Új hozzászólás Aktív témák
-

tanonc76
csendes tag
Üdv!
Köszi azt ismerem jó tipp alap használatra, sőt van a wagonak olyan felülete ami a visuhoz hasonló de html-ben szerkeszthető. Az már jó lenne, de azzal az a baj, hogy azt a plc tárhelyére kell feltölteni ami erősen limitált méretekben, így ha valami háttérképet, vagy gifet szeretnék használni a felületen akkor az nem járható út sajna. Illetve az általa használt írás olvasási folyamat csak a plc tárhelyén belül működik. Ha mindezt egy apache alól szeretném futtatni akkor már modbus lekérdezés szükséges ami nekem még újdonság sajnos.
-
tanonc76
csendes tag
Üdv mindenkinek!
Segítséget szeretnék kérni modbus tcp/ip kommunikációval kapcsolatban. Szeretnék létrehozni webfelületet egy wago plc-hez. A plc-ből adott regisztert megjeleníteni egy weblapon, valamint weblapról adott regisztert írni. Tudna valaki segíteni, hogy merre induljak el?
Előre is köszi a tippeket. -

n0rbert0
senior tag
válasz
 Tomika86
#8093
üzenetére
Tomika86
#8093
üzenetére
Szia,
Akkor ezek szerint átmegy a nyomaték limit is?
Az első kép tanulsága szerint igen, mert a beállított nyomaték limit 2 és az aktuális is 2. Az már jó kérdés, hogy miért nem mutatja a V-ASSISTANT.
Egyébként csodálkozom, hogy ilyen kis limittel egyáltalán megmozdul a motor."Arról van leírás hogy ez pontosan mit csinál?"
Mire gondolsz a nyomaték limitekre? Gondolom a V90 operating manuáljában van valami írás róla. De a lényeg, hogy a beállított értékek alá/fölé nem engedi a motor forgatónyomatékát, úgy állítja a sebességet, áramot, stb...Fontos, amit korábban is említettem, hogy a nyomaték limitek amit telegramban küldesz azt skálázni kell! A skálázás meg úgy történik, hogy 0=0NM, -4000H=P2003-ban megadott érték * -1, 4000H=P2003.
A mechanika figyelembevételével állítsd a nyomaték limiteket, mert nyilván ha már pl. van egy áttétel a rendszerben, akkor azzal is számolni kell. A kiszámolt értéket beírod az M_LIMIT_POS-be, a -1 szeresét meg a M_LIMIT_NEG-be és akkor a motorod közel akkora erőt fog kifejteni a kupakra bármerre is forogjon. Ha az egyik irányba nem akarod limitálni, akkor oda írj 4000H-t vagy -4000H-t attól függően melyik irányról beszélünk.Elvileg ugye TO-t akarsz használni pozicionáló tengellyel. Ez esetben én valahogy úgy csinálnám, hogy beállítanám a nyomaték limiteket, majd elküldeném a tengelyt egy olyan pozícióba amit soha nem érhet el. Közben figyelném az aktuális nyomatékot és ha eléri a kívánt értéket, akkor megszakítanám a mozgást és kész a folyamat. (Esetleg ezután még a tengelyt visszaállítanám 0-ra ha van rá idő.) Ekkor azért a követési hiba figyelést tanácsos kikapcsolni...
-

Tomika86
senior tag
válasz
 n0rbert0
#8089
üzenetére
n0rbert0
#8089
üzenetére
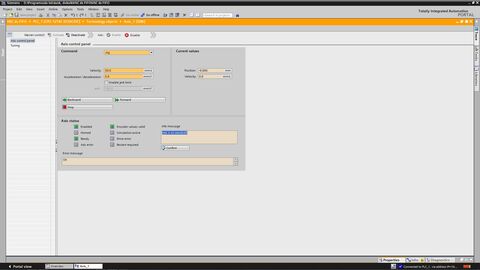
Hú ez jól átvágott. V-ASSISTANT nem mutatta, de az érték beírodott a vezérlőbe.
Úgyhogy most elindult így a motor.
Arról van leírás hogy ez pontosan mit csinál?Nekem az kell, ha eléri a beállított nyomatékot akkor megálljon a forgás, de ha visszaesik a nyomaték akkor újra elinduljon.
-

crucified
tag
Szia, adott a gép csak a vezérlését kell újraépíteni, ezért az összes bemenet 12 VDC. Mondjuk ahogy írtad SSR-el megoldható, köszönöm.
Viszont a gépet egy 4 irányú ipari joystick hajtja, ami gondolom egy potméter - nem ismerem a joystickok felépítését - segítségével szabályozza a fokozat nagyságát. Fogalmam sincs mit adhat ki a joystick, szerintem 0-12 VDC-t. Ezt hogyan tudnám analóg jelként PLC-vel kezelni? Kellene hozzá egy feszültségillesztő?
Köszönöm előre is bárki ötletét
-
n0rbert0
senior tag
válasz
Tomika86
#8088
üzenetére
Szia,
A global lib-ek közé adja hozzá.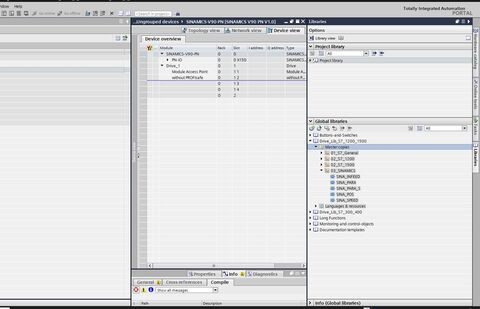
Nekem az volt furcsa, hogy a 750-es telegram első szava (M_ADD1) átmegy a hajtásba a többi meg nem.
Neked a SINA_POS függvény kell, ha traversing blokkot akarsz használni. Ez úgy működik, hogy a hajtásban V-ASSISTANT segítségével előre definiálod a pályát és azt tudod "végrehajtatni".
A SINA_PARA, mint ahogy a neve is mutatja arra való hogy a hajtásból/hajtásba paramétereket olvassunk/írjunk. -
Tomika86
senior tag
válasz
n0rbert0
#8085
üzenetére
Helló
A SINA_PARA blokkot, hogy tudom elővarázsolni a tia portalban.
Letöltöttem, feltelepítettem, de nem találom.
Siemens fórumokban olvasgattam, ott a 750 telegramal oldották meg a nyomaték korlátozást, de konkrétat nem találtam.Hétfőn még próbálkozok.
Egyenlőre az a furcsa hogy a vezérlő szavakat miért nem tudom írni, és hogy csak ezeket nem M_LIMIT_POS és M_LIMIT_NEG -
n0rbert0
senior tag
válasz
Tomika86
#8084
üzenetére
Akkor még a basic positioner traversing blokokkal lehet játszani. Az szerintem egy kicsit bonyolultabb, de elvileg ott van egy olyan funkció, hogy "FIXED_STOP". Ezt a "FIXED_STOP"-ot még nem használtam, arról nem tudok nyilatkozni, de egy ilyet találtam róla: [link]
A basic positioner-hez itt találsz lib-et, leírással együtt: [link]Nyilván ebben az esetben más telegramot kell használni és a TO kimarad a mókából.
-
n0rbert0
senior tag
válasz
Tomika86
#8081
üzenetére
Igen az elég érdekes, hogy a telegram első word-je átmegy a 2. és a 3. meg nem.
Biztosan jó címet írsz? Nem írja más? Azért kérdezem, mert kezdek kifogyni az ötletekből
Igen, nyilván ha a limitek 0-ák, akkor nem fog elindulni. Kezdésnek -4000H és 4000H írnék bele.
"A Traverse to fixed endstop-ot írták a másik telegramban az aktiválónak. Ez itt nem kell?"
Megpróbálhatod írni, de szerintem nem fog menni. Elvileg az a standard telegram 4. word-jének a 8.bitje (ami a fordított bájt sorrend miatt a PLC-ben az első bit lesz). -
Tomika86
senior tag
Ha a V-Assistantban kikapcsolom a 750 telegramot egyből indul plcről és a v-assistantból is.
De ez a POS és NEG 0 értéke miatt van gondolom.
Csak nem értem miért nem tudok beírni oda.
Valami engedélyezés nem kell hozzá?
A Traverse to fixed endstop-ot írták a másik telegramban az aktiválónak. Ez itt nem kell? -
n0rbert0
senior tag
válasz
Tomika86
#8079
üzenetére
Szia,
V-ASSISTANT-ban a Select drive fülön a control mode az speed control?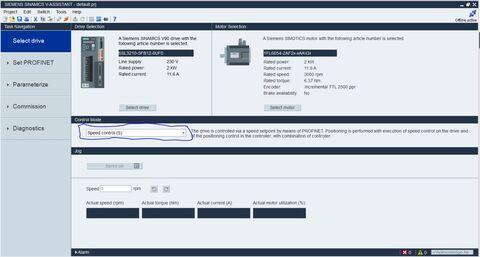
A Set Profinet fül valahogy így néz ki?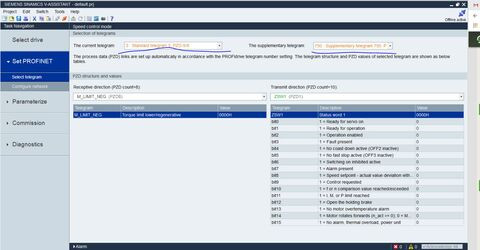
A TIA-ban a hajtás konfigja valami hasonló?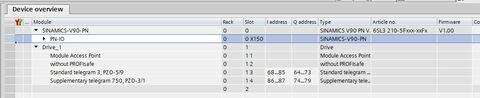
Megnéztem 0-4000H közé skálázza a nyomatékot, a referencia nyomatékot a P2003-as paraméterben találod (azt rendeli a 4000H-hoz).
V-ASSISTANT-ból eltudod indítani a motort?
-
Tomika86
senior tag
válasz
n0rbert0
#8078
üzenetére
Most is kipróbáltam Standard telegram 3-ra átálltam mindennel, Speed control módban vagyok.
Össze vagyok kötve USB-vel is és a V-ASSISTANT programban a telegramnál mutatja az aktuális értékeket. Az M_ADD1-be ha tia portal-nál a watch ablakban beírok egy értéket akkor látom ugyanazt HEX-ban.
Viszont a másik kettő(POS és NEG) szóra tök mindegy mit írok 0 marad a V-ASSISTANT programban. (Watch ablakban viszont mutatja hogy beírta). A szavakat jól írtam pedig 100%-ra.
És így el sem indul, csak engedélyeztetni lehet. De nem indul.Amúgy ezzel indult az egész el nem indulása a szervonak az elején. Ha kivettem a 750 telegramot akkor indult csak el. Ha van 750 akkor még a V-ASSISTANT-ban sem indul a servo a teszttel.
Köszi a segítséget!
-
n0rbert0
senior tag
válasz
Tomika86
#8074
üzenetére
Szia,
Nem az M_ADD1-nek kell adni értéket. Leírást nem találtam róla, de szerintem az azt csinálja, hogy amit a hajtás kiszámol nyomaték setpoint-ot ahhoz ezt az értéket hozzá adja. Magyarul ha nem csinálsz a motorral semmit, éppen áll, de be van kapcsolva, akkor a nyomatékot próbálja 0-án tartani, de ha te beleírsz ebbe az M_ADD1 értékbe, akkor az hozzáadódik a (hajtás által) kiszámolt nyomaték setpoint-hoz, ergo az nem 0 lesz. Így a motor forogni fog.
Mint említettem neked a 2. és 3. kimeneti word fog kelleni a 750-es telegramból. Az M_LIMIT_POS és M_LIMIT_NEG.
A 102-es telegramban meg valószínűleg azért nem tudsz semmit sem állítani, mert a TO "ráül" és írogatja a háttérben. Mivel gondolom észrevetted, hogy a Supplementary Telegram-ot nem tudod megadni a TO "wizzard"-ban, ezért ezt a TO nem írja, ez a felhasználói programra van bízva.
Azon nem kell csodálkozni, hogy 1200-ben nem működik minden, mert ez a TO-s dolog 1500-re lett fejlesztve és 1200-re csak rá van "erőszakolva".Próbáld meg azt amit fentebb írtam.
Így sebesség szabályzó üzemmódba lesz a motorod nyomaték korláttal.TIA V16-hoz természetesen nem jó a 15-ös licence.
-
Tomika86
senior tag
válasz
n0rbert0
#8073
üzenetére
Igen ezt a 750etpróbáltam a 3as mellett. De ha megadtam az M_add wordnek az értéket akkor egyből elindult a motor, minden egyéb nélkül.
A 102es telegram MOMRED paramétere miértnem működik? Nem írható és be sem kapcsolható.
Tia v16hoz kell külön license? Agy jó amit a v15 használ
Köszönöm
-
n0rbert0
senior tag
válasz
Tomika86
#8070
üzenetére
Szia,
Szerintem megoldható kétféleképpen.
Az egyikhez TIA V16 kell. Ez gondolom nálad nem opció, mert úgy rémlik V15 vagy 15.1-et használsz.
Ebben az esetben V-ASSISTANT programmal kell beállítani a hajtásban a paramétereket.
TIA-ban a hajtást konfigjába behúzod pl. standard telegram 3-at + supplementary telegram 750-et. Ezután a TO-t beállítod értelem szerűen, majd a V-ASSISTANT-ban a PROFINET fűlnél megadod, hogy milyen telegramokat állítottál be a TIA-ban. Ha más paramétert nem akarsz állítani, ne felejtsd el elmenteni a ROM-ba a beállításokat (Tools->Save parameters to ROM).
Ha ezekkel megvagy, akkor amit TIA-ban a supplementary telegram-ban megadtál IO-tartományt a kimeneteknél a 2 .word lesz pozitív irányban a forgatónyomaték limit a 3. word pedig negatív irányban. Az input wordon az aktuális forgatónyomaték értéket látod. (Azt hiszem ezek skálázott értékek -nominális forgató nyomaték és +nominális fogatónyomaték -> -4000H és +4000H, de erre most nem esküdnék meg.)
Ezután a mechanikai paraméterek ismeretében könnyen ki lehet számolni, hogy adott erő kifejtéséhez mekkora forgatónyomaték szükséges.
Ha nem adsz meg limitet akkor 0 érték van benne, tehát nem fog forogni a motorod.
Arra is ügyelj, hogy ha nyomaték korlátba ütközik a motor, akkor nagy valószínűséggel a pozíciószabályzó az nem fogja tudni tartani a megadott pályát/pozíciót, így ha eléri a megadott toleranciát, akkor hibával meg fog állni. Ezt le kell kezeled programból.(TIA V16-tól már nem kell a V-ASSISTANT ott annyival másabb beállítani.)
-

spkkill
tag
válasz
Tomika86
#8070
üzenetére
Sajnos Siemens hajtásban még nem láttam hasonló megoldást. Pilz hajtással már igen ,egy préselési feladatot lát el a berendezés. Ott pozícionálja a szerszámot és egy bizonyos ponton átvált nyomaték szabályzásra. A motor áramot figyeli (PLC komparátor) ,ha túllép egy bizonyos értéket X másodpercig megáll és visszavált pozícionálás üzemmódra majd felveszi az alaphelyzetet.
-
Tomika86
senior tag
válasz
 spkkill
#8069
üzenetére
spkkill
#8069
üzenetére
Azt megtudom csinálni ezzel a V90 Profinet vezérlővel, hogy palackra kupakot húzok rá?
A forgás megy, de hogy a beállított nyomatékkal húzzam meg a kupakot megoldható?Van a Siemens 102 telegramban MOMRED beállítás, ami nyomaték csökkentés.
Ez mit jelent valójában?Illetve van a kiegészítő 750 telegram, ebben tudom figyelni az aktuális nyomatékot, és van 3 beállítás.
De ha beírok egy értéket a változóba akkor elindul a motor. Ezek hogy működnek?
Hol van leírasuk?S7-1214 el van a project
Köszönöm -
Tomika86
senior tag
Sziasztok!
Siemens V90 szervo vezérlőben a P29418 és P29419 paraméternek mit kell beállítani?
Incrementális enkóder van a 0,75kW-os szervo motoron, aminek elvileg 2500 az enkóder felbontása.A P29418 2-őn volt, ilyenkor hibával megáll a motor: Error in target range
P29418 ha a gyári beállításra(11) teszem, akkor pedig nem úgy viselkedik a motor ahogy kellene, viszont nem megy hibára.Mi lehet a probléma?
Köszönöm!
-
-
n0rbert0
senior tag
válasz
 asdeerhun
#8061
üzenetére
asdeerhun
#8061
üzenetére
Szia,
Teljesség igénye nélkül:
S7-1200 easy book
S7-1500 getting started
Programming Guideline for S7-1200/S7-1500
SIMATIC Safety
Magyar anyag nemigen létezik. Bár egyszer mintha az easy book-ból láttam volna magyar verziót. -

asdeerhun
csendes tag
Üdvözlöm az Urakat!
Valaki tudna nekem valami szakirományt küldeni/ajánlani amiből így a hirtelen jött tengernyi szabadidőmben legalább elméleti síkon meg tudnék tanulni 1200/1500-as siemens PLC-t programozni? Mivel az iskolában még mindig a 200-as a tananyag ezért szeretnék valami hasznosabb tudásra is szert tenni, még ha egyedül kell megoldanom akkor is.
Előre is ezer hála.
-
Tomika86
senior tag
Sziasztok
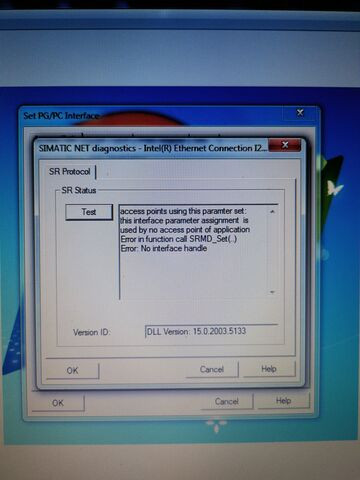
Egyik napról a másikra nem tudok csatlakozni a STEP7 és a TIA portal v15el sem semmihez.
Pingelni tudom, most már látom az accessible devices között, de hibát ír mindkét program.
Vezetékes és wifi hálózaton se jó.Működik a LED villogtatás is a PLCn.
Siemens support továbbítja a problémát németbe, nem tudnak mit mondani.
Köszönöm a segítséget
-

ZetorGumi
addikt
Sziasztok.
Újabb kérdés.
TIA V14, PLC: 1214C, HMI: KTP400 Basic mono PN
Van a programomban 1-2 időzítő, aminek az aktuális értékét szeretném megjeleníteni a HMI-n is, óra:perc:másodperc pontossággal.
Milyen metódusa van ennek?
DB-ben tárolt "Time" változó nem ok, "DInt" szintén, ms értéket mutat csak.
A HMI-n nem állítottam be valamit, vagy más típusú változó kell? -
n0rbert0
senior tag
válasz
Tomika86
#8047
üzenetére
Szia.
Bal oldalt a fában az axis-nál vagy a hajtásnál a diagostics menüre kattintva nem ír részletesebb dolgot? Esetleg lent a Properties és az Info fülek mellet lévő Diagnostics-ra rákattintva?
Első blikkre talán valamilyen szoftveres limit van beállítva a target range-re vagy valamiért a pozíciót nem tudja lekövetni, bár a beállított sebesség és gyorsulás nem túl nagy. -
asdeerhun
csendes tag
válasz
Tomika86
#8049
üzenetére
El sem hiszem, de megvan.
Egy ezer éves SP2(!)-es változatot adtak meg amit a Win10 hírből sem ismer.
Meg kellett keresnem az SP9-es változatot, leszedni az összes régebbit aztán be kellett kapcsolnom az MSMQ szolgáltatásokat és már látja is. 3 órát szenvedtem vele de csak meglett.
-
asdeerhun
csendes tag
válasz
Tomika86
#8035
üzenetére
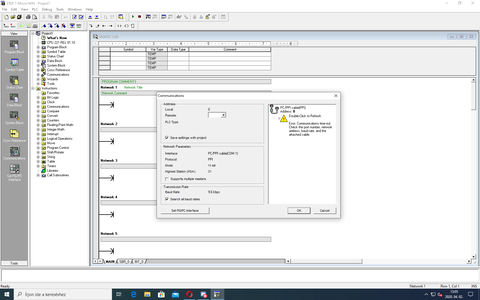
Update.
Megnéztem, nekem nincs USB lehetőség. COM1 és COM3 között tudok választani, egyikkel sem látja a PLC-t. Megnéztem 100%, hogy a COM1 porton van a dolog. (A COM3 az EasyVeep portja de már azzal is megpróbáltam hátha...) Viszont azóta olvastam olyat, hogy ha Win10-en, USB kábellel szeretnénk S7-200-at programozni akkor 99%, hogy nem fogja látni mert valami nem kompatibilis. Ebben mennyi igazság lehet? -
Tomika86
senior tag
válasz
n0rbert0
#8043
üzenetére
Szia!
Még megy a próbálkozás a szervoval. Most hétvégén szépen tudtam tesztelni, beírtam mennyit forogjon és ment.
Most hétfőn meg hibát ír.
Szépen mutatja az enkóder értékét, a sebességét és hogy bekapcsoltam.
Aztán rányomok hogy előre és oldalt írja ,hogy gyorsítás leállítás és a motor meg nem csinál semmit és kiírja a hibát.
Nem jövök rá mi a gond, maga a szervo bekapcsol amikor engedélyezem itt. És nem ír hibát se, csak S_OFF-ba vált
Köszi!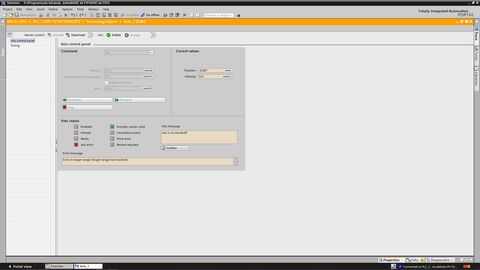
-

byte-by
tag
halo
csak a DC betáplálásúval lehet analóg inputot kezelni,
akkor is figyelni kell a PNP bekötésre és a COM port negatív megtáplálására, ekkor az utolsó két bemenet analóg lesz.
vagy kell egy ilyen, vagy külső mérőt kell használni.
a ZEN egy programozható relé, a PLC-től elég messze van, de amire gyártották arra jó. -
Tomika86
senior tag
válasz
spkkill
#8039
üzenetére
Siemens S7-1214 PLC van összekötve a Semens V90 vezérlővel, ezen van egy 750W-os kis motor, beépített enkóderrel.
Kommunikáció van.
Telegrammnál a Standard 3-at állítottam be. Amikor létrehozom az axis-t ott a V5.0-át választva bejött a beépített enkóder funkció.
De nem működik jól. Még csak asztalon szeretném kipróbálni.
-
spkkill
tag
válasz
Tomika86
#8037
üzenetére
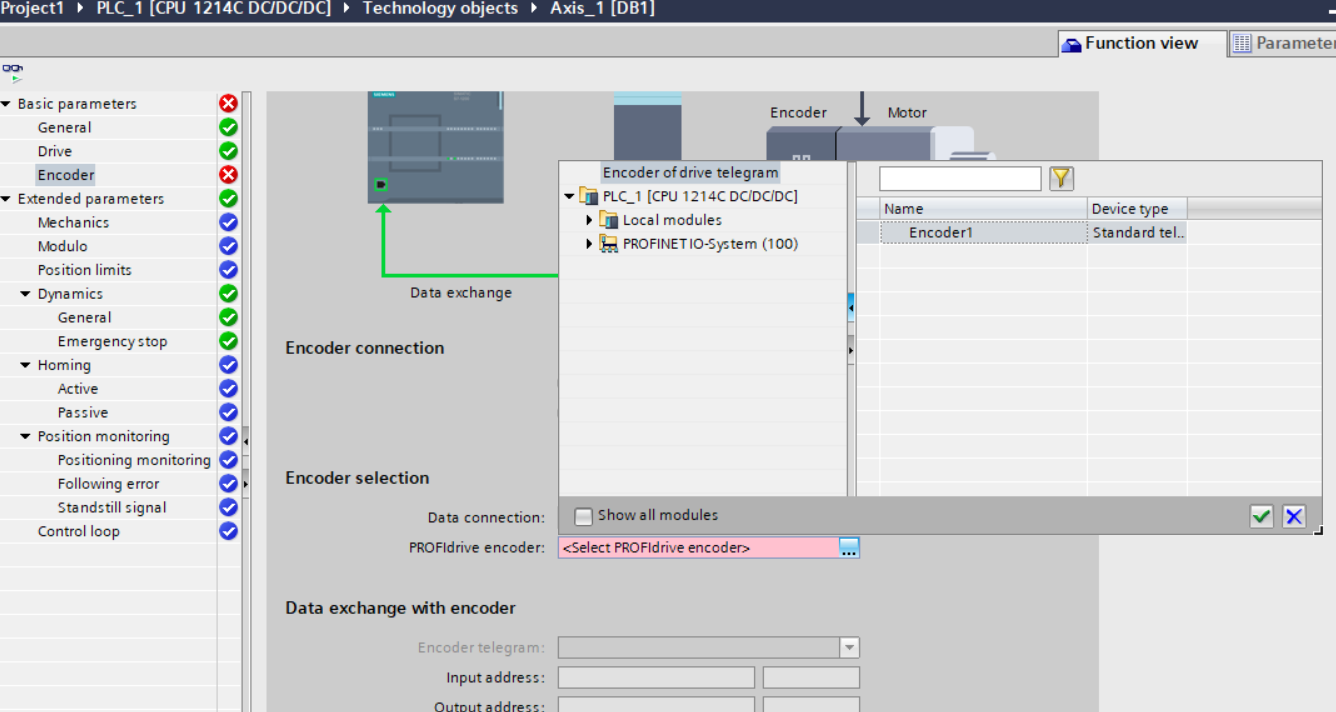
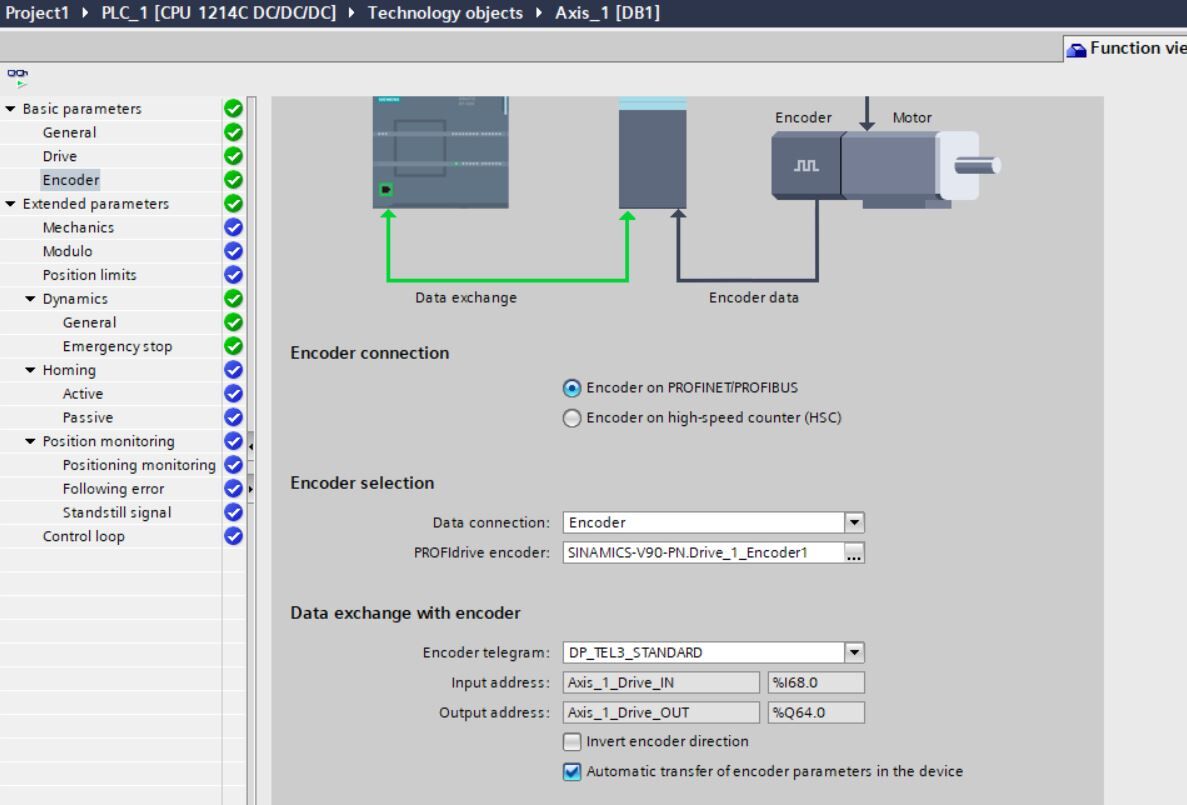
Szia!
Milyen hajtásról van szó? (ha jól látom S120).
Milyen hardvered van? DriveCliQ vagy Profinet-es encoder van a motorban?
A konfiguráció alapján Te Profinet-es encodert választottál amit a Device configba is be kell rakni és kiválasztani az encoder selection-nál. A jobb oldali példán DriveCliq encoder van konfigurálva. -
-
ZetorGumi
addikt
válasz
 crucified
#8028
üzenetére
crucified
#8028
üzenetére
Szia.
Hasonlót olvastam én is, de mire odajutottam volna, hogy leírjam, illetve leteszteljem, addigra megcsináltad.

Ezzel csak annyi a probléma, hogy a HWkonfigban beállított egyedi PLC, illetve egyéb eszköz beállításokat nem húzza át, ahogy én néztem legalábbis.Ahogy Tomika említette, csak a változást fogja feltölteni, nem az egész projektet.
Sőt, ha törölsz egy FC-t, FB-t, sokszor fennmarad online-ban, a projektből viszont hiányozni fog. Érdemes Online-ban törölni, ha szükséges. -
Tomika86
senior tag
válasz
asdeerhun
#8030
üzenetére
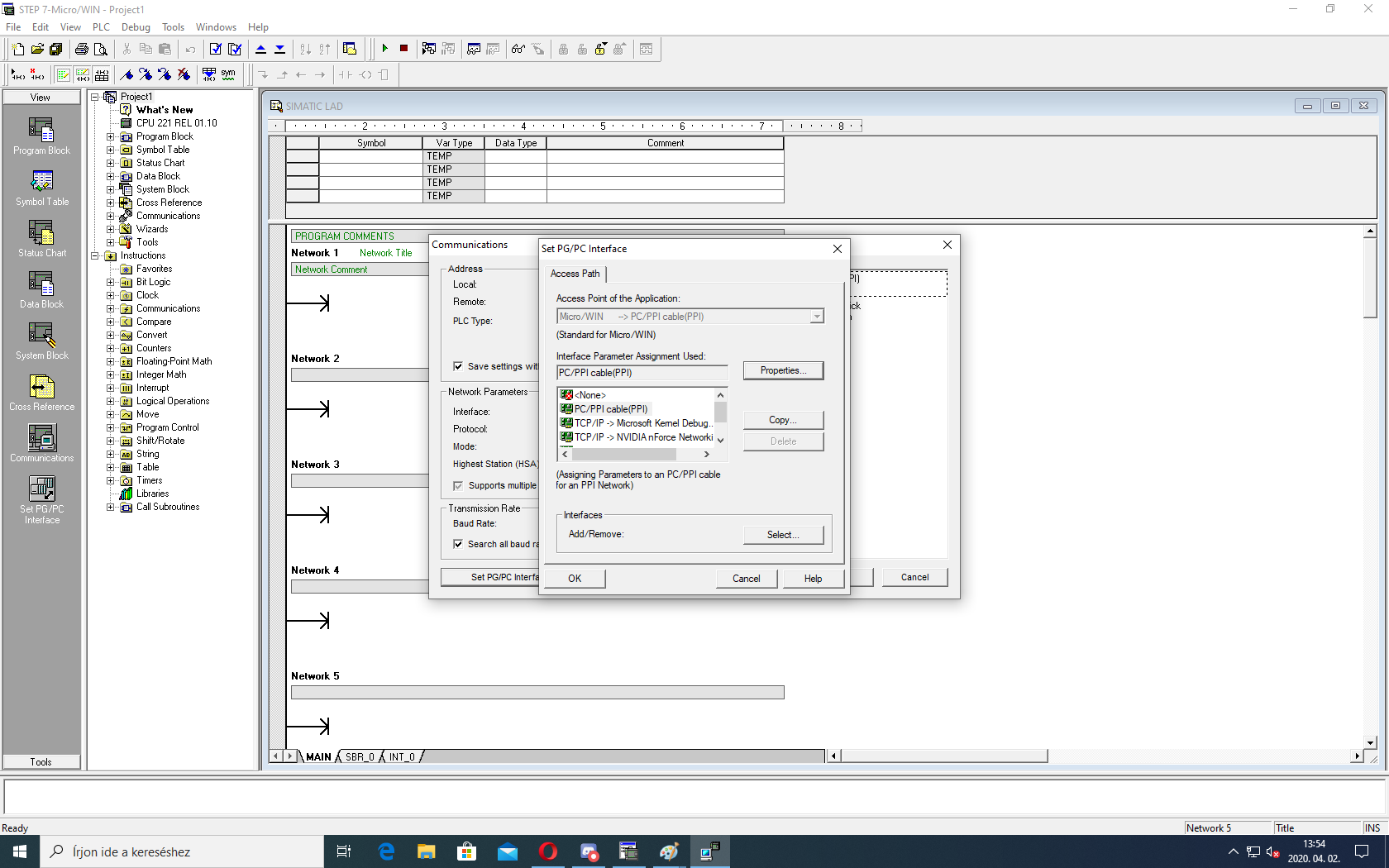
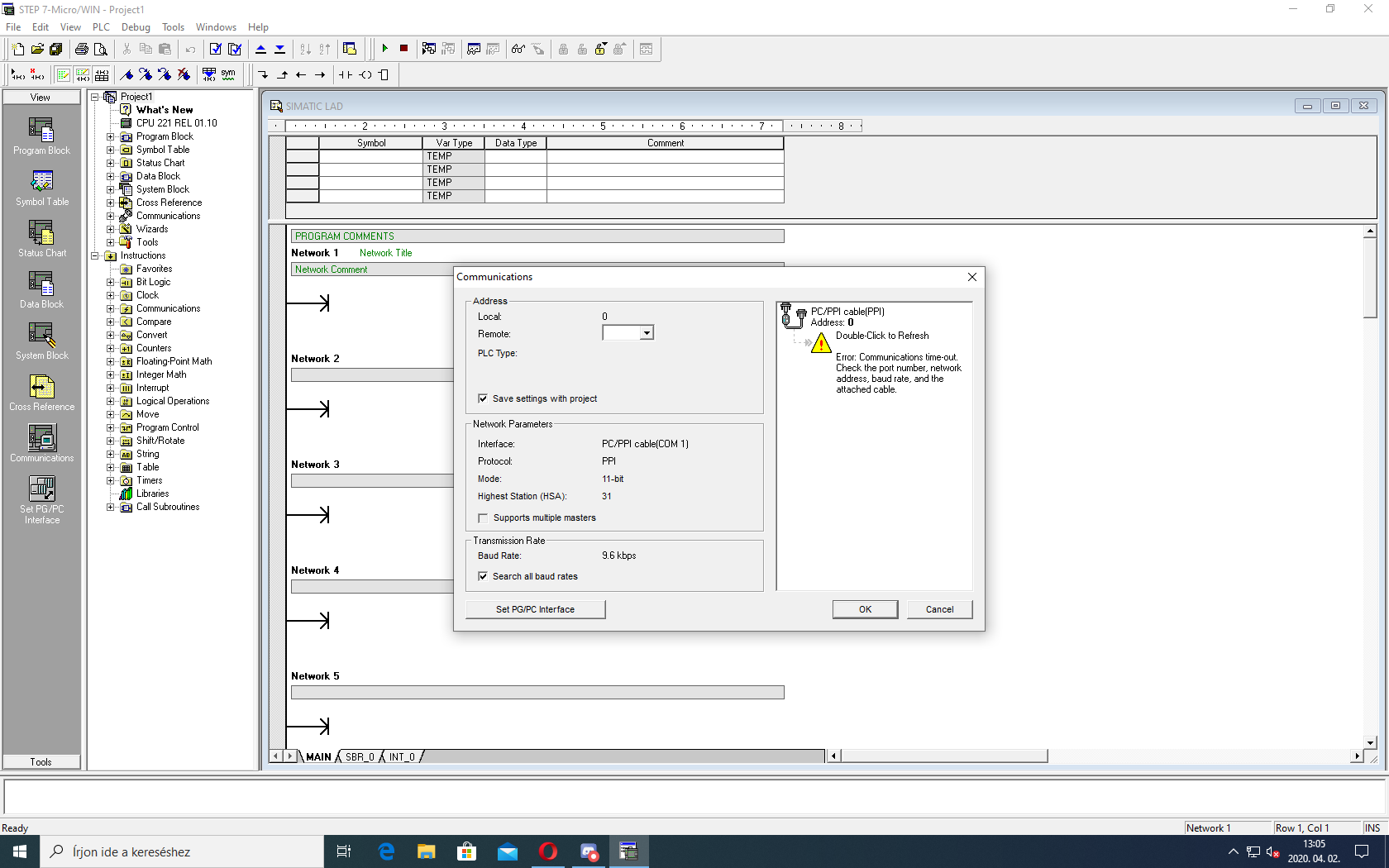
A COM1-et kell szerintem átállítani, ha USB-s. Az interface beállításokban. Átvitel sebessége ugyanaz legyen mint ami a plcben be van állítva. Meg van olyan lehetőség, hogy végigpásztázza minden átviteli sebességgel és minden station-t.
Nem is olyan rossz az S7-200 amúgy.
-
#8030
asdeerhun
csendes tag
Rigor Mortis
#8027
asdeerhun
csendes tag
válasz
 Rigor Mortis
#8027
üzenetére
Rigor Mortis
#8027
üzenetére
Igen, sajnos tényleg egy 200-ast vágtak hozzám.
 Mondjuk az igaz, hogy nem kell bonyolult dolgot csinálni, csak hengereket kell mozgatni, de akkor is... Habár az már rég megvan, hogy iparképes tudást sem ettől a sulitól fogok kapni, magam kell megoldjam
Mondjuk az igaz, hogy nem kell bonyolult dolgot csinálni, csak hengereket kell mozgatni, de akkor is... Habár az már rég megvan, hogy iparképes tudást sem ettől a sulitól fogok kapni, magam kell megoldjam 
Na de, megpróbáltam ezzel a MicroWIN dologgal is, inkább kevesebb mint több sikerrel. Egy USB programozó kábelt nyomtak a kezembe de a programban nem is találok ilyen lehetőséget. Lehet, hogy én áskálódok rossz helyen (sőt biztos) de én itt most teljesen elakadtam.
-
Tomika86
senior tag
-
crucified
tag
Sziasztok, sikerült megoldanom a problémát, leírom hátha valaki belefutna ilyenbe.
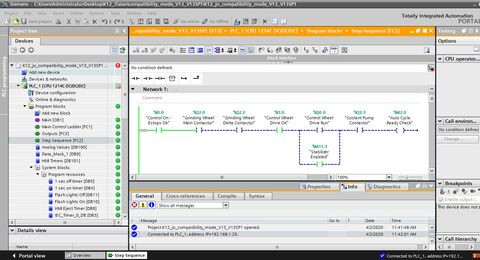
A Siemens honlapról letöltöttem egy V13 V13 SP1 kompatibilis üres project filet, azt megnyitottam, a kérdésre, hogy konvertálja-e SP1-re azt választottam, hogy nem. Hozzáadtam egy unspecified CPU1200-as hardware-t és a firmware V3.0-át választottam ki mivel az van a jelenlegi CPU-n, ha más firmware-t választok ki nem működik. Project file megnyitva, auto detect hardware kiválasztva és így már beolvassa, működik, fel tudom tölteni a CPU-ról a projectet.
Gondolom a visszatöltés ugyanúgy megy.
Még egy kérdés. Csak egy konkrét FC-t tudok visszatölteni a CPU-ra anélkül, hogy a komplett projectet visszatölteném?
Köszönöm mindenki segítségét.
-
#8027
 Rigor Mortis
csendes tag
asdeerhun
#8025
Rigor Mortis
csendes tag
asdeerhun
#8025
Rigor Mortis
csendes tag
válasz
asdeerhun
#8025
üzenetére
Szia asdeerhun!
Tényleg megkínáltak egy 200-assal?! Mármint, hogy csinálj vele valamit? Hmm...
A Step7 Simatic Manager (mármint, amivel a 300/400-asokat lehet programozni) tényleg nem eszi a 200-ast. Elvileg a kapott programcsomag része a Step7 MicroWIN (legalábbis a PRO verzió biztosan tartalmazza) és feltelepült a többivel. Ezzel próbáld megpiszkálni.
Üdv.
RM.
-
crucified
tag
válasz
 ZetorGumi
#8020
üzenetére
ZetorGumi
#8020
üzenetére
Szia, beállítottam auto detect-re a TIA Portal-t, lát mindent de így sem hajlandó kompatibilitási problémák miatt feltölteni a CPU-ról. A vicc az, hogy a CPU-n egy alacsonyabb verziójú TIA Portalban írták a programot, tehát a gépemről fel kellene tudni tölteni.
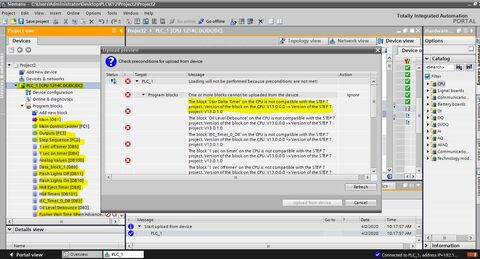
A hibaüzenet szerint TIA Portal V13-ban írták a blokkokat, nekem pedig TIA Portal V13 SP1 van a gépemen? Lefelé kompatibilisnek kellene lennie.
A CPU 1214 DC/DC/DC 6ES7214-1AG31-0XB0, firmware V3.0.1, a gépemen an TIAP Portal V12 SP1 és V13 SP1. Firmware-t sem tudok upgradelni ezen a CPU-n.
Van valakinek ötlete, hogyan tudom feltölteni és módosítani? Megköszönném.
-
asdeerhun
csendes tag
Sziasztok!
Csodás vírushelyzet miatt kaptunk a suliból egy már-már régészeti leletnek számító Siemens S7-200-as PLC-t. Fainul összeraktam csak annyi a probléma, hogy amit kaptunk mellé program egy SP3-as Step7 az istenért nem akarja megtalálni, van ezekhez valami ősi varázslat amit rá kell olvasni mielőtt működni kezdene, vagy mi ennek a titka? -
crucified
tag
válasz
ZetorGumi
#8020
üzenetére
Szia, megtaláltam köszönöm. V3.0.1.
Látni látom a projectet, de nem tudom feltölteni a PLC-ről. Feltettem a TIA Portal V12-öt is, azzal sem megy.
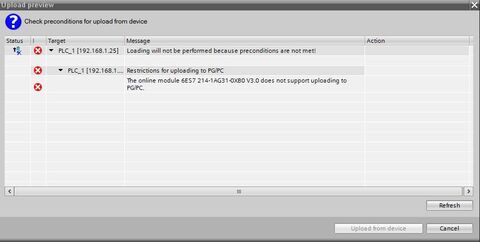
Itt azt írják nem lehet a V3.0-és projecteket beolvasni a CPU-ról. Hogyan tudok akkor módosítani? A cég aki készítette a programot már nem működik sajnos.
A CPU 1214 DC/DC/DC 6ES7214-1AG31-0XB0 firmware V3.0.1, nekem TIA Portal V12 és V13 van. A fenti forum szerint nem is lehet upgradelni V3.0-ás CPU firmwaret. Milyen megoldás van arra, hogy a fenti CPU-ról feltöltsem és módosítás után visszatöltsem a programot? Próbáltam webserverrel, azzal sem engedi.
Esetleg online CPU stop, program módosítás és CPU start? Így menne?
Agyrém a Siemens.
Köszönöm előre is.
-
Tomika86
senior tag
Megnéztem az itthoni gépre csak a proneta programot tudtam feltenni, az látja az im151 egységet. Gyári laptopomon a proneta se látja az im151et.
Valamivel összeveszhet?
Van rajta mindenféle program, simatic s7, omron cx one, rslogix
De ezeket használom is. Tűzfalat próbára letiltották az It-ok a gyárban, akkor sem lett jó.Valamiért csak az adott ip cím tartományba lát
-
#8022
 Zoli54213
aktív tag
Rigor Mortis
#8016
Zoli54213
aktív tag
Rigor Mortis
#8016
Zoli54213
aktív tag
válasz
Rigor Mortis
#8016
üzenetére
Köszönöm, sokat segítettél. 🙂
-
Tomika86
senior tag
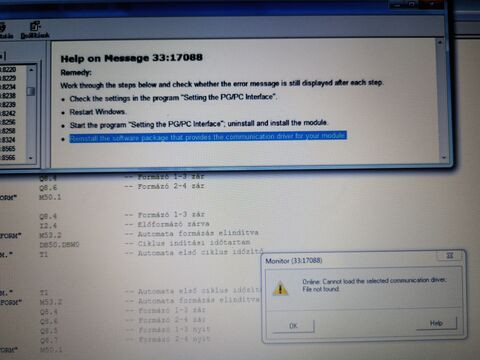
Én a múltkor írtam, hogy nem tudok új plcre tölteni, nem találja meg a gépem.
Csak úgy tudom, hogy egy 32bites rendszeren S7-1200 tool és a 0.0.0.0 ip címet átírom.
A gyári gépemen csak a megegyező IP címeket találja meg, a project és a plc ip címe azonos akkor látja, de csak a same address móddal.
Mitől lehet ez? Mi lehet a megoldás?
Most egy PN IM151-3 eszközt se lát a gépem.Köszönöm!
-
n0rbert0
senior tag
válasz
crucified
#8018
üzenetére
Szia,
Frimware-t webszerveren keresztül (FW3.0-tól) vagy memóriakártyával tudsz frissíteni. Az utóbbihoz legalább egy 24MB siemens memóriakártya kell. Mindkét esetben STOP-ba megy a CPU. -
crucified
tag
válasz
n0rbert0
#8017
üzenetére
Szia, V12-nél onlineban nem aktív az Upload, V13-ban aktív de a fenti hibaüzenetet generálja.
Ráadásul a V13-ban nincs firmware upgrade a general menübenm úgyhogy hiába találtam meg a firmware-t az adott CPU-hoz.
Elképzelésem sincs hogyan lehet hozzáférni a CPU-hoz így. Nem tudott volna a Siemens kompatibilis szoftvereket gyártani?
Köszönöm a segítséget
-
#8016
Rigor Mortis
csendes tag
Zoli54213
#8011
Rigor Mortis
csendes tag
-
crucified
tag
válasz
Tomika86
#8013
üzenetére
Szia, köszönöm. TIA Portal-ban nem csináltam még ilyet, hogyan lehet a legmegbízhatóbban ezt? V13 SP1 van a gépemen, fogalmam sincs milyen van a CPU-n. Működő gép, nem szeretném "hazavágni", mivel nem tudok feltölteni ezért mentés sincs a projectről, aki készítette már nem üzemel.
Köszönöm
-
crucified
tag
Szia, ott csatlakozik, látja is a CPU-t, de az Upload menüpont inaktív. Tegnap letöltöttem a V12-öt is, ugyanaz a probléma.Sem a V12 SP1, sem a V13 SP1 nem tölti fel, de látja a CPUT-t mindkettő. Ezt írja ki:
Honnan tudom azt meg, hogy melyik verzióban írták? Miért nem kompatibilis lefelé?
Köszönettel
-
crucified
tag
Sziasztok, adott egy Siemens CPU 1214C DC/DC/DC, mellette egy I/O és egy analóg I/O.
A project valószínűleg TIA Portal V12-ben lett kódolva, nekem csak V13 van a gépemen. Módosítanom kellene a programot. Megtalálja a CPU-t, látja a blokkokat de nem tudok online csatlakozni, sem feltölteni ezáltal módosítani.Aki találkozott már ilyennel legyen szíves segíteni, hogyan tudom feltölteni és a módosítást biztonsággal visszatölteni a CPU-ra.
Köszönöm előre is
-
Zoli54213
aktív tag
Siemens S7 1500 PLC, TIA Portal 15.1-es programmal. Illetve később egy S5-ben is.
A lényeg az lenne, hogy van egy régi S5 PLC, amiből egy értéket szeretnék átküldeni S7 PLC-nek, amit meg megjeleníteni HMI-n. Sajnos a régi PLC-t nem akarják cserélni, és nem ismerek más megoldást erre a kommunikációra, mint a jel szintűt. Úgy képzeltem el, hogy lenne 4 bit, amit lekezelnék mindkét oldalon. (9-ig számol max, ezért 4bit)
-
Zoli54213
aktív tag
Sziasztok!
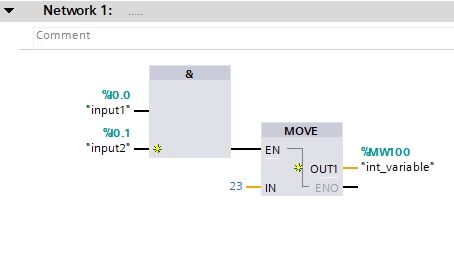
Tudna nekem valaki segíteni abban, hogy PLC-n FDB programozási nyelven, hogyan tudok bool-t int-re alakítani? Pl. a következő sort szeretném PLC-nek megadni:
if(input1 == true && input2 == true)
int variable = 23;Hogyan tudok ilyet FDB-ben?
Köszönöm előre is a választ! -

Scythian
csendes tag
Üdv Urak!
Nagy tudású szaki segítségére lenne szükségem, aki bevállalná egy félbemaradt project befejezését S7-300-ra. A feladat PC Cam file adoptáció / adatbázis kezelés OP25 konzol illesztés. Emberem 2 hónap után eldobta " idő hiányában nem tud tovább foglalkozni vele". Elméletileg a PC oldali program készen van, de valami számábrázolási gond akadt vele.
Természetesen megegyezés alapján. Ha van rá lehetőség, akkor privátban kérném. Köszönettel: Toni









































 Mondjuk az igaz, hogy nem kell bonyolult dolgot csinálni, csak hengereket kell mozgatni, de akkor is... Habár az már rég megvan, hogy iparképes tudást sem ettől a sulitól fogok kapni, magam kell megoldjam
Mondjuk az igaz, hogy nem kell bonyolult dolgot csinálni, csak hengereket kell mozgatni, de akkor is... Habár az már rég megvan, hogy iparképes tudást sem ettől a sulitól fogok kapni, magam kell megoldjam 











Új hozzászólás Aktív témák
- Autós topik
- E-book olvasók
- Folyószámla, bankszámla, bankváltás, külföldi kártyahasználat
- Vezetékes FEJhallgatók
- Xiaomi 17 Ultra - jó az optikája
- sziku69: Szólánc.
- sziku69: Fűzzük össze a szavakat :)
- Luck Dragon: Asszociációs játék. :)
- PlayStation 5
- Ha Darwinra hallgat az AI, nehéz lesz megállítani
- További aktív témák...
- 2K Gamer PC - Ryzen 7 5700 / RTX 5060 Ti / B550M / 32GB RAM 3600MHz / 1TB SSD / 650W
- HP EliteBook 850 G6 15,6" i7 -8665u, 16GB RAM, Radeon X550 2GB, 256GB SSD, jó akku, számla, 6 hó gar
- HP ProLiant DL360p Gen8 1U szerver (2x Xeon E5-2667 v2, 32GB RAM) + RACK SÍN!
- MSI RTX 3070 8GB GDDR6 VENTUS 3X OC Eladó!
- MSI RTX 4070 12GB GDDR6X VENTUS 2X OC - 1 év garancia - Eladó!
- Apple iPhone 13 Pro Max / 128GB / Kártyafüggetlen / 12Hó Garancia / Akku:86%
- iPhone 13 Pro 256GB Sierra Blue -1 ÉV GARANCIA - Kártyafüggetlen, MS4598, 100% Akkumulátor
- Dell Precision 3561 Core i9 11950H, 16-32GB RAM, 512GB SSD, jó akku, számla, 6 hó gar
- Belépő Gaming PC! i7-8700 / RTX 3060 Ti / 16GB DDR4 / 500GB SSD / Z390 / 500w!
- EREDETI NINTENDO Pokemon Go Plus autocatcher dobozban eladó
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest