-
Fórumok
LOGOUT - lépj ki, lépj be!
LOGOUT reakciók Monologoszféra FototrendGAMEPOD - játék fórumok
PC játékok Konzol játékok MobiljátékokMobilarena - mobil fórumok
Okostelefonok Mobiltelefonok Okosórák Autó+mobil Üzlet és Szolgáltatások Mobilalkalmazások Tartozékok, egyebek Mobilarena blogokPROHARDVER! - hardver fórumok
Notebookok TV & Audió Digitális fényképezés Alaplapok, chipsetek, memóriák Processzorok, tuning Hűtés, házak, tápok, modding Videokártyák Monitorok Adattárolás Multimédia, életmód, 3D nyomtatás Tabletek, E-bookok Nyomtatók, szkennerek PC, mini PC, barebone, szerver Beviteli eszközök Egyéb hardverek PROHARDVER! BlogokIT café - infotech fórumok
Infotech Hálózat, szolgáltatók OS, alkalmazások SzoftverfejlesztésFÁRADT GŐZ - közösségi tér szinte bármiről
Tudomány, oktatás Sport, életmód, utazás, egészség Kultúra, művészet, média Gazdaság, jog Technika, hobbi, otthon Társadalom, közélet Egyéb Lokál PROHARDVER! interaktív
Új hozzászólás Aktív témák
-
 #95092224
törölt tag
#95092224
törölt tag
Szirty:
#796-ban Macys szembetalálkozott egy problémával. Nem két napja volt már, de nem is kimondottan az ő problémájáról van szó, hanem hogy az a probléma mennyire általános?
Az általánosat úgy értem, hogy magyarországi gyakorlatban (úgy egészében statisztikai átlag szintjén) mennyire komoly probléma, hogy valamilyen régi / olcsó / mit-tudom-én-miért-nem-jó típusú plc-t akarnak összekötni számítógéppel, és nem csak nincsen rá kiépített lehetőség, hanem szakember se tud rá javaslatot tenni.
A komolyat pedig részemről úgy definiálnám, hogy nem csak az agyonhajszolt technikus zsörtölődik (tuti, hogy mindig agyonhajszolják, és mindig mindenen zsörtölődni fog, de az még az üzemszerű eset), hanem már a főnökének is elkezdi csípni a szemét az, ami miatt zsörtölődik. Sőt, talán management szintjén is felvetődhet a probléma, hogy elmaradott a termelési logisztika. Az a probléma pld hamarabb kezdi majd el csípni a főnök szemét. Tudom, nem ez a világ legprecízebb definíciója a komoly problémát illetően, de perpillanat ez a leggyakorlatiasabb, amit ismerek.
Ez az egész jellegében olyasmi, amit egyszerűen csak érezni tud valaki, ha eltöltött pár évet a terepen. A legelső dolgot írd le nekem plz, ami most hirtelen az eszedbe jutott a kérdésem egészéről.
Köszönöm.
-
 Simisumi
csendes tag
Simisumi
csendes tag
-
 Szirty
őstag
Szirty
őstag
-
 belys
csendes tag
belys
csendes tag
Sziasztok
Egy kis segítségre lenne szükségem.
Omron CPM2S plc nt21 terminalVan egy számláló ami pl DM20 területről kapja az adott értéket,amit az nt-n beállítunk
Meg kéne jelenítenem a számláló aktuális állapotát "értékét"
de ezzel nem boldogulok.köszi
-
Szirty
őstag
Helló Simisumi!
"Értem a problémát, de csak azért tűnhettem ködösnek, mert azt hittem gyakori jelenséggel állok szemben! "
Annyira gyakori, hogy minden magyar XP-n ezt csinálja.
Viszont amíg nem árulod el pontosan hogy min csinál micsoda mit, addig találgatni lehet csak, én meg nem találgatok..
-
Simisumi
csendes tag
-
 xwsjfx
csendes tag
xwsjfx
csendes tag
Hali mindenki!
Lehet nem ez a legmegfelelobb hely, de egy probat mindenkepp meger nekem, hatha tudtok segiteni. Problemam a kovetkezo: tobb eves PLC programozoi tapasztalattal keresek allast. Nem gyarban karbantartonak, hanem fejlesztonek berendezest gyarto ceghez, siemens, omron es nemi mitsubishi tapasztalattal. Ha valaki tud ilyen poziciorol, legyszi valaszoljon.
Elore is koszi.
-
Szirty
őstag
Hali G67hu!
"Láttam életben is így működő rendszert, s ott MPI-n elérhetőnek látszott 200-s is. De PLC programban nem leltem nyomát szükséges beállításnak."
Nem ismerem a 200-asokat, de úgy tűnik, hogy MPI slave lehet.
Tehát ha S7-300/400-al kell adatot cserélni MPI-n, akkor a kommunikációt a 300/400-ban kell intézni.
Ahogy írtad, XPUT, XGET párossal.
Ennek a két hívásnak az a tulajdonsága, hogy a kommunikációs partnerben semmilyen kommunikációs hívásra nincs szükség.
XPUT, XGET segítségével tehát bármilyen másik S7-ből olvasható vagy oda írható adat anélkül, hogy az írt vagy olvasott többi PLC programját meg kellene változtatni. -
Szirty
őstag
Helló Simisumi!
"A sp4-el próbálkoztam már korábban is, de nem tudom telepíteni mert nem tetszik neki az oprendszerem. Így a hiba üzenet után leáll a telepítő. Két gépemen van fenn a step7 két különböző oprendszerrel, de egyiken sem tudom telepíteni."
Ha erre most azt tanácsolom, hogy próbáld meg átállítani, akkor mit fogsz szólni hozzá?
Gondolom megkérdeznéd mit állíts át.
Pedig az a válasz lenne olyan amilyen a kérdésed (ill. a probléma leírása).Mi lenne ha elárulnád:
- Mi nem tetszik neki az oprendszereden? (hibaüzenet volt, ha igen, akkor pontosan mi?)
- Milyen konkrétan az a titokzatos oprendszer ami nem tetszik neki? Titok?
- A másik gépen lévű különböző oprendszer konkréten mi is?
- Miért nem tudod telepíteni? mi a jelenség? Van hibaüzenet, ha van mi az?...nincs mese, szereznem kell egy varázsgömböt
-
 G67hu
csendes tag
G67hu
csendes tag
Sziasztok!
Az alábbiakban kérem segítségeteket: hogyan lehet Siemens S7-200 (224) és 300 között kommunikálni MPI-n XGET/XPUT révén?
S7-200 Programmable Controller System Manual-ban is leírják ennek lehetőségét, de konkrét beállítást nem találtam. Láttam életben is így működő rendszert, s ott MPI-n elérhetőnek látszott 200-s is. De PLC programban nem leltem nyomát szükséges beállításnak.
Köszönöm, ha valaki segít.
G67hu -
Simisumi
csendes tag
Ezer köszönet!
A nyelvi problémákat sikerült egyedül is megoldani! A HW konfig is sikeres volt, ki is bővült, de mán meg a verziószám kicsi. Csak 2.3 ig van nekem meg 2.6 kéne.
A sp4-el próbálkoztam már korábban is, de nem tudom telepíteni mert nem tetszik neki az oprendszerem. Így a hiba üzenet után leáll a telepítő. Két gépemen van fenn a step7 két különböző oprendszerrel, de egyiken sem tudom telepíteni.Köszönöm a segítséget!
-
 iskolás
csendes tag
iskolás
csendes tag
-
Szirty
őstag
-
iskolás
csendes tag
Sziasztok!
a házi feladatom a főiskolán egy PLC program írása, létra nyelven, a Zeliosoft programjával.
Sajnos ennél többet nem tudok a feladatról vagyis fogalmam sincs, hogy hogy kellene hozzákezdenem, megcsinálnom!
vagyis fogalmam sincs, hogy hogy kellene hozzákezdenem, megcsinálnom!
Esetleg tudna valamelyikőtök segíteni?a feladat a képen olvasható!
Előre is köszönöm mindenkinek,aki esetleg tud segíteni

-
Szirty
őstag
Hali Simisumi!
"Viszont hiába csináltam hardverkonfigot elmentettem, átvittem az én gépemre ott már nem tudtam megnyitni mert hivatkozott arra, hogy a windowsom nem angol nyelvű."
Ez kevés infó, mert 3-4 féle eset van amikor ehhez hasonló üzenetet ad, de csak egyik olyan, aminek eredménye az hogy elutasítja a project megnyitását.
Ha különböző nyelvi verziójú windows-okon dolgozol és azt akarod hogy a másikkal meg is lehessen nyitni azt amit az egyiken csinálsz, akkor a project fa gyökerének properties ablakában kapcsold be a "Can be opened under any Windows language settings (language neutral)" opciót és akkor meg lehet nyitni más nyelvi verzió alatt is.

Ha erre már nincs lehetőség, akkor eszerint járj el.
Nem találom benne a 6es7315-2eh13-0ab0 v2.6
Pedig ha jól olvastam a katalógusban akkor V5.3-as verziószám elég.
Köszönöm a segítséget!Ennek egyszerű a magyarázata: Ez a CPU verzió nem létezett amikor a Step7 ezen verzióját kiadták.
EZért frissítened kell a HW katalógust. Pl. így. de természetesen online is frissítheted.De letölthető külön is HW frissítő csomag innen.
Vagy letöltöd a 4-es szervizcsomagot, az is frissíti a HW katalógust.
-
Simisumi
csendes tag
Hali!
Megoldódott az mmc probléma, Field PG-n egyszerűen step7-ben töröltem a kártyát, így már nem kér a plc memória törlést.
Viszont hiába csináltam hardverkonfigot elmentettem, átvittem az én gépemre ott már nem tudtam megnyitni mert hivatkozott arra, hogy a windowsom nem angol nyelvű.
A törlést a plc-n lévő kapcsolóval próbáltam, ami nem sikerült. Valamit elronthattam.
A step7-em V5.4 SP2 verziójú.
Nem találom benne a 6es7315-2eh13-0ab0 v2.6
Pedig ha jól olvastam a katalógusban akkor V5.3-as verziószám elég.
Köszönöm a segítséget! -
Szirty
őstag
Hali Simisumi!
"Ha jól értem a stop led lassú egyenletes villogása az azt jelenti, hogy a PLC memória törlést kér. "
Pontosan!
"AZ MMC kivétele után a step7 -ben PLC/ hardver idagnostics-ra kattintva ezt irja: Unable to reach the modul s7 cpu 300 via the online interface."
MMC nélkül a CPU üzemképtelen!. Tehát ezen nem lehet csodálkozni.
"soros/MPI kábelem van ezzel próbálkozok."
Ha nincs MMC benne, akkor mindegy mivel próbálkozol, nem fog válaszolni.
"Az új hardver konfiggal már próbálkoztam, de a sikertelenség oka, hogy a könyvtárban nincs benne a pontos típus. "
Milyen verziójú Step7?
Harmadszor is megkérdezezem: Hogyan tötölted az MMC-t?
-
Simisumi
csendes tag
Hali!
Utána olvastam a dolognak. Ha jól értem a stop led lassú egyenletes villogása az azt jelenti, hogy a PLC memória törlést kér. AZ MMC kivétele után a step7 -ben PLC/ hardver idagnostics-ra kattintva ezt irja: Unable to reach the modul s7 cpu 300 via the online interface.
soros/MPI kábelem van ezzel próbálkozok.
Az új hardver konfiggal már próbálkoztam, de a sikertelenség oka, hogy a könyvtárban nincs benne a pontos típus. A újabb szervízcsomagot meg nem tudom illeszteni (telepíteni) mert a windowsom-ra hivatkozik a telepítő, hogy nem megfelelő, és ezzel a hiba üzenettel meg is áll.
Töröltem programból is, stop-ból mres-be míg nem világít folyamatosan a stop led rögtön vissza stop gyors villogás aztán megin gyorsan mres. Kézzel csinálva pontosan csak akkor zajlott le a jelenség, ha nem volt benne mmc.
Nagyjából ennyi!
Köszönöm! -
Szirty
őstag
Hali Simisumi!
"Szóval a "törölhetetlen" kártyával SF led világít illetve busz hiba is van, mert nem a programnak megfelelő környezetben van."
Ez érthető. De ehhez nem kell törölni a kártyát. Létrehozol egy másik, megfelelő HW configot és rátöltöd.
"Az s7-300 programozás című jegyzet alapján töröltem."
Én azt kérdeztem hogyan törölted, nem azt hogy honnan olvastad...
"Diagbuffer mit ír?" Ezt hol nézzem?!

Step7-ben
"Az elvileg törölt kártyát ha berakom, akkor nem tudok kapcsolatot teremteni a PLC-vel."
Milyen módon nem sikerül?
Profibuszon, MPI buszon, vagy etherneten nem sikerül? -
Simisumi
csendes tag
Jó estét!
Elnézést ha érthetetlen voltam!
Szóval a "törölhetetlen" kártyával SF led világít illetve busz hiba is van, mert nem a programnak megfelelő környezetben van.
Az s7-300 programozás című jegyzet alapján töröltem.
Amit szeretnék az az, hogy egy új programot készítsek tanulás céljából!"Diagbuffer mit ír?" Ezt hol nézzem?!
Az elvileg törölt kártyát ha berakom, akkor nem tudok kapcsolatot teremteni a PLC-vel.
A kezdők kezdője vagyok!!!
-
Szirty
őstag
Helló Simisumi!
"problémám az, hogy a benne lévő MMC-t nem tudom törölni."
Hogyan próbáltad? Tép kikapcs, MRES nyomvatart, bekapcs, nyomvatart, várás, felengedés stb?
"De az eddig törölni nem tudott MMC-vel fel áll csak hiányolja az előző program beli dolgokat."
Nekem zavaros az egész! Mit nem tud törölni, melyik MMC-vel mit csinál? Mit hiányol mikor? Mikor működik, mikor nem?
Diagbuffer mit ír?
-
Simisumi
csendes tag
Sziasztok!
Némi segítségre lenne szükségem! A probléma amivel küzdök, egy használt siemens CPUt (315-2 PN/DP) próbálok feléleszteni egy másik hardver környezetben. A problémám az, hogy a benne lévő MMC-t nem tudom törölni. Próbálkoztam másik MMC-vel. Hardveres törlés után MRES Stop stb. nem áll fel vagyis nem tudom runba tenni az 5V -os led világít illetve a STOP lassan pulzálva villog. De az eddig törölni nem tudott MMC-vel fel áll csak hiányolja az előző program beli dolgokat.Előre is köszi! Simisumi!
-
 xebeche
csendes tag
xebeche
csendes tag
Sziasztok
Saia PCD3.M3330 -assal akadt kis problémám:
a Saia honlapról leszedett Sbus driverekkel, 1.4-es verziójú PG5-öshöz kiadott javításokat telepítve sem ismeri fel az eszközt.
Köszi!
xebeche -
Szirty
őstag
Hali topsli!
"Annyi a gond, hogy a bemenetre kell egy diódahíd. Ha az egész dobozolás alapvetően műanyag, vagy legalábbis kettős szigetelésű, és nincs galván kapcsolat a házzal még akkor se, ha fém, akkor a betáp GND-nek nem muszáj feltétlenül 0 volt potenciálnak lennie."
Pedig az viszont elég általános, hogy a GND 0V-ra van kötve.
Igen a tápfesz bemenet oldalánál lévő diódahíd, ami visszafordítja a fordított tápfeszt nem jó ha a kimenetek nem leválasztottak, hiszen a kimenetek GND-je közös a bemenő tápfesz GND-jével, ahogy írtad is.
Én sem javaslom ezt a megoldást.
De jó kompromisszum lehet egy soros védődióda a tápellátás + oldalán. Nem fog ugyan működni fordított fesszel, de legalább nem megy tönkre. -
#95092224
törölt tag
Eszköz tervezési elgondolás ihlette. Ha a betápot tetszőleges polaritással lehet bekötni, az egy kényelmi szempont. Éshát lehet ilyet csinálni, bizonyos problémák által. Annyi a gond, hogy a bemenetre kell egy diódahíd. Ha az egész dobozolás alapvetően műanyag, vagy legalábbis kettős szigetelésű, és nincs galván kapcsolat a házzal még akkor se, ha fém, akkor a betáp GND-nek nem muszáj feltétlenül 0 volt potenciálnak lennie. Elfogadható, hogy egy dióda nyitófesz megemelje a készüléken belüli GND potenciált.
Egy nagy baj van vele. Ha nem minden kimenete galvanikusan elválasztott, és kap egy földhurkot. Akkor bizony a bemeneti GND oldali dióda turbo sebességgel elhasználódik / elég a fenébe.
Szóval megkérdeztem, átlag csinálnak-e ilyet periféria jellegű eszközöknél, mert ha igen, én is olyanra tervezek. De ezek szerint nem általános dolog, és én is inkább hagyom a fenébe.
Semmi ördöngösség

-
Szirty
őstag
Hali topsli!
"Általánosságban érdekelne tapasztalat PLC részegységeket illetően, hogy mennyire általános, illetve ritka dolog egy részegységnél, hogy az egyébként egyenáramú tápkábelt nem megadott polaritással, hanem akár fordított polaritással is be lehet kötni."
Erre általános választ lehet csak adni: van amelyik elviseli, mert van benne védelem. Azaz nem megy tönkre fordított polaritással, de nme is működik. Van amelyik azonnal elszáll és van amelyik zavartalanul működik tetszőleges polaritással.
Pl. a kapcsoló üzemű tápegységek egy része képes AC DC forrásról üzemelni. Ezeknél DC táplálás esetén mindegy a polaritás, működik.
Vagy egy izzólámoának is mindegy
Vannak induktív érzékelők amelyeknél az dönti el hogy PnP vagy NpN kimenetű lesz e, hogy milyen polaritással kötjük rá a tápfeszt.
Az ilyen tulajdonság mindig szerepel az adatlapon vagy a techspec-ben. Ha nincs jelölve hogy polaritásvédett vagy hogy megy AC forrásról illetve fordított polaritásról, akkor nem is szabad megpróbálni azt.Összességében úgy gondolom, az eszközök túlnyomó többsége nem bolond biztos ilyen szempontból...
(Végig se merem gondolni mi ihlette ezt a kérdést :> ) -
#95092224
törölt tag
Általánosságban érdekelne tapasztalat PLC részegységeket illetően, hogy mennyire általános, illetve ritka dolog egy részegységnél, hogy az egyébként egyenáramú tápkábelt nem megadott polaritással, hanem akár fordított polaritással is be lehet kötni. Pld 24V DC a betáp, és tök8, hogy a 2 luk közül melyikbe megy a plussz, és melyikbe a mínusz.
A kérdés nem korlátozódik sem vezérlő típusra, sem részegység típusra. Általánosságban.
-
Szirty
őstag
Hali BG!
"PC-n is tudjam fogadni illetve erről a későbbiekben valami jegyzőkönyv szerűt is tudjak nyomtatni, feltüntetve a minimum, a maximum nyomást illetve kinyomtatva a nyomás-idő diagramot és még nény sor szöveget stb."
Milyen OP. milyen runtime-mal?
Ezen sok múlik. Pl. van-e rajta ethernet? Flexible RT-vel megy-e? stb.
Különben jönnek a Ha-val kezdődő válaszok. Ha van rajta ethernet... Ha flexible... Ha nyomtatót kötsz rá, stb.Egyébként nyomtatni az OO-k is tudnak.. ha az megfelel.
-
 bodnarg
csendes tag
bodnarg
csendes tag
Sziasztok!
A következő problémára keresek valami jó megoldást. Adott egy S7 314 C-2DP cpu val szerelt rendszer. Itt egy tartályban uralkodó nyomást kell kijeleztetnem az idő függvényében az OP panelen. Ezzel igazából nincs is gondom. Viszont hogy lehet azt megoldani viszonylag egyszerűen, hogy a nyomás értékeket egy asztali PC-n is tudjam fogadni illetve erről a későbbiekben valami jegyzőkönyv szerűt is tudjak nyomtatni, feltüntetve a minimum, a maximum nyomást illetve kinyomtatva a nyomás-idő diagramot és még nény sor szöveget stb.
Úgy megy a dolog hogy az OP memória kártyájára adott mintavételezéssel csv formátumban elmentem az adatokat, és azt majd Excelben felhasználom, de sajnos ez így eléggé macerás.
Tudtok esetleg valami más megoldást ami viszonylag kis anyagi ráfordítással megoldható.
Köszi:
-
 hali.papa
csendes tag
hali.papa
csendes tag
Sziasztok!
Ha esetleg valaki keres S5 plc-t akkor én tudok ajánlani nagyon baráti áron:
-Siemens Simatic S5 PS 7A/15A, 115U CPU-val 15 db bővítőkártyával+eprom: 170.000 Ft.
-S5 95U 1 db bővítővel no eprom: 25.000 Ft.
Tel: 30/395-8104
Bocsi az off-ért!
Üdv!
-
 atis28
csendes tag
atis28
csendes tag
-
Szirty
őstag
Hali atis28!
"Próbálgattam én ezt az utasítást is, de az IR0 előtti vessző nélkül... Azt még ha megkérdezhetném, hogy miért van ott, mi célt szolgál stb.."
Ennek a doksinak a 27. oldalán van róla szó
Részletesebben pedig a 254. oldalon. -
#95904256
törölt tag
-
atis28
csendes tag
-
#95904256
törölt tag
-
atis28
csendes tag
Sziasztok!
Omron CJ1M-CPU11-et kellene programoznom, ehhez szeretnék egy kis segítséget kérni. Van ugyanis egy olyan probléma a feladat során, hogy x elemet sorba kellene rendezni. Ezek ott csücsülnek D memóriaterületen, pl. D20, D21, D22, D23.. Ezeket kellene tehát sorba rendezni. Először is egy MAX(182)-es utasítással szépen megkeresem a maximumot, majd ezt egy új területre másolom, pl. D30-ra. A MAX utasítás vezérlő szavait úgy állítottam be, hogy IR00-ba kimásolja a legnagyobb elem PLC memóriacímét, a végén pedig majd az egészet egy FOR-NEXT utasításba raknám, így elvileg sorba rendezné a "tömbömet". De ahhoz, hogy a memóriaterület sorbarendezhető legyen, minden egyes max keresés után nullázni kellene az adott elem értékét az eredeti adatterületen, hogy a következő max keresésnél az már ne zavarjon. Így a MAX utasítás végig ugyanarra a tömbre lenne elvégezhető. Ehhez ugye IR00-ban ott csücsül az adott elem PLC memória címe, amit nullázni kellene. De szerény tudásommal nem tudom megoldani, hogy egy PLC cím alapján, hogyan tudnám kinullázni az elemet. Pl., ha első keresésnél D20 a legnagyobb, akkor azt kell utána kinulláznom. Compare utasítással valószínűleg össze lehetne gányolni, de gondolom van erre egyszerűbb és szebb megoldás, erre lennék kíváncsi, vagyis hogy IR00-ban levő PLC cím értékén lévő értéket (pl. D20), hogy tudnám kinullázni (0-ra set-elni). Remélem érthető voltam. Előre is köszi a segítséget!
Atis -
 art-x
csendes tag
art-x
csendes tag
Sziasztok!
Nem tudom jó helyen teszem é föl a kérdést egy opto csatolóra lenne szökségem illetve annak a belsejére. Több cég gyártásában találkoztam vele, valószínű szabványos felületen dolgozik, de sokkal többet ne találtam eddig róla!
Ha valaki esetleg tudna azt megköszönném!
Az eredeti...
http://www.petechnik.de/images/stories/pdf_pe/k1-06_0902.pdf -
Szirty
őstag
-
jazzT10
csendes tag
-
Szirty
őstag
-
jazzT10
csendes tag
-
Szirty
őstag
-
jazzT10
csendes tag
sziasztok.
Segítség kéne jazz T10-17 programozáshoz. Tud valki valakit, aki ismer olyat...?
unitronics.com/Series.aspx?page=Jazz
Előre is köszi. -
Szirty
őstag
Hali DP_Joci!
És ezt az értéket kéne visszaállitani. Elméletileg szerintem megoldható.
Nem dolgozok 200-assal, de nyilván megoldható. Minden ciklusban elmásolod egy retentív területre az értéket. Restart esetén meg egyszer vissza.
De nem tudom, hogy ennek van-e értelme. Ha a számlálót inkrementális encoderrel való pozícionálásra használod, akkor úgy illik, hogy bekapcsolás után mindenképp fel kell venni a refpontot és a számláló értéke ekkor áll be (addig nem szabad törődni a tartalmával akár elmentetted, akár nem).
Nem biztosítható ugyanis, hogy kikapcsolt állapotban a hajtás (aminek a mozgását az encoder méri) nem mozdul el. Ha pedig ez nem biztosítható, akkor az sem, hogy ugyanott lesz bekapcsoláskor, ahol kikapcsoláskor volt. Úgyhogy lehet egy szép kis offset a pozícionálásban, ami teljesen véletlenszerű. A véletlenszerű dolgok pedig általában nem barátai a műszaki megoldásoknak.De mivel nem árultad el mit akarsz csinálni vele, csak találgatni lehet...
-
 DP_Joci
tag
DP_Joci
tag
-
Szirty
őstag
-
DP_Joci
tag
-
 Csorosz
aktív tag
Csorosz
aktív tag
-
Szirty
őstag
Helló Csorosz!
"Talán így sokkal jobban kivehető. "
Nah látszik már!
A szaggatott vonallal keretezett opcionális részben van a fékellenállást, azt a ponttal és a +al jelölt kapocsra kell bekötni.
nyilván a fékellenállás is egy opció (nem kötelező használni).A körülötte lévő áramkör valóban egy mágneskapcsoló öntartással, nyomógombokkal.
mit nem bírtam kivenni az egy "thermal protection device".
Egy hőfok kapcsoló, ami megszakítja a mágneskapcsoló tekercs áramát és így feszmentesíti a frekvenciaváltót. A fékező ellenállás hőmérsékletét figyeli (nyilván egy bimetálos kapcsoló).
Ezt nem kell feltétlenül használni a fékellenállás köthető közvetlenül az említett kapcsokra.A dolog lényege a következő:
A fékellenállás a frekiváltó belső DC körét terheli (egy ún. "fékcsopperen" keresztük), vagyis azt a feszt, amit a hálózati bemenő feszöltségből állít elő.
A fékcsopper egy kapcsoló elem (ált. IGBT, vagy FET). Arra való, hogy a motor meredek lassításakor a motor generátor üzemmódja közben keletkező energiát elmelegítse az ellenálláson. Szépen PWM módszerrel kapcsolgatja az ellenállásra a belső DC kört ahogy a belső DC fesz nő.
(Az ábra szerint a fékellenállás az R+ és R- kapcsok között helyezkedik el)Ha a fékcsopper kapcsoló elem üzem közben netán zárlatossá válik, akkor a teljes DC köri fesz akadálytalanul kijut a fékellenállás kapcsaira. Ettől az igen hamar felizzik és tüzet is okozhat (ez sokkal több mint amit üzem közben kell elviselnie). Ezt figyeli az opcionális áramkör. Ilyen esetben a hőfok kapcsoló felmelegszik és áramtalanítja a frekvenciaváltót.
Ha elhagyod ezt a védelmet működni fog minden, de a fékcsopper zárlata esetén lehet egy kis tüzijáték...
-
Csorosz
aktív tag
12. és 31. oldalon van a két kép.
Talán így sokkal jobban kivehető.
-
Csorosz
aktív tag
-
Szirty
őstag
Hali Csorosz!
Nagyon nagyon rosszul látható a rajz, a feliratok nem olvashatóak.
Annyit látok abból, hogy ott egy öntartó kapcsolás van egy mágneskapcsolóval Start Stop nyomógombbal, ami megszakítja a frekiváltó tápellátását.
A fékellenállást nem is látom, vagy a + és "pont" jelű kapcsokon lévő valami olvashatatlan felirata breaking resistor lenne?
Sajnos ebből nekem nem derül ki, hogy az említett öntartásnak milyen köze van a fékellenálláshoz. Kivehetetlen
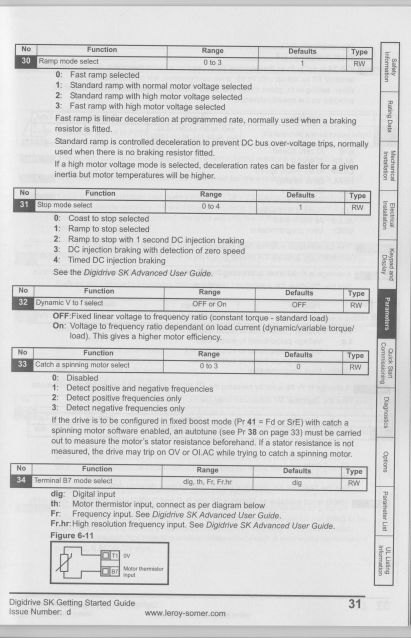
A másik képen látható paraméterekkel kapcsolatban konkrétan mire vagy kíváncsi?
-
Szirty
őstag
Hali niethammer!
"Ehhez kérnék segítséget. A S7-300 / CPU313C-2 PtP PLC-hez van kapcsolva a második soros porton 2 db OMRON V1000-es frekvenciaváltó. Hogyan tudok adatot küldeni erre a második portra?"
Beépített PtP-vel még nem dolgoztam, de gondolom hasonló mint CP kártyás PtP.
Nézd meg ezeket:
S7-300 CPU 31xC Technological Functions (CPU 312C, CPU 313C, CPU 314C)
S7-300 PtP coupling and configuration of CP 340
S7-300 CP 341 Point-to-Point Communication, Installation and Parameter Assignment -
 niethammer
csendes tag
niethammer
csendes tag
Sziasztok!
Eddig OMRON PLC-t programoztam, de most a a megrendelő ragaszkodik a siemens-hez. Ehhez kérnék segítséget. A S7-300 / CPU313C-2 PtP PLC-hez van kapcsolva a második soros porton 2 db OMRON V1000-es frekvenciaváltó. Hogyan tudok adatot küldeni erre a második portra?
-
Csorosz
aktív tag
Sziasztok.
Nem PLC, de láttam Szirty kolléga extrás oldalát, és bátorkodom ide beírni, illetve kérdezni a gondommal kapcsolatban.Szóval a lényeg, h frekiváltóval kell meghajtanm egy nagyteljesítményű villanymotort (4kw).
Ez még nem probléma, viszont gyorsan kell neki megállni.
Már megvettem a frekiváltót (Leroy Somer Digidrive SK) és a hozzá való fékellenállást.
Csak magyar utasítás nem járt hozzá sajnos. Nagyjából eligazodom rajta, de lenne egy pár kérdésem.
Az alábbi képen a 4/2-es ábra alapján akarom bekötni. az "optionals" jelzéssel ellátot szagattot téglalapban található alkatrészek kötelezőek? Vagy elég csak az ellenállás?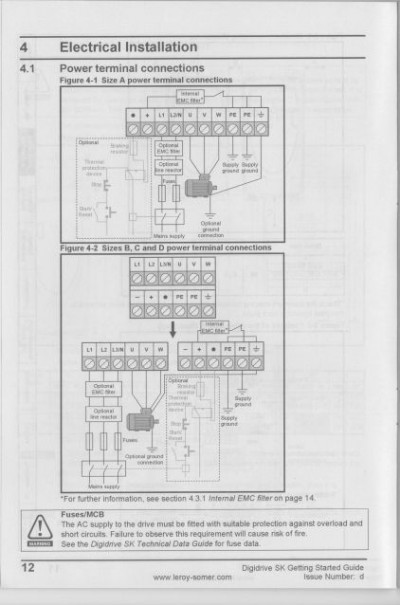
Mikor programozni kell a váltót, ezek közül biztosan választanom kell.
Nincs tapasztalat, se szakértelem.
Már az is sokat jelentene, melik mit jelent.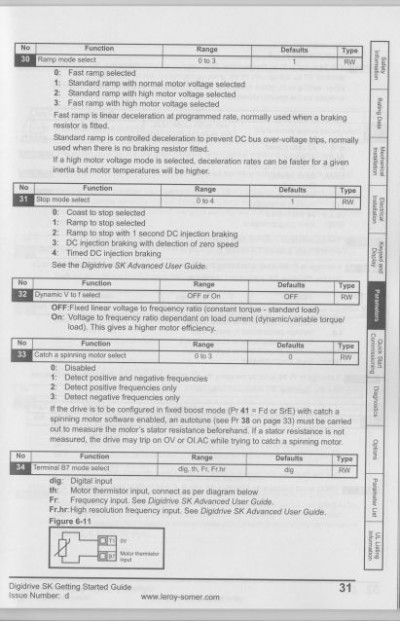
Köszön előre is figyelmed Szirty.

-
Szirty
őstag
Hali DP_Joci!
"Nincs véletlenül TP177 micro panelhez minta projected amiben el van készítve a hibakezelés egy S7-200-al."
Nincs. Én is csak keresni tudok:
Ezt találtamAzt nem tudom van-e benne alarm kezelés, nézd meg.
-
DP_Joci
tag
-
Szirty
őstag
Hali DP_Joci!
"A freeportos dologhoz nincs véletlenül infód?"
De van. Viszont én inkább csak üzemeltetek S7-200-akat mint programozok, így tanácsot nem nagyon tudok ebben adni.
Rákeresve ezeket találtam, szerintem érdemes átnézni:S7-200 kommunikációval foglalkozó példatár
SIMATIC S7-200 Programming Tips 12/08Itt találsz számtalan példaprogramot és leírásokat a freeport mód használatára.
-
Szirty
őstag
Hali DP_Joci
"De gondolom vigyázni kell, hogy a lassítási utat ne vegye az ember túl hosszúra mert ha 0,5 vagy 1Hz-en kéne a motornak menni akkor lehet , hogy nincs elég nyomaték és hamarabb megállhat, ill. túl rövid lassítási útnál szintén túlfuthat (elméletileg). Jól gondolom?"
A lassítási út lehet hosszú is. A túl kis frekvenciát ki lehet küszöbölni a frekiváltó minimum frekvencia paraméterének megfelelő beállításával. (Ennél lassabban sosem megy). De ha ez túl nagy, akkor szintén nőhet a túlfutás.
A túl rövid lassítási táv nagyobb gond lehet, mert előfordulhat, hogy az adott tömeget akkora távolságon belül nem lesz képes lelassítani. Különösen ha a frekiváltón nincs fék opció.A frekvenciaváltó saját lefutó, idő alapú rámpáját minimumra kell venni (egy paraméter) mert ha az ott megadott rámpaidő nagy, akkor nem az analóg bemeneten csökkenő alapjel szerint (vagyis nem a PLC program által számított rámpa szerint) fog lassulni, hanem a saját rámpája szerint, ami nem jó ilyenkor :>
Megfelelő beállítással azonban dinamikus és viszonylag pontos működést lehet így elérni. Nem lesznek időtrabló, fölösleges lassúmenetek, a gép gyorsabban dolgozhat. -
DP_Joci
tag
Szia Szirty,
Köszi a tippet, nagyon hasznos azt hiszem, van analóg kimenetem, és ki fogom próbálni.
De gondolom vigyázni kell, hogy a lassítási utat ne vegye az ember túl hosszúra mert ha 0,5 vagy 1Hz-en kéne a motornak menni akkor lehet , hogy nincs elég nyomaték és hamarabb megállhat, ill. túl rövid lassítási útnál szintén túlfuthat (elméletileg). Jól gondolom?A freeportos dologhoz nincs véletlenül infód?
Köszönöm
J. -
Szirty
őstag
Szevasz pilu69!
"Nekem kellene egy plc szimulátor, tud valaki ajánlani valamilyent ?"
Így önmagában ilyenek nem nagyon vannak.
Persze szimulátorok vannak, de rendszerint szerves részét képezik a PLC programfejlesztői környezetnek.
Szimulátor van pl. az újabb CX-programmerben (omron)
és a Simatic managerben is (Siemens). Bár ez utóbbinál opció, így nem minden változat tartalmazza. Ott a neve PLCSIM.
-
Szirty
őstag
Helló DP_Joci!
[I]"Persze lesz egy kis túlfutás, de egy ablakon belül megáll. Tudom, hogy lehet megszakítást is rendelni az aktuális ért = célértékhez de bízom benne, hogy normál program ciklusban is időben sikerül megállítanom a motort.
Ha valakinek van más vagy jobb ötlete a megoldásra, akkor szívesen várom."[/I]
Igen, az ilyen módszer egyszerő és eléggé elterjedt.
A "lineáris megközelítés" jobb módszer valamivel, de bonyolultabb is cserében. Továbbá szükséges hozzá, hogy a PLC képes legyen a motor sebességét fokozatmentesen szabályozni (pl. analóg kimeneten vagy kommunikációs buszon keresztül.A lényege az, hogy a megállási pont megközelítése úgy történik, hogy a PLC programja a motor sebességét fokozatosan úgy csökkenti, hogy az lineárisan pontosan a megállás helyén érje el a nulla sebességet. Így nincs túlfutás (illetve csak igen minimális).
(A szervóhajtások is ezt csinálják egyébként).Ehhez a következő információkra van szükség:
1. A hajtás pillanatnyi pozíciója (az enkóderről jövő pozíció)
2. A célpozíció (ahova a hajtás éppen megy)
3. A hajtás maximális sebessége (amekkora sebességgel a hajtás lassítás előtt közelít a cél pozícióhoz)
4. A lassítás hossza (az a pozícióval azonos koordinátában mért távolság a hajtás tengelyén, amekkora távolságra a célpozíció előtt m egkezdi a lassítást (rámpázást)).Egyszerű számításokkal (osztás, szorzás, kivonás, összeadás) a fenti adatokból a PLC kiszámolja hogy mekkora sebességgel kell forgatni a motort abban a pozícióban ahol éppen tart.

-
pilu69
csendes tag
Hello mindenkinek . Nekem kellene egy plc szimulátor, tud valaki ajánlani valamilyent ? Sőt ha lenne egy Baranya megyei aki el tudná magyarázni/mutogatni a használatát akkor nem lennék hálátlan.
-
DP_Joci
tag
Egy másik téma.
Feladat: Adva van egy szerszám amit egy aszinkron motor áttételen keresztül egy orsós tengely pozícionál, ezen a tengelyen van egy encoder. Van még egy s7-200 –as plc és egy siemens frekiváltó.
Megoldásom: Az encoder A és B jelét gyorsszámlálóval megszámlálom. Ezt a számlált értéket a programban beolvasom és ha „közel” van a cél értékhez akkor lassú sebességre kapcsolom a frekiváltót majd ha eléri a célértéket akkor megállítom. Persze lesz egy kis túlfutás, de egy ablakon belül megáll. Tudom, hogy lehet megszakítást is rendelni az aktuális ért = célértékhez de bízom benne, hogy normál program ciklusban is időben sikerül megállítanom a motort.Ha valakinek van más vagy jobb ötlete a megoldásra, akkor szívesen várom.

-
DP_Joci
tag
Sziasztok,
S7-200-al kapcsolatban kérdezgetnék.
1. Freeport kommunikációhoz milyen kábelt szereljek a PLC és az eszköz közé.(kapcsrajz)

2. Tudna valaki küldeni egy példaprogramot ami működik és egy picit kommentelve is van.De bármely freeportos segítséget várok
köszönöm
-
hali.papa
csendes tag
Sziasztok!
Látom itt mindenki nagy PLC-s kérem nézzétek el nekem ezt a kis off-ot:
Szeretnék vásárolni egy használt omron CP1L-t ez az opcionális,
nem kell csak egy 14 I/O -s elég de ha nagyobb van azt is megnézném!Érdekel még CP1H is de CPM1A ,2A is I/O mind 1.
Akinek akad a polcon az kérem írjon nekem pü-t és meg egyezünk.
Illetve ha valakit érdekel van 2 db eladó S5-öm rendkívüli kedvező áron:
-Siemens Simatic S5 PS 7A/15A, 115U CPU-val 15 db bővítőkártyával+eprom!
-S5 95U 1 db bővítővel no eprom!Természetesen pü-ben ezt is!
Köszönöm!
-
 gaben
aktív tag
gaben
aktív tag
-
Szirty
őstag
Helló gaben!
"Most kezdek el PLC technikával foglalkozni,és segítséget szeretnék kérni Tőletek,hogy hol érdemes elkezdeni(irodalom,link,weblap,bármi jól jön)"
Ha Siemens érdekel nézz szét itt.
"És máris van egy gondom: megvan adva a feladat munka diagramja,ebből kell megfejteni a konkrét feladatot és ezt megcsinálni FA-2 IDEC nyelven..."
Nem tudom mi az az FA-2 IDEC, de nagyon úgy tűnik, hogy az egy PLC típus és nem egy programozási nyelv neve.
"Szóval ezt a munka diagramot át kell konvertálni ütemdiagrammá.Itt jön a gond,hogy ezt nem értem konkréten hogy kell,mert az órai példa alapján nem világos nekem,hogy miért van úgy ahogy. Ehhez tudtok -e valami segédletet adni,hogy megértsem?"
Fejtsd ki kicsit bővebben! Utalj a feladatra, esetleg küldj ábrát, képet stb, akkor lehet eldönteni igazán tud-e valaki segíteni.
-
gaben
aktív tag
Sziasztok!
Most kezdek el PLC technikával foglalkozni,és segítséget szeretnék kérni Tőletek,hogy hol érdemes elkezdeni(irodalom,link,weblap,bármi jól jön)
A suliban nem rég kezdtünk bele a plc programozásba....
És máris van egy gondom: megvan adva a feladat munka diagramja,ebből kell megfejteni a konkrét feladatot és ezt megcsinálni FA-2 IDEC nyelven...
Szóval ezt a munka diagramot át kell konvertálni ütemdiagrammá.Itt jön a gond,hogy ezt nem értem konkréten hogy kell,mert az órai példa alapján nem világos nekem,hogy miért van úgy ahogy. Ehhez tudtok -e valami segédletet adni,hogy megértsem?Köszi!
Üdv,
-
Szirty
őstag
Hali topsli!
"Vegyünk alapul egy siemens s7-est, amibe semmi ilyen nincs beépítve."
Milyen S7? 200? 300/400?
Amennyire én tudom minden S7-ben alapból van valamilyen kommunikációs lehetőség (PPI/MPI/Profibus)."Ami modbus/profibus van is benne, az más célra már használatban van."
Ha van benne profibus, azt használhatod kommunikációra amellett is, hogy már használatban van. A profibus-nál nem okoz problémát ha rákötsz még egy PC-t is.
-
#95092224
törölt tag
Vegyünk alapul egy siemens s7-est, amibe semmi ilyen nincs beépítve. Ami modbus/profibus van is benne, az más célra már használatban van.
Azok a konverter modulok mibe kerülnek? Egy digit i/o mibe kerül? Árlistából egy darabot se láttam sehol.
Edit: modulokból din sínre szerelhetőt találtam 33k hufért rs232/485 over tcp-t, de az a legszutyokabb fajta. A normális 80 rugóba kerül, de emellé még kell a szekrénybe a soros port is. Modbus/tcp-t meg egyáltalán nem találtam még névlegesen sem létezni.
-
 And
veterán
And
veterán
"Erre tippeltem HW alapnak (jó? / rossz?)"
Az biztos, hogy nem digitális I/O-modulokon cserélnék adatokat egy számítógéppel. Persze ez nyilván attól is függ, hogy miféle és mennyi adatot szeretnénk továbbitani, és melyik irányba. (Pl. egyetlen kontaktus kedvéért lehet, hogy nem bonyolítanám túl én sem, és a PC-re valami egyszerű porton / hardveren keresztül vinném). A digitális I/O nem erre való, a különféle - szokásosan - soros kommunikációs vonalakat meg épp adatcserére találták ki . Sok PLC-n már alapban is van valamilyen adatport, vagy olcsón bővíthetőek ilyesmivel. Ezek némelyike hardveresen egyszerűen (interfészen keresztül, de akár közvetlenül is) összehozható egy számítógéppel. Ilyen lehet pl. az RS232, RS422/RS485-alapú protokollok (pl. modbus), vagy mostanában az ethernet (pl. modbus over TCP/IP), hogy a különféle gyártók háziszabványait ne is említsem. Modbus TCP-vel pl. viszonylag egyszerűen megoldható a PLC memóriacímeinek (regisztereinek) közvetlen irása, olvasása, és az egy 'számítógépesnek' sem olyan emészthetetlen. Azt persze nem említetted, hogy miféle PLC lenne az alany, esetleg már adott, vagy még csak most kell kiépíteni a rendszert.
. Sok PLC-n már alapban is van valamilyen adatport, vagy olcsón bővíthetőek ilyesmivel. Ezek némelyike hardveresen egyszerűen (interfészen keresztül, de akár közvetlenül is) összehozható egy számítógéppel. Ilyen lehet pl. az RS232, RS422/RS485-alapú protokollok (pl. modbus), vagy mostanában az ethernet (pl. modbus over TCP/IP), hogy a különféle gyártók háziszabványait ne is említsem. Modbus TCP-vel pl. viszonylag egyszerűen megoldható a PLC memóriacímeinek (regisztereinek) közvetlen irása, olvasása, és az egy 'számítógépesnek' sem olyan emészthetetlen. Azt persze nem említetted, hogy miféle PLC lenne az alany, esetleg már adott, vagy még csak most kell kiépíteni a rendszert. -
Szirty
őstag
Hali topsli!
Nem igazán világos milyen PLC-vel akarsz kommunikálni milyen HW megoldással.
"(újabb típusú) PLC" mit takar?Ha a PLC gyári, akkor annak mindig van valamilyen konkrét, kész kommunikációs lehetősége (soknak több is). Ezek valamelyikét érdemes felhasználni.
Ilyenkor viszont a kommunikáció részletei adottak (nem te határozod meg őket). -
#95092224
törölt tag
Szijasztok,
Akaratom ellenére csöppentem bele PLC programozási kérdésekbe, amikhez annyit se értek, mint tyúk az ABChez. Számítógépes vagyok. A segítségeteket szeretném kérni elvi dolgok megítélésében. Annyi a feladat, hogy ugassatok le, ha butaságokat írkálok.
A feladat (újabb típusú) PLC vezérlő összekötése számítógéppel adatok átküldése végett. PLC oldalon - amennyire tájékozódni tudtam - a digitális i/o modul az, ami legáltalánosabban mindenütt rendelkezésre áll, vagy olcsón beszerezhető még több. Erre tippeltem HW alapnak (jó? / rossz?). Fizikailag erről kellene kiküldeni elektromos jelet.
Az egyik tippem, hogy a kimeneti jeleket párhuzamos üzemben be lehet állítani 0/1 szintekre, és kvázi több bitet egymás mellé szervezve párhuzamosan el lehet küldeni egy bináris számot. Mondjuk ebből az egyik bit lenne a szinkron. A többit időben előbb beállítani, és ha azok stabilak, bebillenteni a szinkron bitet is, és úgy hagyni a biteket mondjuk 8-10 mS időre. A PC ebből tudná, hogy az adat most érvényes, aztán a szinkron bitet törölni, mielőtt a többi bit bármit is változna. Az eljuttatása PC-hez most nem fontos, csak a PLC oldali szoftvertechnika a kérdés.
Második tippem fogni egy ilyen i/o jelet, ami mondjuk 0.5 másodpercig nyugiban van, azután kb 3-400Hz-es frekivel (max ennyi használható) kapcsolgatva 0/1 állapotok között kiküldeni rá valahány impulzust, mondjuk max 100-at, és a másodperc másik 75%-ban már csöndben maradni. Az a szám 0-100 között a küldött adat valamilyen kódolásban.
Harmadik tippem, ugyanúgy egy jelvezetékes. Valamennyi ideig "csönd": 0 értéken a jelvezeték, azután pld 10mS időosztásokban számolva kiküldeni egy valamilyen hosszú impulzust a kimenetre: 1-be kapcsolni valamennyi időre, azután persze vissza 0-ba. Egy max tized másodperces impulzussal (100mS) át is lehet küldeni egy számot 1-10 értékkel.
Megvalósíthatóak ezek? Ha igen, sorrendbe kellene őket tenni, hogy kizárólag a PLC oldali egyszerű és hatékony programozás szempontjából, melyik mennyire egyszerű / bonyolult.
Köszi.
-
 kosaggergely
csendes tag
kosaggergely
csendes tag
Sziasztok!
Egy NS8 terminálon kellene egy mérési értéket naplózni dátummal. Szükség esetén a terminálon megjeleníteni. A terminálban nincs memóriakártya. Megtudja valaki mondani, hogy valósítható ez meg?? Én sajnos nem tudom hogyan menthető és hívható elő ilyen adat.
Előre is köszönöm. -
Szirty
őstag
-
 Miksai
csendes tag
Miksai
csendes tag
Szia Szirty!
Tudsz esetleg nekem olyan anyagot adni amibe a Protool és az adatbázis viszonyát taglalják. Máshogy ezt a feladatot nem tudom megoldani. Arról kéne nekem anyag, hogy tudok a protoolal és az access-el kapcsolatot létrehozni. ODBC-n keresztül elvileg tudnak kommunikálni. Valami beállítási lehetőség, vagy bármiféle segítség ezzel kapcsolatba jól jönne. SÜRGŐS!
KÖSZI
-
bodnarg
csendes tag
-
Miksai
csendes tag
Szia Szirty!
Köszönöm a segítséget! Nem hangzik valami jól a dolog. Panel Pc-re kéne írnom.
Más módszert kell kitalálnom. Protool-ban kellene, mert a többi feladat is abba van. Azért nem csak ebből áll a kijelző.
Egyébként elég sok mindent kéne letárolni egy munkadarabról.Még gondolkozom rajta. Köszi a segítséget!
-
Szirty
őstag
Hali Miksai!
"Ha sikerülne több mint 100.000 rekordot felvinni a receptbe, akkor semmi problémám nem lenne."
Ez nem tűnik túl esélyesnek.
Én egyébként ezt találtam a protool system limits-ben:
Number of recpes: max 255
Data records per recipe: max 500
Total number of entries: max 5000
Entries per recipe SIMATIC S7-300/400: max 2000 (6kbyte) S7300/400-nálDe azt sem említetted min akarod futtatni a runtime-ot? PC-n? Panelen? (OP-n, ha igen melyiken?). Bár mindegy, mert 100k egyikkel sem fog menni.
Mennyi és milyen jellegű adat tartozik egy munkadarabhoz?
WinCC Flex 2008-nál a fenti limitek:
Number of recpes: max 999
Number of elements per recipe: max 64000
User data length in KB per data record: max 256
Number of data records per recipe: max 5000
Reserved memory for data records in the internal Flash: 512kB(Ez utóbbi nyilván panelekre vonatkozik)
Szerintem vagy scada-t választasz a feladathoz (támogatja az adatbáziskezelő funkciókat (SQL)), vagy megírod protool vagy WinCC flex scriptben a feladatot, vagy OPC-n keresztül az egész herce-hurcát megírod magad valamilyen prog. nyelven PC-re.
-
Miksai
csendes tag
Na akkor próbálom másképp megfogalmazni. Tehát nekik jelenleg 30.000 féle munkadarabjuk van, amit különbözőképpen szeretnének festeni. Más idő, más technológia, stb.
Ők azt kérik, hogy nekik több mint 100.000 féle munkadarabjuk lesz, és mindegyiket szeretnék külön bevinni.
Vonalkódolvasóval szeretnék megoldani. Nem a panel Pc-ről kiválasztani, hanem vonalkód olvasó segítségével, és a program tudja, hogy milyen munkadarab az, mi a neve, milyen technológiát kell használni, és mennyi idő, stb.
A vonalkódolvasást meg tudom oldani a recepten belül, de a recept csak 65535 rekordot tud felvenni, így a 100.00 fölött kérést nem tudom megoldani.Ha sikerülne több mint 100.000 rekordot felvinni a receptbe, akkor semmi problémám nem lenne. A kezelő a vonalkód olvasóval leolvassa a munkadarab számát, és már tudná is a program hogy mit kell csináljon. Nem kell semmit kiválasztani, semmit keresgélni.
De mivel nem lehet, így nagy a problémám. Remélem most már érted a problémámat, és esetleg ötlettel is tudsz szolgálni nekem. Nagyon nagy segítség lenne.

-
Szirty
őstag
Hali Miksai!
"A megrendelő minden egyes munkadarabot másképp szeretne kezelni. Ezért készítettük a recept kezelést. Ami szerintem jogos. No eddig működött is, de ők jelen esetben 30.000 munkadarabbal dolgoznak."Ezt tehát úgy kell érteni, hogy 30.000 fajtája (változata) van a munkadarabnak, vagy úgy, hogy összesen 30.000 darab munkadarab legyártásáról van szó, amik mind különböznek egymástól?
(Azt hittem több százezer bejegyzést akarsz receptenként)
A hatvanötezres korlátba hol ütköztél egyébként?"s a kérés az hogy 6 számjegyű legyen, mert fejlesztenek, bővülnek. Vonalkód leolvasóval szeretnék kiválasztani a megfelelő programot. Ő csak kattint és meg a munkadarab."
Egyébként ha megoldható lenne, hogyan gondolod az éppen szükséges recept kiválasztását?
Egy háromszáz ezer elemű listából választaná ki az OP-n?
Szerintem kb. lejárna a munkaideje mire megtalálná amelyik kell neki... -
Miksai
csendes tag
Szia!
A feladat a következő: festéstechnológiai berendezéseket gyártunk. Előkezelő sor, és a KTL festés jelen esetben a feladat. A megrendelő minden egyes munkadarabot másképp szeretne kezelni. Ezért készítettük a recept kezelést. Ami szerintem jogos. No eddig működött is, de ők jelen esetben 30.000 munkadarabbal dolgoznak. És a kérés az hogy 6 számjegyű legyen, mert fejlesztenek, bővülnek. Vonalkód leolvasóval szeretnék kiválasztani a megfelelő programot. Ő csak kattint és meg a munkadarab.
De ezek szerint akkor ezt nem lehet recepttel megoldani. legalábbis így. Még gondolkodom rajta, de ha esetleg van ötleted, akkor nagyon szívesen fogadom. Elnézést, hogy nem fogalmaztam egyértelműen. Remélem így már érthető vagyok.Köszönöm szépen azért a segítséget!
-
Szirty
őstag
Hali Miksai!
"Tudom, hogy a DINT ekkora tartományba dolgozik, de hiába tettem a data recordot olyan adattípusba, a Recept nem tud 65535 rekordnál többel dolgozni."
Persze hogy nem. De nem is ez volt a kérdés, de így már értem.
Szerintem más megoldást kell találnod a problémára, mert ez így nem fog menni.A ProTool recept kezelése nem adatbázis kezelő (nagyon nem). Több százezer rekordot adatbázisok tartalmaznak, de receptek nem túl gyakran.
Ez a recept funkció arra való, hogy egy berendezésben összetartozó gyártási paramétereket lehessen vele gyorsan, összefogottan kezelni. Az adott termékhez milyen összetevők milyen arányára van szükség, mekkora időzítések szükségesek és az adott termék gyártása során mit kell ki vagy bekapcsolni, stb, stb.Több százezer rekordot tartalmazó recept igényről még nem hallottam.
Szerintem át kellene gondolni vagy a feladatot, vagy a feladathoz szükséges eszközöket... -
Miksai
csendes tag
Szia Szirty!
Tudom, hogy a DINT ekkora tartományba dolgozik, de hiába tettem a data recordot olyan adattípusba, a Recept nem tud 65535 rekordnál többel dolgozni. Így hiába használom a DINT-et.
Keresek valami más megoldást, mert nekünk egy recepten belül több mint 100.000 rekordra lenne szükségünk.Köszönöm azért a segítséged!
-
Szirty
őstag
-
 HaGii
tag
HaGii
tag
-
Szirty
őstag
Helló Miksai!
"Hogy lehet olyat hogy a data record ne csak 65575 legyen, hanem nekem 6 számjegyü szám kéne."
65535-öt akartál írni? Ennyi a word (16 bit) ábrázolási tartományának felső határa.
Nagyobb számot akkor tudsz kezelni, ha DInt típusú változót raksz a receptbe.
Ha ilyet használsz, akkor -2147483648 és 2147483647 közötti előjeles egész számot tudsz benne tárolni. A 6 számjegy ebbe belefér. Infó: S7-300/400 címtartományok, adattípusok"De az is megoldás lenne ha a adatrekord nevét valahogy elő tudnám hívni."
A rekorddnak nevet adhatsz, amit ki is jelez a "recipe view" nevű objektum.
Hivatkozni a változóra tudsz, miután a receptet áttöltöd a PLC-be... -
Miksai
csendes tag
Szirty!
Kérdésem lenne. A receptekkel küzdök még mindig. Hogy lehet olyat hogy a data record ne csak 65575 legyen, hanem nekem 6 számjegyü szám kéne.
De az is megoldás lenne ha a adatrekord nevét valahogy elő tudnám hívni. Hivatkozni tudnék rá.Tudsz segíteni?
Köszi
-
Miksai
csendes tag
Köszönöm a segítséget Szirty!
Már jártam az oldalon, és le is töltöttem pár pdf-t, de abba tényleg nem írtál a recept kezelésről. Nagyon jó kis anyagok, másban azért segített. Közben valahogy megoldottam a feladatot, csak szerettem volna többet tudni erről a recept dologról.
Vonalkód olvasóval szeretnék a munkadarab receptkezelését kiválasztani. Eddig a combo box-ból választotta ki. Lehet van jobb megoldás is mint az enyém, de most már működik. És ez a lényeg.
És ez a lényeg.Köszönöm szépen a segítséget
, ha ismét lesz konkrét kérdésem hozzád fordulok. -
Szirty
őstag
Hali bodnarg!
"Detektálható e az enkoder forgásiránya ezzel a funcióblokkal"
A standard doksi nem sokat ír róla, de a forgásirányt az STS_C_DN és az STS_C_UP kimenet jelzi...
Ezt a doksit keresd, ebben van benne részletesebben:
"S7-300 Programmable Controller CPU 31xC Technological Functions." -
Szirty
őstag
Hali Miksai!
"A legjobb lenne ha valami dokumentációt találnék, de az sem jön össze. "
Sok jóval nem tudlak kecsegtetni. Én annak idején próbálkoztam ilyesmivel, itt találod:
http://szirty.uw.hu/hmi.html
Illetve feltettem PDF-ben is.Sajnos pont a receptekkel nem foglalkoztam az írásban...
De ha van konkrét kérdés, megpróbálhatok segíteni. Viszonylag egyszerű a történet... -
bodnarg
csendes tag
Sziasztok!
Kényszerűségből, de egy inkrementális jeladóval kellene megvalósítanom egy hidraulikus munkahenger pozíciójának mérést, érzékelését.
Rendelkezésemre áll egy S7 314 C 2 DP (314 6CF02-OABA)) kompakt CPU meg egy Kübler inkrementális jeladó.
Úgy tudom hogy az SFB 47 funkcióblokkal megoldható az encoder jeleinek feldolgozása. A problémám a blokk paraméterezésével van. Az lenne a kérdésem hogy van e valakinek tapasztalata ilyen jellegű alkalmazással. Esetleg tudna valaki mutatni valami "minta" projektet? A siemens honlapján találtam egy példát de nem teljesen egyértelmű számomra.
Detektálható e az enkoder forgásiránya ezzel a funcióblokkal (felfelé vagy lefelé számoljon, az encoder A illetve B jeléből), vagy a forgásirány figyelést máshol kell megvalósítanom?
Melyek a legfontosabb paramérek amit be kell állítrani a Hw configban illetve megadni az SFB 47-nek.
Hogy érdemes hívni az SFB 47-et, simán valaelyik FC-ből, vagy esetlek "cperiódikusan OB-ből"Köszönettel: BG
-
Miksai
csendes tag
Sziasztok!
Szeretnék érdeklődni, hogy jártas e valaki Protool-ban. Segítségre lenne szükségem a recept kezelésnél. Sajnos nem vagyok annyira jó angolból, így elég nehéz a help-et használnom. A legjobb lenne ha valami dokumentációt találnék, de az sem jön össze.
Köszönöm!
-
Szirty
őstag
Hali HaGii!
"Találkozott már valaki olyan problémával, hogy OP17 és OP7 program töltésnél az OP dob egy "protocoll error 003"-as hibát?"
Igen. Véleményem szerint az eszközök közötti bizonytalan kapcsolat okozza.
Főként USB-s RS232 átalakító használatakor jelentkezik.Amit tenni lehet és vagy segít vagy nem:
- Az adatsebesség csökkentése
- Nem USB-s (vagy másik fajta) RS232 használata
- A kábel cseréje teljes HW handshake-et használó kábel használata, ahol A CTS-RTS DTR-DSR jelek nem vissza vannak hurkolva, hanem valóban a másik eszköz jeleit továbbítják.
- Túl hosszú kábel (rövidebbre cserélés)
- Földelési probléma, földhurok (brumm) is okozhat ilyen problémát. Érdekes módon főleg notebook használatakor. Notebook esetén érdemes megkísérelni a feltöltést akkumulátoros üzemmel. -
HaGii
tag
Sziasztok!
Találkozott már valaki olyan problémával, hogy OP17 és OP7 program töltésnél az OP dob egy "protocoll error 003"-as hibát?
-
Szirty
őstag
-
 Grabowski
csendes tag
Grabowski
csendes tag
-
Grabowski
csendes tag
-
 Csikáno
csendes tag
Csikáno
csendes tag
Szia!
Köszönöm a segítségedet!










































 . Sok PLC-n már alapban is van valamilyen adatport, vagy olcsón bővíthetőek ilyesmivel. Ezek némelyike hardveresen egyszerűen (interfészen keresztül, de akár közvetlenül is) összehozható egy számítógéppel. Ilyen lehet pl. az RS232, RS422/RS485-alapú protokollok (pl. modbus), vagy mostanában az ethernet (pl. modbus over TCP/IP), hogy a különféle gyártók háziszabványait ne is említsem. Modbus TCP-vel pl. viszonylag egyszerűen megoldható a PLC memóriacímeinek (regisztereinek) közvetlen irása, olvasása, és az egy 'számítógépesnek' sem olyan emészthetetlen. Azt persze nem említetted, hogy miféle PLC lenne az alany, esetleg már adott, vagy még csak most kell kiépíteni a rendszert.
. Sok PLC-n már alapban is van valamilyen adatport, vagy olcsón bővíthetőek ilyesmivel. Ezek némelyike hardveresen egyszerűen (interfészen keresztül, de akár közvetlenül is) összehozható egy számítógéppel. Ilyen lehet pl. az RS232, RS422/RS485-alapú protokollok (pl. modbus), vagy mostanában az ethernet (pl. modbus over TCP/IP), hogy a különféle gyártók háziszabványait ne is említsem. Modbus TCP-vel pl. viszonylag egyszerűen megoldható a PLC memóriacímeinek (regisztereinek) közvetlen irása, olvasása, és az egy 'számítógépesnek' sem olyan emészthetetlen. Azt persze nem említetted, hogy miféle PLC lenne az alany, esetleg már adott, vagy még csak most kell kiépíteni a rendszert.






 És ez a lényeg.
És ez a lényeg.



Új hozzászólás Aktív témák
-
Fórumok
LOGOUT - lépj ki, lépj be!
LOGOUT reakciók Monologoszféra FototrendGAMEPOD - játék fórumok
PC játékok Konzol játékok MobiljátékokMobilarena - mobil fórumok
Okostelefonok Mobiltelefonok Okosórák Autó+mobil Üzlet és Szolgáltatások Mobilalkalmazások Tartozékok, egyebek Mobilarena blogokPROHARDVER! - hardver fórumok
Notebookok TV & Audió Digitális fényképezés Alaplapok, chipsetek, memóriák Processzorok, tuning Hűtés, házak, tápok, modding Videokártyák Monitorok Adattárolás Multimédia, életmód, 3D nyomtatás Tabletek, E-bookok Nyomtatók, szkennerek PC, mini PC, barebone, szerver Beviteli eszközök Egyéb hardverek PROHARDVER! BlogokIT café - infotech fórumok
Infotech Hálózat, szolgáltatók OS, alkalmazások SzoftverfejlesztésFÁRADT GŐZ - közösségi tér szinte bármiről
Tudomány, oktatás Sport, életmód, utazás, egészség Kultúra, művészet, média Gazdaság, jog Technika, hobbi, otthon Társadalom, közélet Egyéb Lokál PROHARDVER! interaktív
- exHWSW - Értünk mindenhez IS
- Kompakt vízhűtés
- Kormányok / autós szimulátorok topikja
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- ricsi99: 6. Genes alaplap tündöklése kontra MS/Zintel korlátozásai
- Apple MacBook
- Yettel topik
- Audi, Cupra, Seat, Skoda, Volkswagen topik
- Milyen egeret válasszak?
- Haldoklik az internet: egyre több weboldalt készít az AI
- További aktív témák...
- GAMING PC! Ryzen 9 3900X / RX 6700 XT / B450 / 16GB 4000MHz / 500GB NVMe / 750w Gold! BezsámítOK
- Apple iPhone Air - Black - 512GB - Újszerű - ALZA Jótállás: 2028.09.28-ig
- Apple Watch 9 GPS + Cellular 45 mm
- BESZÁMÍTÁS! ASUS H510M i5 11400F 16GB DDR4 500GB SSD RX 6600 8GB Rampage SHIVA FSP 500W
- Lenovo ThinkStation P330 Gen 2 Tower i7 / Xeon workstation /számla- garancia
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest