváltók,bus rendszerek,felügyeleti eszközök, analóg rendszerek,stb.
gyakorold a plc -t bátran. kelleni fog.Szirty-nek jegyzem meg, hogy új munkám van, ahol már nem omronnal kell foglalkoznom, hanem az igazgatóság döntése alapján minden vezérlő és automatika siemens lesz, új géphegyek lesznek telepítve siemens vezérlésekkel.mind a rajzok , dokumentációk, plc programozást saját erőből szándékozzuk megoldani.a legújabb PG lett vásárolva jól feltuningolva.sőt, első körben jelenleg 6 gép tervezése folyik és azokban már s7-1500-as vezérlő rendszer lesz, egy kivétellel, abban s7-1200.nálunk csapat nincs , csak én,ott nem tudok kihez fordulni, ha esetleg elakadok.
szóval lesz kérdésem minden bizonnyal...
byte-by
-
byte-by
tag
válasz
dodzylla
#3694
üzenetére
halo dodzylla !
"Megcsinálom a két merkert amit fentebb írtál, ezeket feltételként beteszem az adott networkokbe, kézit- a kézibe, auto az autohoz, majd egyik feltételét "megszakításnak" úgy mint a "pirosgomb" nevű leállítást ....."
valami ilyesmi.
de én inkább a kézi program nework 1-2-3 -ban lévő fizikai kimenetek helyett tennék merkereket és az autómata üzem 6-os network-jába pedig párhuzamosan betenném.
mivel ránézésre az autó üzem 6-os network-ja a " kimenetek " network.optovednél ugy tanítják, hogy szekvencia - időzítők/számlálók-kimenetek.
Szirty siemens-es példaprogramjában látszik hogyan van összefésülve a kézi és az autó ág.
ha nem akarod összefésülni a két programot, egymás után is begépelheted, nem szép, nem praktikus, de a vátoztatások után működni fog.
később ilyet úgy sem teszel.
azt nem nagyon értem, hogy Te vagy a legfiatalabb a kurzuson, mert én is voltam majdnem hasonló módon kapcsolatban az optoveddel, de inkább csak fiatalok voltak.ez nem most volt.
ha igaz az , hogy olyan sok az 50 év körüli, akkor nagyobb a baj , mint gondoltam.
nem az a baj, hogy érdekel egy 50-est, hanem hogy milyen kevés fiatalt.
információim szerint az én kurzusomban részt vevők közül talán ha 1-2 ember foglalkozik plc-vel.ha nem vettek volna fel egy full automatizált céghez plc technikusnak és nem kellett volna vért izzadva rájönnöm a képzés nagyon komoly hiányosságaira, és nem lett volna lehetőségem reggeltől estig a gépek mellett üni online, akkor lehet , hogy én sem foglalkoznék vele.
(itt megjegyzem van még mit tanulnom)byte-by
-
byte-by
tag
válasz
dodzylla
#3690
üzenetére
halo dodzylla !
nagyon optoved-esnek néz ki a hardver is meg a program is.lehet, hogy tévedek
persze.mindegy.
az automata üzem vagy a kézi üzem nem lehet "8" vagy "9".
meg "kéne lennie".
nyilvánvalóan azok bemenet címek : 000.08 -kézi üzem, és 000.09 - auto mód bemenet.Szirty arra gondol, és igaza van, hogy nem adtál információt a konkrét IO címekrol, és a
kívánt szekvenciáról sincs információ.a merkerek akármik lehetnek, de az IO címek fizikai
része a dolgonak.(ha tényleg optoved-es, akkor az öreg (most nem tudom milyen bácsi) biztos elmondta, hogy az
IO-k pontos ismerete és bekötése nélkül plc programot írni nem lehet.)annyit tudok segíteni, hogy ha egyébként a kézi és az automata szekvencia külön-külön
muködik akkor csak létre kell hozni egy kézi és egy auto merkert majd azokat betenni az
ágakba feltételként.(a két program részt egy programba kell tenni, de figyelni , hogy en legyen duplikáció)ahogy Szirty írta a kézi merker legyen feltétele a kézi üzemnek az auto merker leállítója a
kézi üzemnek és persze fordítva.(mivel itt az auto és a kézi mod két bemenet)
az auto merker legyen feltétele az auto üzemnek a kézi merker a bontója.vagyis egymásba
reteszelni a kimeneti biteket.a legjobb ha ezek után alaphelyzetet kell felvenni.illetve még azt kell megtenned, hogy a kézi módban lévő fizikai kimeneteket(
010.01,010.02,stb.) helyettesíted merkerekkel (bitekkel,pl: 210.0-le, 210.1-jobbra,210.2-
balra, stb.)és az autó mód végén található "kimenetek " networkben párhuzamosan megadod
feltételként fizikai kimeneteknek.
kimeneteket nem használunk fel ilyen egyszerü plc
programban egynél többször.ezzel kevés mósosítással, működhet a program.
az alábbi program részlet nem Omron, de a lényeget tükrözi, a szimbólum nevek omronos címek.
másra nincs szükség, mégegyszer mondom, ha egyébként a két szekvencia müködik .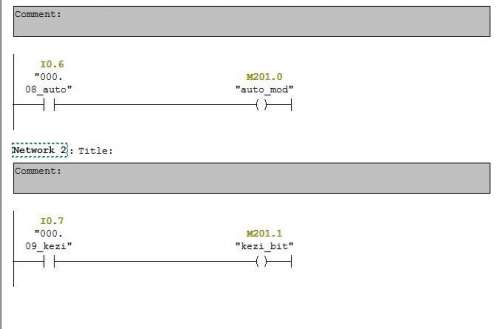
egy bit is elég lenne , de az omronos példában kettő van , ezért adtam meg kettőt.
-
byte-by
tag
válasz
redon13
#3608
üzenetére
halo redon !
én az említetteket használtam.
de ha cégről van szó, és van egy jó pár cj1m, akkor vetess velük egy cn226-ot.megéri.
20-24k nem a világ , céges szinten.(lehet, hogy már olcsóbb a cj2m elterjedése miatt)
újabb formában a cj2m már A-B-s usb-vel megy , ahhoz semmilyen extra dolog nem kell.a prolific (nem profilic
sem rossz, az omron nem válogatós, de pl. az aten a sokkal megbízhatóbb mindenképp.byte-by
-
byte-by
tag
válasz
redon13
#3604
üzenetére
halo redon !
a cj1m-hez a nagyon jó csatlakozó a cs1w-cn226.
ennek hiányában egy omronosra forrasztott soros kábel (http://www.lammertbies.nl/comm/cable/plc-omron.html ) és egy sima soros -usb átalakító (pl. aten, stb.) is létrehozza a kapcsolatot, csak a memóriák betöltése elég lassú lesz.
rádugod és elindítod az autó keresést és csatlakozást.az alapértelmezett kapcsolat ne usb legyen, hanem soros port , esetleg az eszköztárban érdemes utánanézni, hogy hányas portot jelölte ki az op rendszer az átalakítónak.még annyi, hogy ha túl magas a portszám, esetleg nevezd át egy szabad alacsonyabb számúra.ha nem találja a kapcsolatot , valóban a 4-edik ( vagy az 5-ödik, most nem emlékszem pontosan, de most nem tudom megnézni) DIP kapcsolót kell átkapcsolni ON-ba.de csak azt az egyet.
én így szoktam csatlakozni, ha nincs nálam a cn-226.persze az usb-soros átalakító ehhez is kell, de jóval gyorsabb.
illetve egyszer egy cj1m-nek a microportja halott volt és csak sorosan tudtam kommunikálni.ha meglenne a forrás program abban fellelhetnéd az ip címet, vagy esetleg próbálkozhetsz a gyári címmel is.
azt a manuálban esetleg megtalálható, de nem biztos , hogy a modul konfigurálva van a rendszerrel.
ezért inkább érdemes a soros kommunikációt használni.szerintem hagyd a cif-31-et.
átalakító+ omronos rs232+DIP kapcsoló és mennie kell.byte-by
-
byte-by
tag
válasz
 Atomgeszi
#3558
üzenetére
Atomgeszi
#3558
üzenetére
halo !
azt kell mondanom, hogy azzal értek egyet aki szerint az okj-s tanfolyamon egy papírt szerezel, és valami kis információt.
én magam is egy okj-s képzést végeztem el a témában.akkor lesz jó szintű plc-s tapasztalata valakinek ha azzal foglalkozik, az a munkája, abból él, stb.
amikor felvettek az előző cégemhez plc-technikusnak, kicsit meg is ijedtem.kaptam laptopot, kábeleket, szoftvereket, stb. aztán hajrá. 15-20 állomásos gépek,~ 600 IO-val, stb. napokat-heteket ültem a gépek mellett rádugott laptoppal , de megérte.nálunk a plc-sek nem főiskolát végzettek voltak, ők mással foglalkoztak.persze volt kivétel.a plc nem elég.ismerni kell a plc-re rákapcsolható perifériákat , hiszen programozni azokat is kell.
mérőegységek, szervóhajtások, inverterek, analóg rendszerek, HMI-k,bus-rendszerek,kamera-rendszerek,stb.
mi az a topológia, mire jó a repeater,hogy kell kiépíteni egy profibus hálózatot?, stb.na, ezek és a plc kapcsolatáról egy szó sem volt a képzésen, de elvégezni mégis van értelme ha valakit érdekel és szeretne vele foglalkozni.csak folytatni kell.
ez rám is vonatkozik, van még mit tanulni.byte-by
-
byte-by
tag
válasz
 Ghummmy
#3493
üzenetére
Ghummmy
#3493
üzenetére
halo Ghummmy !
én a saját céges tapasztalatomat tudom megosztani.
azért azt gondolom, ha a "vezetés" nem szakma beli, akkor mindenképp érdemes kezdeményezni.
komoly probléma, ha a "vezetők " szíve vágyát észnélkül, átgondolatlanúl, "csakazértis" meg akarjuk valósítani.
Természetesen mindenre van megoldás, de az legyen ésszerű, átgondolt, logikus, hatékony,(neadj Isten)takarékos, stb.
persze a vezetők mindíg jobban tudják, de határozottan meg kell próbálni kivitelezhető és hatékony, stb. módszer felé terelgetni a képzeletüket, amennyire csak lehetséges!( sikerülhet is..)nálunk gépsoronként egy kis kompakt plc van, amivel mindössze 2 bemenetet és 2 kimenetet használunk.
ezt a soronként 2 gépnél tesszük.Tehát 4 be és 4 kimenet.
figyeljük, hogy a gép be van-e kapcsolva , illetve hogy effektíven termel-e.a kimenet a gép tiltását eredményezi, adott esetben.
a gyártó és a csomagoló gépet figyeljük soronként, a többi gép ugyis függ ezektől.
a kis plc-khez tartozik egy kis nyomógombos panel(HMI jellegű).
ez a panel van hálózatba kötve, gépsoronként egy darab.
egy izmos pc-hez csatlakoznak, ami a megfelelő programmal regisztrál mindent:gép bekapcsolása, termelés ideje, kezdete-vége, állásidők(fajtái), felhasznált anyagok,üzemórák, stb.a kulcs: a gép csak akkor indítható ha a kezelő (vagy technikus) beüt egy kódot a hmi-be.ez lehet:termelés, beállítás, javítás, átállás, anyagfogyás,lefogyás,hiba,stb.tehát a panel és a beütött kódok tartalmazzák a regisztrálandó információt, és nem IO-k százai.a paneleket a gép bekapcsolása indítja, illetve gyakorlatilag onnan kap tápot.(a plc máshonnan, így azt is tudjuk mikor nincs bekapcsolva a gép)
pl. a gép megáll, elkezdi számolni az állásidőt, ha újra szeretnék indítani, a felajánlott kódok közül kiválasztják pl. a "beállítás" kódot, és a rendszer tudja, hogy az XY gép 18 percet állt beállítás miatt.előny: minden kis plc-n ugyanaz a program fut, illetve minden panelen is ugyanaz a program.valamint nem elhanyagolható előny, hogy meg fogják kérdezni, hogy ezen és ezen a gépen a pl. beállítás miért tartott ennyi és ennyi ideig, ezért a géppel foglalkozni kell.
hátrány: kell valaki aki beüti a kódot, ezért ez kissé szubjektívnek tűnhet.bár automatizált gépekről van szó, tehát nem kell sűrűn gombokat nyomogatni.
a rendszerrel a "vezetés" szinte minden gépsor-történéssel tisztában lehet.természetesen a TMK-nak is rendelkezésre állnak az adatok.a hálózat működéséért az IT felel.
az általad leirtakhoz.
az mindíg jó, ha tudjuk ki volt műszakban amikor akármi is történik.
Fontos, hogy az emberek megértsék nem a felelőst keressük, ha történik valami, hanem, hogy mi történt és milyen intézkedés lett foganatosítva.az még jobb ha követhető, hogy milyen beavatkozás történt, és mikor.
negatív példa: egy cégnél imádták az állandó letolást és fenyegetést,eredmény: ha megkérdezted, hogy az XY gépen ezt-és ezt ki állította el vagy be , a válasz mindíg az , hogy "senki".pedig nem a felelőst keresed, hanem, hogy az elállítás vagy beállítás, honnan lett állítva, melyik írányba, több lett vagy kevesebb, esetleg ha nem sikerült és pont azért vagy ott, akkor hol volt eredetileg, stb.számomra nagyon pozitív egy cégnél, hogy ne bűnbakot keressünk , hanem megoldást.
ez esetben az emberek közlékenyebbek lesznek, és tanulhatunk egymás eseteiből.viszont.havi 80.000 -ért dolgozó operátoroktól ne várd el , hogy utána nézzenek, hogy esetleg miért állt meg a gép.nem is az ő dolguk, és hidd el lehet, hogy jobban jársz, ha Ti nézitek meg.
esetleg a szerszámos kocsikat tartsátok a helyszínen.
észrevehető , hogy ahol az operátorokat vagy a kezelőket egy kicsit jobban megfizetik (vagy esetleg megbecsülik) ott jobban partnerek a gép támogatásában is.byte-by
-
byte-by
tag
válasz
 levelko
#3484
üzenetére
levelko
#3484
üzenetére
halo levelko !
copy-paste-vel át lehet másolni a forrásprogram szimbólumait a frissített programba.
ez persze akkor javasolt erősen, ha a forrásprogram és a frissített program ugyanazé a gépé vagy eszközé, mert akkor a ki és bemenetek , valamint a belső változók valószínűleg nem igazán változtak.
jó esetben a változás plusz módosításból , hozzáírásból, bővítésből, (akár törlésből) ered.gondolom amikor comparáltad a forrás progtramot a futóval,a DB-ket nem jelölted ki, mert azok folyamatosan változhatnak és eltérést mutat az eredmény.
de ha nem sok az eltérés külön ablakot nyitva vizuálisan is átnézheted , a különbőzőnek jelzett blokkokat, vagy network-öket,így az esetleges változásokat észlelheted, láthatod.
mikor azt mondod, hogy OMRON-nál behívod a forrás program szimbólumait , akkor gyakorlatilag ugyanazt teszed, hogy "bemásolod " a frissen letöltött programba a szimbólumokat.
pontosan ugyanaz a probléma is, hogy ha nem ugyanannakannak a gépnek vagy eszköznek a programja, akkor teljesen hasznavehetetlen lesz a szimbólumlista.OMRON-nál is kell komparálni, és eltérések esetén alaposan át kell gondolni, illetve ha lehetséges leellenőrizni.(hoppá...Szirty megelőzött....
byte-by
-
byte-by
tag
válasz
redon13
#3472
üzenetére
halo redon13 !
ez compact plc , relés, szóval a kimenet "com" kapcsaira kötött +/- ~24vdc-t zárja/ nyitja a kimenetek felé működés közben.
a bemeneteket le tudod ellenőrizni, a bemenetre kapcsolt 24vdc-t, (pontosabban magas szintet) a felvillanó led általában korrekten mutatja, hogy "ott" van.
a kimenet más tészta, igy nem tudod lepróbálgatni őket, és a program memória azt hiszem nem fog törlődni. az akkumulátor a DM, a HR és az AR területet valamint a számlálók PV tartalmát védi.a programozó kábelt nem nagyon értem, mert omronos rs232c-vel kommunikál.
csinálhatsz is magadnak egyet, plusz veszel egy soros-usb átalakítót és már programozhatsz is.ezen az oldalon van a kapcsolási rajz, én is innen néztem le:
http://www.lammertbies.nl/comm/cable/plc-omron.html
megjegyzem ezen az oldalon az usb-soros átalakítóval kapcsolatban nem kevés eszmefuttatás lett prezentálva.(jómagam által is )
de az omron szerencsére elég türelmes és szinte mindenféle átalakítóval elmegy , de az ATEN-nel biztosan.byte-by
-
byte-by
tag
halo !
" az indító feltételek mindkét esetben ha újra elindul , akkor borítja a dolgot. "
közben eszembe jutott megemlíteni, mivel a feltételek leállítása mást-mást idéz elő:
TIM esetében a feltétel leállítása törléssel jár, és beállítódik az alapérték. tehát ujrainduláskor előről kezdi.TTIM estében addig lehet ujra és ujra indítani , amíg le nem jár , aztán ha 1-be került akkor resetelni kell, csak akkor fog ujra indulni. természetesen közben is lehet resetelni, ekkor az alapérték állítódik be.
rsf kérdése jogos, de remélem a timer feltételére gondoltál...
ha nem ,... akkor így jártam..byte-by
-
byte-by
tag
halo w3dzz !
nekem címezted a kérdést, ami megtisztelő, de Szirty sokkal jobban képben van, a pointerekkel kapcsolatban meg pláne.
mindazonáltal (omron PLC esetében), ha TTIM (087) timert választasz az a reset-elésig megtartja az értékét.
tehát, hogy mennyi maradt még azt tudni fogod , mert visszaszámol.egy memóriába bemásolhatod, resetelés elött.ugyanezt az értéket ,amikor leállítod a timert, kivonhatod a beállított értékből, majd bemásolva szintén egy memóriába,regisztrálhatod mennyi telt el, aztán akár resetelheted.
az indító feltételek mindkét esetben ha újra elindul , akkor borítja a dolgot.
a timerek típusánál érdemes válogatni.a "sima" TIM / (H), a bemenet leállítása után, felveszi a beállított értéket, tehát neked nem annyira jó, ámbár ha egy regiszterbe másolod az eredményt leállításkor (vagy a leállítás feltételével) , akkor szintén elmentheted a kívánt értékeket.persze vigyázni kell a , hogy a ciklus futása ne befolyásolja az újra írásokat vagy indításokat, csak amikor szükség van rá.nem tudom mit szeretnél a pointerekkel kapcsolatban, de én nem igazán használom őket.
byte-by
-
byte-by
tag
szia Szirty !
" Szeretnék pár dolgot kiegészítésként hozzáfűzni..............."
egyről beszélünk.
azért mondtam, hogy egyről beszélünk, mert pont a FORCE -ra hívtam fel a figyelmet, hogy ez a szimulátor esetén ( és aktív program esetén is pl. egy működő gép, de ott lefut a program) statikus módon megváltoztatja pl. egy bit értékét, amit a CANCEL nem töröl ,csak a kényszerítés tényét, szimulátor esetén, nem lefutó programban.szimulátorban is lefuthat a program ha a feltételek adottak , de ha a szekvencia elakad egy olyan network elött ahol kényszerített bit van ( vagy csak egy network-öt tesztelünk, vagy memória írást, comparátort, MOVE utasítást, stb. ) és amelyre CANCEL-t nyomtak, akkor az úgy marad amilyen állapotba kényszerítették, de erről nem igazán lesz információ.
a probléma , ha ekkor másik SECTION-ba váltunk, mert ez a bit ott is a kényszerített állapotában lesz, különösebb jelzés nélkül.
szóval valami ilyesmire gondoltam, hogy ha semmi nem kezeli, akkor az úgy marad, legalább is amíg a szimuláció tart, vagy amíg konkrétan nem változtatnak rajta.
byte-by
-
byte-by
tag
halo w3dzz !
a kérdés jó lett volna pontosabban, mit szeretnél.
mindazonáltal a az alkalmazás(gyors gombbal : ctrl+shift+w ) egy monitor módot hoz létre.
a referencia aktív lesz,de a bemeneteket Neked kell izgatnod, és persze minden mást is. de működik minden, a memóriatáblázat, esetleges analóg csatornák konverziója, stb.
force-olni tudod ( force on, force off) a bemeneteket, kimeneteket, változókat, stb.
a memóriákat is online-ba tudod kapcsolni és értéket tudsz megadni, ami hatással lesz a programra.
ehhez a memóriatáblázatot meg kell nyitni és ott a monitor módot bekapcsolni.ha mást szeretnél ne felejtsd el a force-olt bitet force off-olni.
lehetőség van a force-olások feloldására, vagyis a bitnek az lesz az alapértéke.ez a menüben a "cancel" illetve a "cancel all forces".utóbbi esetben minden force feloldódik.FONTOS ! a cancel nem egyenlő a force off-al.tehát ha force on volt egy biten és az 1-ben van, Te utána cancel-t nyomsz rá, vagy cancel all forces-t ,akkor a bit megtartja a force on-olt értékét és 1-ben marad.
az lesz az alapértéke, amíg nem változtatsz rajta. ez fordítva is igaz, ha force off-oltál valamit , cancel esetén csak a force tényét törlöd, a bit marad 0 .figyelmet kell fordítani arra, hogy az adott bitnek minden blokkban ahol szerepel változik az értéke ha force-olod.
a beállítások elvesznek ha kilépsz a szimulátorból.
néhány CPU-t nem lehet szimulálni , mert kapcsolatot igényelnek, ezért lett volna jó, ha leírod konkrétan mit szeretnél, illetve valami problémába ütköztél-e.
byte-by
-
byte-by
tag
Halo Onishi!
én omron CJ1M PLC-vel jártam így. a gépgyártó kivitelező a legolcsóbb CPU-t választotta a gép építéséhez.
ez esetben a CPU11-et.
én mondtam, hogy kevés lesz, mivel HMI-t is akar a megrendelő, és ki tudja még milyen módosításokat majd.
de nem konzultáltak velem , az alkatrészbeszerzés közben. ez rossz döntés volt.a megrendelő természetesen egy csomó módosítást akart, a fájl kiírástól a HMI bővítésen keresztűl sok mindent.
a következő a CPU12 verzió a CJ1M-ből az már kétszer annyi program memóriával rendelkezik, mint a CPU11.
csak egy kis pluszt kellett volna, amit így sem lehetett elkerülni.esetünkben CPU csere volt szükséges.a program kompatibilis, ezért nem volt gond,de erre sem lett volna szükség , ha jobban átgondolják a dolgot.
szóval érdemes kicsit előre tervezni, gondolkodni.byte-by
-
byte-by
tag
válasz
n0rbert0
#3368
üzenetére
halo !
"Az én példámra visszatérve...
Akkor az sem lenne jó megoldás, ha az impulzust felfutó élre tenném? "ez nagyjából az amit Szirty "kukacos" SFTR-nek mondott.
ez magát az utasítást teszi "felfutó"-vá, vagyis a bemenet 1 állapota alatt csak egyszer fut le, majd a következő 1-nél megint csak egyszer.byte-by
-
byte-by
tag
válasz
n0rbert0
#3362
üzenetére
halo n0rbert0 !
Szirty jól mondja.
azért nem always_on-t tettem az utasítás elé a példában , hanem valamilyen bemenetet, mert ez együtt működik a feltételekkel.
vagyis akkor lesz 1 ha azzá teszed, a "shift input "-nak is feltétele, illetve inkább "és" kapcsolatban van.
a pulzus egyszer 1 feltétel, egyszer 0, időalaponként.
de ha akkor 0 amikor a shift input 1 akkor nem lesz léptetés,ha meg 1 és a shift input is 1, akkor minden ciklusban léptet ha a reset 0. márpedig Te nyomógombot akarsz használni.de, jó példák amit Szirti írt, még én sem próbáltam, kíváncsi vagyok.
byte-by
-
byte-by
tag
válasz
n0rbert0
#3360
üzenetére
halo n0rbert0 !
az SFTR-t használhatod szerintem, ugyanúgy működik, mint az SFT, csak egy control szót kell alkalmazni.
ennek a szónak az utólsó 4 bitje adja össze az SFT utasításait, illetve feltételeit, kiegészülve a reverzibilitással.
pl. a control szó ( C ) : 200, akkor a 200.12-13-14-15 biteket használod , mint "data input"=200.13,
"shift input" = 200.14, "reset bit"=200.15.
ez az SFT-ben ugyanúgy megvan, de nem , mint egy szó része, hanem külön bitenként.
ezért tudsz feltételként ehhez berakni pl. egy 1s-os pulzárt.az SFTR kiegészül a "shift direction" bittel = 200.12.
ennek 1 vagy 0 állapota a jobbra vagy balra léptetés.
ezt a instruction help is irja.
de ezeket a biteket Te is kapcsolhatod akár ugyanúgy 1szekundumos pulzussal pl. a 200.14-et ami a shift input ( a példában) , és akkor már szabályoztad a sebességet, mint az SFT esetében a shift input bement elé berakott pulzusal.
persze a control szót már máshol nem használhatod.
illetve az SFTR - kell még egy feltétel ami nélkül hiába kapcsolgatod a biteket, mint egy engedély a blokkra.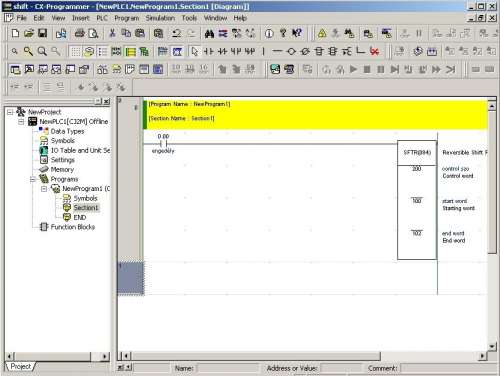
tehát (ha jól gondolom) az SFTR-ben ugyanúgy kapcsolod a control szó bitjeit , mint az SFT esetében a bemeneteket.
byte-by
-
byte-by
tag
válasz
JAGER 10
#3317
üzenetére
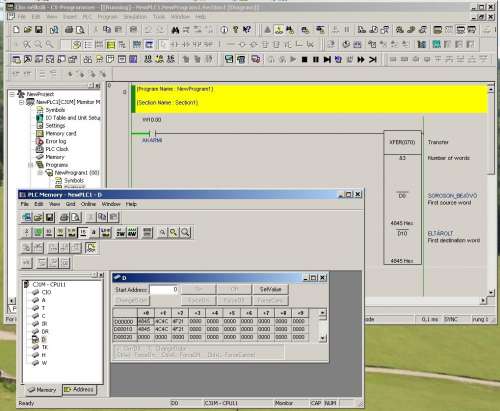
halo JAGER 10 !
jó lenne tudni milyen CPU, milyen HMI-ről lehet szó.én CJ1M típussal és NS5-ös terminállal hoztam létre, de mással is így kellene működnie.
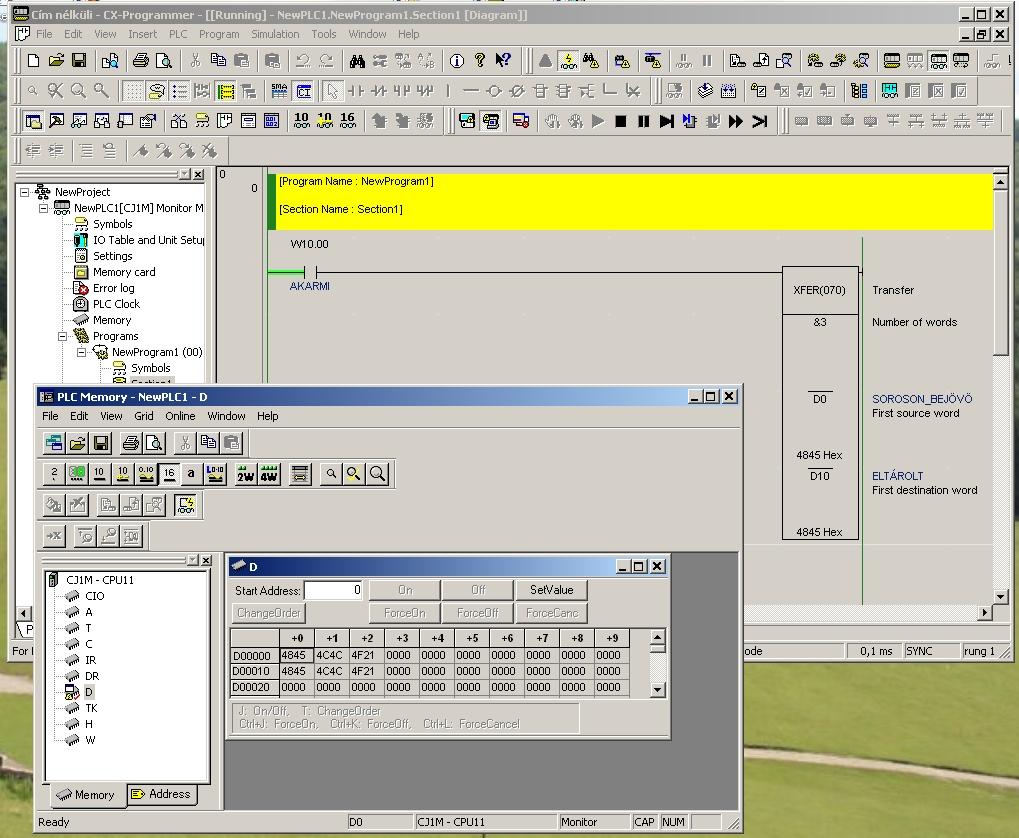
de esetleg próbáld meg így vagy hasonlóképpen:
a soros portról bejövő memóriát itt D0-nak írtam.
értelem szerűen ha több szóból áll a memória akkor D0+1, D0+2, és így tovább.
itt most 3 szó hosszúságú példát írtam , mert a " HELLÓ! " 3 X 16 bit.XFER utasítással tudod egy (D10+1+2 ) D regiszterbe átmásolni.csak a példa szerint.
a control szóval (Number of Words) tudod megadni hány szót másoljon.jelen esetben a contorl szó : &3 , ennyi word-öt akarunk másolni:
ha megvan , szimulátorban láthatod az eredményt, ha átváltasz a jelzett TEXT típusra.
a másolandó memória, mint karakterkód lesz másolva.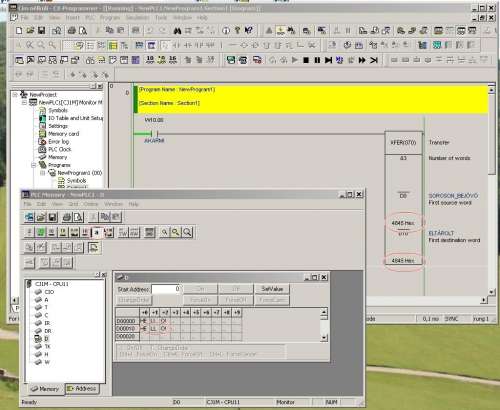
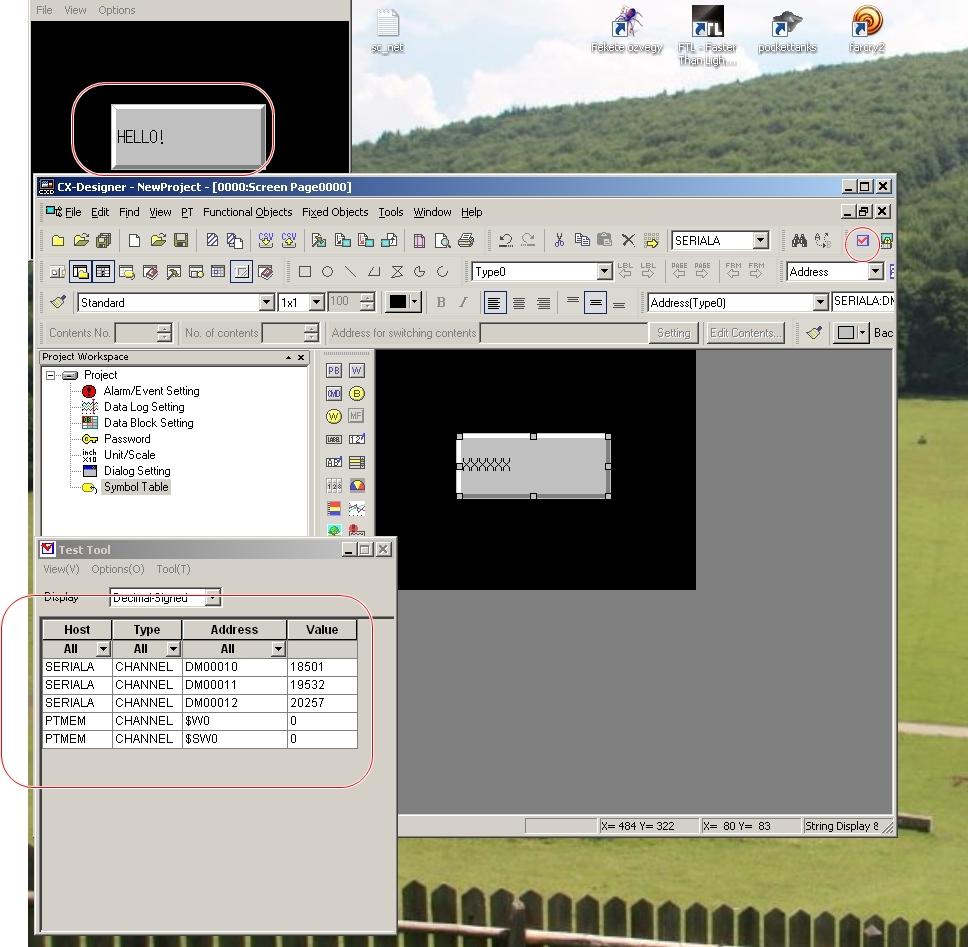
mint jeleztem NS-5-öst használtam.simán felveszed a D10-et TAG-nek.létrehozol egy "StingDisplayInput"
elemet.ASCII kódot választasz(alapesetben az.) az "Adress"-nél megadod a D10-et címnek.
a hosszúságot tudni fogja a HMI, onnan hogy a "Lenght"-nél megadsz 6-ot.ez a 6 karakter vagyis a 3 word, vagyis a "HELLO! ".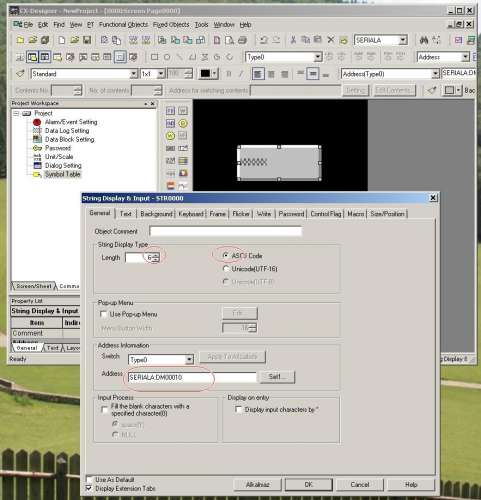
projekt elment, nyomsz egy tesztet, úgy , hogy a "connect to cx-simulator" be legyen jelölve (ez majd felugrik, a cx-programmer legyen szimulátor módban online.
és akkor láthatod az eredményt:
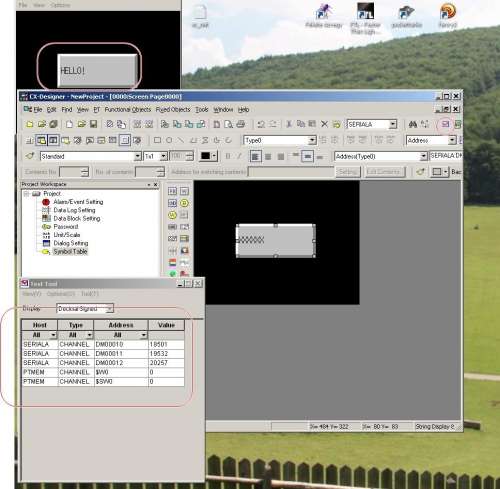
lehet, hogy van jobb módszer, talán másnak jobb ötlete is van.
de ez működhet , ha a soros bejövő memóriák megvannak.azt azért jó lenne tudni hova íródnak.byte-by
-
byte-by
tag
válasz
 Szabest
#3313
üzenetére
Szabest
#3313
üzenetére
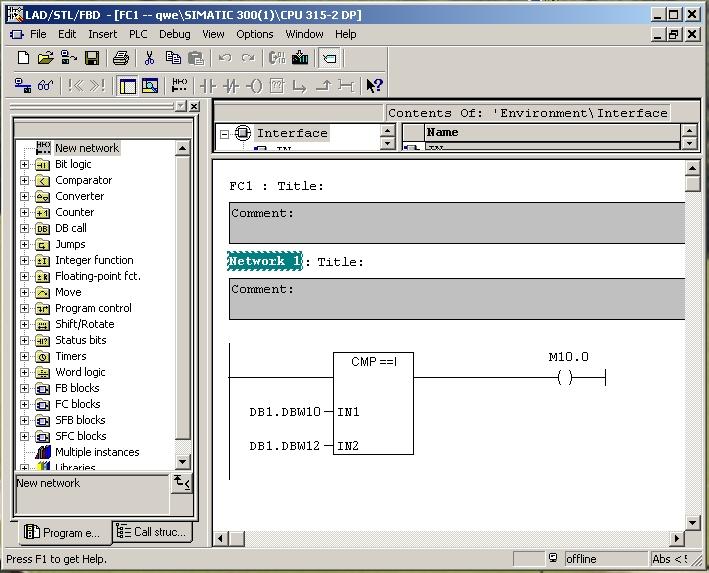
halo Szabest!
lejárt az időlimit, de hozzá akartam irni.
tehát a kép csak erős példa.
létrehozva egy FC1 és egy DB1, a DB -ben DB1.DBW10 (pl. HMI tag) DB1DBW12 (beállított érték) és összehasonlítva.
az általad beállított értéknél a DB létrehozásánál az "Initial Value" oszlopban tudod megadni azt az értéket amit össze akarsz hasonlítani a "beadott" értékkel.Ha rosszul gondolom Szirty majd kijavít
byte-by
-
byte-by
tag
válasz
Szabest
#3313
üzenetére
halo Szabest !
" beadnak egy 4 jegyű számot(db, mw, akárhova), "
itt esetleg gondolom egy HMI-ről lehet szó.
ez esetben egy "tag" -be kerül az érték ami valóban lehet valamilyen DB.
ezt Te is összehasonlíthatod egy általad létrehozott DB-vel.
ha jól gondolom a feladatot.a kép csak példa.
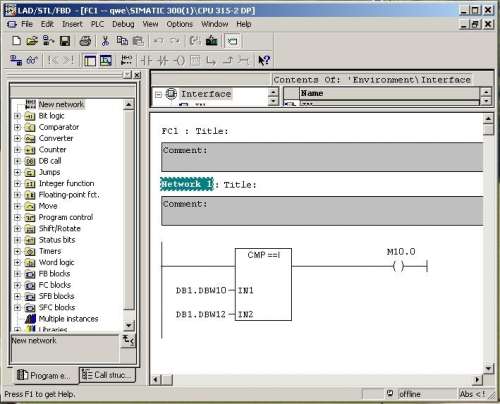
hozzáteheted a netwok-öt egy FB-hez is, de olyan DB kell Neked ami megtartja az értékét, ciklusonként lefut.
ha a comparátor , illetve a reláció igaz lesz a kimenet 1.byte-by
-
byte-by
tag
halo zumi24 !
ha gondolod, akkor beírhatod a memóriatáblába az értékeket , így ki tudod választani a megadott érték típusát.
ahogy Szirty is írta:
P1 : a kimenő érték minimuma BCD-ben, kiválasztod a BCD opciót, beírod az értéket.
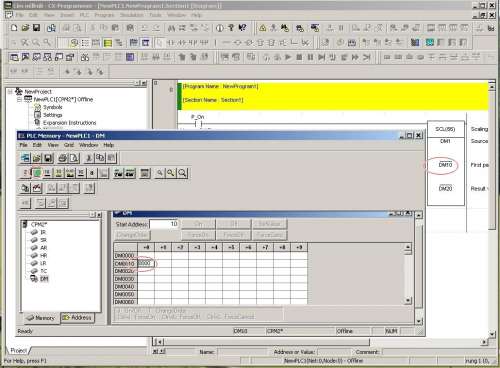
P1+1: a skálázandó minimuma hexában, kiválasztod az "16" opciót , beírod az értéket.
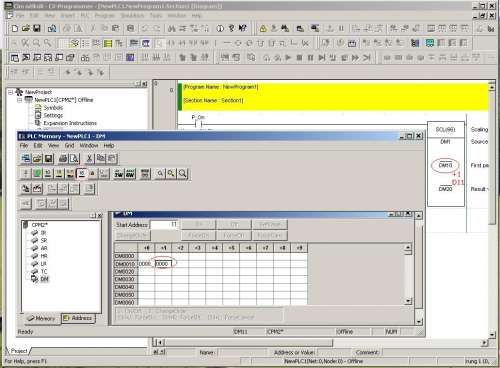
és így tovább.
P1+2: a kimenő érték maximuma BCD-ben,
P1+3 : a skálázandó érték maximuma hexában.az eredményt BCD-ben kapod, egész számként, de törtként kezelheted, az eredményben értelmezhetsz tizedes jegyet.(pl. #1234= 12,34 )
beírni online kapcsolatban tudsz, el kell menteni, és statikus lesz.
de vigyázz, mégis a legjobb, ha egy P_On (allways-on) feltétellel a PLC bekapcsolásakor az értékeket bemásolod a helyükre, figyelve a típusaikra.
byte-by
-
byte-by
tag
halo coco2 !
aha,ez konkrét, így érthető,hogy mi a célod.
ha jellemzően max félnapig, vagy az átállást nem számítva kis lehetőséggel max 2 napig megy a gép, és ezt Te tudod, akkor nincs probléma.Szirty egy nagyon jó grafikont adott.
ahogy látom ez a hasznos termelési idő,a gép "hasznos kihasználtsága", amit OEE-nak is szoktak hívni.(Overall Equipment Effectiveness )
kicsit irigykedem , mert gorombán ócska gépekkel dolgoztam mostanában rendszeres 20-30 max. 50%-os OEE-vel.
de 90% fölött automata gépek nem rossz.byte-by
-
byte-by
tag
halo!
érdekes kérdés.működési ciklus általában van.fontos tényező.
ha valaki vásárol egy pl. fröccsöntőgépet , kap hozzá egy gyári leírást amiben megtalálható többek között a gépre jellemző folyamatos termelési üzemidő, és még nagyon sok más dolog.
de minden gépnél más, és illik szigorúan betartani.ha valaki lízingeli a gépet akkor meg pláne.
így az a kérdésre, hogy általában mennyi egy gép folyamatos termelésben lévő ciklusideje, szerintem a tervezés és a gép ismerete nélkül korrekt módon nem meghatározható, illetve meg van határozva a gyártó által.ha úgy van megtervezve pl. egy alumínium öntő gép, akkor a melegen tartó rész külön van , a gép csak annyit használ fel az alapanyagból amennyi az aktuális öntéshez kell.
így ha a gép előre nem tervezett hibára megáll a befagyás veszélye nem áll fenn.
fröccsöntőgépnél, ha a szerszám fűtését temperáló egységről oldják meg , akkor adott esetben minden fontos egység gyorsan cserélhető hiba esetén , ami esetlegesen rövidebb állásidőt eredményezhet.esetleg hasonló felépítésű, tervezésű,hasonló termék előállítására, megmunkálására alkalmas gép utasításából lehet következtetni , illetve meghatározni a folyamatos termelési ciklus idejét.
nem számítva az általad megjelölt problémákat.azt tudom, hogy egy Tetra TBA 8 -as UHT töltőgép 30 órát mehet(ne) egyfolytában nagyjából.
szigorú utasítások vannak a gyártó részéről a TPMS -re vonatkozólag.de ez élelmiszeripari gép, más szabályok vonatkoznak rá, mint egy pl. föcsi-gépre.
üzemidő szerint működik.
de van 15-25-35 perces átvizsgálás is, ami csekély idő, és a termékváltások idejébe bőven belefér, ezek 150-250 órás ellenörzések.
de pl. a 3000 (azt hiszem, esetleg 3500 vagy 5000 már nem emlékszem pontosan ) órás TPMS 6-8 óra hosszú.ez nem csak átvizsgálás, hanem állapottól függetlenül bizonyos alkatrészek cseréjét is jelenti.szóval hasonló gépek gyári utasításában kellene keresni a választ.
egy csatlakozókat gyártó cégnél Arburg fröcsigépek működtek, ahol csak a szerszámokat cserélték, illetve a temperálókat javították, ha gond volt.
magát a gépet alig tartották karban, ha nem kellett volna szerszámcserét végrehajtani, vagy nem lett volna néha meghibásodás, ment az volna napokon keresztül is.
de talán van itt olyan aki tudja, hogy egy hasonló gép konkrétan mennyit futhat megállás nélkül.byte-by
-
byte-by
tag
halo Szirty !
ilyesmire gondoltam, bár mint mondtam siemens ügyben annyira nem vagyok járatos.
a Wincc flexible-t , mint HMI programozó szoftvert ismerem és alkalmaztam is.(ha egyről beszélünk, wincc flexible 2008 sp2)
tehát , ha jól gondolom akkor pl. egy pc-n futó wincc flexi-vel kapcsolódok a PLC-khez, és a wincc flexi-nek runtime és/vagy egyéb hasonló funkciójával (át kell néznem) az aktuális adatokat megjelenítem, a pc-re meg köthetek akkora lcd monitort amekkorát nem szégyellek.
gondolom én.
ha erősen tévedek a gondolatmenetben , javíts ki légyszives.
byte-by
-
byte-by
tag
sziasztok !
Siemens S7-300 vezérlésű gépek adatmegjelenítéséről van szó.
sajnos nem tudom, hogy a gépek össze vannak-e kötve valamiylen hálózattal, ethernettel , vagy probibus-al, de
egy nagy adatmegjelenítő képernyőt szeretnének a gépekhez.Omronba vagyok járatosabb , ott létezik egy cx-supervisor nevű program , pont erre kitalálva, a gépeket egyszerűen ethernettel hálóba kell kötni majd IO-k és memóriák alapján ugyanúgy programozható a rendszer , majd megjeleníthető szinte bármin pl. nagy LCD monitoron.
Siemens S7 rendszer esetén van-e valamilyen hasonló megoldás?
érdemes -e nagy HMI-t alkalmazni és egyszerűen programozni pl. Wincc Flexible-vel (gondolom elég drága lehet), vagy SCADA, vagy hasonló lehetőség a nyerő ha LCD monitort szeretnénk pl.
tehát a kérdésem, hogy az elején felvázolt környezetben egy jól látható adatmegjelenítőt milyen módszerrel érdemes létrehozni.
köszönöm, byte-by
-
byte-by
tag
válasz
 Gerzson27
#3261
üzenetére
Gerzson27
#3261
üzenetére
halo Gerzson !
a macsupicsu kábel ügyben nem kedvez az egyszeri plc-snek.
ehhez :Mitsubishi AL-232CAB nevű kábel kell, de nem a d-sub oldalával van baj, hanem a vezérlő felölivel.
az Alpha-któl fölfele talán rajz alapján is el tudod gyártani, de ezt szerintem meg kell venni.
keveset foglalkoztam Mitsubishivel , de gyári kábel kellett az Alpha sorozathoz.talán van itt olyan valaki aki többet tud róla, de interneten kellene szétnézni, hol , mennyi.
byte-by
-
byte-by
tag
halo !
volt már téma az usb-soros átalakító , ezért nem is akarom felmelegíteni a dolgot.
de ha valaki találkozott az alábbi FANUC gyártmányú vezérlővel , és átalakítót használt hozzá, megoszthatná az átalakító típusát.
a vezérlő:
FANUC 21I-TB(A02B-0285-B500)
egy CNC gépben van.
előre is köszönöm .byte-by
-
byte-by
tag
válasz
n0rbert0
#3181
üzenetére
halo n0rbert0 !
a CJ2M plc-nek nincs 5V-os kimenete, de létezik hozzá ilyen modul
sajnos ,ez a pl. MD-563-as modul Neked nem segít, mert egyrészt 32+32 bites, egy -két kimenetért nagyon nem éri meg.
másrészt a TIMUH (csak CJ2M sorozatnál) kódjelű időzítő időalapja is csak 0.01 ms, de ezzel a kártyával nincs értelme.
a leggyorsabb kártyák impulzusa is ~ 65 us.(min.)valamilyen elektronikával kellene megoldani, ami a plc modul kimenet megléte után ad egy 10us-os triggert.
ha nem fontos a trigger hossza, hanem csak a bejövő jel megléte, akkor mintegy felfutó élt figyelve a meglévő modulok is jók lehetnek.
byte-by
-
byte-by
tag
halo Szirty !
"Ez persze egyáltalán nem baj, de ennyiből nem szabad levonni azt a következtetést, hogy minden megy vele."
na, de kérlek
természetesen ilyen következtetést nem vontam le.
én is leírtam a skálát amivel rendesen működik.ez leginkább omron PLC.
az általad említett eszközök java is benne van a listában.eddig jó volt.
valamilyen ATEN átalakítót én is használtam , de kölcsönadtam és nem került vissza.
volt omronos átalakítóm is, egy kollégától , de azt elhagytam. vagy valakinek jobban kellett.
sőt omron rs232 kábel is volt , de a kolléga akié volt máshol kezdett dolgozni.ezt siemens-el nem használtam, nyilván nem is működne, arra ott az adapter.
bár nemigen használom, őszintén megmondva , leginkább omron vesz körül PLC-ből .viszont az omron NS HMI szériájával működött,legutóbb egy NS5 volt, de , hogy melyik verzió azt most nem tudom.a szoftver cx-designer.
byte-by
-
byte-by
tag
halo !
látom a gép-csatlakozás-vezérlők háromszög generált egy jó kis diskurzust.
én a tapasztalataimat tudom megosztani.
régebben egy dell d630 laptopot használtam, win xp-vel ami kimondottan alkalmas mindenféle plc-s dologhoz, van rajta ilyen-olyan port, pc kártya hely , meg minden.aztán kiszálltam abból a cégből ami biztosította és vettem magamnak egy samsung laptopot.
életem egyik legjobb döntése volt.na, nem hogy samsung, hanem ugy általában.
(megjegyzem azért ezt választottam, mert "kopasz" gépet vettem és kikötésem volt, hogy win xp és win 7-es driverek is legyenek hozzá.nos, ez a gép ilyen.)win 7 utli 32 bit fut rajta, és leginkább omronnal foglalkozom.szerencsére az omronnak szinte mindegy az op rendszer, ment xp-vel , win7-el(32-64 bittel is.)
a csatlakozáshoz nem feltétlenül értek egyet a gyári cucc használatával.én vettem egy sima 1850 forintos soros-usb átalakítót , és kifogástalanul működik.lehet kifogtam.a másik oldalára az omron kábelek alapján forrasztottam magamnak egy soros kábelt.
a CPM1 -2 sorozattól a CS1 sorozatig ezt használom(vagy a mikroport-ot, ha van), illetve az adott HMI-k hez.
a CJ1-ben van mikroport (és soros, de az lassabb) ezért vetettem az egyik megrendelővel magamnak ( egy CS1W-CN226 kábelt. ez volt a legnagyobb befektetésem 24.000 ft.volt.
CJ2 sorozat meg elmegy usb (nyomtató) kábellel.a CP1 sorozat szintén, vagy az említett CS1W-vel.a sorossal megy a Festo szervo, az SMC szervo, (az smc küldött drivert win7 -hez, simán működött)
sőt az Atlas Copco csavarozó vezérlő is.a szoftverrel kapcsolatban, a cx-programmer csak a .net1.1 -et kérte, de ezt tartalmazta a program csomag.telepíteni kellett amikor kérte.
mondjuk mintha jobban , gyorsabban működne, mióta frissítettem netről a cx-server-t.de lehet, hogy csak képzelgés.siemens nagyon ritkábban van, de ahhoz vetettem az állandó megbízómmal egy PPI-MPI usb adaptert, hogy jó legyen s7-200 és s7-300/400 hoz is.na, az még egy drágább dolog volt. bár egy S7-300 volt eddig amihez használtam.
a gépen lévő S7 V5.5 32 biten simán ment, az átalakítóval.byte-by
-
byte-by
tag
válasz
levelko
#3137
üzenetére
halo levelko!
Látom Szirty már postafordultával válaszolt, de ha már dolgoztam vele akkor mégis ide irom.
a memóriatáblázatban az aktuális idő/dátum szerepel.
az általad megnyitott terület értékei : A351 -5157=51 perc 57 s,
A352 -1907= 19.-e 7 óra, A353- 1302 = 2013 év 2. hó.a programrészletet valószínűleg azért nem engedi, mert a relációban az általad megadott érték ugyan konstans, de nincs megadva a típusa.
tegyél elé egy kettőskeresztet és mivel bcd és szó hosszúságú 4 digit lehet. (pl. #2745= 27 perc 45s)én azért irtam bele a relációba D területről egy változót.
ebbe, a memoriatáblázatban, olyan értéket irsz bele amit csak akarsz. plusz , ha van HMI akkor onnan is vátoztatható, mivel oda egyszerűen beilleszthető a memória.
tehát pl. a D10 -be beirod hogy 2740 (bcd-t kiválasztva) akkor 27 perc 40 másodperckor lesz igaz a reláció.
és persze utána is, mivel nagyobb-vagy-egyenlő típusú.Az igazi probléma itt következik.
mivel Te 7 órától 9 óráig akarod üzemeltetni a valamit, ezért Neked az A352 kell.
viszont ez nap / óra felbontású.vagyis ha mindennap kell akkor meg kell oldani, hogy a nap aktuális legyen az összehasonlítandó értékben.
Tehát ma 19-e van , bekapcsol 19.-én 7 kor , kikapcsol 19.-én 9 kor.
a reláció összehasonlitandó értékei az A352 alatt: "be" #1907 és "ki" #1909 .
viszont holnap 20.-a lesz, aztán 21, stb.tehát gondoskodni kell róla, hogy az összehasonlítandó érték első két digitje az aktuális napot mutassa.
vagy csak az órát mutató biteket kell használni.( A352. 0-7 = nap, A352. 08-15 = óra)
utasításlistában meg kell nézni a megfelelő specifikált bit mozgató utasításokat.
a MOVD utasítással mozgatni tudod a digiteket egy memoriába és azt hasonlíthatod össze.byte-by
-
byte-by
tag
halo !
persze , nyilván Szirty-nek igaza van az időt érintő esetleges változások problémájában.
amit leirtam az csak egy raklap egyszerűre faragott elvi séma.viszont az említettekre valóban érdemes odafigyelni, mert akár egy újra szinkronizálás is megváltoztathatja adott esetben a dátum/idő értékeket és akkor mindenféle jelzés nélkül más lesz a regiszter tartalma.
mondtad , hogy Te szeretnéd kiokoskodni a többit, de valóban, ezekre oda kell figyelni.
byte-by

























































Új hozzászólás Aktív témák
- Székesfehérvár és környéke adok-veszek-beszélgetek
- Rezsicsökkentés, spórolás (fűtés, szigetelés, stb.)
- Apple MacBook
- Fotók, videók mobillal
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- Elektromos (hálózati és akkus) kéziszerszámok, tapasztalatok/vásárlás
- Apple asztali gépek
- Formula-1
- Eredeti játékok OFF topik
- Kodi és kiegészítői magyar nyelvű online tartalmakhoz (Linux, Windows)
- További aktív témák...
- Asus ROG Strix B650-A Gaming Wifi alaplap
- iPhone 14 Pro Max 256GB Space Black -1 ÉV GARANCIA -Kártyafüggetlen
- ÁRGARANCIA!Épített KomPhone Ryzen 5 7600X 32/64GB RAM RX 9060XT 16GB GAMER PC termékbeszámítással
- AKCIÓ!! 100/100! - 0 Perc! WD BLACK SN850P 2 TB! Playstation 5
- Keresünk iPhone 14/14 Plus/14 Pro/14 Pro Max
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest