Új hozzászólás Aktív témák
-

kip.kop
csendes tag
Vegul is kitalaltam mar korabban 1 sorrendbeli leosztast, de gondoltam elkerulte a figyelmemet, hogy ezt egyszerubben is meg lehet oldani.
De meg ez elott gondoltam grafcet-tel oldom meg ami szekvencialis utasitasokat, tehat egymas utan kovetkezo utasitast jelent, es csak akkor lep a kovetkezo utasitasra ha egy kondicio teljesul es az lezarja az elozo feladatot is. De nem tudtam igazabol hogyan kell megirjam. Nem tiszta szamomra mit hova kell irjak es hogy lehet-e Ladder Diagramba bee'kelni Grafcet-et. -

Szirty
őstag
válasz
 kip.kop
#1496
üzenetére
kip.kop
#1496
üzenetére
Hali kip.kop!
"Hogyan tudnatok elmagyarazni, hogy mi az a "subroutine". Hogyan lehet hasznalni, mikor kell bevetni ... ?"
A szubrutin egy alprogram, egy programrész, amit a főprogram bármely részéről meg lehet hívni. A hívás hatására a főprogram végrehajtása áttér a szubrutin végrehajtására, majd amikor a szubrutin végére ér, visszatér a főprogramba és annak végrehajtását a szubrutin hívását végző utasítás után folytatja.
A szubrutin hívás tehát egy vezérlés átadó utasítás, mint amilyen az ugrás is, de a szubrutin jellemzője, hogy "automatikusan" mindig oda tér vissza, ahonnan hívták (az ugrásnak nincs ilyen jellemzője).A szubrutin általában egy bizonyos részfeladat ellátását végzi, amely feladatra a programban többször is szükség van. Másik jellemzője, hogy bizonyos programozási nyelvekben ( a PLC-nél is) a szubrutinnak paramétereket lehet átadni a hívás helyén, így a szubrutin azokkal a kiinduló adatokkal dolgozhat, és az eredményt visszaadja a hívó programnak.
Pl. ha egy vezérlésben sok csillag-delta motor indítás van, akkor lehet írni egy szubrutint ennek a feladatnak az ellátására. Paraméterként megkapja a start jelet, és egy időzítési értéket, esetleg a használni kívánt időtag számát. Visszaadja a hálózati kapcsoló, a csillag és a delta kapcsoló állapotait.
Így mindegyik motor indításánál csak meg kell hívni ezt a szubrutint megfelelően felparaméterezve, vagyis nincs szükség ugyanazon programrészeket újra és újra beletenni a programba, elég egyszer.
Továbbá a szubrutin hordozhatóbb. Vagyis változtatás nélkül átemelhetjük egy másik programba... -

And
veterán
válasz
kip.kop
#1497
üzenetére
Persze hogy nem hajtja végre mindhármat, hiszen nem gondoskodtál arról, hogy ne egy futási cikluson belül indítsa a három kérést. Lásd a 479. oldalon: "If several messages are sent in the same cycle, only the first message is transmitted. The user is responsible for managing the transmission of several messages using the program."
Tehát neked kell gondoskodnod a lekérések 'elosztásáról'. Azon az oldalon találsz egy példát is, amely két üzenetet kezel, és egy jelzőbittel (%M0-val) irányítják a forgalmat: az első üzenettel párhuzamosan beállítják ezt a flag-et, és majd ez engedélyezi a másodikat, ha az első véget ért. Ugyanígy a második üzenet küldésekor törlik a jelzést, ami pedig az első üzenet végrahajtásának a feltétele. Ha kettőnél több üzenetet kezel a program, akkor nyilván nem elegendő egyetlen bit a jelzéshez, hanem létre kell hoznod egy számlálót: ezt az egyes üzenetek sikeres elküldésekor szépen inkrementálod, majd ha az utolsó is kész, akkor kinullázod. Az egyes lekérésekhez pedig a %MSG.D bittel ÉS kapcsolatban feltételként hozzárendeled, hogy a számláló a megfelelő (három EXCHx esetén: 0, 1, 2) értékű legyen. -
kip.kop
csendes tag
Van tipped hogyan olvasom le az egesz registert? mivel 3 reszre van osztva (1-26, 101-109, 120-123) ezert csak ezzel a modszerrel csak 1 reszt tudok lekerdezni beirni memoriaba.
Csak a 18-20 sort veszi figyelembe, nem hajtja vegre a 21-26 sorokat. De ha 21-23 sorban talalhato insztrukciokat raknam a 18-20 sorba, akkor az hajtodna vegre es kerdezi le a 101-109 register cimeket. -
kip.kop
csendes tag
válasz
kip.kop
#1494
üzenetére
Kellett azert sokat keressem a dokumentaciokat ahol rendesen le vannak irva a pin-ek a fizikai felepiteshez.
""a kezdő regisztert (8, ami a DigitalT regiszter 7-es címe plusz egy)," nem kell hozzaadni plusz egyet, tehat a kezdo register 7."
diagslave: "Slave 64: readHoldingRegisters from 8, 2 references"
Arra kovetkeztetek, hogy a twido automatikusan hozzaad plusz egyet.
-
And
veterán
válasz
kip.kop
#1486
üzenetére
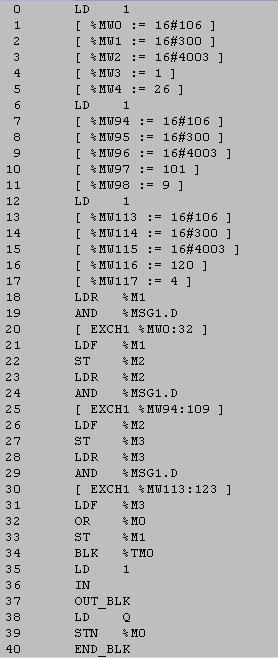
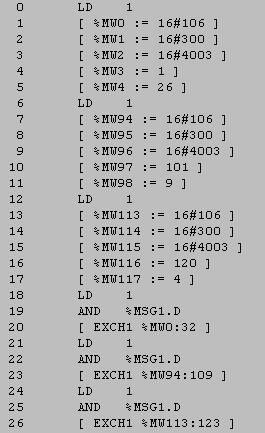
Ajánlom figyelmedbe ezt a dokumentációt: [link]. A 126. oldaltól láthatod a modbus kommunikáció megvalósítását Twido-n. A megoldás lényege az EXCHx utasítás (134. oldaltól), ill. a %MSGx belső funkcióblokk két állapotjelző bitje, a %MSGx.D és a %MSGx.E. A kommunikáció megkezdése előtt definiálni kell egy adott hosszúságú táblázatot, amely tartalmazza az összes szükséges paramétert. A 131. oldalon találod a táblát, amely három részre van osztva: vezérlő-, adási- és vételi táblázat. Utána szépen ki van fejtve, hogy az egyes elemeknek mi a szerepük. A korábban már megismert 3-as (és 4-es, mivel a kérés itt is ugyanúgy néz ki) funkciókód bővebb leírása a 145. oldalon van. A control table tartalma itt kötött, a transmission table tartalmában állítható be a lekérdezett slave címe, a slave-ből kiolvasandó regisztertömb kezdőcíme és a tömb hossza. Példaprogram a 140. oldalon, ezt átalakítva a neked szükséges feladatra úgy, hogy a DigitalT és DigitalRH nevű adatregisztereket olvassuk ki a slave egységből:
LD 1
[%MW0 := 16#0106 ]
[%MW1 := 16#0300 ]
[%MW2 := 16#4003 ]
[%MW3 := 16#0008 ]
[%MW4 := 16#0002 ]
LD 1
AND %MSG2.D
[EXCH2 %MW0:9]
END
Az első két word a control table, mint írtam, itt a tartalmuk kötött, lásd a funkciókód leírásnál. A %MW2..%MW4 a transmission table, itt adjuk meg a slave címét (64dec = 0x40), a modbus kérés funkciókódját (0x03), a kezdő regisztert (8, ami a DigitalT regiszter 7-es címe plusz egy), ill. a lekérdezett tartomány hosszát (2 db. word). A %MW5-től kezdődik a reception table, amelynek tartalma a slave válasza után áll be, ha nincs hiba a kommunikáció során. Utóbbi vételi tábla a következőket fogja tartalmazni:
%MW5: 0x4003, a slave címe és a válasz kódja, ezek a válaszban szintén megjelennek,
%MW6: 0x0004, az 'Rx offset' által beiktatott 0x00 (MSByte) és a kiolvasott byte-ok száma (LSByte), ami 4, hiszen két darab 16-bites word-öt kértünk le,
%MW7: ebben kapod meg az első lekért regiszter tartalmát, vagyis a DigitalT-t,
%MW8: ebben pedig a másodikat, azaz a DigitalRH-t.
A %MSG2.D bit jelentése: 'communication complete', ez azért kell, hogy a kontroller (több lehetséges üzenet kezelése esetén) csak akkor kezdje el küldeni az aktuális adatkérést a buszon, ha az előző már befejeződött.
Természetesen a hardverek megfelelő összekötéséről és a Twido portjának beállításáról a hw-konfigurációnál (lásd: 139. o.) előzőleg gondoskodnod kell. Az adattábla meg bárhol kezdődhet, nem csak %MW0-nál (a példában %MW0:9), és nem csak a 2-es számú (EXCH2 és %MSG2), egyébként opcionális portot lehet igénybe venni a feladathoz. Az alap, programozáshoz is felhasznált 8-pólusú mini-din aljzat az 1-es számú port. E port használatához az aljzat DPT-jelét GND-re kell húzni (128. o.), ill. az A-B adatvonalakra megfelelő fel- és lehúzó ellenállásokat kell kötni (129. o.). -

makrodom
csendes tag
válasz
 Dezsi82
#1485
üzenetére
Dezsi82
#1485
üzenetére
Értem!

Szóval akkor én a paramétereket beállítottam és ha feltöltöm a PLC-re, akkor müködnie kéne?

Különben emlékszem valami olyanra,h mikor fel kellett tölteni a PLC-re előtte Online csatlakozást csináltunk majd aztán töltöttem rá a PLC-re... ez elég ésszerű is!
Köszi!
üdv! -

#95904256
törölt tag
válasz
 Marty76
#1487
üzenetére
Marty76
#1487
üzenetére
Szia!
A videon látszik, hogy az emberünk a CX-Programmerben egy CJ1M CPU13 CPU-t konfigurál fel Ethernet/FINS kommunikációra. Ez azt jelenti, hogy egy Ethernet portos Omron PLC-ből és egy patch kábelből áll a dolog hardver része.
Sajnos az semmiből sem látszik, hogy RS232-őn keresztül is működne a dolog. Ahhoz az Excel bővíménynek Hostlink / Toolbus kommunikációhoz is kellene értenie.
Üdv,
Ákos -

Marty76
csendes tag
Sziasztok!
Egy Omron plc memóriáját ( DM#) szeretném beolvasni excelbe további felhasználás céljából.
http://www.youtube.com/watch?v=CWQdDuLAtoY
Van egy videó a Youtube-on..de gondolom ezt a videót már sokan látták
Elég vizuális magyarázat, de konkrétan nem tudom , hogy áll össze a hardver része.
Gondolom szükség van valamilyen Ethernet átalakítóra vagy csak simán RS232...?Esetleg valaki már megvalósított egy ilyen feladatot ?!
Előre is Köszönöm!
-
kip.kop
csendes tag
Help!
Egy Twido-ban (PLC) szeretnem felhasznalni a mar korabban emlegetett meromuszerbol (LG35) az adatokat. Segitseget kerek, hogy ezt kb. milyen formaba keressem a dokumentacioban. Hogyan valositom meg ha a LD-t vagy a IL-t hasznalom? Valamilyen utmutatast ke'rek!
Koszonom. -

Dezsi82
tag
válasz
 makrodom
#1484
üzenetére
makrodom
#1484
üzenetére
Szia!
Hát majdnem jó. amit írtál, csak nem teljesen.
Első paraméter: IW (input word). Vagyis a pillanatnyi érték. (analóg bemenet)
Második paraméter: P1 (first parameter word) vagyis a PID adattáblájának első eleme. A CPU P1+32 területet használ fel. Az első 7 paramétert te állítod a MOV utasításokkal. A többit a CPU használja a saját számításaihoz. A te esetedben: DM10-DM16-ig vannak a PID paraméterek, de nem szabad használnod a DM17-DM42-t. Tehát ha módosítani szeretnéd valamelyik PID paramétert, akkor ezekre a területekre kell adatot mozgatnod.
Harmadik paraméter: OW(output word). Vagyis a szabályzott érték. (analóg kimenet)Azt nem tudom, hogy az IW miért DM0 ráadásul fixen kettőre beállítva, gondolom az valami szimuláció miatt van úgy. Mert amúgy oda egy bemenet kell, vagy legalábbis egy bemenetből számított DM terület.
-
makrodom
csendes tag
válasz
Dezsi82
#1482
üzenetére
Ja és elolvastam a hozzá tartozó dokumentációt is...
Úgy kell értelmeznem,h a PID szabályzó első megadott paramétere a forrás(DM0), második megadott paramétere, azaz DM10 az P1 + 10-nek fogható fel?!
És ez a rendszer által használt munkaterület?
És a harmadik pedig az eredmény?Szóval a PID szabályzó a DM10 területen mozog DM0 és 12 között? Jól értelmezem?
üdv!
-
makrodom
csendes tag
válasz
Dezsi82
#1482
üzenetére
Most próbáltam módositani a PID Operandsokat.
Nálam 3 van beirva egymás alá:
DM0
DM10
12
Mindháromnál a Name or address-t lehet csak módositani... s az Address or value automatikusan átirja magát a már megadott névre... ez így normális?Nem tudom hogy máshogy állithatnám be a paramétereket vagy hozhatok létre változót!

Biztos nagy hülyeségeket kérdek,de tényleg nem tul sokat konyitok hozzá
, viszont kénytelen vagyok megcsinálni!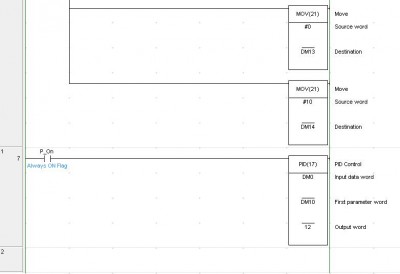
-
Dezsi82
tag
válasz
makrodom
#1481
üzenetére
Szia!
A paramétereket az első részben található MOV utasításokkal állítod be. Ha jól emlékszem, akkor minden paraméter be lett állítva, de nem esküszöm rá.
Elvileg rátöltöd a PLC-re és megy, legalábbis ha jól állítod be a be-, és kimeneti paramétereket.
Javaslom az akkor linkelt dokumentumok átnézését. -
makrodom
csendes tag
Hello!
Azt hittem minden rendben van a gyakorlattal, de lehet tévedtem!Ezért szeretném a segítségeteket kérni! Még áprilisban kértem segítséget... szerencsére kaptam is szépszámmal...amiért nagyon hálás vagyok!
Az a gondom,h amit kaptam példát (létradiagramot), én az alapján megrajzoltam az egészet és semmiféle paramétert nem állitottam be! Nos be kell valamit állítani?
Itt a létradiagram ismét:
[link]Szóval,h én CX-Programerbe a MOV alá beírtam amiket ott írt(pl az elsőnél (21) , alá 2 , alá DM0, a másodiknál MOV,alá (21), alá #123, alá DM10 )... azzal már a paraméterek még nincsenek megadva igaz?!
Valamint,majd hogyan tudom feltölteni a programot a PLC-re? Simán átküldöm és már jó is lesz?
Válaszotokat előre is köszönöm!
üdv!
-
Szirty
őstag
válasz
kip.kop
#1478
üzenetére
Helló kip.kop!
akosf leírta a lényeget. Én csak annyit teszek hozzá, hogy a SCADA-t bonyolultabb rendszerekhez használják a gyártás magasabb szintjén. Vagyis a SCADA feladata inkább a gyártóberendezések és a vállalati (ügyviteli) rendszer közötti kapcsolat biztosítása.
Míg a HMI a gyártás alacsonyabb szintjéhez tartozik, (a szintek itt nem minőségi szintet jelentenek) gyártósor egyes berendezéseinek és a gép kezelője közötti kapcsolattartásra való.A SCADA rendszerek összetettebbek, drágábbak, főleg PC-n futnak és képesek ellátni HMI feladatokat is.
-
#95904256
törölt tag
válasz
kip.kop
#1478
üzenetére
SCADA: Supervisory Control And Data Acquisition
HMI: Human-Machine InterfaceAz előbbi a komplett gyártásfelügyeleti rendszert jelenti, míg az utóbbi a kezelőfelületet.
A SCADA tartja nyilván a gyártásban lévő termékeket, a gyártóberendezések állapotát és felügyeli a köztük lévő anyagáramlást.
A HMI alatt általában egy tapiképernyős kijelzőt szoktak érteni, amin keresztül be lehet avatkozni a gyártási folyamatokba. Valójában a HMI minden egyéb olyan eszközt is takar amivel a gyártási folyamatba lehet beavatkozni.
-
And
veterán
válasz
kip.kop
#1474
üzenetére
Igen, sajnos ez az eggyel történő regisztercím eltolódás nem szokatlan a modbus-nál. A modpoll esetén is van opció (-0, 'First reference is 0') ennek a kezelésére, de épp azért nem írtam bele a paraméterek közé, mert a regisztertérkép 1-től indult.
Mod: a parancssoros modpoll csak lekérdezésre képes, az a GUI-s Modbus Poll esetleg képes az írásra (nem próbáltam), ha a funkciók között találsz írásra valót. -
kip.kop
csendes tag
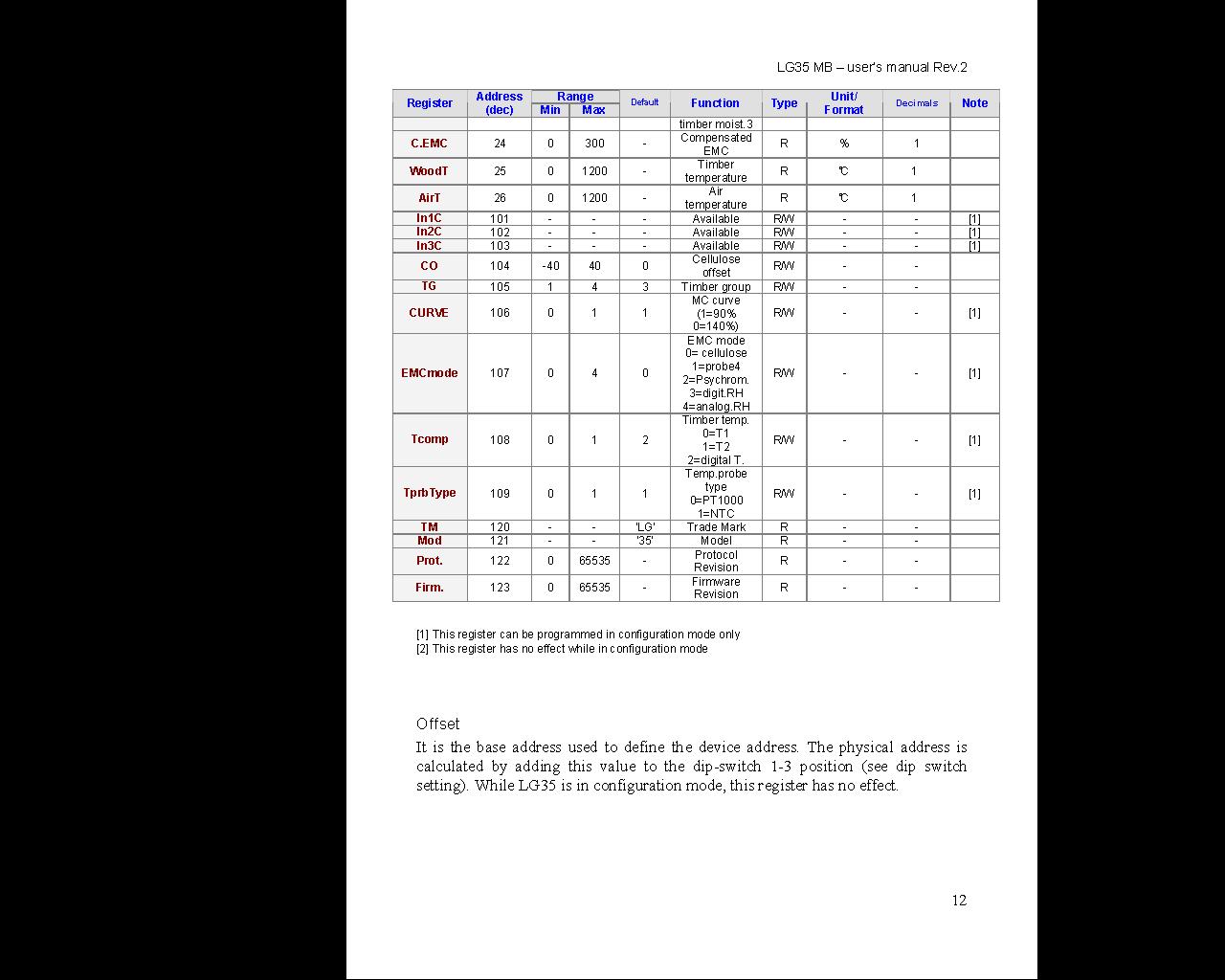
Most jottem ra venetlenul, hogy nem en vagyok a hulye. Vagyis az vagyok, ha azt nezzuk, hogy tobb felekeppen probalkozhattam volna. Vagyis probalkoztam volna, ha ertettem volna, hogy hogyan mukodik az egesz. Na tehat arrol van szo, hogy "-r 1"-en nincs semmi. Valamilyen okbol kifolyolag "-r 2" az 1-es register, vagyis +1et hozza kell adjak mindegyikhez, hogy a megfelelo erteket kapjam. Tehat "A "TM" nevű regisztert olvasva pedig az "LG" textet (0x4C47) kell visszakapnod:
modpoll -a 64 -r 120 -t 4:hex -1 -b 19200 -d 8 -p odd -4 10 COM1." helyett a modpoll -a 64 -r 121 -t 4:hex -1 -b 19200 -d 8 -p odd -4 10 COM1 parancsot kell hasznaljam. S most vettem eszre azt is hogy szakadas van 109-120 register cimek kozott is, tehat 101-123 kozott nem tudtam egyben kiolvasni -
And
veterán
válasz
kip.kop
#1463
üzenetére
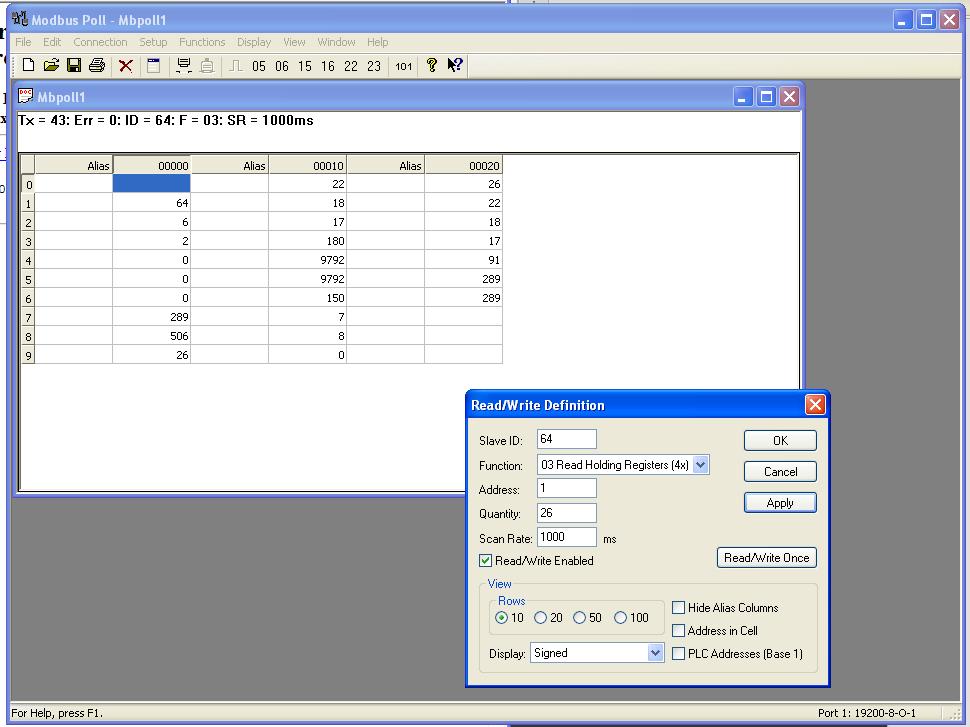
(Ja, ha ezt a hozzászólásodat is elolvastam volna, akkor számomra is egyértelmű lett volna, hogy 64-es a slave cím
 . Szépen látszónak az előbb említett regiszterek, pl. a 7-es "DigitalT" értéke 289, vagyis 28.9 °C. Az 1..3 számú "Offset", "Baud rate" és "Data stream" regiszterek default értékei is jelen vannak: 64, 6, 2.)
. Szépen látszónak az előbb említett regiszterek, pl. a 7-es "DigitalT" értéke 289, vagyis 28.9 °C. Az 1..3 számú "Offset", "Baud rate" és "Data stream" regiszterek default értékei is jelen vannak: 64, 6, 2.)
Mod.: Igen, ezek szerint legfeljebb 26 regiszter tartalmát tudja lekérdezni, de a kezdő regiszter címe nem csak 1-es lehet, azt át tudod írni az "Address" mezőben. -
And
veterán
válasz
kip.kop
#1461
üzenetére
Ez valóban konkrét infó, de sajnos még mindig kevés, mert hiányzik az eszköz címének konkrét értéke. Erre szolgál az "Offset" nevű regiszter, amelyet be kell állítani (default értéke 64), ill figyelembe kellene még venni az 1..3-as DIP-kapcsolók állapotát is, amelyre a megjegyzés utal (elvileg az Offset regiszter tartalma hozzáadódik az 1..3 DIP-ek által meghatározott értékhez, és az eredmény lesz a cím), de ezen a két oldalon nincs róla több infó. Ha elfogadjuk, hogy ezekkel a dip-ekkel beállítható a "0", akkor az eszköz slave címe 64 lesz. Hasonló a helyzet a kommunikációs paraméterekkel is, bár itt szintén van default beállítás: 19200, 8O1. A fenti beállításokhoz konfigurációs módba kell állítani az egységet, ennek a mikéntje szintén homályban marad.
Ha kipróbálod ezt, akkor elvileg a "DigitalT" és a "DigitalRH" nevű regiszterek értékét kell visszakapnod, 16-bites (signed) integer formátumban, tizedfok / tized-% egységekben:
modpoll -a 64 -r 7 -c 2 -b 19200 -d 8 -p odd -4 10 COM1.
A "TM" nevű regisztert olvasva pedig az "LG" textet (0x4C47) kell visszakapnod:
modpoll -a 64 -r 120 -t 4:hex -1 -b 19200 -d 8 -p odd -4 10 COM1.
Ez utóbbi a kommunikáció ellenőrzésére például megfelel, de jó lenne látni a komplett doksit. Hozzászólásban linkelni tudod, ha hozzáférhető a neten valahol, vagy te feltöltöd valahová, és onnan linkeled. -
Szirty
őstag
Hi norcee!
"egyidejűleg csak akkor mozog egyszerre mindkettő ha egy script mozgatja őket., vagy felváltva mozognak, két merker bit értékétől függően, amik a scriptecben feltételek. "
Nem tudom hogyan oldottad meg a dolgot, de egy script akkor fut le, amikor az az esemény bekövetkezik, amelyikhez a script futását hozzárendelted.
Nem szokott problémát okozni egyszerre több objektum mozgatása a képernyőn (mint ahogy erről nemrég egy videó file-t is kiraktam).
Vagy egyszerűen csak nem értem a problémát és nem tudom hogy konkrétan mit értsez "egyszerre" alatt.Más.:
Ha jól értem azon ügyködsz, hogy mozgással akarod reprezentálni OP-n egy gép olyan mozgó részének a mozgását, amely helyzetéről csak két bináris információ van.
Az ilyesmi látványos, de én senkinek nem ajánlom, mert hamis információkat közölhet a gépről és annak helyzetéről. -
Szirty
őstag
Üdv dekorn!
"Újabb kérdésem az lenne hogy TP27 eshez kerem a 15 tűs csatis kábel lábkiosztását illetve a 9tűs csati összekötést , ha esetleg erre van egy bekötése valakinek azt megköszönném, mert a neten elég sok mindent találtam erre a kérdésre és nem tudom melyik a megfelelő"
Itt, ezen a fórumon is volt már téma ez.
A Simatic HMI Communication User’s Manual-ban az összes OP összes összekötési módja és kábele benne van (a kiadási dátumig)
-
Szirty
őstag
válasz
kip.kop
#1462
üzenetére
Helló kip.kop!
"Ladder diagram es Instruction List kezdoknek, hol talallok hasznalhato dokumentaciot,"
Milyen PLC-re?
Általános jellegű anyagok vannak létrára. Utasításlista sokkal specifikusabb, minden típusnál más és más.
Esetleg nézd át az oldalamon a linkek részt... -
#1465
Szirty
őstag
Blazkowicz
#1458
Szirty
őstag
válasz
 Blazkowicz
#1458
üzenetére
Blazkowicz
#1458
üzenetére
Helló Blazkowicz!
"Ha nincs műszaki előképzettségem, az mennyire hátrány egy PLC programozói tanfolyamnál/ill. későbbi munkánál."
Az általam ismert OKJ-s tanfolyam jellegű képzéseknél ez nem különösebb hátrány.
A gyakorlati munkavégzés viszont igen-igen nehéz lesz így eleinte."Érdeklődöm egy 1 éves OKJ-s PLC programozói képzés iránt, de nem szeretnék év közben elvérezni és így pénzt kidobni."
Egy ilyen tanfolyam kb arra jó, hogy OKJ-s papírod legyen róla. Ettől nem fogsz tudni annyira és úgy PLC-t programozni, amennyire egy cégnél az szükséges...
Gyakran visszatérő téma ez itt is egyébként. -

dekorn
csendes tag
Köszönöm Szirty és Dezsi82 ! Mindkető müxik . Tulajdonképpen valami varázslat folytán átkerült az USB adapterem beálítása a COM3 ra így azt USB-re álítva lazán lejött a TP177B backup-ja , de azért cross-os kábelel is kipróbáltam és az sokkal gyorsabb mit ne mondjak
Újabb kérdésem az lenne hogy TP27 eshez kerem a 15 tűs csatis kábel lábkiosztását illetve a 9tűs csati összekötést , ha esetleg erre van egy bekötése valakinek azt megköszönném, mert a neten elég sok mindent találtam erre a kérdésre és nem tudom melyik a megfelelő , bár még 2soros 15 tűs csatit is szereznem kell Ha esetleg valaki találkozott már ilyen TP27-es vagy ehez hasonló panelel és töltött is már le róla az kérem mesélje el nekem , hogy hogyan kell backupot csinálni rajta mert ott ha jól láttam mincs LOADER menű ahol a transfert ki lehet választani . Szóval csak simán rádugom a kábelt és ráeresztem a ProSavet? Még1x kösz -

norcee
csendes tag
Sziasztok!
Abba a problémába ütköztem, hogy van a WinCC Flexible RT-ben egy oldalon két objektum, az egyiket vízszintesen a másikat függőlegesen szeretném mozgatni, de két scriptet nem futtat egyidejűleg csak akkor mozog egyszerre mindkettő ha egy script mozgatja őket., vagy felváltva mozognak, két merker bit értékétől függően, amik a scriptecben feltételek. Ugyanezt vettem észre ha külön oldalakon van a két objektum. Szeretném megkérdezni, hogy két mozgatást végző, vagy bármilyen script nem futtatható e egyidejűleg vagy ez valamilyen beállítási probléma vagy én szúrtam el valamit?
--norcee
-
#1458
Blazkowicz
tag
Blazkowicz
tag
Sziasztok.
Ha nincs műszaki előképzettségem, az mennyire hátrány egy PLC programozói tanfolyamnál/ill. későbbi munkánál. Érdeklődöm egy 1 éves OKJ-s PLC programozói képzés iránt, de nem szeretnék év közben elvérezni és így pénzt kidobni. Csak arra lennék kíváncsi, hogy programozói ismeretek nélkül érdemes e belevágni? -
Szirty
őstag
Helló dekorn!
"...azt szeretném , hogy feltöltsem rá a WinCC Flexible.és programját , akkor azt milyen módon tehetem meg"
Én a következő módszert használom:
Mivel a PLC-t is kell programozni, monitorozni stb, ezért a PLC-hez csatlakozni képes illesztőnk van.
Az OP-ra a projectet pedig úgy töltöm föl, hogy ezzel a kábellel rácsatlakozok, éppen úgy, ahogy akkor tenném, amikor a PLC-t akarnám programozni.
Egyszerű, mert semmilyen extra tevékenységet nem végzek és kábel sem kell másik és egyszerre érem el a PLC-t is és az OP-t is (ha több OP is van rajta , vagy több PLC, akkor azokat is, mindet).
Megint más szóval: az OP-ra a project feltölthető profibuszon is és feltölthető MPI buszon keresztül is!
Ha az OP új, akkor be kell állítani rajta kézzel (Control panel) az MPI/PB címet és azt, hogy ezen keresztül akarod tölteni.
Továbbá ha azt szeretnéd, hogy később bármikor lehessen rá projectet feltölteni (pl. amikor módosítod) és ezt úgy akarod kezdeményezni, hogy közben az OP-t a helyszinen ne kelljen transfer módba helyezni, akkor be kell pipálni a "remote control" opciót amellett a kommunikációs beállítás mellett, amelyiket aktiváltad.Természetesen az ethernet is jó megoldás, amit Dezsi82 javasolt. Esetleg az IP címekkel el lehet kicsit játszani. Tudni kell pl. hogy a két eszköznek egy alhálózatba tartozó IP címet kell megadni különben az életben nem találnak egymásra.
Ez annyi kényelmetlenséggel járhat, hogy a gépeden állandóan ideiglenesen át kell állítani az IP címet amikor az OP-ra akarsz tölteni.
(Ethernet esetén is be kell neki állítani hogy azon keresztül akarod majd etetni és annál is van a fent említett remote control opció, ami itt is ugyanazt jelenti) -
dekorn
csendes tag
Szeretnétek segítséget kérni tőlettek , hogy ha van egy S7-300 315-2 DP PLC-ém amire rá van kötve az MPI/DP re egy TP177B color PN/DP -és HMI és én azt szeretném , hogy feltöltsem rá a WinCC Flexible.és programját , akkor azt milyen módon tehetem meg. Olvastam hogy RJ45 kábelel a legkönnyebb , de a USB MPI adapteremhez csináltam külső betápláló vezetéket akkor azzal is közvetlenül felcsatlakozhatok a HMI-re? ja aszem hogy a p5v os lábat nem kötöttem be a 6-os pinre az kell a TP panelnek? Nem tudom hogy ha próbálkozok ezekkel a csatlakozásokkal akkor tudok valami kárt okozni a panelbe , persze nem adok rossz helyre betápot csak a transferekkel próbálkoznék.
Előre is kössz a segítséget és remélem senkit se fárasztottam le. -
And
veterán
válasz
kip.kop
#1451
üzenetére
"Gondolom ha nem is tudnam melyik regiszterben mit tudok kiolvasni, akkor is valamit ki tudnak kiolvasni a "04 - Read Input Registers" es a "03 - Read Holding Registers"-bol."
Az az érzésem, hogy még mindig félreérted a protokoll lényegét. Ez a két (egyébként általában hexadecimális formában megadott) 04h ill. 03h nem egy-egy konkrét regiszter, amelyet olvasol, hanem funkciókód, amely megmondja a lekérdezett slave-nek, hogy mit szeretnénk tőle. Ha megnézed az #1432-ben adott első linket, abban a doksiban szépen fel vannak sorolva az elérhető funkciókódok, és a hozzájuk tartozó kérdés (master) / válasz (slave) adatstruktúrák. Egyébként a modbus-t támogató eszközök nem feltétlenül ismerik az összes lehetséges funkciót. De pl. a "03h" valószínűleg az egyik leggyakrabban alkalmazott modbus-funkció, egy slave több (egymás utáni című) adatregiszterének lekérdezésére szolgál. A kérésben meg kell adni a lekérdezett slave címét, a funkciókódot (jelen esetben 0x03-at), a kiolvasandó regisztercím-tartomány kezdőcímét (16 biten) és hosszát (szintén 16 biten, de legfeljebb 125 lehet a tartomány hossza). A válaszban visszakapod a kért regiszterek tartalmát, egyenként 16 biten. Ha olyan regisztereket olvasunk, amelyek a slave-ben nem 2 byte-on tárolódnak, akkor a a kért adatokat esetenként a master-nek kell a megfelelő formátumra visszakonvertálnia.
Az interfészt (adatformátum: ASCII / RTU, bitsebesség, paritás fajtája, stopbitek száma, slave esetén: cím) nyilván megfelelően kell beállítani az eszközökben, és a fizikai konverterek beállításait sem szabad a véletlenre bízni.
#1452: Az általad linkelt oldalon vannak példák a paraméterezésre. Mondjuk 4 db. 16-bites word kiolvasása a 8-as, RS485 illesztővel rendelkező slave 670-es számú (című, ahol az első regiszter címe a nulla) regiszterétől kezdődően, modbus RTU-n, 19600 8N1 portbeállítás mellett, a PC COM1 portján (majd RS485 konverteren) keresztül:
modpoll -a 8 -r 670 -c 4 -l -0 -b 19200 -p none -4 5 COM1
A többi beállítás default értéken van hagyva, ill. RS485 / Modbus RTU esetén szükségtelen. Ez a segédprogram - mint a weboldala is említi - egy master-szimulátor, vagyis az ezt futtató géppel csak slave(ek) fűzhető(k) össze. Képes a kiolvasott n*16-bites word-öket más adatformátumra gyúrni, ill. felcserélhetőek vele a nem szokványos sorrendű (big-endian) 32 bites integer v. lebegőpontos formátumok adatszavai. -
kip.kop
csendes tag
Na talaltam 1 demo programot (ModbusPollSetup.exe - http://www.modbustools.com/download.asp) ami ki tudta olvasni a register (03 es 04) egy reszebol az ertekeket. De nem tudom hogyan kell parameterezzem a modpoll.exe -t , hogy vele is ki tudjam olvasni az ertekeket (http://www.modbusdriver.com/modpoll.html).
-
kip.kop
csendes tag
Le vannak irva benne (csatolna'm is a doksit ha lehetne). Az volt az utobbi idoben a problemam, hogy kiprobaltam a neten elerheto nagyon sok modbus-os komunikacioval kapcsolatos programot (ahogy irtad skennelo programot, stb.), de nem tudtam semmifele kapcsolatot letrehozni (lehet hogy interfeszi kapcsolat letrejott, de nem vagyok biztos benne). Ket fele modot is hasznaltam: PC RS242 (COM1,COM2) -> konverter RS242/RS485 -> LG35(modbus) es PC USB -> konverter USB/RS485 (COM3) -> LG35(modbus). Gondolom ha nem is tudnam melyik regiszterben mit tudok kiolvasni, akkor is valamit ki tudnak kiolvasni a "04 - Read Input Registers" es a "03 - Read Holding Registers"-bol. Nem? A "01 (0x01) Read Coils" es a "02 (0x02) Read Discrete Inputs" mire jo? Ezzel a 4-gyel talalkoztam az ingyenes vagy demo scanner programoknal.
-
Szirty
őstag
Helló w3dzz!
"Mivel lenne másabb ez a megoldás mintha a bemeneti kombinációtól függően egy bináris értéket viszek egy merker szóba és nem tömbből"
Egy problémára rendszerint több megoldás is létezik. Meg kell találni azt, amelyik az adott körülmények között a legmegfelelőbb.
Az iskolában oktatnak különböző programozási módszereket, amik birtokában a fenti döntés könnyebb lehet.
Nekem úgy tűnik, hogy amit szeretnél az az egyik ilyen "iskolai módszer" alkalmazása. Én Jelenleg nem látom a feladatot, többet nem tudok mondani. -
And
veterán
válasz
kip.kop
#1439
üzenetére
"Ugy ertsem, hogy ha PLC-vel osszekotom, akkor lehet hogy nem is kellenek a bovebb informaciok a reszletekrol es olvasni tudja a me'rt ertekeket a PLC."
Ha ez kérdés akart lenni, akkor a válasz: nem. A modbus alapvetően adott regiszterek (általános célú memóriacímek vagy I/O-k) írásáról és olvasásáról szól, így ha olvasni szeretnénk egy adatot egy slave-ből, akkor nem árt tudnunk, hogy mely címen érjük el a kívánt adatot, és azt milyen formátumban kapjuk. Ha van doksid, ezek az infók biztosan le vannak írva benne. -
#1448
 Csakénvagyok
őstag
Csakénvagyok
#1371
Csakénvagyok
őstag
Csakénvagyok
#1371
Csakénvagyok
őstag
válasz
 Csakénvagyok
#1371
üzenetére
Csakénvagyok
#1371
üzenetére
Vegre megszuletett az eredmeny, gondoltam ide is beirom, hatha masnak is segit.
Ujra nulla poziciora kelett alitani, viszont mivel volt also es felso vegallas szenzor, ezt automata modon nem tette meg. A megoldas az volt hogy fizikailag kiszedtem ( ezt viszont meglehetett volna olnani parameterekbol is)a a vegallasszenzorokat.
-
-

w3dzz
csendes tag
Szia Szirty!
Ha az ütemváltást nem az időzítőre akarom bízni, hanem a bemeneti jelek megváltozásához, akkor pl a bemeneti szót össze kell hasonlítani 2 az n-iken bináris értékkel? Ha egy ütemben szükség van merker bitre vagy időzítőre az használható megoldás lenne, hogy miután kiderült melyik bemeneti kombináció az aktuális, egy ehhez a kombinációhoz rendelt programrésze ugrik, ahol a merkerek előállítása történik és csak aztán viszi a #Tabla megfelelő elemét a kimenetekre? Létradiagramban van rá lehetőség, hogy felsorolás szerüen meglehessen adni a tömb elemeinek értékét?
Üdv.
-
Szirty
őstag
Hali w3dzz!
"Hogyan lehet létradiagramban tömböt létrehozni?"
Létradiagramban sehogy. Ott nem tudod létrehozni.
Előre kell deklarálni.
Vagy a TEMP lokális változó területen hozod létre egy FC vagy FB blokkban, vagy DB-ben:
Vagy FB-ben a STAT lokális változóterületen.
Vagy egy DB-ben csinálsz tömböt:

Hivatkozni pedig így tudsz rá (létrában is):

-
Szirty
őstag
Hali w3dzz!
"Sorrendi feladatok megoldására találtam egy megoldást [itt] , és azt szeretném tőletek megkérdezni, hogy ezt létradiagramban is meglehet e oldani?"
Igen.
Elvileg minden megoldható létrában ami STL-ben, csak sokszor máshogy és nem is mindig érdemes...
Egyébként sok PLC-nek van eleve szekvenciális programozási módszere, amit erre találtak ki (S7 300/400-nál ez a Graph)."Hogyan lehet létradiagramban tömböt létrehozni?"
És miért nem írtad le milyen PLC?
Ez olyan, mint ha azt kérdeznéd, hogy az autóban nyitható-e a vezető ülésből a csomagtartó. -
kip.kop
csendes tag
Idokozben kiderult, hogy letezik Modbusos valtozat. Kaptam errol a Modbusos valtozatrol valamilyen leirast pdf-ben.
 Meg nem tudom mit kezdjek vele, de remelhetoleg idovel megtudom.
Meg nem tudom mit kezdjek vele, de remelhetoleg idovel megtudom.  Ugy ertsem, hogy ha PLC-vel osszekotom, akkor lehet hogy nem is kellenek a bovebb informaciok a reszletekrol es olvasni tudja a me'rt ertekeket a PLC. PLC a cel, de arra gondoltunk, hogy egyszer PC-n konnyebb lesz, de ahogy te mondod, akkor sokkal nehezebb a PC-n.
Ugy ertsem, hogy ha PLC-vel osszekotom, akkor lehet hogy nem is kellenek a bovebb informaciok a reszletekrol es olvasni tudja a me'rt ertekeket a PLC. PLC a cel, de arra gondoltunk, hogy egyszer PC-n konnyebb lesz, de ahogy te mondod, akkor sokkal nehezebb a PC-n.  Akkor az lesz a kovetkezo kerdes, hogy mi szerint valasszuk ki a PLC-t. Ugy emlekszem valaki irta itt, hogy egyik PLC tipusnal a Modbus forditva csinalta vagy ertelmezte a CRC-t, vagy valami ilyensmi? Vagy a kutyuje volt ilyen amit akart csatlakoztatni?
Akkor az lesz a kovetkezo kerdes, hogy mi szerint valasszuk ki a PLC-t. Ugy emlekszem valaki irta itt, hogy egyik PLC tipusnal a Modbus forditva csinalta vagy ertelmezte a CRC-t, vagy valami ilyensmi? Vagy a kutyuje volt ilyen amit akart csatlakoztatni? 
-
And
veterán
válasz
kip.kop
#1437
üzenetére
Le kellene tisztázni, hogy valójában milyen protokollal működik az a rendszer. Ha tényleg modbus-szal (vagy az a 'titokzatos' Kilnbus is valamilyen modbus-szerű képződmény), akkor is kellenek bővebb információk a részletekről: milyen formátumban olvasható az adat a mérőegység(ek)ről, az melyik belső regisztercímen érhető el, stb. Ha ez megvan, akkor lehet tovább lépni. Ráadásul első körben PLC-t említettél, utóbb meg már PC-t, mint lekérdező egységet / mastert (persze az egyik nem zárja ki a másikat). PLC esetén egyszerűbb a helyzet, rengeteg kisebb PLC (akár némelyik programozható relé is) támogatja a modbus-t, vagy olcsó kiegészítővel képes lehet erre. De léteznek pici megjelenítők, terminálok, amelyek szintén tudnak modbus-on adatokat kérdezni. Ha közvetlenül PC-n kell megjeleníteni / tárolni az adatokat, akkor vagy magadnak kell megírnod a szükséges alkalmazást, vagy használhatsz valamilyen fizetős modbus scanner programot, esetleg drágább SCADA-rendszert. Utóbbival már elég sok funkció megvalósítható, de ezek a programok nem feltétlenül olcsók.
-
kip.kop
csendes tag
And! Koszi szepen a valaszt, mar ennyivel is tisztabban latok
Azt szeretnem kerdezni, hogy van valami progi amivel tudom fogadni az adatokat szamitogegre (PCre). Most ezt nem latom tisztan, lehet hogy hulyeseget kerdek, de szeretnem latni, hogy mi erkezik meg a Modbus-on, ha lehet szeretnem tudni bit szitjen mi erkezik meg es hogyan, es csak ugy is, hogy csak a lenyeget (tobb analog szondatol kuldi digitalisra atalakitva az ertekeket) lassam .
Koszonom
-

natec
tag
Tisztelt dekorn!
Omron NS5-SQ10-V2 terminált, USB A-B kábelllel a terminál SLAVE csatlakozóján kersztül a számítógéphez lehet csatlakoztatni. Én CX-Designer 3.1 OMRON programmal igy le tudtam menteni és igy is lehet programozni. Feltételezzük, hogy a terminálba töltött program nincs jelszóval védve.
A CJ1M-CPU11 PLC -t én CS1W-CN226 kábellel szoktam csatlakoztatni a számítógéphez RS232 porton keresztül és CX-Programmert használok az OMRON PLC -k programozásához. (Itt sokmindent megtalálsz az OMRON eszközökkel kapcsolatba.)ui. A használt windows oprendszer nem lehet 64 bites mert az OMRON programokhoz nincsenek 64 bites driverek.
-
dekorn
csendes tag
Kérlek segítsetek nekem abban, hogy van egy Omron SYSmac CJ1M CPU11 kis plcénk és annak az RS232C csatijára egy RS422/485 átalakítóval rá van kötve egy Omron NS5-SQ10-V2 interactive display, nekem ennek a plc-nek és a kijelzőnek a programjáról kellene egy backup-ot csinálnom. sajnos a PLC-ben nincs az erre szolgáló CF kártya és ha jól láttam a kijelzőben se volt. Tulajdonképpen azt már kiderítettem , hogy a plc-hez való csatlakozáshoz kellene nekem egy CS1W-CN118 tipusú programozó kábel , de display az nem tudom hogy lejön-e egybe vele. Sajna inkább csak Siemenssel volt eddig dolgom , bár azzal se régen foglalkozom .
Előre is köszönöm a segítséget -
And
veterán
válasz
kip.kop
#1431
üzenetére
A Modbus-ról itt olvashatsz bővebben: [link], de általában a Modbus-t támogató PLC-k dokumentációja is jól használható segédletnek, hisz utóbbiak a konkrét PLC-típusra jellemző paraméterezést is megadják.
RS485: Kicsit kevered a protokoll és az átviteli közeg fogalmát. Az RS-485 nem határoz meg protokollt, pusztán a busz fizikai jellemzőit definiálja. Egyes protokollok - a Modbus is ilyen - pedig nincsenek közeghez kötve, éppúgy működhetnek RS485-ön, mint RS232-n, etherneten (TCP-csomagban), vagy akár másfajta adatvonalakon.
Erről a bizonyos KilnBus protokollról pedig úgy látom, minimális elérhető információ van, eléggé 'háziszabványnak' tűnik. A rendszerelemekről szóló gyors adatlap alapján RS485 ill. -232 alapokon létezik, de bővebb leírást nem igazán adnak. -
kip.kop
csendes tag
En nem ertem, hogyan mukodik a RS485 es Modbus komunikacio, ilyennel en nem foglalkoztam meg. Honnan lehetne hozzajutni hasznalhato dokumentaciohoz amibol meg tudnak ismerkedni tobbek kozt ezzekkel a protokolokkal es mukodesukkel.
Van egy Holzmeister Timber kiln dryer controller LG25 - digital measurement unit, ami Kiln Bus -on kuldi a digitalisan a mert jeleket a rendszer tobbi reszehez. Ez, nem tudom pontosan, de azt mondjak, hogy RS485-os vagy Modbus protokolon komunikal.
Ami a dolgom az, hogy kivalasszam melyik protokoll a legjobb nekunk ahoz hogy ez a digitalis meromuszer tudjon komunikalni egy majd kivalasztott PLC-vel (hogy milyen, gondolom most attol fog fuggni, hogy melyikkel lehet felallitani a rendszert). Es majd, amihez egyaltalan nem ertek, felallitani a beolvasast a PLC-be a meromuszerbol.
Elore is koszonom, surgosen varom a valaszt.
-
Szirty
őstag
válasz
Dezsi82
#1427
üzenetére
Hali Dezsi82!
Ezt magamnak csináltam. Arra használom, hogy ha itthoról kell elérni a neten keresztül a rendszert, akkor legalább nagyjából lássam mit csinál éppen a gép.
Persze a gép többi részéről is van ilyesmi ábra, több képernyőn.
Így jobban lehet látni mi milyen helyzetben van, mint ha a programban tekeregnék.A helyszínen nincs rá szükség, ott élőben látszik mi van
-
norcee
csendes tag
Szia Szirty!
"Ha valaki kívánja csinálok róla videót
No ne azért hogy tényleg létezik, hanem hogy mire is jó..."Ha nem lenne nagy kérés raknál fel egyet? Sokat segítene eldönteni, hogy hol van a célszerűség határa.
Kielégítő megoldás lenne a szalagon szállítást úgy ábrázolni, hogyha megérkezett a munkadarab ott terem a szalag elején, a szalag alá teszek egy motort és amíg hozza befelé addig zöld a háttere, hiba esetén pirossal villog, ha elérte a végcélt a munkadarab átugrik a szalag végére?-norcee
-
Szirty
őstag
válasz
Dezsi82
#1420
üzenetére
Hali Dezsi82!
"Egyeseknek valami bonyolultabb, másoknak meg más."
Én nem arra gondoltam, hogy Pista nem érti és az neki bonyolult, akkor csináljuk egyszerűen, hogy értse. Hanem arra, hogy ha van egy feladat, amire több megoldás is kínálkozik, akkor egyértelműen eldönthető, hogy a több megoldás közül melyik az egyszerűbb. Teljesen függetlenül attól, hogy kinek mi a bonyolult.
"A konkrét példánál maradva én sem csinálok ilyen esetben mozgó képmegjelenítést, inkább valahogy máshogy jelzem a köztes állapotot, mondjuk színnel."
Amit írtam azt úgy értettem, hogy amikor a gép egy mozgó részének helyzetéről csak olyan információ áll rendelkezésre a rendszerben, hogy elöl van, hátul van vagy a két helyzet között van "valahol", (vagyis véghelyzet érzékelők vannak csak, pl. egy munkahengeren) akkor nem érdemes olyan megjelenítést készíteni, ami a két véghelyzet közötti helyzetet is igyekszik ábrázolni.
Teszem azt pl. egy számlálót időre növelni, amikor a munkahengernek bekapcsolja a program az előre irányát, hogy látsszon a folyamat ábrán hogy hol tart, mert a folyamat ábrán a munkahenger helyzetét hozzárendeljük a fiktív helyzethez, ami a számlálónk.
Na ez okozhat félreértést, mert a rendszer HAMIS információt jelenít meg a gép egy részének adott helyzetével kapcsolatban. Hiszen az csak puszta feltételezés, hogy amikor a munkahengert a program előre küldi, akkor az megy is előre, mivel arról konkrét információja nincsen a rendszernek. Mégis azt jelzi ki, mint ha lenne.Más a helyzet egy szervóhajtással vagy egy olyan mozgással, amiről van megtett út információ (akár csak egy egyszerű induktív végállás és fogas tárcsa formájában). Ott lehet értelme a köztes pozíció megjelenítésének!
"Amennyiben a mozgásról nincs pontos pozíció információ, akkor nem szabad olyan megjelenítést választani, ami ezt pótolni kívánja, mert nagyon félrevezető.
És ez nagyon igaz"Igen erre gondoltam! Amit írtam erről szól.
Az animation / movement lehetőséggel semmi bajom. Azt csak azért említettem, mert tökéletesen folyamatos mozgás megjelenítésére nem alkalmas. A Flexible nem arról szól, hogy full realisztikus 3D látványt adjon a rendszerről, de pozíció megjelenítésére tökéletesen alkalmas. Használom én is.
Ha valaki kívánja csinálok róla videót No ne azért hogy tényleg létezik, hanem hogy mire is jó... -
Dezsi82
tag
válasz
Dezsi82
#1420
üzenetére
Helyreigazítás:
Viszont egy Simatic MP simán elvisel ennyi animációt, különben nem lenne az objektumoknak Movement animációja.Amennyiben a mozgásról nincs pontos pozíció információ, akkor nem szabad olyan megjelenítést választani, ami ezt pótolni kívánja, mert nagyon félrevezető.
És ez nagyon igaz -
Dezsi82
tag
Szia Szirty!
Az esetek túlnyomó részében tényleg az egyszerűbb a jobb (nem is tudnék példát mondani az ellentettjére ). De ez szerintem nézőpont kérdése, ráadásul személyfüggő.
Egyeseknek valami bonyolultabb, másoknak meg más.
A konkrét példánál maradva én sem csinálok ilyen esetben mozgó képmegjelenítést, inkább valahogy máshogy jelzem a köztes állapotot, mondjuk színnel.
Ugyanakkor egy ilyen feladatban szerzett tapasztalat hasznos lehet egy bonyolult feladat egyszerűbb megoldására.
Ráadásul ha a karbantartási szempontot nézzük, akkor egy ilyen programot nehezebb is másnak módosítani, mint aki megírta.
Viszont egy Simatic MP simán elvisel ennyi animációt, különben lenne az objektumoknak Movement animációja.
És ráadásul nincs mit tenni, ha a megrendelő azt mondja, hogy ő szeretne ilyen "parasztvakítás"-t
Persze minden mondat után egy "szerintem". -
norcee
csendes tag
Szia Szirty!
A szakdolgozattól még messze vagyok, a suliban majd csak jövőre kezdünk el PLC-vel foglalkozni, ez egy ilyen önfejlesztő project. Először arra gondoltam, hogy egy lebutított felülnézeti képet rajzolok, de tényleg az volt a baj, hogy nem tetszett, de ezzel most lehet átestem a ló túloldalára. Megpróbálok keresni egy köztes megoldást.
-norcee
-
Dezsi82
tag
válasz
Dezsi82
#1414
üzenetére
Szia!
Eszembe jutott valami. A folyamatos mozgatásnál van egy olyan gond, hogy ugyebár 50 Hz kellene. Ezzel az a gond, hogy az 50 pixel/s.És hacsak nem hatalmas képernyőd van, és gyors pályád, akkor nem fogsz kiférni.
Úgyhogy lehet, hogy ezt a részt hagynod kellene ahogy van, hadd szaggasson. -
Szirty
őstag
Hali norcee!
""rra gondoltam az előbb, hogy pl egy munkahenger ahogyan tolja kifelé a munkadarabot és folyamatosan egy picit mozdul a munkadarab a henger hossza pedig ugyanannyival növekszik."
Számtalan gyakorlati példa igazolja, hogy az ilyen megjelenítés nem praktikus és nagyon félrevezető. Ugyanakkor rendkívül látványos (úgy érzem a te eseteben ez a legfontosabb).
Amennyiben a mozgásról nincs pontos pozíció információ, akkor nem szabad olyan megjelenítést választani, ami ezt pótolni kívánja, mert nagyon félrevezető.Bár ha vizsgára, diplomamunkához, szakdolgozathoz kell, akkor miért ne?
Ezeknél nem számítanak annyira a gyakorlati szempontok. -
Szirty
őstag
válasz
Dezsi82
#1409
üzenetére
hali Dezsi82!
"Ha jól tudom a mozgókép legalább 50 Hz kell, hogy legyen, úgyhogy ha folyamatosabbat szeretnél, akkor legyen nagyobb a frekvenciája a frissítésnek."
Teljes mértékben felejtős.
A WinCC Flexible nem erről szól. Minimális változó frissítési intervallum: 100ms.
Nem realtime grafikai monitorozásra találták ki. -
Dezsi82
tag
Nem, nem az kell hozzá. Igazából nem kell semmi.
A screens alatt 5-tel van olyan, hogy scripts.
Ott létrehozol egy scriptet, amit aztán futtatsz. Ezek a sriptek VBA alapúak. Nem kell letölteni semmit.
Úgy van hogy
-Screens
-Communication
-Alarm management
-Recipes
-Historical Data
-Scripts
-Reports
-...Mivel VBA alapú ilyen scriptet még notepadban is írhatsz a saját PC-dre. Megírod a scriptet, átírod a kiterjesztést VBS-re és már futtható is.
-
-
Dezsi82
tag
Szia!
Igazad van, tényleg nem lehet lejjebb venni. Akkor esetleg ezt a kódot javaslom, scriptbe:
While HmiRuntime.ActiveScreen.ScreenItems("Rectangle_1").Left < Celpoz do HmiRuntime.ActiveScreen.ScreenItems("Rectangle_1").Left=HmiRuntime.ActiveScreen.ScreenItems("Rectangle_1").Left+Lepeskoz
Wend
True helyett a mozgás feltétele kellene. A Celpoz a bal oldal kívánt értéke, a Lpeskoz, pedig az, hogy mennyi pixelt ugorjon egy lépésben. -
Dezsi82
tag
Sok kis téglalapot rakok egymás mellé aminak a függőleges méretét 1-re állítom és ezeket egymás pozícionálom majd a fent írt változó egy-el nagyobb értékénél jelennek meg. Erre esetleg tudnátok egy kevésbé szöszölős megoldást?
Ha sikerült megértenem, akkor az talán egyszerűbb lenne, ha vagy egy bar-t használnál, csak akkor ugye a bar üres része ott fog maradni, vagy egyszerűbb az is, ha rajzolsz egy téglalapot, aminek a magasságát a már említett VBA scriptből írod.
Én pl így módosítom egy téglalap magasságát:
HmiRuntime.Screens("Main").ScreenItems("Rectangle_1").Height=160+SmartTags("RectHeight")
A tag ami beállítja a magasságot az a RectHeight, a téglalap neve, pedig Rectangle_1, és a Main képernyőn van -
norcee
csendes tag
válasz
Dezsi82
#1409
üzenetére
Szia Dezsi!
Köszi a segítséget!. Megtaláltam, hogy "magától" átváltsa a screent. Arra gondoltam az előbb, hogy pl egy munkahenger ahogyan tolja kifelé a munkadarabot és folyamatosan egy picit mozdul a munkadarab a henger hossza pedig ugyanannyival növekszik. Az 50Hz az 20 ms, az Acquistion cycle kellene ennyire beállítani? 100ms nem enged kevesebbet.
-norcee
-
Dezsi82
tag
Szia!
Egy kicsit így is darabos a mozgás, meglehet valahogyan oldani, hogy folyamatos legyen?
Ha jól tudom a mozgókép legalább 50 Hz kell, hogy legyen, úgyhogy ha folyamatosabbat szeretnél, akkor legyen nagyobb a frekvenciája a frissítésnek.
Arra van e valamilyen megoldás, hogy a következő screen magától jelenjen meg ha a változó értéke egy beállított értéket elért?
Ha rákattintasz a tagre, akkor ha jól emlékszem van olyan esemény, hogy onchange, high limit, low limit. Beállítod, hogy mondjuk high limitre egy ActivateScreen-t a kívánt képernyővel
Az még fontos, hogy ha azt szeretnéd, hogy ez minden képernyőn megtörténjen,akkor a tag frissítését tedd át folyamatos figyelésre
Erre esetleg tudnátok egy kevésbé szöszölős megoldást?
Nekem nem világos teljesen, mit szeretnél, de ha értesz egy picit a VBA nyelvhez, akkor tudsz írni scriptet, és abban elég sok mindent meg lehet oldani, de sajna nem mindent. -
norcee
csendes tag
Heló!
WinCC Flexxible RT-vel szeretnék egy megírt programhoz valamilyen szemléltetést készíteni. Egy munkadarab a megérkezése után egy szállítószalag szerű behordón jön befelé. A folyamatos mozgásra azt a megoldást sikerült találni hogy egy 100ms-os négyszögjel felfutó éleikor hozzáadok egyet egy 0 kezdőértékű változóhoz aminek 0-200 értéke között teszi meg az utat és 100ms a lekérdezési idő. Egy kicsit így is darabos a mozgás, meglehet valahogyan oldani, hogy folyamatos legyen?
Ha a munkadarabot pl. felülről 45 fokos szögből nézem több megmunkáló eszköz mellett megy el. Ha megjött a munkadarab bebillen egy merker bit és a szalag elején megjelenik a munkadarab. Amíg mozog történik a megmunkálás és részek vesznek el belőle. Arra gondoltam, hogy megnézem mennyi idő alatt ér a megmunkáló eszközhöz, az eltűnő részt több kisebből rakom ki és azoknak a láthatósági idejét lineárisan növelném, de a láthatóság már hozzá volt rendelve hogy jelenjen meg. Arra van e valamilyen megoldás, hogy a következő screen magától jelenjen meg ha a változó értéke egy beállított értéket elért?
Sok kis téglalapot rakok egymás mellé aminak a függőleges méretét 1-re állítom és ezeket egymás pozícionálom majd a fent írt változó egy-el nagyobb értékénél jelennek meg. Erre esetleg tudnátok egy kevésbé szöszölős megoldást?--norcee
-
dekorn
csendes tag
Hali!
Tud nekem valaki segíteni , hogy esetleg valahonan le lehet-e tölteni vagy honnan lehet beszerezni a SIMATIC Microbox PC 427B - hoz való backup software-t , azt olvastam egy leírásban hogy ez a SIMATIC PC/PG Image Creator , vagy pedig mással is lehet mentést csinálni esetleg? Ja és nm tudjátok Hogy a Mitsubishi Fx3U-16M hez való programozókábelnek mi a száma ami alapján beszerezhetem? Előre is kösz mindenkinek
-

plajos
aktív tag
válasz
 -Tulip-
#1402
üzenetére
-Tulip-
#1402
üzenetére
Ha nem akarsz barkácsolni akkor [itt] vehetsz s5 tty kábelt 21.970 Ft-ért.
Ha van soros port a laptopodon akkor bátran ajánlom. Én is itt vettem eddig többfajta s5-el tudtam kommunikálni. Használható a DOS-os Step5-el és az S5-S7 for Windows-al is. Az adatsebességre max. 19200 bps-t írnak, tapasztalatom szerint 9600-al használható csak üzembiztosan. -
Szirty
őstag
válasz
-Tulip-
#1402
üzenetére
Helló -Tulip-!
"néztem a honlapod is a válaszért, de nem találtam)"
Az oldal S7-300/400 PLC-vel foglalkozik.
"A programokból létezik szerinted olyan, amit legálisan is be lehet szerezni elérhető áron?"
Az S5 for win ára kb 166000 Ft
IBH-nál online shop-ban meg lehet venni.
A Step5 nem tudom mennyi, de nem hinném hogy olcsóbb.Kábel vásárlással kapcsolatban küldtem ehyg helmholz-os linket, nézd meg. A Helmholz-nak van magyar képviselete is.
Egy gyári S5 programozó kábel kb. 20-30e Ft. -

-Tulip-
csendes tag
Köszi, Szirty, tudtam, hogy Rád számíthatok!
 (Több fórumon is láttam, hogy PLC témában mindig az élen vagy, néztem a honlapod is a válaszért, de nem találtam)
(Több fórumon is láttam, hogy PLC témában mindig az élen vagy, néztem a honlapod is a válaszért, de nem találtam)Naszóval, így nem tűnik problémásnak a dolog... elsőre sokezer forintos költséget vízionáltam, de ezekszerint mégse. A kábelről találtam rajzot, az útmutatásod alapján, úgy néz ki az olcsón összehozható. Nem tudsz esetleg valakit, aki itt magyarországon árulna ilyent, akár használtat is? (Arra az esetre ha mégse lenne kedvünk barkácsolni...
) Vagy neked nincs esetleg felesleges darab?A programokból létezik szerinted olyan, amit legálisan is be lehet szerezni elérhető áron?
-
Szirty
őstag
válasz
-Tulip-
#1400
üzenetére
Hali -Tulip-!
"Van egy Siemens S5, amit programozni kellene. Milyen szoftverre és hardverre lenne ehhez szükség"
S5-höz az eredeti Siemens szoftver neve STEP5. Ez egy DOS alatt futtatható program.
Windows (Win2k/XP) DOS ablakban is fut, de ha a gépen nincs valódi soros port, csak pl. USB-s, akkor egy patch kell hozzá, hogy képes legyen USB-n kommunikálni.
A másik az S5 for Windows. Az IBH Softec kreálmánya, S5WIN-nek is nevezik. Ez ahogy a nevében is benne van, Windows-os program.
Van még egy nagyon régi DOS-os cucc amiről tudok, de a neve nem jut eszembe.
Egy RS232 - TTY (AS511) adapterkábel kell hozzá és a PC-n kell hogy legyen egy RS232-es soros port. A kábel egy optocsatolós-áramhurkos leválasztást biztosít, vagyis egy egyszerű elektronika van benne, könnyen utánépíthető.
Kapni is lehet, sok cég utángyártja. Pl. Helmholz
De ha rákeresel sokat találsz.





















 . Szépen látszónak az előbb említett regiszterek, pl. a 7-es "DigitalT" értéke 289, vagyis 28.9 °C. Az 1..3 számú "Offset", "Baud rate" és "Data stream" regiszterek default értékei is jelen vannak: 64, 6, 2.)
. Szépen látszónak az előbb említett regiszterek, pl. a 7-es "DigitalT" értéke 289, vagyis 28.9 °C. Az 1..3 számú "Offset", "Baud rate" és "Data stream" regiszterek default értékei is jelen vannak: 64, 6, 2.)










 Ugy ertsem, hogy ha PLC-vel osszekotom, akkor lehet hogy nem is kellenek a bovebb informaciok a reszletekrol es olvasni tudja a me'rt ertekeket a PLC. PLC a cel, de arra gondoltunk, hogy egyszer PC-n konnyebb lesz, de ahogy te mondod, akkor sokkal nehezebb a PC-n.
Ugy ertsem, hogy ha PLC-vel osszekotom, akkor lehet hogy nem is kellenek a bovebb informaciok a reszletekrol es olvasni tudja a me'rt ertekeket a PLC. PLC a cel, de arra gondoltunk, hogy egyszer PC-n konnyebb lesz, de ahogy te mondod, akkor sokkal nehezebb a PC-n. 
 Én egyszer próbáltam, mert valami gond volt az USB interface-szel, de soha többet.
Én egyszer próbáltam, mert valami gond volt az USB interface-szel, de soha többet. 





 (Több fórumon is láttam, hogy PLC témában mindig az élen vagy, néztem a honlapod is a válaszért, de nem találtam)
(Több fórumon is láttam, hogy PLC témában mindig az élen vagy, néztem a honlapod is a válaszért, de nem találtam)Új hozzászólás Aktív témák
- BESZÁMÍTÁS! VALVE Steam Deck LCD 512GB SSD kézikonzol garanciával hibátlan működéssel
- BESZÁMÍTÁS! ASUS ROG XBOX Ally X 24GB/1TB kézikonzol garanciával, hibátlan működéssel
- BESZÁMÍTÁS! Nintendo Switch OLED 64GB játékkonzol garanciával hibátlan működéssel
- BESZÁMÍTÁS! Microsoft XBOX Series X 1TB SSD fekete játékkonzol extra kontrollerrel garanciával
- BESZÁMÍTÁS! Sony PlayStation 4 PRO 1TB fekete játékkonzol extra játákok garanciával hibátlan működés
- GYÖNYÖRŰ iPhone 14 Plus 256GB Midnight -1 ÉV GARANCIA - Kártyafüggetlen, MS4526
- 245 - Lenovo LOQ (15IRX9) - Intel Core i7-13650HX, RTX 4060 (ELKELT)
- Dell Latitude 5430 14" Touchscreen i5-1235U 32GB 512GB 1 év garancia
- Dell XPS 15 9500 - 15,6" hibás kijelző, i7 10750H, 8GB RAM, Nvidia GTX 1650 Ti 4GB VGA
- PC /i5-3470/8GB/
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest