-

Fototrend
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-
#3952
 poli27
Topikgazda
JulianSinulf
#3946
poli27
Topikgazda
JulianSinulf
#3946
poli27
Topikgazda
válasz
 JulianSinulf
#3946
üzenetére
JulianSinulf
#3946
üzenetére
Bakker én ezt sose vettem észre
 Mindig a higt temp engineeredet láttam
Mindig a higt temp engineeredet láttam -
#3944
poli27
Topikgazda
JulianSinulf
#3943
poli27
Topikgazda
válasz
JulianSinulf
#3943
üzenetére
Az enginered egyik fele high temp, vagy itt enginered és cool plate van összerakva? Mert ilyet nem árulnak a boltba

-
#3923
 Imy
veterán
JulianSinulf
#3916
Imy
veterán
JulianSinulf
#3916
Imy
veterán
válasz
JulianSinulf
#3916
üzenetére
De lehet hozzá csatlakoztatni, nem azt mondtam, hogy a main boardon van. [link]

-
#3921
Imy
veterán
JulianSinulf
#3920
Imy
veterán
válasz
JulianSinulf
#3920
üzenetére
Nekem nem a fogyasztás a gondom, hanem, hogy feszültség alatt van a nyomtató, és ezáltal a tápegység.
-
#3919
poli27
Topikgazda
JulianSinulf
#3917
poli27
Topikgazda
válasz
JulianSinulf
#3917
üzenetére
sztem 1-2w körül fogyaszthat...
-
#3915
 ptesza
senior tag
JulianSinulf
#3908
ptesza
senior tag
JulianSinulf
#3908
ptesza
senior tag
válasz
JulianSinulf
#3908
üzenetére
Kicsit utána olvastam ennek a kérdésnek. Van egy olyan irány, hogy a Bambuék az eredeti filamenteket preferálják amik tökéletesen működnek és jó biznisz is a Bambu Lab-nak. A másik vonalon még mindig próbálják felhívni a fejlesztők figyelmét a Github-on , hogy adják ezt a funkciót hozzá. Egyedüli érv a legjobb felhasználói élmény lenne. Hát majd meglátjuk, hogy ez mennyire számít.
-
#3909
Imy
veterán
JulianSinulf
#3907
Imy
veterán
válasz
JulianSinulf
#3907
üzenetére
-
#3898
ptesza
senior tag
JulianSinulf
#3896
ptesza
senior tag
válasz
JulianSinulf
#3896
üzenetére
Meg kellene várni , hogy a fej lehűljön? Nem szoktam követni csak lekapcsolom amikor gondolom.
-
#3897
Imy
veterán
JulianSinulf
#3894
Imy
veterán
válasz
JulianSinulf
#3894
üzenetére
Nem a fogyasztás a lényeg, hanem ha elmegyek otthonról, akkor biztosan kapcsoljon ki, ha végez a nyomtatással. Azt hittem ezt a featuret megoldották, még legtöbb marlinos alaplap is tudja, ami kicsit fejletebb.
-
#3895
 2thletme2day
őstag
JulianSinulf
#3894
2thletme2day
őstag
JulianSinulf
#3894
2thletme2day
őstag
válasz
JulianSinulf
#3894
üzenetére
Az pont 24/6W-al több mint ami az ideális fogyasztás lenne nyomtatás után. A trapézmenetes orsókat meg felesleges tartani.
-
#3815
2thletme2day
őstag
JulianSinulf
#3812
2thletme2day
őstag
válasz
JulianSinulf
#3812
üzenetére
Nem. Azért koptatják mert az ilyen abraziv filamanetek apró szemcséket tartalmaznak. Ha végighúzod a szálon a kezed érzed, hogy érdes a szál felülete. Na ez az érdesség eszi meg a puha rezet és koptatja nagyon gyorsan. Ugyanennél az oknál fogva nem ajánlják AMS-ben sem az ilyen anyagok használatát mert sokkal gyorsabban/durvábban koptatja az AMS belső alkatrészeit.
-
#3810
2thletme2day
őstag
JulianSinulf
#3806
2thletme2day
őstag
válasz
JulianSinulf
#3806
üzenetére
A hardened cuccok nem a kemény, hanem az abraziv anyagok miatt kell mint pl cf, wood és egyéb más töltőanyagot tartalmazó anyagok miatt.
-
#3808
ptesza
senior tag
JulianSinulf
#3807
ptesza
senior tag
válasz
JulianSinulf
#3807
üzenetére
Most-már én is ráérnék.

Kinyomtatom PLA-ból is. Igazából még kézi tekerővel is ráértem volna. -
#3785
 dippe
tag
JulianSinulf
#3783
dippe
tag
JulianSinulf
#3783
dippe
tag
válasz
JulianSinulf
#3783
üzenetére
Nagyon köszi, most sokat okosodtam
Ezexerint cool plate kell nekem + lehet hogy más filament a jövőben.
A PETG-nél az a vicces, hogy 90 fok a javasolt bed temp, míg az anyag lágyulása 70-80 fok körül megindul. Tehát ha oldalról nem kap elég hűvöset, akkor az alacsonyan levő overhangeknek annyi.
Most elgondolkodtam egy oldalról fújó ventin. -
#3779
dippe
tag
JulianSinulf
#3767
dippe
tag
válasz
JulianSinulf
#3767
üzenetére
Köszi, valami ilyesmi kellene nekem, mint a cool plate.
Egyébként hogy érthetőbb legyen a problémám a PEI-vel:
1. Verbatim PETG 90 fokon tapad megfelelően, Ott nincs bridge és overhang nyomtatásra esély. 80 fokon okés, de már nagyon le kell venni a sebességet, különben elválik a tárgy. És nagyon nehéz eltalálni a venti sebességet, hogy a rétegek ne váljanak el, mert az asztalhoz közel túl meleg van így nagy fordulat kell, fentebb meg már túlhűt a venti.
2. CPE: 110 fok kellene neki, de csak 100-at tud a P1P -> nem tapad rendesen
3. normál (filanora, creality, 3dee) PLA-k 50-55 fokot kérnek. Hamar elindul a szálazás a nyári melegben + miért fűtsön órákon át ennyire a nyomtató.
de lehet én vagyok béna xD szóval jöhetnek még ötletek
[#3754Imy] A szállítási költség független (nem egy csomagként küldik) + az első pár hónapban valószínűleg semmi sem fog elkopni. A gyári nyomtató csomagban is van pár tartalék alkatrész, pl. filament vágó, PTFE cső. A hotendnek látom értelmét, de pl. a P1P-hez picit olcsóbb egyben mint darabokban. (hardened hotend + venti + termisztor + fűtőszál) Nekem meglepő volt, hogy milyen stabil és gyors a 0.4, így csak váza, TPU nyomtatáshoz akarok másik fejet.
Egyébként úton van a Juupine alis hotend, remélem hamarosan be tudok számolni róla. -
#3756
Imy
veterán
JulianSinulf
#3755
Imy
veterán
válasz
JulianSinulf
#3755
üzenetére
Most nézem lehet igazad van a készre szereltet érdemes venni. Abból veszek akkor egy 0.4-et és egy 0.6-ot tartalékba. Most nézem régebben több PLA-t adtak a nyomtatóhoz.
A hardenes steel vagy a stainless steel jobb? Melyik a 3 lyukas nozzleval szerelt? Elsősorban PLA és PETG-t nyomtatnék.
Mást nem érdemes venni, mi az ami tönkre szokott menni? -
#3711
dippe
tag
JulianSinulf
#3704
dippe
tag
válasz
JulianSinulf
#3704
üzenetére
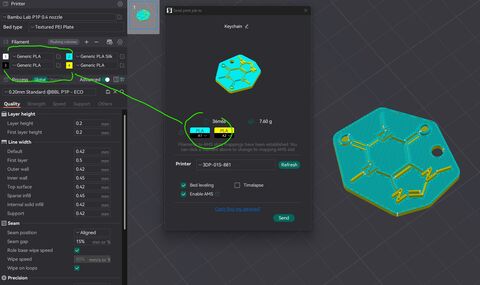
Átállítottam magyarra az Orca-t. Erre gondolok:
De így is működik: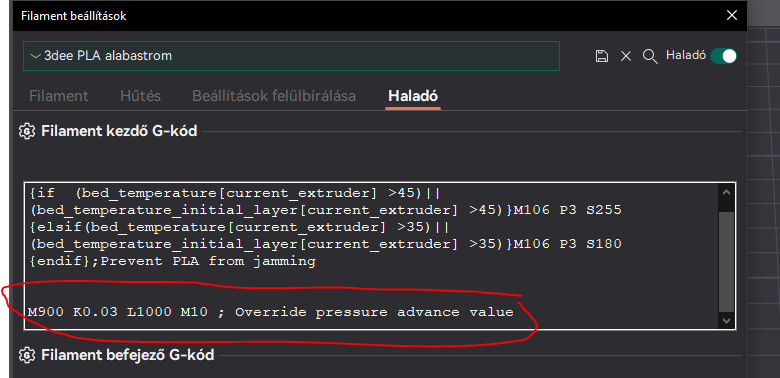
-
#3710
ptesza
senior tag
JulianSinulf
#3709
ptesza
senior tag
válasz
JulianSinulf
#3709
üzenetére
Bocs! Új hozzászólást akartam...
-
#3705
ptesza
senior tag
JulianSinulf
#3704
ptesza
senior tag
válasz
JulianSinulf
#3704
üzenetére
Keresgéltem mielőtt írok de sajna nem találtam meg. Úgy emlékszem volt már szó róla.
Ha egy AMS-el 4-nél több színnel szeretnék nyomtatni akkor van rá megoldás? -
#3703
dippe
tag
JulianSinulf
#3683
dippe
tag
válasz
JulianSinulf
#3683
üzenetére
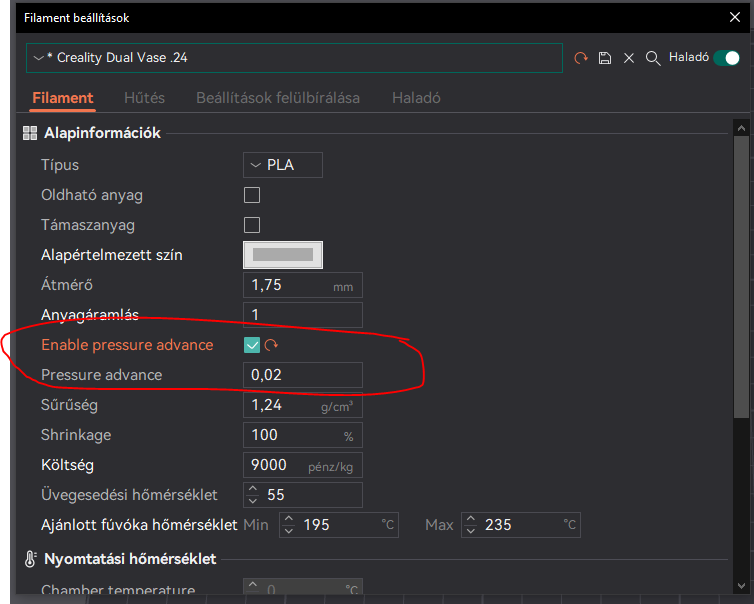
Az Orca-ban anyagonként beállítható a "pressure advance". Ez nem segíthet esetleg?
Másik ötlet: az anyag G code kiegészítésébe is be lehet rakni elég sok spéci beállítást.
Így talán meg lehet úszni az bekapcsolásonként állogatni az AMS-t. (ha egyáltalán jól értem a problémát) -
#3701
Imy
veterán
JulianSinulf
#3687
Imy
veterán
válasz
JulianSinulf
#3687
üzenetére
Igen jó lenne beleírni, és akkor nem kérdeznénk meg mindig.
-
#3698
2thletme2day
őstag
JulianSinulf
#3691
2thletme2day
őstag
válasz
JulianSinulf
#3691
üzenetére
Pont tegnap terveztem és nyomtattam egy csapágyházat petgből 6000-res csapágyhoz. 26mm a külső átmérője a csapágynak. 26,1-re terveztem és így lett passzentos, viszont nem úgy kellett bepréselni a helyére. Alapból rá szoktam hagyni 1 tizedet az ilyenekre ha tervezek valamit.
-
#3696
 axlfsi
veterán
JulianSinulf
#3694
axlfsi
veterán
JulianSinulf
#3694
axlfsi
veterán
válasz
JulianSinulf
#3694
üzenetére
Köszi!
 (habár nekem szerencsére egyenes az asztal, de érdekel a téma)
(habár nekem szerencsére egyenes az asztal, de érdekel a téma) -
#3693
ptesza
senior tag
JulianSinulf
#3688
ptesza
senior tag
válasz
JulianSinulf
#3688
üzenetére
Ezzel én is kísérleteztem és szerintem csak akkor tudsz megfelelő méretre nyomtatni ha előtte kinyomtatsz egy kalibrációs kockát. Van belőle egy csomó de szerintem minél nagyobb annál jobb lesz az eredmény. Például 20x20x20 kocka esetén X irányban a mért érték nálam 19,91 volt. 20 osztva 19,91=1,0045. Ezzel a mérettel kell elskálázni a modelt. Viszont csak két tizedes értékkel lehet megadni a Bambu Studióban ezért ezt el lehet hanyagolni vagy felfele kerekíteni és 1.01-et megadni. Ezután lehet ellenőrizni egy újabb kockával. Ha nagyon fontos a méret akkor szerintem ez járható út. A modelt a pontos méretre tervezném. A csapágyaknál az átfedés mértékét lehet, hogy ki kell kísérletezni, hogy jól tartson abban az anyagban. Z irányban nekem minden esetben század pontosan jó volt PETG-vel.
-
#3690
axlfsi
veterán
JulianSinulf
#3674
axlfsi
veterán
válasz
JulianSinulf
#3674
üzenetére
Az a tükör ugyebár a sima, egyenletes felületet hivatott biztosítani. Na de ennek beiktatása vajon mennyire ronthatja a hőátadást a tárgyasztal tetejére? Minimum, hogy lasabban meglegszik fel és ha a szenzor alulról van (ott), akkor némiképp bele kellene nyúlni a gcodeba, hogy több időt adjunk a felfűtésre (hangsúlyozom: ha eleve képes felfűteni az üveglap közbeiktatásával a megfelelő hőmérsékletekre).
Vannak ezzel kapcsolatosan már konkrét tapasztalatok is egyébként, mit olvastál?
-
#3689
2thletme2day
őstag
JulianSinulf
#3687
2thletme2day
őstag
válasz
JulianSinulf
#3687
üzenetére
Szerintem ezen a folyamatos kalibrálgatáson sem érdemes görcsölni. Lehet én vagyok igénytelen de eddig egyetlen filamentet sem kalibráltam amit használtam a nyomtatón és az egyetlen dolog amin szerintem a kalibrálás javítana az a z seam láthatósága meg talán petgnél a top layer minősége de eddig egyik sem okozott problémát számomra és nekem tetsző minőséget sikerült nyomtatni a nyomtatóval. Az előző nyomtatóimnál még így is fényévekkel jobb minőségben és gyorsasággal. A méretpontosságon lehet még javítana a dolog de eddig nem volt szükségem tizedes/százados pontosságra. Cserébe csak ráküldöm a fájlt a nyomtatóra és nyomtatok. Nem görcsölök rajta milyen paramétert merre kéne még állítanom.
-
#3675
2thletme2day
őstag
JulianSinulf
#3674
2thletme2day
őstag
válasz
JulianSinulf
#3674
üzenetére
Hétfőn végre megérkezik a P1S upgrade kit. Majd akkor rámérek az ágyra ha már úgy is le lesz szedve a nyomtató hátulja. Meg lehet akkor beütemezem az ágycserét is.
-
#3666
2thletme2day
őstag
JulianSinulf
#3659
2thletme2day
őstag
válasz
JulianSinulf
#3659
üzenetére
Baumbuék ezt az infót nem kötik az emberek orrára hivatalosan direktben viszont a wiki oldalukon találtam egy olyan pontot, hogy AC board replacement. Szóval 230 AC-ról megy az asztalfűtés. Mondjuk amilyen gyorsan fűt csodálkoztam volna ha 24V-ról menne.
Ez csak azért érdekes számomra amúgy mert kaptam csere heatbed-et és gondolkodtam mire használhatnám azt amit lecserélek. Arra gondoltam, hogy egy zárt dobozban/kis szekrényben lehetne vele filamentet szárítani. Vannak bagóért alin szabályozók amik hőmérséklet és páratartalom alapján is tudnák kapcsolgatni a fűtés. Így kis pénzből lenne egy olyan filament szárítóm amibe akár 3-4 tekercset is be tudok rakni egyszerre. Elméletben jól hangzik a dolog. A gyakorlatban meg majd kiderül mennyire is használható valójában.
 Bár lehet ehhez még kellene valami ami magát a heatbed-et hőmérsékletét szabályozza mert direktben szerintem rövid időn belül meghalna az asztal.
Bár lehet ehhez még kellene valami ami magát a heatbed-et hőmérsékletét szabályozza mert direktben szerintem rövid időn belül meghalna az asztal. -
#3665
 TheProb
veterán
JulianSinulf
#3664
TheProb
veterán
JulianSinulf
#3664
TheProb
veterán
válasz
JulianSinulf
#3664
üzenetére
Ez a fura, hogy végül az extruderben nem találtam kb semmit, csak minimális filament forgács volt a fogakon. Szóval nemtom miért nem mozdul semerre a filament az extruderen keresztül, hotend nélkül. De miután szétszedtem/összeraktam, már tudtam kézzel tekerni előre/hátra.
Azóta nyomtatni még nem próbáltam, majd holnap. -
#3663
TheProb
veterán
JulianSinulf
#3660
TheProb
veterán
válasz
JulianSinulf
#3660
üzenetére
1. Szerintem nem.
Akkor ezt figyelgetni fogom, max csinálok videót is.Vége lett végül a scraper nyomtatásnak. Tényleg nagyon szuper minőségben kijött.
Viszont sajnos következőt már nem sikerült nyomtatnom... Én nem tudom mi történt, de kezdődött azzal, hogy szeleteltem egyet és elkezdte az AMS betölteni a megadott PLA-t. Majd unloadolt és ezt a load/unload ciklust még letolta vagy 3-4x. Utána szólt a slicer, hogy nem tudja betölteni a filamentet. Ekkora jobban megnéztem és láttam, hogy ahogy a head-hez ér a filament, visszahúzza tökig az AMS. Ezután kiderült, hogy clogg van. Az lett a vége, hogy le kellett kapnom a hotendet, majd végül az extruder is a cca 50 percet üzemelt nyomtatóról. Fogalmazzunk úgy, hogy nem őszinte a mosolyom.Látott már ilyet valaki? Egyetlen egyet nyomtattam, ahol semmi hiba nem látszott. Majd egy saját szeletelés már kapásból hibákkal (nettó cloggal) indul.
-
#3628
poli27
Topikgazda
JulianSinulf
#3625
poli27
Topikgazda
válasz
JulianSinulf
#3625
üzenetére
Nekem a bento boxal alig jött ki büdös az abs nyomtatással... elég jól elszívja a bento szerintem
-
#3620
poli27
Topikgazda
JulianSinulf
#3619
poli27
Topikgazda
válasz
JulianSinulf
#3619
üzenetére
Bakker ő írja be ponttal, én hozzá sem nyúlok, vicces, hogy írjam át vesszőre
de thx -
#3618
poli27
Topikgazda
JulianSinulf
#3616
poli27
Topikgazda
válasz
JulianSinulf
#3616
üzenetére
Hol , nem látom átsiklottam
-
#3615
poli27
Topikgazda
JulianSinulf
#3614
poli27
Topikgazda
válasz
JulianSinulf
#3614
üzenetére
Nem
-
#3610
dippe
tag
JulianSinulf
#3606
dippe
tag
válasz
JulianSinulf
#3606
üzenetére
Érdekes egyébként, hogy csak ráterítettem a gépre egy konyhai elszívóba rakható, méretre vágható aktívszenes szűrőt, és így is egészen jól megfogja a szagokat. Nem túl pro, de most nincs időm befejezni.

Egyébként már nagy vonalakban megvan, hogyan fogom megcsinálni a szellőzését + hangszigetelését. Pár anyagot is beszereztem hozzá. Csak az a fránya idő ... -
#3609
 brumi1024
veterán
JulianSinulf
#3608
brumi1024
veterán
JulianSinulf
#3608
brumi1024
veterán
válasz
JulianSinulf
#3608
üzenetére
Jaja, én is simán 50-re levettem, úgy is nyitva van. Nem vettem észre nagy különbséget hatékonyságban amúgy 70 és 100% közt.
-
#3605
poli27
Topikgazda
JulianSinulf
#3603
poli27
Topikgazda
válasz
JulianSinulf
#3603
üzenetére
Igen a házban keringeti a levegőt, és kiszűri a szagot... És mivel nem csinál külső légmozgást ezért ABS ASA nál se gond, ott ugye a házszellőzés kiszívja a levegőt és friss hideg levegő megy be, ami vetemedést okozhat... PLA-Petg nél meg simán ki kell nyitni a házat, én ezért nyomtattam ams távtartót, és a tető is nyitható , oda nem kell szellőzés minek...
-
#3598
dippe
tag
JulianSinulf
#3594
dippe
tag
válasz
JulianSinulf
#3594
üzenetére
Próbáltam állogatni. Nekem a nagyobb rétegvastagság nem jött be, elváltak a rétegek.
Szélesség:
Váza módban a .6 már határeset.
Normál nyomtatásoknál próbáltam a .5-öt - nem láttam előnyét. Akkor veszem fel, ha pl. csak 1-2 perimeter kellene, de jól jönne az extra vastagság.
Szóval ha gyors sebesség kell, akkor alapbeállításokkal megyek. A tapadás gondokra sebesség csökkentés, hőmérséklet növelés, rétegvastagság csökkentés működgetett.
(bocs a szerkesztésért, pontosítottam pár dolgot) -
#3572
poli27
Topikgazda
JulianSinulf
#3569
poli27
Topikgazda
válasz
JulianSinulf
#3569
üzenetére
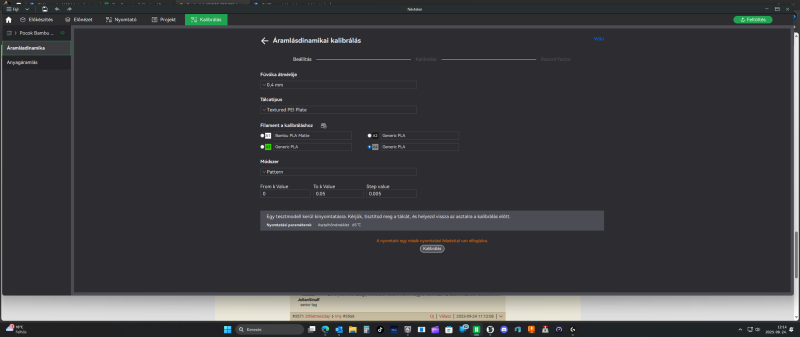
Ezeket irja be gyárilag, így ahogy be van írva, és ezéárt nem értem a hibát, bal felül át tudod váltani áramlásdinamikára, és akkor ott lesz !
-
#3547
 Mr.Csizmás
titán
JulianSinulf
#3546
Mr.Csizmás
titán
JulianSinulf
#3546
Mr.Csizmás
titán
válasz
JulianSinulf
#3546
üzenetére
Bambu Lab AMS külön vettem (oldal alján "what is in the box")
szerk.: de az a 3 is reusable spool lenne.
-
#3444
 Nunder
őstag
JulianSinulf
#3443
Nunder
őstag
JulianSinulf
#3443
Nunder
őstag
válasz
JulianSinulf
#3443
üzenetére
Hol és hogyan mondod meg a Slicerben a sorrendet?
-
#3410
poli27
Topikgazda
JulianSinulf
#3407
poli27
Topikgazda
válasz
JulianSinulf
#3407
üzenetére
Thx tényleg jobb az orsót tekerni
-
#3408
brumi1024
veterán
JulianSinulf
#3407
brumi1024
veterán
válasz
JulianSinulf
#3407
üzenetére
+1, papírra tökéletes az illesztés, szinte minden PLA-m papírtekercses (Polyterrát szoktam használni), semmi gondom nincs vele.
-
#3406
poli27
Topikgazda
JulianSinulf
#3405
poli27
Topikgazda
válasz
JulianSinulf
#3405
üzenetére
A papírtekercsek miatt nyomtam ki
Sajnos egyre több gyártótól rendelve papírra kerül ami eddig műanyagon volt 
Melyiket nyomtad ki? -
#3399
Imy
veterán
JulianSinulf
#3393
Imy
veterán
válasz
JulianSinulf
#3393
üzenetére
Sokszor elég a kisebb méret, mert 2 asztalom van az energiatakarékosság miatt Egy 350x350-es 1 kW-os fűtéssel, és egy 235x235-ös 400W-os fűtéssel. Az utóbbi van fent rég óta, talán 1 év alatt ha 2x vissza raktam a nagy asztalt. De nem sokat nyomtatok.
Az X1C ahogy nézem annyira nem régi nyomtató, lehet érdemes még 1-2 évet várni, amíg igazán nagy előrelépés lesz, pl a színkeveréses nyomtatás, mint a laser vagy a tintasugaras nyomtatóknál. -
#3367
poli27
Topikgazda
JulianSinulf
#3366
poli27
Topikgazda
válasz
JulianSinulf
#3366
üzenetére
Igen lehet nyomtatni hozzá betétet ami tartja az üveget
-
#3317
dippe
tag
JulianSinulf
#3316
dippe
tag
válasz
JulianSinulf
#3316
üzenetére
gondolom a lidar vezetékei is ott mennek
-
#3310
w580
aktív tag
JulianSinulf
#3308
w580
aktív tag
válasz
JulianSinulf
#3308
üzenetére
Nem tudom, nekem eddig patika, 2 nap alatt kinyomtattam vele amit prusaval 1 hét+ volt. Illetve ezzel azért szebb sarkokat lehet csinálni. Eddig szerencsére nekem minden filamentet megevett az ams, amiket venni szoktam. Pla meg akkor törik ha nincs kiszárítva, vagy rossz minőségű. szóval ha akarnám se tudnám bele tőrni. Neked milyen Hw verzió az ams Kickstarteres ? enyém friss, elvileg voltak fizikai frissítések, legelső széria óta.
-
#3307
w580
aktív tag
JulianSinulf
#3306
w580
aktív tag
válasz
JulianSinulf
#3306
üzenetére
Már bocsánat mk3s+ mi köze AMS hez?! Prusanak MMU sok vélemény alapján, csak szívás van vele, nem nagyon dicsérik. Aktív rezgés kompenzációt sem sikerült megoldani az mk4 ben. Mk3s+ megbízható tényleg de tudásában bambuhoz viszonyítani sem lehet, már amikor megjelent, elavult volt.( természetesen van nekem is, úgy írom a véleményt). AMS segítségével új dimenziók nyílnak meg az ember előtt. Petg/pla support, rétegen belüli szín csere, vagy kifogyas esetén következő tekercs használata. stb....
-
#3305
 fabula
őstag
JulianSinulf
#3304
fabula
őstag
JulianSinulf
#3304
fabula
őstag
válasz
JulianSinulf
#3304
üzenetére
Nem tudom milyen nyomtatóid voltak előtte, de a Bambu nyomtatókkal és az AMS-el is tizedannyi a szívás, mint bármelyik előző legjobb nyomtatómmal, pedig volt 6 más típus (ezekből még kettő meg is van szórakozásnak, azokat fejlesztem a Bambu-val nyomtatva
).
Az AMS-ben két izzószál érzékelő van, egyik ott, ahol betöltöd a szálat, a másik meg a belső hub-ban. Ha bármelyiknél bentmarad egy törött filament darab, akkor hibát jelez és nem tölt be. Ezt kell általában megkeresni és kiszedni. Ilyen a technika, tökéletes nem létezik, csak jobb . -
#3289
poli27
Topikgazda
JulianSinulf
#3286
poli27
Topikgazda
válasz
JulianSinulf
#3286
üzenetére
OTA version 01.06.03.00 (20230822)
Bugs fixedFixed the issue of layer shift & step loss when printing internal models.
Remaining Issues
The printer may appear stuck in a paused state while the AMS shows an error. There may be dropped steps if users move the XYZ axes away from the waste chute, so please do not move the tool head in this situation.
If the power is suddenly cut off after the detection of a filament break, the printer may attempt to continue printing without filament. -
#3268
 Dalee
aktív tag
JulianSinulf
#3267
Dalee
aktív tag
JulianSinulf
#3267
Dalee
aktív tag
válasz
JulianSinulf
#3267
üzenetére
Nekem a szál irányítását végző vízszintes helyzetű (fél) fogaskerék jön len sűrűn a tengelyről.
-
#3227
axlfsi
veterán
JulianSinulf
#3226
axlfsi
veterán
válasz
JulianSinulf
#3226
üzenetére
"Még a végén áttérek SD kártyás módra"
Akkor már inkább LAN - pár hete nekem úgy van, teljesen élhető, egy bajom van csak vele, hogy telefonról nem érem el, nem látom hol tart... -
#3155
 Pool_
tag
JulianSinulf
#3154
Pool_
tag
JulianSinulf
#3154
Pool_
tag
válasz
JulianSinulf
#3154
üzenetére
Inkább a cikkben levő linkről érdemes venni, amiből már eladtak 1000db-ot.
Egyébként is olcsóbb szállítással együtt. -
#3112
Dalee
aktív tag
JulianSinulf
#3101
Dalee
aktív tag
válasz
JulianSinulf
#3101
üzenetére
Ma lekkeltt nyomtatnom valamit és megpróbáltam amit írtál. Addig jó, hogy kihúzom a filamentet és betolom az új ötödiket, de sajnos nyomtatás közben nem lehet állítani az adott slot beállításait, amit ki is ír. Bár most jut eszembe be lehet csapni. Az utolsó rétegeknek is azt a színt adom meg amit kicserélek, így nem kell módosítanom a beállítást, de a filát közben kicserélem.
-
#3099
Mr.Csizmás
titán
JulianSinulf
#3096
Mr.Csizmás
titán
válasz
JulianSinulf
#3096
üzenetére
sztem pauselni kellene közben, mert az AMS "fogja" a betöltött filákat. (elmélet)
-
#3098
 Scallion
senior tag
JulianSinulf
#3094
Scallion
senior tag
JulianSinulf
#3094
Scallion
senior tag
válasz
JulianSinulf
#3094
üzenetére
nem volt szinkronizálva és most volt frissítve, ez sem szeletel le eltérőt. De delikvensünknek sem tud festeni rendesen. Amúgy azért vagyok ezekre kiakadva mert nagyon sokáig volt olyan munkám ami abból állt ,hogy az okoskodó meg jobbat csinálok idióták szarjait hoztam rendbe, elbaszott android romok. elbaszott autó komputerek. "jobban tudom jobb paramétereket állítok be". Elbaszott windows-ok (beágyazott) . Otthon fejlesztek router os-t idiótákat. Ha valaki tényleg jobbat csinál mint a gyári arra azonnal lecsap a gyártó és alkalmazza. Annyira kevés a tényleg profi ,hogy így működik.
-
#3096
 JulianSinulf
őstag
JulianSinulf
#3093
JulianSinulf
őstag
JulianSinulf
#3093
JulianSinulf
őstag
válasz
JulianSinulf
#3093
üzenetére
Nem tudom, mennyire volt érthető, amit írtam.
Elsőre arra gondoltam, hogy csak 4 színt festesz, de a végére kicseréled, amelyiket kell.
Viszont most eszembe jutott, hogy 5 színt is festhetsz, mert csak szeletelés után kell beállítani, hogy melyiket honnan húzza. Így ott talán megadhatsz egy olyan helyet, ahol amúgy más van beállítva.
A lényeg, hogy a szeletelő az 5. színnél a lekalibrált értékekkel fog számolni, míg az AMS beállításnál ez szerintem már nem fog változni és megfelelően fogja nyomtatni. -
#3095
Dalee
aktív tag
JulianSinulf
#3093
Dalee
aktív tag
válasz
JulianSinulf
#3093
üzenetére
Kipróbálom amit írtál. Egyébként ezt a festegetős módszert hanyagolom, betöltöm fusion-be és objektumokra vágom (ha nem túl bonyolult)
-
#3024
Mr.Csizmás
titán
JulianSinulf
#3020
Mr.Csizmás
titán
válasz
JulianSinulf
#3020
üzenetére
random összedobtam egy stl-t berakva a problémát: bal oldalt a valóság szerint vannak a színek, de ha most rányomok a printre, akkor az 1-2 slototból kezdi el, és hibásan is mutatja. tehát a problémám az, hogy a felugró ablakban mindig be kell állítanom a slotokat, hogy színhelyes legyen.
-
#3018
Mr.Csizmás
titán
JulianSinulf
#3015
Mr.Csizmás
titán
válasz
JulianSinulf
#3015
üzenetére
kb 3 perc volt, végigkattintgattam simán
---------------------------------------
ON kérdés: orca slicer, be van állítva az AMS szín (nem rfid spool, manual), amikor rányomok a printre, miért kell újra átállítani mondjuk A2-A3-ra, ha már "befestettem", különben (pl.) az A1 pirossal nyomtatná?

-
#2993
Scallion
senior tag
JulianSinulf
#2991
Scallion
senior tag
válasz
JulianSinulf
#2991
üzenetére
beszereled anélkül ,hogy ránéznél?
-
#2990
dugesz77
őstag
JulianSinulf
#2988
dugesz77
őstag
válasz
JulianSinulf
#2988
üzenetére
Én kaptam filamenthez egy üres kódos emailt tegnap reggel. Este kaptam egy kódost is. Mondjuk használni nem tudtam eddig ,mert anyag az nem volt
 . Mindegy figyelni kell , hátha lesz megint.
. Mindegy figyelni kell , hátha lesz megint. -
#2983
Mr.Csizmás
titán
JulianSinulf
#2979
Mr.Csizmás
titán
válasz
JulianSinulf
#2979
üzenetére
Jo kerdes de nezek batchet a spoolrol delutan.
-
#2978
Mr.Csizmás
titán
JulianSinulf
#2973
Mr.Csizmás
titán
válasz
JulianSinulf
#2973
üzenetére
sztem elmértem az előbb, mert az üres socket talpánál kb. 71 mm a szélesség, a prusa 1 kilós PLA meg 69-69.5 mm kb. viszont az AMS-hez a kis betéteteket, szilika tartót megcsinálom.
-
#2971
Mr.Csizmás
titán
JulianSinulf
#2964
Mr.Csizmás
titán
válasz
JulianSinulf
#2964
üzenetére
ezek szerint akkor nem is kell kinyomtatnom a hydrát magamnak?
mert a 250g filamenteknek csinálok mankókereket, amire jó lenne a hydra állítható görgője, más miatt megérné? -
#2961
Mr.Csizmás
titán
JulianSinulf
#2954
Mr.Csizmás
titán
válasz
JulianSinulf
#2954
üzenetére
+brumi1024
71 mm okés.
-
#2941
dippe
tag
JulianSinulf
#2934
dippe
tag
válasz
JulianSinulf
#2934
üzenetére
Igazad van. Kicsit későn kapcsoltam + a dupla szállítási költséggel sem lettem volna sokkal bentebb mint az upgrade kittel.
Inkább csak az ügyfelekhez való hozzáállás zavar. A holnap sem ügyfél centrikus. Kupont sem láttam még. -
#2936
 varadigabor
senior tag
JulianSinulf
#2935
varadigabor
senior tag
JulianSinulf
#2935
varadigabor
senior tag
válasz
JulianSinulf
#2935
üzenetére
engem is csak zavar hogy világít
am mostanában nem szoktam le kapcsolni a nyomatót... elvileg alvó módba megy, de én még soha nem láttam hogy kikapcsolna a kijelzője.. -
#2931
varadigabor
senior tag
JulianSinulf
#2919
varadigabor
senior tag
válasz
JulianSinulf
#2919
üzenetére
Kapcsolható telefonnal, csak ha végez a nyomtatással akkor világít tökfeleslgesen. Ameddig eszembe nem jutt hogy kikapcsoljam
-
#2930
Mr.Csizmás
titán
JulianSinulf
#2928
Mr.Csizmás
titán
válasz
JulianSinulf
#2928
üzenetére
F12, és a modul bal felső sarkán. bár sztem látszania kellene alapból

nem, sima piros szöveg volt.
-
#2926
Mr.Csizmás
titán
JulianSinulf
#2924
Mr.Csizmás
titán
válasz
JulianSinulf
#2924
üzenetére
mobil nézet, nyomtatási nézet? adblock off?
nekem is ott volt a kód. -
#2925
Scallion
senior tag
JulianSinulf
#2924
Scallion
senior tag
válasz
JulianSinulf
#2924
üzenetére
linux?
-
#2923
Scallion
senior tag
JulianSinulf
#2922
Scallion
senior tag
válasz
JulianSinulf
#2922
üzenetére
igen a piros szöveg alatt van a kód
-
#2918
brumi1024
veterán
JulianSinulf
#2917
brumi1024
veterán
válasz
JulianSinulf
#2917
üzenetére
Az a hosszúkás ledsor oldalt, ami alap az X1-en, ajándék volt a P1-hez. A teret/ágyat világítja meg.
-
#2916
brumi1024
veterán
JulianSinulf
#2915
brumi1024
veterán
válasz
JulianSinulf
#2915
üzenetére
P1P, ugyhogy ott csak a teret megvilágító ledsor van. A toolhead ledjet lehet kapcsolni, azt csinalja is.
-
#2904
dippe
tag
JulianSinulf
#2903
dippe
tag
válasz
JulianSinulf
#2903
üzenetére
Totál jogos, tetszik az ötlet
Hogy árnyaljam a képet, a variable extrusion width is befolyásolja... Egyelőre nem látok jobb megoldást a szélsőséges esetekre, mint beállítani min és max sebességet-flowt, K értékből meg aranyközéputat választani.
Nem látom kritikusnak a helyzetet, de szép nyomtatáshoz figyelembe kell venni ezeket is.
Kicsit más: A 6eFt-os Alza-s Creality Hyper PLA egészen jó szerintem. Nem törékeny, szépen megy 300mm/s-nál is. A felülettel is elégedett vagyok. -
#2900
 AiRLAC
veterán
JulianSinulf
#2880
AiRLAC
veterán
JulianSinulf
#2880
válasz
JulianSinulf
#2880
üzenetére
A Bambu tekercsek simán belemennek és van még kb. 1 mm hely.
-
#2883
Mr.Csizmás
titán
JulianSinulf
#2882
Mr.Csizmás
titán
válasz
JulianSinulf
#2882
üzenetére
gonosz spoiler: ket simat is bele tudsz tenni
![;]](//cdn.rios.hu/dl/s/v1.gif)
-
#2881
Mr.Csizmás
titán
JulianSinulf
#2880
Mr.Csizmás
titán
válasz
JulianSinulf
#2880
üzenetére
Sovol dryer jobb vetel ~20k-ert, csak a ventit kell csendesiteni.
-
#2869
axlfsi
veterán
JulianSinulf
#2867
axlfsi
veterán
válasz
JulianSinulf
#2867
üzenetére
+1
Milyen igazad van!!! Esetleg ne menjek még érte személyesen, saját autóval? Rohadjon rájuk! -
#2846
w580
aktív tag
JulianSinulf
#2845
w580
aktív tag
válasz
JulianSinulf
#2845
üzenetére
Anno a Creality CR6 se nél ( szintén fúvókával szintez ) úgy lett megoldva 110 fokra fűtött amig felvette 0 pontot + szintezett.
-
#2818
Scallion
senior tag
JulianSinulf
#2815
Scallion
senior tag
válasz
JulianSinulf
#2815
üzenetére
p1p nincs üveg, gondolkodom kicsit magasabbra kellene emelni az ams-t 2cm elég lenne
-
#2803
 Silent77
veterán
JulianSinulf
#2802
Silent77
veterán
JulianSinulf
#2802
válasz
JulianSinulf
#2802
üzenetére
Sokkal drágább.
Én is lityiset vettem, és átöntöm.
2794Ft/1L
2096Ft/spary 400ml -
#2796
 power750z
csendes tag
JulianSinulf
#2794
power750z
csendes tag
JulianSinulf
#2794
power750z
csendes tag
válasz
JulianSinulf
#2794
üzenetére
Ez most nagyon tanulságos volt! Köszönöm szépen a részletes válaszod. Textured lappal kaptam. Az az alkoholt patikában megkapom esetleg?
-
#2792
power750z
csendes tag
JulianSinulf
#2791
power750z
csendes tag
válasz
JulianSinulf
#2791
üzenetére
Akkor mit használsz 65 fonkon? Nekem most 65 nél sem tapad meg, az eslő réteg jó, majd utána elkezdi eltolni
-
#2789
power750z
csendes tag
JulianSinulf
#2788
power750z
csendes tag
válasz
JulianSinulf
#2788
üzenetére
Megoldódott, megnéztem a tutorial videót :-) A szál tapadásának is megtaláltam az okát. Alapból a PLA tálca kezdő hőmérséklete gyárilag 35 fokra van állítva. 65-ön nyomtatott minden ami az sd kártyán volt. Én is erre állítottam a modellem és azonnal jó lett :-) Kiestem a gyakorlatból, kb 8 éve nyomtattam utoljára.
-
#2782
Silent77
veterán
JulianSinulf
#2719
válasz
JulianSinulf
#2719
üzenetére
Végül feltettem, és rájöttem, hogy marad. Nyitva 40 fokra felmegy odabent a hőmérséklet.
Az AMS- teszem ki oldalra, de még ez is kérdéses. így kisebb helyet foglal.

-
#2775
axlfsi
veterán
JulianSinulf
#2774
axlfsi
veterán
válasz
JulianSinulf
#2774
üzenetére
Igen, ott konkrétan még le is van írva, hogy tilos, de egyébként a legutolsó szabályzat módosítás alapján is csak ott lehet a hardverapro-n kívül, ahol ez külön engedélyezve van a topik leírásában. Engem ugyan nem zavar, csak jelezni akartam (vannak topikok, ahol emiatt nagyon csúnyán is néznek, de szerintem itt pont le van tojva
...).
[link]
[link]
[link]10. Különösen tiltott a Felhasználói Tartalomban:
.
.
.
16. A hardverapro.hu, az Állásbörze és az Üzemeltető által kijelölt topikokon (részletszabályok itt elérhetőek) kívül máshol terméket, szolgáltatást, egyebet hirdetni. -
#2742
2thletme2day
őstag
JulianSinulf
#2741
2thletme2day
őstag
válasz
JulianSinulf
#2741
üzenetére
Prusánál nálam aTPU kattogásra az volt a megoldás, hogy lazítottam az extuder csavarján lazítottam annyira, hogy elkttogjon hanem inkább elcsússzon. így sikerült végigvinne egy 8 órás nyomtatást. Előtte csak egy órát ment el aztán kattogás/alulextrudlás. Utána végigment a nyomtatás gond nélkül. Nem tudom Bambunál lehet-e rugóelőfeszítést állítani.. TPU-t még nem próbáltam.
-
#2737
brumi1024
veterán
JulianSinulf
#2734
brumi1024
veterán
válasz
JulianSinulf
#2734
üzenetére
Más, ha megnézed ezen pl rajta van a PETG, mint javasolt anyag, a másikon nincs.
-
#2736
2thletme2day
őstag
JulianSinulf
#2730
2thletme2day
őstag
válasz
JulianSinulf
#2730
üzenetére
Köszönöm. Még szoknom kell ezt a slicert. eddig PusaSlicert használtam.
Amúgy engem is érdekelne, hogy szerintetek az Orca még most is jobb-e a Bambu Slicer frissítese után mint előtte?
Most indítottem egy 80 órás nyomtatást. Drukkoljatok
(moon lamp 0,08 rétegmagassággal) -
#2731
JaniS
senior tag
JulianSinulf
#2728
JaniS
senior tag
válasz
JulianSinulf
#2728
üzenetére
Ó, boldog tudatlanságom kora kezd véget érni
Akkor megpróbálom az első réteg vizsgálatának kikapcsolásával. A fentebbi reddites linken ajánlott valaki a g-code-ban módosítást, nem próbáltam ki:Start GCode. Adjust as necessary
; Return to prime position, Prime line routine
G92 E0 ; Reset Extruder
G1 Z3 F3000 ; move z up little to prevent scratching of surface
G1 X3 Y5 Z0.25 F5000.0 ; Move to start position
G1 X3 Y100 Z0.25 F1500.0 E15 ; Draw the first line
G1 X7 Y100 Z0.25 F5000.0 ; Move to side a little
G1 X7 Y5 Z0.25 F1500.0 E30 ; Draw the second line
G92 E0 ; Reset Extruder
M221 S{if layer_height<0.075}100{else}95{endif}Köszönöm szépen a választ!
(Egyébként jó, hogy megvettem a nyomtatót, itt kértem tanácsot is hozzá, tetszik és tervezgetek mindenféle mütyüröket FreeCAD-ben.) -
#2724
Silent77
veterán
JulianSinulf
#2723
válasz
JulianSinulf
#2723
üzenetére
Minden más tökéletes, ennél vettem észre.
Frissítés rég volt. Nemrég volt kalibrálva, többször is mert elmozdítottam.
Szerintem azért ér bele, mert felfelé hajlik a PLA. Kis videó róla, hanggal érdemes. [link] Csak ennél a résznél csinálja kb 3-4 kör erejéig.Sunlu PLA-hoz nincs valakinek kalibrációs beállítása? Gondolom márkán belül kb mind ugyanolyan.
-
#2720
Silent77
veterán
JulianSinulf
#2719
válasz
JulianSinulf
#2719
üzenetére
Töredelmesen bevallom nem kalibráltam még filát, a generic-et használom főleg sunlu filamentel.

Eddig nem láttam ilyen hibát, csak ennél a tárgynál.
Hűtés rendben, nyitva az ajtó, beszereltem végre az AUX ventit is.
Most jutott eszembe, hogy fiók hátulján is érdekes lett.
A szíjhoz még nem nyúltam, a héten tervezem, de picit tartok. Meglazít, mozgat, hátrahúz, meghúz... elvileg.
Nekem nem lett ilyen vészes a harmadik darabot nyomtatom. Csúszkák működnek, de elég nehezen. Megszenvedtem vele.
Viszont lehet fel se rakom. Max ha oldalra teszem az AMS-t.
Nékem tetszik a tiéd is.
-
#2705
dippe
tag
JulianSinulf
#2701
dippe
tag
válasz
JulianSinulf
#2701
üzenetére
Gyorsan kipróbáltam az elméletemet, nehogy a jó kis P1P ágyat tönkretedd.
Legelőször is _jó_ vonalzó kell, az auchanos acél az biza' görbe. A stanley már használható, de valami minőségibbet néznék. Átlósan érje át az asztalt.
Besatíroztam nagy vonalakkal az egész lapot halványan.
Utána minden irányba mérni kell (átlósan főleg), és bejelölni a magas részeket ceruzával. Azokat a részeket erősen lenyomva nyomva kell csiszolni amíg el nem tűnik a ceruza nyom - utána újra mérni. 120-as papírral lassan, de stabilan lehet haladni, és nem marja össze a lapot. Esetleg ha nagy a hupli, lehet 80-assal kezdeni.
Lehet hogy kelleni fog egy tapadókorong, hogy meg tudd fogi a lapot. Vagy csinálni kell valami fogantyút a csavarok helyére. fontos, hogy nem billenhet a lap, a legszélét nem szabad nyomni.
kb. 1 óra csiszolás után sokat javult az asztal, szerintem kb. 0,2mm-t ki tudtam szedni belőle. Új huplik jelentek meg természetesen ahogy több pont szépen síkba került. Kellene még kb. 2 iteráció a jó eredményhez.
A por nagyon finom, alattomos - könnyen tisztítható helyen kell csinálni + nedves szivaccsal felszedni.
Majd rakok fel képeket ha érdekel. -
#2700
dippe
tag
JulianSinulf
#2696
dippe
tag
válasz
JulianSinulf
#2696
üzenetére
Az üveglapok nagyon simák, nagyon egyenesek szoktak lenni minden irányba. Arra folyékony ragasztóval telibe ráragasztanak csiszolópapírt. pl. gyalukéseket, éleznek vele baromi élesre.
Persze az alu kenődik, stb.stb., de elfogadható pontossághoz elég lehet. A CNC-s/síkköszörülős megoldás gépműhelyben meg már nem biztos hogy megtérül.
Az alu szalag szeinrtem a legjobb hack nem elegáns, de simán jó lehet hosszú távon is
Részemről a szoftveres szintezés korrigálás kérdéses:
1. Kiszintezi a kezdő réteget = belerak egy huplit
2. feltételezem a további rétegekbe is belekerül az az akár 0.3mm hiba
3. az alja sem sík és a teteje sem a tárgynak -> méretpontos alkatrészt már nem szívesen nyomtatnék vele
Az első Voron összerakás biztosan sok idő - bár én eléggé maximalista vagyok. Mindennek derékszögbe kell kerülnie. 300mm-nél 0.2fok eltérés már kb. 1mm hibát jelent. Persze ha tökéletesen derékszögbe vágott anyagot kap az ember, akkor hamar megy.
Mérésre vannak tapintócsúcsos órák amit az extruder helyére fel lehet fogatni.
pl.: https://rendszeres.hu/termek/helios-preisser-0701111-meroora-10-mm-leolvasas-0-01-mm/
Vagy még egyszerűbb és olcsóbb egyből valami minőségi touch szenzort venni, és azzal szintezni.
Kell még egy minőségi fém derékszög, fém vonalzó, 0,05 tolómérő, esetleg egy mikrométer. -
#2693
brumi1024
veterán
JulianSinulf
#2679
brumi1024
veterán
válasz
JulianSinulf
#2679
üzenetére
A jobb kitekben (pl LDO) eleg jo cuccok vannak, mondjuk az aron is latszik.
-
#2692
dippe
tag
JulianSinulf
#2679
dippe
tag
válasz
JulianSinulf
#2679
üzenetére
felkészültem lelkileg arra, hogy görbe lesz, bár az ender megedzett ezen a téren xD.
Amit csinálnék: ha szétszedhető az alulapig, akkor egy üveglapra ráragasztanék csiszolópapírt, és azon síkba raknám.
Ha nem, akkor hack: https://www.youtube.com/watch?v=wIgjtct0GxEÉn is nagyon gondolkoztam a Voron-on, valószínűleg az lenne az ideális gép a számomra, ha lenne végtelen időm és sok pénzem. Pont pár napja néztem róla videót, és 50-100 órát említettek amit a beállításra kell szánni.
A kit-ek - jó kérdés. Gondolom bárki összeállíthat hiszen open source. Attól hogy a lineár Hiwin, még lehet görbe az alu váz anyag, hullámzó a motorok minősége ... A kapható motorok valamelyik - számomra ismeretlen - kínai gyárból jönnek ki. Az adatlapjuk - ha van - általában elég felületes. Neten sajna nem találtam minőségi japán/amerikai motorokat ami elérhető az EU-ban, de mondjuk nem is kerestem túl sokat.
Egyébként már gyűjtögetem az anyagokat egy géphez, és ha idő milliomossá válok, akkor elkezdem összerakni. -
#2678
dippe
tag
JulianSinulf
#2672
dippe
tag
válasz
JulianSinulf
#2672
üzenetére
szeretem a banánt, de mivel olvastam a szívásod ezzel kapcs, még kicsomagoláskor ráraktam egy vonalzót videózás közben.
Ha nem görbe a gyerek vonalzója, akkor teljesen okés. Felmelegítés után még nem néztem.fabula, nagyon köszi a linkeket, pont ilyen házikó mintát kerestem
(pedig tegnap órákat gugliztam, de ezt nem találtam)
varadigabor: jogos, de inkább legyen egy csöndes aktív hűtésem, mint zaj
AiRLAC: nincs hely szekrénynek sajna


 Mindig a higt temp engineeredet láttam
Mindig a higt temp engineeredet láttam 









 (habár nekem szerencsére egyenes az asztal, de érdekel a téma)
(habár nekem szerencsére egyenes az asztal, de érdekel a téma) Bár lehet ehhez még kellene valami ami magát a heatbed-et hőmérsékletét szabályozza mert direktben szerintem rövid időn belül meghalna az asztal.
Bár lehet ehhez még kellene valami ami magát a heatbed-et hőmérsékletét szabályozza mert direktben szerintem rövid időn belül meghalna az asztal.













 . Mindegy figyelni kell , hátha lesz megint.
. Mindegy figyelni kell , hátha lesz megint.


![;]](http://cdn.rios.hu/dl/s/v1.gif)







Új hozzászólás Aktív témák
 poli27
poli27- Hardcore café
- Pánik a memóriapiacon
- Fejhallgató erősítő és DAC topik
- Gaming notebook topik
- Úgy állhat le a 16 GB-os GeForce RTX 5060 Ti gyártása, hogy közben nem áll le
- Lakáshitel, lakásvásárlás
- Intel Core i5 / i7 / i9 "Alder Lake-Raptor Lake/Refresh" (LGA1700)
- OLED TV topic
- OLED monitor topic
- World of Tanks - MMO
- További aktív témák...
- Vadonatúj, bontatlan iScooter i9Max elektromos roller, 1 év gari 35 km/h
- ADATA XPG Lancer Blade 32GB (2x16GB) DDR5 6000MHz CL34 - XMP/EXPO - 120 hó garancia
- Kingston FURY Beast 64GB (2x32GB) DDR5 6400MHz CL32 - XMP/EXPO - 120 hó garancia
- Kingston FURY Beast 32GB (1x32GB) DDR5 5200MHz CL40 - XMP/EXPO - 120 hó garancia
- Kingston FURY Beast 32GB (1x32GB) DDR5 6400MHz CL32 - XMP/EXPO - 120 hó garancia
- GYÖNYÖRŰ iPhone 12 mini 64GB Kék -12 hónap JÓTÁLLÁS - Kártya független, 100% gyári Akkumulátor
- GYÖNYÖRŰ iPhone 14 Pro 256GB Deep Purple -1 ÉV GARANCIA - Kártyafüggetlen, MS3959
- Lenovo ThinkPad T14 Gen1 Intel i5-10310U Refurbished - Garancia
- Keresünk iPhone 16/16e/16 Plus/16 Pro/16 Pro Max
- Eredeti Microsoft Windows 10 / 11 Pro OEM licenc Akciós áron! 64/32 bit Azonnali kézbesítéssel
Állásajánlatok

Cég: Laptopszaki Kft.
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest