-

Fototrend
Ez itt, az elektronikával hobbiból foglakozók fórumtémája.
Lentebb összegyűjtötttem néhány elektronikával kapcsolatos, hasznos linket.

Új hozzászólás Aktív témák
-
#97669
 Dr. Szilikát
őstag
mindenes24
#97668
Dr. Szilikát
őstag
mindenes24
#97668
Dr. Szilikát
őstag
válasz
 mindenes24
#97668
üzenetére
mindenes24
#97668
üzenetére
Nyilván ami esztétikailag is jól néz ki, nem hézagos, kitölti szépen a lyukat. Látszik az emberen a gyakorlatlan kéz, megfelelő hőmérséklettel bátran meg kellett volna tolni, hogy hasson az ónban lévő folyasztószer is, vagy pluszban megpakolni utóbbival, ha szükséges.
Sütővel bohóckodni nem nagyon volt érdemes, azt a pár alkatrészt pákával szebben felvarrom. A soklábú IC-nél, ha jól adagoljuk a folyasztószert, szépen elválnak egymástól a lábak és persze a hőfok is legyen optimális.
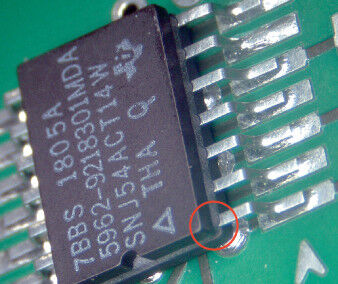
Ez itt a videóban nem valami szép, ha működik is neki az áramkör, mert odaragasztotta, de nem megnyugtató, később a hődilatáció miatt el is válhat:
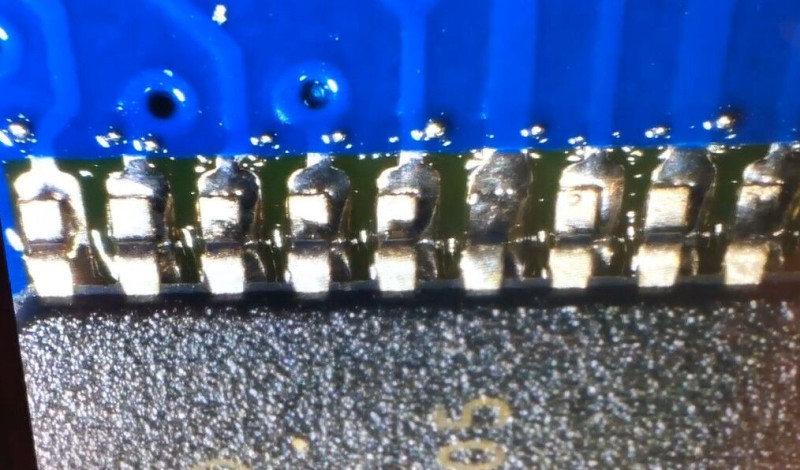
Alábbit random találtam a képkeresővel, itt vannak többé-kevésbé megrakott forrasztások, voltaképpen mindegyik jó, de amikor kézzel csináljuk, általában kövérebbre sikerül, ami nem hátrány. Amelyik a legsoványabb, gyakran ilyenek a gyári forrasztások, ami működik is rendesen, de azért néha elválhat, főleg egy áramra jobban terhelt láb:
-
#97633
Dr. Szilikát
őstag
mindenes24
#97632
Dr. Szilikát
őstag
válasz
mindenes24
#97632
üzenetére
Michigan akcentusnak tűnik, ők szoktak ilyen monoton hadarni, sőt ennél is jobban. Némelyik sorozatban is nyomják ezt a stílust, vagy ha onnan származó egy-egy színész. Nagyon bírnak pödörni.
-
#97416
 razorbenke92
őstag
mindenes24
#97415
razorbenke92
őstag
mindenes24
#97415
válasz
mindenes24
#97415
üzenetére
Az első videón amiket használ:
- Ólmos forraszanyag 63-37 ón/ólom arányú, ami a legelterjedteb ólmos forraszanyag, új tekercs
- Szintén 63-37 arányú, de nagyon régi tekercs anyag (hivatalosan degradálódnak)
- Ólommentes - 95/5 ón/ezüst arányú
- 63/37-es arányú gyanta töltetű huzal
- 63/37-es arányú "gagyi" huzal
Egyforma hőmérsékleteket használ.
A végén amit mutat az az, hogy a bevitt forraszból mennyi jutott át a túloldalra. IPC ezeknél a furatszerelt csatiknál a furatkitöltést írja elő a legszigorúbban. Azzal, hogy a forrasztott oldallal ellentétes irányból vizsgálja, gyakorlatilag azt osztályozza, hogy mennyire jutott át az anyag a furaton a túloldalra, ami azt eredményezi, hogy a furat is ki van töltve valószínűleg.
A másik videón SMD-t forrasztott kenyérpirítóban. A forraszkötések egész szépek lettek, de az én véleményem, hogy elképesztően óngolyós az egész nyák mindenfelé. Ez akkor van, ha a hőprofil - amit 3:52-nél be is mutat, azonban csak a csúcshőmérsékletet említi közben - nincs jól követve. A forrasztópasztában lévő folyatószernek kell egy kicsi idő, hogy az illékony része kipárologjon, máskülönben felforr, és szétköpködi a pici óngolyókat. -
#96705
 mindenes24
junior tag
mindenes24
#96606
mindenes24
junior tag
mindenes24
#96606
mindenes24
junior tag
válasz
mindenes24
#96606
üzenetére
Koszonom a sok jo, bar reszben ellentmondo valaszt, kicsit kutakodva arra jutottam, hogy
- az ilyen tap-ot legjobban egy server tapnak lehet hasznalni, 8-10 HDD ellatasara is eleg lehet
- ha 24/36/stb feszultseg kell, akkor arra megfelelo elektronikat kell hasznalni, az meg nem tiszta, hogy akkor mennyire csokken a kinyerheto aramerosseg, esetleg elektronikatol fugg?
-
#96611
Dr. Szilikát
őstag
mindenes24
#96606
Dr. Szilikát
őstag
válasz
mindenes24
#96606
üzenetére
Van olyan lehetőség is a klasszikus táp esetében, hogy a -12 V ág gyengébb diódáit erősebbre cserélve, meg ami van még útközben (vékony rézfólia, tekercs) szintén megerősíteni, így a - 12 V ág is jobban terhelhető lesz, hiszen ugyanaz a vastag a szekunder látja el, ami bírja az áramot. Meg egy "fölös" D29 dióda is látszik a rajzon, ami kihagyható lenne ilyen esetben.
Természetesen az így nyerhető 24 V nem a GND-hez képest lesz + 24 V, de ez már felhasználási kérdés, hogy mi a cél és valaki hogyan tudja kihasználni.
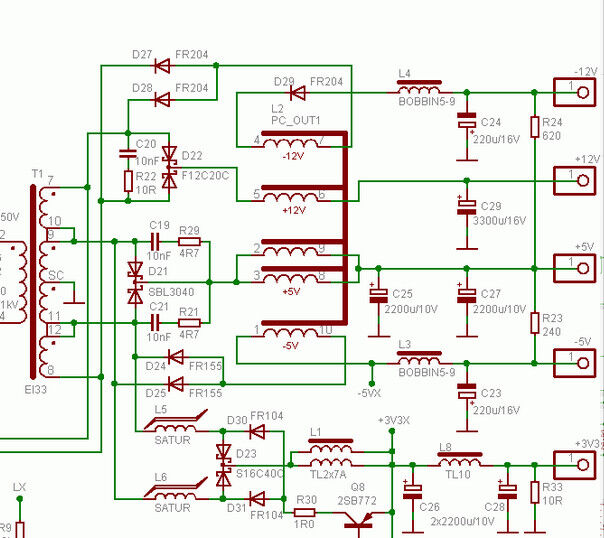
Így áttekinthetőbb az elmélet:
-
#96610
 Reggie0
félisten
mindenes24
#96606
Reggie0
félisten
mindenes24
#96606
Reggie0
félisten
válasz
mindenes24
#96606
üzenetére
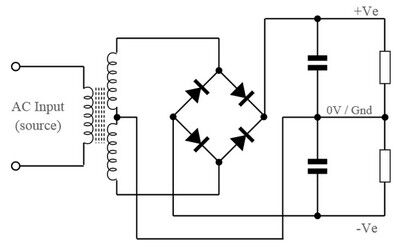
Talalsz ra peldakat a neten, ehhez sokszor meg szoktak szakitani a felso oldai tapban a vedofold es a 12V oldali GND kozotti kapcsolatot, igy az "alul" levo tap 12V-jat nem fogja rovidrezarni. Ettol csokken a biztonsag, ha a felso oldaliban atut a szigeteles(trafoban, optoban, akarhol), akkor azt nem fogja meg a vedofold. Ha a felso oldali burkolatat is teljesen levalasztod a GND-rol es lefoldeled, akkor ezt szinte teljesen ki tudod kuszobolni.
-
#96609
 tordaitibi
veterán
mindenes24
#96606
tordaitibi
veterán
mindenes24
#96606
válasz
mindenes24
#96606
üzenetére
Igen ha biztosítod a betáp 2x230V galvanikus elválasztását, azaz pl. az egyiket a konnektorba dugod a másikat meg egy 1:1 leválasztótrafóba.
Vagy feláldozod a földelést, védővezetőt. Nagyon nem ajánlott.
Másképp nem megy mivel a fémház a negatív és a második sorba kötésével az első kimenetét zárlatba teszed. -
#96608
 totya694
őstag
mindenes24
#96606
totya694
őstag
mindenes24
#96606
válasz
mindenes24
#96606
üzenetére
Lehet de én nem gondolkodnék ilyesmibe.
-
#96607
 Barret001
addikt
mindenes24
#96606
Barret001
addikt
mindenes24
#96606
Barret001
addikt
válasz
mindenes24
#96606
üzenetére
Lehet. Galvanikusan el vannak választva egymástól.
-
#94225
 Pötyi
őstag
mindenes24
#94224
Pötyi
őstag
mindenes24
#94224
Pötyi
őstag
válasz
mindenes24
#94224
üzenetére
Nylon?!? Ugye nem sima nááájlonra gondolsz? Tudod, pont elektronikai alkatrészek tárolásához, szállításához találták ki az _ántisztatikus_ zacsit.
-
#94122
 ViZion
félisten
mindenes24
#94118
ViZion
félisten
mindenes24
#94118
ViZion
félisten
válasz
mindenes24
#94118
üzenetére
huhhh, nagy itt a keveredés...
260-280°C a legtöbb helyre elég. Sok mindentől függ, pl. az ón vastagsága, a felület, amire forrasztanál, stb... Folyasztószert (valamilyen arányban) a legtöbb ón már tartalmaz, átlag helyekre az elég is. Nyilván minél érzékenyebb az alkatrész és minél közelebb vagy hozzá, annál rövidebb ideig szabad csak melegíteni. SMD-ből is sokféle van... a lábak sűrűségétől is függ, h mi az eljárás. Egy SMD ellenálláshoz pl. nem kell semmi mágia.
Link gombot használd... A tapasztalat itt is többet ér a videóknál, egy este alatt többet tanulsz, mint egy heti videózásból... -
#94120
 ekkold
Topikgazda
mindenes24
#94118
ekkold
Topikgazda
mindenes24
#94118
ekkold
Topikgazda
válasz
mindenes24
#94118
üzenetére
Az 60/40%-os ón-ólom ötvözet úgynevezett eutektikum. Az olvadáspontja mindkét fém olvadáspontjánál alacsonyabb. Viszont a forrasztáshoz ennél magasabb hőmérséklet kell, mert a forrasztandó felületet is fel kell melegíteni. Forrasztáskor a forrasztandó anyag oldódni kezd a forraszanyagban, a felületén kialakul egy átmeneti réteg, amely a forraszanyag és a forrasztandó anyag ötvözete, változó összetételben. Ettől alakul ki a kimondottan jó elektromos, és mechanikus kötés. Ha a hőmérséklet nem elegendő a beoldódás elkezdődéséhez, akkor a forrasztás nem ad megfelelő kötést.
A konkrét hőfok-érték, egy tapasztalati érték, 60-40 ötvözet esetében 320...360 fok környezetében. Ólommentes anyagok esetén valamivel magasabb hőmérséklet ad csak jó eredményt. De ez függ attól is, hogy milyen anyagot, milyen forraszanyagggal, és milyen pákával forrasztasz. Ki kell tapasztalni....
De, hogy konkrét számszerű értéket is mondjak: JBC pákával, ón-ólom ötvözttel (SSW forraszanyaggal) ami folyasztószert is tartalmaz, általános forrasztásokhoz 330 fokot használok. Ha a forraszanyag nehezebben tapad meg a felületen, vagy ha nagy hőelvonó képességű a felület, akkor emelem a hőmérsékletet 350-360 fokra. -
#94119
tordaitibi
veterán
mindenes24
#94118
válasz
mindenes24
#94118
üzenetére
Sose néztem a hőmérsékletet, mivel sose volt ilyen forrasztóállomásom.
Ha megolvad a pákán a forraszanyag, annál magasabb hőmérséklet kell mivel az alkatrész, vezeték stb. hűti.
Az alkatrész lábnak is fel kell melegednie a folyási hőmérséklet fölé különben hidegforraszt kapsz ami úgy néz ki mintha teljesen jó lenne de nem jó, lepattan, elválik.
Ólommentessel házi körülmények között nagyon nehéz bánni.Az hogy meddig melegíted a lábat, gondolj bele egy reflow kemencés panelre, vagy BGA forrólevegős forrasztásra. Az egész mindenség a folyási hatás fölé, több 100 fokra van melegítbe és minden túléli. Kondenzátorok bírják ezt a legkevésbé, egy szilícium alapú félvezető brutál meleget elvisel.
Sajnos ez olyan mint a biciklizés, könyvből nem lehet elsajátítani csak sok gyakorlással.
-
#94118
mindenes24
junior tag
mindenes24
#94114
mindenes24
junior tag
válasz
mindenes24
#94114
üzenetére
Bocsanat, lejart az idom, a reszletek:
on olvadaspont: 232 C
olom: 327 C
on-olom otvozet 327 C? vagy alacsonyabb?
weller: 320-330, vagy 350-370 C fok kozott forraszt jol?
Mibol adodik a 30 fokos "holt sav"?Ha olommentes, akkor 225-235, ha olom-on otvozet, akkor 320-330, vagy 350-370 C fokot kell tartani?
Miért?Ha IC-t kell forrasztani, ott allitolag max. 2-3mp-ig szabad egy labat melegiteni, kulonben megeg az IC - ennyi ido eleg a forrasztoanyag megolvasztasahoz?
Az IC labainak forrasztasa során az IC tetejet huteni kell, vagy ez marhasag, mert mugyanta tokban van, a fem labak vezetik belulre a hot?SMD-t csak folyasztoszerrel lehet forrasztani, mert egyszerre kell az osszes labat melegiteni es kihuleskor a folyasztoszer gondoskodik arrol, hogy a labak kozott ne maradjon femes kontaktus?
A forrasok:
Eloszor a wiki-t neztem:
https://hu.wikipedia.org/wiki/Forraszt%C3%A1s
Majd ezt a 2004-es cikket talaltam, a wiki ebbol vett at egesz bekezdeseket:
http://autotechnika.hu/uploads/files/archiv/2004/01/26-27.pdfMegneztem vagy feltucatnyi videot is, azokat most nem linkelem, mert nem akarok reklamot csinalni vagy ellenkezojet, vitat-veszekedest inditani, de orulnek, ha lenne - akar kesobb az osszefoglaloba teve - egy par link, hogy milyen forrasnak erdemes hinni pl. forrasztasi homerseklet teren.
Azt meg vegkepp nem ertem, hogy miert mondtak egy videoban 150 C es 450 C fokos hatarokat, ugy lattam, a forrasztoanyagok olvadaspontja, vagy optimalis forrasztasi homerseklete 220-380 C fok kozott van, utana 500 C fok kell a vastagabb rez vagy aluminium forrasztashoz, amit foleg az 1970-es evekben villanyszerelok hasznaltak, es utana kb. ezer (??) C fok a nemesfemek olvasztasahoz, de ahhoz talan mar gyertya vagy gazos/benzines forrasztolangos eszkoz kell, ha kell egyaltalan?















Új hozzászólás Aktív témák
 ekkold
ekkold- iKing.Hu - Samsung S25 Ultra - Titanium Black - Használt, karcmentes
- Apple Ipad 10.generáció
- Új HP Pavilion x360 14-ek Érintős hajtogatós Laptop Tab 14" -35% i5-1335U 8/512 FHD IPS Iris Xe
- RTX 4080 SUPER,16GB. Ryzen 7 7800X3D, 32 RAM Fury RGB! Garancia!
- Asztali PC , i7 9700K , RX 5700 XT , 32GB DDR4 , 500GB NVME , 1TB HDD
- Windows, Office licencek kedvező áron, egyenesen a Microsoft-tól - Automata kézbesítés utalással is!
- Telefon felvásárlás!! iPhone 11/iPhone 11 Pro/iPhone 11 Pro Max
- Asus Rog Strix G16
- AKCIÓ! ASUS B650M R5 7600X 64GB DDR5 1TB SSD RTX 3080Ti 12GB Be Quiet! Pure Base 500FX ASUS 1000W
- ÁRGARANCIA!Épített KomPhone Ryzen 5 7600X 32/64GB RAM RX 9070 16GB GAMER PC termékbeszámítással
Állásajánlatok

Cég: CAMERA-PRO Hungary Kft
Város: Budapest
Cég: PC Trade Systems Kft.
Város: Szeged