Új hozzászólás Aktív témák
-

TanisG
csendes tag
Sziasztok!
SIEMENS PLC programozáshoz szeretnék MPI adaptert vásárolni.
Az alábbit találtam:6ES7972-0CB20-0XA0
A kérdésem csupán annyi lenne, hogy ez mennyire korszerű .. esetleg van ennél újabb vagy jobb?
Lényegében az elvárásom csak annyi, hogy USB-n keresztül tudjon csatlakozni.Használ-e valaki Helmholz kommunikációs adaptereket? Ha igen mennyire megbizható a működésük?
Köszönettel:
TanisG -

Szirty
őstag
Helló Onishi!
Szóval az alábbiak:
Delock 61147 USB - Ethernet átalakító (1. Link)
LevelOne USB-0401 USB 2.0 átalakító Gigabit Ethernet-re (2. Link)
USB LAN Ethernet adapter konverter átalakító (4. Link)semmiképpen nem jók, mert ezek mindegyike egy USB-s hálózati adapter PC-hez (pontosabban Windows-hoz). Ez azt csinálja, hogy a hozzá adott szoftvert (drivert) windows-on használva a windows-ban egy virtuális hálózati adaptert realizál és a PC hálózati forgalma ezen keresztül mehet a gépbe ki és be.
Más szóval ez olyan PC-hez való hálózati "kártya" amit USB-n keresztül csatlakoztathatsz a PC-be.
Ezt PLC-vel (és semmilyen más eszközzel) nem tudod használni, hiába van az eszközön USB, mivel a hálózati forgalom megvalósítását javarészt szoftver végzi, ami csak PC-n fut.Ezeket bedugni se nagyon tudnád az USB-s PC adapterbe, mert azon B-s USB aljzat van, ezeken meg A-s USB dugó. Persze átalakítóval bedughatnád, de attól nem fog működni.
Ráadásul a PC adapter megtáplálni sem fogja az eszközt 5V-al (a PC USB-jén van 5V tápfesz, ezek az eszközök arról üzemelnek).USB WiFi adapter, 150Mbps, antennával (Link)
Ez meg ugyanaz mint a fentiek, csak nem réz, hanem vezeték nélküli adapter. Tehát olyan WiFi LAN "kártya" PC-hez, amit USB-be kell csatlakoztatni.
Ez pedig:
USB - USB Over RJ-45 (UTP) 45m. extender (3. Link)
szintén nem jó, mert ez csak annyit tesz, hogy meghosszabbítja az USB portot UTP kábel segítségével max. 45 méteresre. Szerintem ennek semmi köze az ethernethez és vagy a TCP/IP-hez, ezt csak elszeparált UTP kábelen tudod vezetni (nem kötheted routerre switch-re PC-re stb). Egyszerűen csak annyi előnye van, hogy könnyen beszerezhető, olcsó UTP kábelt használhatsz az USB megtoldásához.S7 PLC MPI-t egy PC-hez etherneten csak megfelelő gateway segítségével tudsz csatlakoztatni.
Ilyeneket gyártanak többen. Pl. Helmholz akiknek van magyar képviseletük (AD-DA kft) és még sokan mások. Ezek között a találatok között nézz szét.Megoldás lehet még egy RS232 PC adapter, amit RS232-Ethernet átalakítóra kötsz (de ezt már említettem)
Sajnos ez lassú eléggé, de a HMI minden bizonnyal elég lenne. -

byte-by
tag
halo zumi24 !
ha gondolod, akkor beírhatod a memóriatáblába az értékeket , így ki tudod választani a megadott érték típusát.
ahogy Szirty is írta:
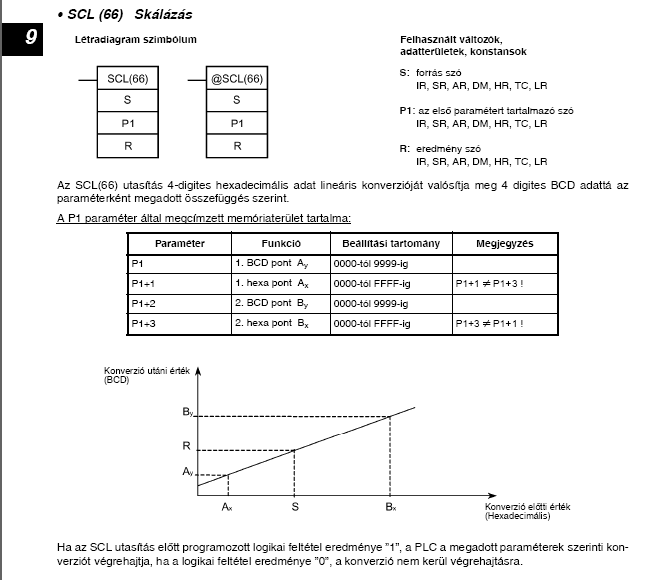
P1 : a kimenő érték minimuma BCD-ben, kiválasztod a BCD opciót, beírod az értéket.
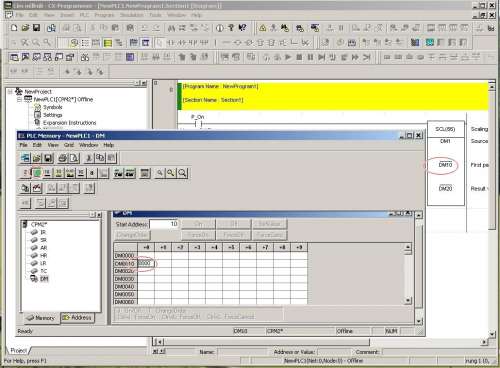
P1+1: a skálázandó minimuma hexában, kiválasztod az "16" opciót , beírod az értéket.
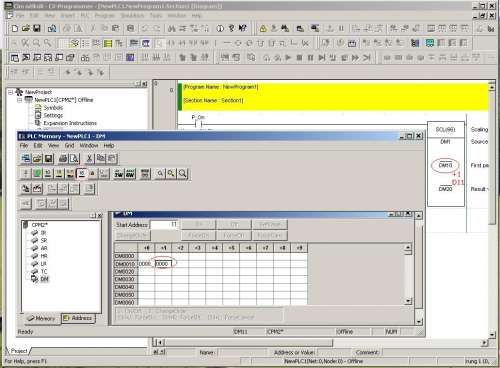
és így tovább.
P1+2: a kimenő érték maximuma BCD-ben,
P1+3 : a skálázandó érték maximuma hexában.az eredményt BCD-ben kapod, egész számként, de törtként kezelheted, az eredményben értelmezhetsz tizedes jegyet.(pl. #1234= 12,34 )
beírni online kapcsolatban tudsz, el kell menteni, és statikus lesz.
de vigyázz, mégis a legjobb, ha egy P_On (allways-on) feltétellel a PLC bekapcsolásakor az értékeket bemásolod a helyükre, figyelve a típusaikra.
byte-by
-

DP_Joci
tag
Sziasztok,
Köszönöm mindenkinek a hozzászólást.
Minek kell a keverőszelep kérdés bennem is felmerült, de lehet azért, hogy ha a tartály hőfokát meg kell emelni, akkor egyből lehet a kazán magasabban tartott vizéből elvenni és nem kell először a kazánban a víz felfűtésével az „időt” tölteni.
Az előre menő ágat tudnám hűteni egy hőcserélőn keresztül (áramszünet, vagy szivattyú hiba esetén), de mivel ebben az esetben a víz sem forog így a hőcserélő sem tudná hűteni a vizet, szóval a fűtőbetét tehetetlensége miatt tovább emelné valameddig a hőfokot.
üdv.
J. -
Onishi
tag
Sziasztok!
Siemens S7-300-as PLC-men csak MPI port van. Mindenképp Ethernetes helyi hálózatra kellene vele felcsatlakozni. Eléggé kezdőnek számítok a hálózati dolgokban így lenne pár ötletem, és egyben kérdésem is, hogy ez így megvalósítható-e. Programozás és HMI megjelenítés zajlana Etherneten keresztül.
Először is vennék egy MPI-USB-s programozó kábelt az mindenképp kelleni fog, ha programozni szeretném.
Akkor ehhez kellene egy USB-Ethernet átalakító. Többfélét is találtam, de nem igazán tudom melyik fajta lenne jó, és nem szeretnék mellényúlni.
Belinkelnék pár típust.
1. [link]
2. [link]
3. [link]
4. [link]
Gondolom az alábbi biztos nem lenne elegendő:
5. [link]
Esetleg Wifi-s megoldás elképzelhető szerintetek? Ugyanis a routerünkön van Wifi. Milyen kütyüvel lehetne megoldani? Mondjuk ilyennel?:
6. [link]Vagy esetleg létezik mondjuk olyan router amin van usb bemenet és akkor úgy zajlana a kommunikáció?
Bocs a hosszúságért, de tényleg tanácstalan vagyok az ügyben.
Köszönöm előre is a segítséget.
-
-

zumi24
csendes tag
Sziasztok !
Az lenne a kérdésem ,hogy adott egy OMRON CPM2-A típusú PLC egy változót szeretnék lineárisan skálázni. Én a SCL(66) utasításra gondoltam,működik is ,de ha a bejövő érték 100 fölé megy a kimeneti értékem hirtelen megugrik #166 -ra.
A paraméterei a következők :
P1 #0
P1+1 #0
P1+2 #165
P1+3 #FF
Én úgy gondoltam,hogy a bejövő érték 0-165 között van a kimenő meg 0-255 között.
Ha valaki tudja,hogy mit csináltam rosszul,vagy van valami ötlete ossza meg velem (velünk)előre is köszönöm.
-
-
byte-by
tag
halo coco2 !
aha,ez konkrét, így érthető,hogy mi a célod.
ha jellemzően max félnapig, vagy az átállást nem számítva kis lehetőséggel max 2 napig megy a gép, és ezt Te tudod, akkor nincs probléma.Szirty egy nagyon jó grafikont adott.
ahogy látom ez a hasznos termelési idő,a gép "hasznos kihasználtsága", amit OEE-nak is szoktak hívni.(Overall Equipment Effectiveness )
kicsit irigykedem , mert gorombán ócska gépekkel dolgoztam mostanában rendszeres 20-30 max. 50%-os OEE-vel.
de 90% fölött automata gépek nem rossz.byte-by
-

coco2
őstag
Köszönöm a válaszokat. Amit üzemi környezetből meg tudtam kérdezni, a gépeket jellemzően fél naponta azért állítják meg, mert másik termék darabot kezdenek gyártani, és átlag 2 naponta olyan is előfordul, hogy logisztikai gondok miatt stop. Egyébként jellegében azokra a gépekre gondolok, ahol szerszám csuk, anyag benyom, szerszám nyit, robot kar kiveszi a munkadarabot, és bevizsgálás után vagy selejtbe dobja, vagy helyére rakja. Ilyen gépeknél a termelési loggal kell megküzdenem, és problémákba ütköznék, ha azok túl hosszúra nyúlnának darabjaiban. A termelési log különben csak gyártás starton indul el, menet közben nem darabolódik. Akkor indul újra, ha akármiért is, de legalább egy másodpercre meg kellett állni, mert olyankor azt is újra kell indítani. Ha hónapos ciklusok is elő tudnának fordulni leállás nélkül, nagyon hosszúra tudna nyúlni az a log, és kicsit féltem, hogy esetleg gondjaim adódnának bizonyos szoftver licencelési korlátokkal. Ahogy a kapott válaszokat értékelem, ilyesminek maximum elméleti esélye lesz. Hála nektek, most egy kicsit nyugodtabb vagyok

-
Szirty
őstag
Hello coco2!
Nagyon függ a dolog a gép jellegétől és hogy mit csinál.
Van egy elméleti határ, amit a gép karbantartás igénye korlátoz (kopó elemek cseréje, hűtő, kenő folyadék csere, karbantartás, átvizsgálás stb.)
Ezt a határt technológiai körülmények is korlátozzák (pl. átállás másik termékre)
Korlátozzák továbbá a működés során fellépő működést akadályozó tényezők. Áramszünet, alapanyag hiány, meghibásodás, a soros berendezéseknél a megelőző vagy követő gépsor leállása, felakadás, torlódás, stb.Csináltam egy ábrát, ami valós. működő termelő gép üzem és állás idejét, kihasználtságát mutatja időben. Azt nem árulom el hogy pontosan milyen gép és mit csinál, de hátha így is reprezentatív lesz:
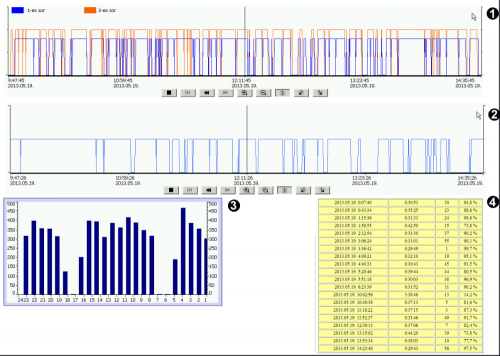
1. Két párhuzamos egyforma gépsor üzemideje az időben ábrázolva.
2. Prés gép (lágy anyaggal dolgozik) üzemideje
3. Az iménti présgép 24 órás produktuma órás bontásban. (az 1-2 órás szünet a műszakok közötti pihenő) de sokat ment a gép 3 műszakban is, amikor ilyen üzemszünet nincs)
4. Az 1-es grafikonhoz tartozó gépsor időbeni kihasználtságát mutató táblázat. Az egyes sorok az egységnyi mennyiségű termék feldolgozásához tartoznak, a feldolgozás kezdetét és az ahhoz szükséges időt is jelezve. Az utolsó oszlopban látható, hogy a feldolgozás ideje alatt milyen volt az üzemelés és állás egymáshoz viszonyított aránya.De van olyan berendezés is (Pl. kemence) amelyik 5 éve megy csaknem megállás nélkül. Csak áramszünet és gázhiány alkalmával áll meg néhányszor. A hibák kijavítása és karbantartás menet közben történik.
-
byte-by
tag
halo!
érdekes kérdés.működési ciklus általában van.fontos tényező.
ha valaki vásárol egy pl. fröccsöntőgépet , kap hozzá egy gyári leírást amiben megtalálható többek között a gépre jellemző folyamatos termelési üzemidő, és még nagyon sok más dolog.
de minden gépnél más, és illik szigorúan betartani.ha valaki lízingeli a gépet akkor meg pláne.
így az a kérdésre, hogy általában mennyi egy gép folyamatos termelésben lévő ciklusideje, szerintem a tervezés és a gép ismerete nélkül korrekt módon nem meghatározható, illetve meg van határozva a gyártó által.ha úgy van megtervezve pl. egy alumínium öntő gép, akkor a melegen tartó rész külön van , a gép csak annyit használ fel az alapanyagból amennyi az aktuális öntéshez kell.
így ha a gép előre nem tervezett hibára megáll a befagyás veszélye nem áll fenn.
fröccsöntőgépnél, ha a szerszám fűtését temperáló egységről oldják meg , akkor adott esetben minden fontos egység gyorsan cserélhető hiba esetén , ami esetlegesen rövidebb állásidőt eredményezhet.esetleg hasonló felépítésű, tervezésű,hasonló termék előállítására, megmunkálására alkalmas gép utasításából lehet következtetni , illetve meghatározni a folyamatos termelési ciklus idejét.
nem számítva az általad megjelölt problémákat.azt tudom, hogy egy Tetra TBA 8 -as UHT töltőgép 30 órát mehet(ne) egyfolytában nagyjából.
szigorú utasítások vannak a gyártó részéről a TPMS -re vonatkozólag.de ez élelmiszeripari gép, más szabályok vonatkoznak rá, mint egy pl. föcsi-gépre.
üzemidő szerint működik.
de van 15-25-35 perces átvizsgálás is, ami csekély idő, és a termékváltások idejébe bőven belefér, ezek 150-250 órás ellenörzések.
de pl. a 3000 (azt hiszem, esetleg 3500 vagy 5000 már nem emlékszem pontosan ) órás TPMS 6-8 óra hosszú.ez nem csak átvizsgálás, hanem állapottól függetlenül bizonyos alkatrészek cseréjét is jelenti.szóval hasonló gépek gyári utasításában kellene keresni a választ.
egy csatlakozókat gyártó cégnél Arburg fröcsigépek működtek, ahol csak a szerszámokat cserélték, illetve a temperálókat javították, ha gond volt.
magát a gépet alig tartották karban, ha nem kellett volna szerszámcserét végrehajtani, vagy nem lett volna néha meghibásodás, ment az volna napokon keresztül is.
de talán van itt olyan aki tudja, hogy egy hasonló gép konkrétan mennyit futhat megállás nélkül.byte-by
-
coco2
őstag
Hali!
Termelés gyakorlati kérdésem lenne. Termelő gépeknél (pld öntő és prés formákkal jellegében lágy munkadarabokat előállító gépeknél) milyen hosszúra tud nyúlni egy gép folyamatos üzemi ideje?
Gondolok itt arra, hogy felszerelik a szerszámot, ami nem fog elroncsolódni, nem fog elkopni, és nem fogy el a betáp nyersanyag, nem hibásodik meg a munkagép, nincsen áramszünet, és az üzemben is folyamatos munkaidő van 3 / 4 műszakban még ünnepnapokon is. Alkalmazott gyakorlat persze ritka lesz ilyen, de most a ritka eset érdekelne, ahogyan akár lehetne is. Elindítják a gépet, és megy. Menni is fog 7 / 24 / 365? Vagy jellemzően van valami kötelező ciklus idő, hogy minden mástól függetlenül akkor is le kell állítani, át kell vizslatni és ilyesmik. Van ilyen tényező a termelési gyakorlatban?
Köszönöm
-
Szirty
őstag
válasz
 sörösló
#3285
üzenetére
sörösló
#3285
üzenetére
Szia sörösló!
"Nem egyszerű az élet, de a robbanásveszély miatt nem lehet "tegyük fel" tényezőkkel operálni! Vagy fehér, vagy fekete. Nincs olyan hogy ha napkeltekor megszólal a feketerigó akkor megnézzük tüsszent e a kutya és ha igen akkor minden OK."
Elnézést, kicsit el fogok térni a témától.
Erről az jut eszembe, hogy az ilyesmi nem ritka. Az igény oldalon gyakran alakul ki olyan konkrét megoldás, hogy a problémát se tudom elképzelni, amire az a megoldás.
Tehát nem csak a problémát vázolják, amit meg kell oldani, hanem magát a megoldás lépéseit is. Az utóbbival akkor szokott probléma lenni, amikor a "konstruktőr" nincs teljesen tisztában a megoldás eszközéül szolgáló berendezés működésének olyan részleteivel, amelyek ismerete elengedhetetlen a korrekt megoldáshoz.
Más szóval feltételezésekbe bocsátkozik, vagy hogy nevén nevezzük a dolgot: Blöfföl, mert fingja nincs hozzá.
Az meg nem mindig jön ki jól, amikor a kovácsnak magyarázzák hogy kell lovat patkolni.Itt nem azokról az esetekről beszélek, amikor komoly veszély van (robbanás, sérülés veszélye stb) hanem arról, amikor ilyen közvetlen veszély nincs, de a hibás megoldás azért jár negatív következményekkel. Pl. azt mondják, hogy tegyünk oda egy nyomógombot és majd a kezelő megnyomja amikor ez vagy az a helyzet kialakul.
Az ellenvéleményem az a kérdés szokott lenni, hogy mi legyen ha nem nyomja meg a gombot? Erre a válasz hogy "miért ne nyomná meg?" -

sörösló
aktív tag
válasz
 moseras
#3284
üzenetére
moseras
#3284
üzenetére
Csak egy megjegyzés: Épületgépészek mondják, hogy a víz-víz hőcserélőknél a 20 C° különbség az ideális. Mindenképpen javasolnék ez esetben épületgépész konzíliumot! Nem vicc! Ez egy külön szakma, megvannak a maga szabályai és speciális szakmai ismereteket kíván. Ugyanúgy mint a PLC programozás. Esetünkben az épgép szakinak kell megmondania hogy mit szeretne, mi meg megmondjuk hogy ez hogyan lehetséges.
"Biztosan van beépített védelme, így ha a szivattyú valami miatt leáll, a kazán akkor sem fog felrobbanni."
Biztosan??? Gázkazánnál egyszerű, de vegyinél az előremenő vízágban visszahűtést kell alkalmazni! Fel kell készíteni a rendszert arra az esetre, ha megszűnik hirtelen az áramszolgáltatás!
"Keverőszeleppel az előremenőt szokták azonos értéken tartani"
Meg a vegyikazánoknál az előremenő és a visszatérő ág közötti hőfokkülönbséget szintén az említett 20 fokos lépcsővel. Ha túl nagy a különbség, megrepedhet a kazántest. Ha pufferre dolgozik, az csak tovább bonyolítja a dolgokat. Nem egyszerű az élet, de a robbanásveszély miatt nem lehet "tegyük fel" tényezőkkel operálni! Vagy fehér, vagy fekete. Nincs olyan hogy ha napkeltekor megszólal a feketerigó akkor megnézzük tüsszent e a kutya és ha igen akkor minden OK.

-

moseras
tag
válasz
 DP_Joci
#3281
üzenetére
DP_Joci
#3281
üzenetére
Üdv!
Ha a kazán belsőleg szabályzott, akkor (remélhetőleg) az általad kívánt hőfokot tartja (persze az elején valamekkora felfutással). Biztosan van beépített védelme, így ha a szivattyú valami miatt leáll, a kazán akkor sem fog felrobbanni.
Veszteség: nyilván lesz veszteség, tehát a kazán hőmérsékletét valamivel nagyobbra kell venni, mint amekkorára a tartályt fel akarod fűteni.
A tartályt néhány fokos hiszterézissel szokták hőn tartani. Itt mi a cél ? Ez egy HMV tartály, vagy micsoda ?
Keverőszelep: ez miért kell ? Keverőszeleppel az előremenőt szokták azonos értéken tartani (mondjuk PI vagy PID szabályzóval), de itt miért kell ez ? Ha a tartályban elérte a hőfok a hiszterézis felső értékét, úgyis leállítod a kazánt, közben nem kell szabályozni szerintem, hacsak nem valami különleges dolog ez.
Még valamit a kazán hőfokhoz: tegyük fel, hogy 50 fokos tartályt akarsz. Tegyük fel továbbá, hogy a veszteségek miatt ehhez 58 fokos kazán elég lenne. De: a te kazánod mondjuk 70 fokon a legjobb hatásfokú (katalógusadat). Ekkor célszerű 70 fokon járatni, így jó lesz a hatásfok, és előbb felfűtődik a tartály.
Rajz: az előremenőt alulra szokták kötni, a visszatérőt pedig felülre.
Imi.
-
Szirty
őstag
válasz
DP_Joci
#3281
üzenetére
Szevasz!
Ez valóban kérdés. Nyilván van egy olyan hőmérséklet különbség, amire szükség lesz, hogy a kívánt érték tartható legyen.
Először szerintem közelítsd meg úgy, hogy a kazán beállított (elérendő) hőmérsékletébe nem avatkozol bele.
Legfeljebb ha a tartály hőmérséklete magasabbra vagy közel azonosra van állítva akkor lassan vagy sose éri el a beállított értéket teljesen. Nem tudom ez mekkora problémát okoz. -
DP_Joci
tag
Hello,
Én kérek elnézést a rossz fogalmazásom miatt.
Szerintem is működhet a dolog, csak a kérdés (amit ki kell kísérletezni), hogy mennyivel legyen magasabb a kazánban tartott hőfok a tartályban beállított hőfoknál.
Ill. azon meditáltam, hogy lenne-e értelme hozzányúlni a kazán hőfokához a keverő szelep bizonyos állásainál (ha zárva van a keverő szelep, akkor a fűtésen is lejjebb venni. ill. ha teljesen kinyit a keverő szelep, akkor a kazán hőfokkal is feljebb menni).
De valószínűleg ha hozzápiszkálnék a kazán hőfokához menet közben, akkor a keverőszelep szabályozóját is összezavarnám.
Szóval, ha a lerajzolt összeállítás működőképes lehet szerinted is, akkor nincs kérdés.

köszi
-
Szirty
őstag
válasz
DP_Joci
#3278
üzenetére
Helló DP_Joc!
Szóval az zavart meg (csak rosszul idéztem), hogy a kazánban a hőmérsékletet szabályzó tartja, aztán meg azt kérdezed, hogy a kazán hőfokát is szabályozni kéne?
Nyilván ha kazán hőmérséklete szabályozott, akkor az nem fog túlfűteni (hibamentes állapotot feltételezve),
Mi a kérdés? :-)
-
DP_Joci
tag
Szia,
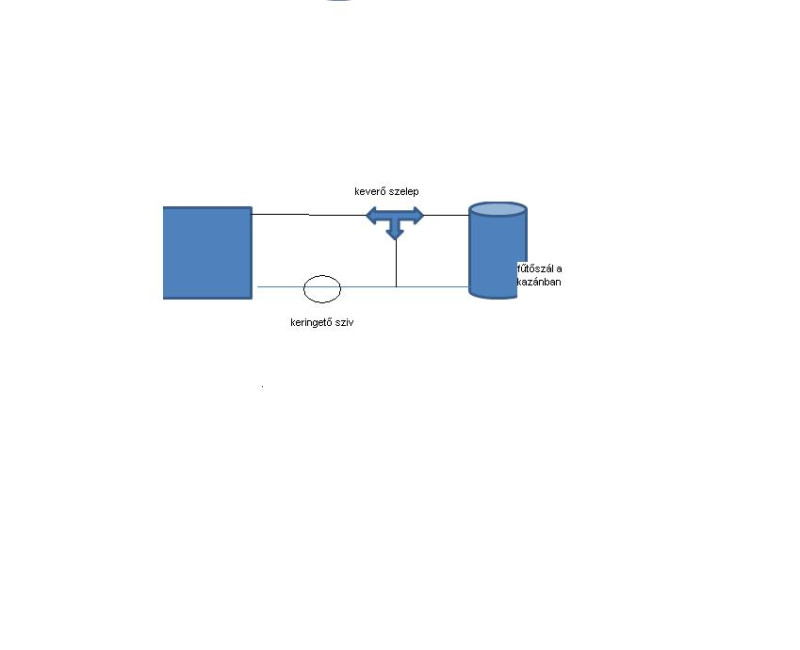
A kazánban lévő fűtőszál azt a vizet fűti, ami a tartály palástjában keringve melegíti a tartályt.
Na, sikerült egy szuper rajzot feltöltenem.
A kazánban beállítanék 5 vagy 10 fokkal nagyobb vízhőfokot, mint a tartályban szükséges lenne és ezt egy független szabályozóval tartanám.
A tartály hőfokát meg a keverőszelep nyitásával zárásával szabályoznám be. -
Szirty
őstag
válasz
DP_Joci
#3276
üzenetére
Helló DP_Joci!
Nekem még nem teljesen világos mi melyik és mivel van fűtve:
"Van egy, nevezzük kazánnak, amit fűtőszállal fűtűnk"
"Esetleg a kazán hőfokát is szabályozni kéne"
Ha a "kazánt" szabályzóval ellátott fűtőszállal fűtjük és ennek hőjével fűtünk egy másik tartályt, amelyikbe bejutó hőt egy keverőszeleppel lehet állítani, akkor nem lesz semmi gond, a "kazánnal" fűtött tartályban is mérni kell és a keverőszelepet a annak megfelelően állítani tehát oda is kell egy egyszerű szabályzó.
"Tapasztalat híján azon gondolkodom, hogy a kazánban nem lehet-e hő megfutás"
Mivel a fűtőszálat hőmérsékletre kapcsolod, nem fog afölé melegedni.
-
DP_Joci
tag
Sziasztok,
Ötleteket, észrevételeket kérek tőletek:
Van egy, nevezzük kazánnak, amit fűtőszállal fűtűnk. Itt beállítunk egy x hőfokot és egy szabályozó azt tartja.
Valamint van egy tartály, aminek a hőfokát indirekten a kazánból elvett hővel fűtjük. Az elvétel egy 2 utú keverőszeleppel valósulna meg. A rendszerben lévő fűtővíz kb. 30l.
Ha a tartályba kérek 60 fokot és a beállítok a kazánnak 80 fokot, akkor elméletileg működhet a dolog. Tapasztalat híján azon gondolkodom, hogy a kazánban nem lehet-e hő megfutás. Esetleg a kazán hőfokát is szabályozni kéne a keverőszelep vagy a tartály hője alapján? Vagy ez így működhet és kész?
Szóval, akinek van tapasztalata kérem ossza meg.Köszönöm.
J. -
Szirty
őstag
válasz
 byte-by
#3274
üzenetére
byte-by
#3274
üzenetére
Helló byte-by!
Esetleg javaslom ezeket:
WinCC Flexible - PC runtime
WinCC Flexible Runtime használata PC-n -
Szirty
őstag
válasz
byte-by
#3272
üzenetére
Helló byte-by!
Igen, ez a lényeg.
A HMI-nek használt PC-re telepíted a WinCC Flexible RT-t. Az ES-t nem is kell arra felrakni.
(Az ES a "szerkesztő", az RT a futtató, ami a kész projectet működteti).Az RT-s gépre egy másik gépen ES-el készített projectet akár hálózaton az RT futása közben is rátöltheted (pl. ha módosítasz valamit).
Akkor LCD- rakhatsz amekkorát akarsz (akár kivetítőt is) de az RT által kezelt képernyő felbontás korlátozott.
Ez főleg csak akkor probléma ha full screen módban akarod az RT-t használni. -
byte-by
tag
halo Szirty !
ilyesmire gondoltam, bár mint mondtam siemens ügyben annyira nem vagyok járatos.
a Wincc flexible-t , mint HMI programozó szoftvert ismerem és alkalmaztam is.(ha egyről beszélünk, wincc flexible 2008 sp2)
tehát , ha jól gondolom akkor pl. egy pc-n futó wincc flexi-vel kapcsolódok a PLC-khez, és a wincc flexi-nek runtime és/vagy egyéb hasonló funkciójával (át kell néznem) az aktuális adatokat megjelenítem, a pc-re meg köthetek akkora lcd monitort amekkorát nem szégyellek.
gondolom én.
ha erősen tévedek a gondolatmenetben , javíts ki légyszives.
byte-by
-
Szirty
őstag
válasz
byte-by
#3270
üzenetére
Helló byte-by!
A módszer ugyanaz. Vagy egy hálózatba hozod a PLC-ket (lehet MPI, ethernet vagy profibusz is) vagy több független hálóba, vagy egyenként rákötöd mindet egy PC-re (ez utóbbit csak végső esetben).
A PC-n pedig futtatsz valamilyen HMI vagy SCADA szoftvert. A CX supervisor is az. Ennek Siemens "megfelelője" a ProTool (régi már) WinCC (ez a SCADA) vagy WinCC Flexible.
De használhatod valamilyen más gyártó scada/HMI szoftverét is, a lényeg hogy egyrészt ismerje az összes felfűzni kívánt PLC típust és a kommunikációs módot is amivel összekötöd a PC-vel.
Óriási HMI panel (Pl. Panel PC) nagyon drága, olyat csak akkor javasolt használni, ha a megjelenítés körülményei indokolják (pl. nagyon ipari környezetbe kerül, szekrény ajtóba, vezérlő pultba stb. és fontos hogy a kijelző és maga a gép egy egység legyen.
De használhatsz ipari PC-t is, sokan gyártanak olyat, vagy irodai környezetben közönséges PC-t.Lényeges, hogy hány PLC-t akarsz vele összehozni, mert pl. a WinCC Flexible csak 8 PLC kapcsolatot tud egyszerre kezelni.
-
byte-by
tag
sziasztok !
Siemens S7-300 vezérlésű gépek adatmegjelenítéséről van szó.
sajnos nem tudom, hogy a gépek össze vannak-e kötve valamiylen hálózattal, ethernettel , vagy probibus-al, de
egy nagy adatmegjelenítő képernyőt szeretnének a gépekhez.Omronba vagyok járatosabb , ott létezik egy cx-supervisor nevű program , pont erre kitalálva, a gépeket egyszerűen ethernettel hálóba kell kötni majd IO-k és memóriák alapján ugyanúgy programozható a rendszer , majd megjeleníthető szinte bármin pl. nagy LCD monitoron.
Siemens S7 rendszer esetén van-e valamilyen hasonló megoldás?
érdemes -e nagy HMI-t alkalmazni és egyszerűen programozni pl. Wincc Flexible-vel (gondolom elég drága lehet), vagy SCADA, vagy hasonló lehetőség a nyerő ha LCD monitort szeretnénk pl.
tehát a kérdésem, hogy az elején felvázolt környezetben egy jól látható adatmegjelenítőt milyen módszerrel érdemes létrehozni.
köszönöm, byte-by
-

Saab1985
csendes tag
Sziasztok! Van egy eladó Siemens PG-m sajnos hibás,Jófogáson vettem és azt hittem meg tudom javítani,de nem jutok előre vele. Az alaplapon el van égve egy kondenzátor és a billentyűzet szalagkábele is sérült,gyári töltője nincs meg,de adtak hozzá egy Toshiba töltőt amiről állítólag működött,ha valakinek van kedve foglalkozni vele,vagy alkatrész kellene egyben 18000 ft ért megválnék tőle.
-
coco2
őstag
Sziasztok!
Nem programozási a kérdés, inkább gépkezelési. Arburg Selogica-s (pld műanyag fröccsöntő) gépekkel dolgozik valaki napi szinten? A termelési jegyzőkönyv állomány mentési lehetőségei érdekelnének - bűvészkednem kellene kicsit a szöveg file tartalmával - és jól jönne, ha képben lennék lehetőségekről.
Kaptam egy mintát, hogy jellemzően így néz ki:
A R B U R G valós érték-jegyzőkönyv
programnév RE03Pneustandr
feladat
szerszám Fartrenu Gre16a
gépszám 194351
év 2012
nap,hónap 25.02
óra 09:49
f1403 jegyzökönyv ciklusszámláló
t007 óra
t4012 ciklusidő, valósérték
t4018 befröccsölésidő, valósérték
V4062 anyagpárna, valósérték
p4055 maximális fröccsnyomás, valósérték
p4072 átkapcsolási fröccsnyomás, valósérték
t4015 adagolási idő, valósérték
f1403 t007 t4012 t4018 V4062 p4055 p4072 t4015
h:min s s cm³ bar bar s
12.00 0.56 3.100 854 850 1.59
+/- 3.00 0.10 0.250 80 80 1.00
58385 09:49 11.72 0.56 3.135 838 838 1.64
58386 09:49 11.72 0.56 3.131 858 848 1.57Pen drive-ra mentette ki a munkagép "pp_2012_02_25__09_49_06.txt" néven. Az alsó sorok már termelési eredmények, amik jellemzően oda sorakoznak fel, csak azt nem tudom, hogy milyen mennyiségben? Ha 365 napon keresztül le sem áll a gép, akkor millió számra fog nőni a sorok száma ugyan abban a szöveg file-ban, vagy időnként (pld havonta) snitteli, és újat kezd? Ha nagyon sok tétel van, egyforma tételek kerülnek csak a file-ba, vagy időnként pár üres sorral együtt új "fejlécet" is dobni fog a kimeneti fileba? Esetleg minden ilyet be lehet (és kell is) állítani a vezérlőn, mielőtt egy ilyen állomány pen drivera kerülne?
Köszönöm.
-
Szirty
őstag
Helló Onishi!
Bármilyen 24V DC (szűrt) tápegységgel táplálható, amelyik terhelhetősége elég nagy neki.
"Mire való pontosan a SIMATIC NET modul?"
Pontosan melyik? Nagyon sokféle van!
Ebben a doksiban biztos hogy megtalálod :-)"3. Csak spéci programozó kábellel lehet felprogramozni, vagy esetleg sima RS-232, vagy USB kábellel is lehet? Miben más egy programozó kábel?"
Ha a CPU-n van ethernet (azaz PN-es) akkor ethernet kábellel is programozhatod.
Ha nincs, akkor szükség van egy MPI/DP interface-re (CP) amiből rengeteg féle van.
Van olyan ami USB-s, van amelyik ethrenetes, van amelyik RS232 soros portos, stb. Az utóbbi a legolcsóbb, de a legrosszabb választás is egyben.Miért akarsz S7-300-at venni? Mihez kell?
-
Onishi
tag
Üdv mindenkinek!
Mostanában tervezek venni Siemens SIMATIC S7-300-as PLC-t. Lenne pár kérdésem.
1. Ez a PLC csak a saját tápegységével kompatibilis, vagy esetleg másfajtát is rá lehet kötni? Csak mert tudok szerezni ingyért 24V-os DC tápot. Így ha nem muszáj nem venném meg a siemens-es tápot hozzá.
2. Mire való pontosan a SIMATIC NET modul? Nem igazán találtam róla infót.
3. Csak spéci programozó kábellel lehet felprogramozni, vagy esetleg sima RS-232, vagy USB kábellel is lehet? Miben más egy programozó kábel?Előre is köszönöm a segítséget.
-
byte-by
tag
válasz
 Gerzson27
#3261
üzenetére
Gerzson27
#3261
üzenetére
halo Gerzson !
a macsupicsu kábel ügyben nem kedvez az egyszeri plc-snek.
ehhez :Mitsubishi AL-232CAB nevű kábel kell, de nem a d-sub oldalával van baj, hanem a vezérlő felölivel.
az Alpha-któl fölfele talán rajz alapján is el tudod gyártani, de ezt szerintem meg kell venni.
keveset foglalkoztam Mitsubishivel , de gyári kábel kellett az Alpha sorozathoz.talán van itt olyan valaki aki többet tud róla, de interneten kellene szétnézni, hol , mennyi.
byte-by
-
Szirty
őstag
válasz
DP_Joci
#3259
üzenetére
Helló DP_Joci!
'Van egy préselési folyamat, ahol a nyomóerőről van egy analóg érték"
Ilyet csináltam már párszor S7-300-ra. Izgalmas :-)
Mennyi ideig tart a folyamat, ami alatt rögzíteni kell? Nem lehet túl gyors, mert az A/D és a PLC sem rakéta.
Ha 1-2 másodpercnél hosszabb a rögzítési idő, akkor szerintem nem lesz gond.Egy DB-be kell a PLC-vel elrakosgatni a mintákat, amit a HMI-n egy buffered trenddel meg lehet szépen jeleníteni.
A comfort panelek nyomtatási képességéről nincsen információm, de ha képes nyomtatni, akkor valószínűleg printscreen (hardcopy) formájában tudsz vele grafikont nyomtatni.
-
DP_Joci
tag
Sziasztok,
Köszönöm a választ Szirty.
Picit megcsendesedett a fórum.
Újabb témát dobnék fel.
Van egy préselési folyamat, ahol a nyomóerőről van egy analóg érték. Ezt az értéket kellene grafikonon megjeleníteni, valamint a mérési adatokat tárolni. A folyamat végén a kezelőnek még ki is kellene nyomtatni egy adatlapot a mérési eredményekkel.
A feladathoz lenne egy S7-1200-as valamint egy Siemens Comfort panel.
Az adatgyűjtésre és a nyomtatásra milyen megoldások vannak?
üdv.
Józsi -
Szirty
őstag
válasz
DP_Joci
#3257
üzenetére
Helló DP_Joci!
Szerintem nem kell ide HW-es PWM kimenet. Egy normál kimenet is megfelelő lesz.
1200-as PID-del még nem játszottam, de szerintem cyclic interrupt OB-ba kell rakni. Ide a 100ms hívási gyakoriság bőven megfelelő lesz szerintem.
A PID PWM kimenetének ciklus ideje szerintem 1-2 másodperc lesz a megfelelő. Max kitöltés 100% is lehet,a minimális bekapcsolási idő meg legyen nagyobb mint az 50Hz periódus ideje (20ms). -
DP_Joci
tag
Sziasztok,
S7-1200-as PLC-vel kell hőmérsékletszabályozást megvalósítani. Van egy beállított hőfok, van egy Pt100 ami visszaméri a víz hőfokát, valamint van egy fűtőszál, amit a PLC PWM kimenete egy szilárdtest relén keresztül kapcsolgatna.
Kipróbálnám az S7-1200 Pid_compact szabályozóját, aminek van PWM kimenete is. Kérdésem az lenne, hogy milyen időket illik figyelembe venni, illetve kell beállítani a helyes működéshez. Gondolok itt az OB hívás ciklusidejére, ill. a PID ciklusidő összefüggésre, valamint a min és max kitöltési idők helyes megválasztására stb.Tanácsokat, segítségeket köszönöm.
üdv,
J.ui.: Kipróbálta már valaki az S7-1200 Pid tuning funkciót, mi a tapasztalat vele.
-
sörösló
aktív tag
válasz
DP_Joci
#3252
üzenetére
Ja és a vákumszivornyát egy ilyen rugós szeleppel kívülről is szabályozhatod, nem a nitrogént szívja feleslegesen a rendszerből, hanem a külső levegőt. A lényeg az hogy a cső végén legyen egyenletes a szívás, illetve a vákum "nyomása". Egy ilyen szeleppel akár 0.1 bar-ra is le tudod vinni a szívást, ami a beállítás után állandó értéken marad, ha megfelelő teljesítményű a szivattyú és el tudja vinni a hirtelen keletkező többlet gázmennyiséget.
-

murena2
csendes tag
Hello!
Kis segítségre volna szükségem az alábbiakban. Van egy Siemens S7 300 projektem ami megfelelő bemenetekre gsm modemen (westermo GD-01) keresztül sms-t küld jelen pillanatban 1 telefonra. A baj, hogy nincs meg az eredeti forrása a programnak csak az amit kiszedtem a plc-ből és a meglelt dokumentumok alapján felkommenteztem. A feladatom hogy ne csak 1 hanem 2 db telefonra küldje az üzenetet. megvan a programrész ami küldi az adatot a modemnek és megvan hogy honnan (melyik DB-ből).A küldést egy CP340 modul végzi a modemnek. Ezek az alábbiak:
Az FC ami küld:
A M 50.0
= DB20.DBX 8.0
CALL "P_RCV" , DB2
IN0 :=DB20.DBX8.0
IN1 :=
IN2 :=DB20.DBW0
IN3 :=DB20.DBW2
IN4 :=DB20.DBW4
OUT5:=DB20.DBX8.1
OUT6:=DB20.DBX8.2
OUT7:=DB20.DBW6
OUT8:=DB20.DBW10
A DB20.DBX 8.1
FP M 65.1
JNB M001
L DB20.DBW 6
L DB20.DBW 4
+I
T DB20.DBW 4
M001: AN DB10.DBX 8.3
JC M002
L DB10.DBW 302
L 3
AW
JL M003
JU M004
JU M005
JU M006
JU M007
M003: JU M002
M004: L 26
T DB10.DBB 34
CALL "FC_2"
IN0 :=DB10.STAT25
IN1 :=DB10.STAT26
RET_VAL:=DB10.STAT27
NOP 0
CALL "FC_2"
IN0 :=DB10.STAT9
IN1 :=DB10.STAT13
RET_VAL:=DB10.STAT14
NOP 0
CALL "FC_2"
IN0 :=DB10.STAT14
IN1 :=DB10.STAT11
RET_VAL:=DB10.STAT15
NOP 0
CALL "FC_2"
IN0 :=DB10.STAT15
IN1 :=DB10.STAT10
RET_VAL:=DB10.STAT16
NOP 0
L DB10.DBB 111
T DB10.DBW 6
L 112
T DB10.DBW 4
L 12
T DB20.DBW 4
A M 50.0
= DB10.DBX 8.0
L 1
T DB10.DBW 302
L 0
T DB20.DBB 14
JU M002
M005: AN M 50.0
= DB10.DBX 8.0
L DB20.DBW 4
L 12
>I
JC M008
JU M002
L DB20.DBW 4
L 16
<I
JC M002
L DB20.DBW 4
L 16
>I
JC M009
L DB20.DBB 14
L 62
<>I
JC M009
M008: L 2
T DB10.DBW 302
JU M002
M006: CALL "FC_16"
IN0 :=DB10.DBW304
RET_VAL:=DB10.STAT17
CALL "FC_2"
IN0 :=DB10.STAT17
IN1 :=DB10.STAT18
RET_VAL:=DB10.STAT19
NOP 0
CALL "FC_2"
IN0 :=DB10.STAT19
IN1 :=DB10.STAT12
RET_VAL:=DB10.STAT20
NOP 0
L DB10.DBB 251
T DB10.DBW 6
L 252
T DB10.DBW 4
L 12
T DB20.DBW 4
A M 50.0
= DB10.DBX 8.0
L 3
T DB10.DBW 302
JU M002
M007: AN M 50.0
= DB10.DBX 8.0
L DB20.DBW 4
L 24
<I
JC M002
JU M00a
L 4
T DB10.DBW 302
L 0
T DB10.DBW 438
M009: L DB10.DBW 438
L 3
AW
JL M00b
JU M00c
JU M00d
JU M00e
JU M00f
M00b: JU M002
M00c: L DB10.DBB 411
T DB10.DBW 6
L 412
T DB10.DBW 4
L 12
T DB20.DBW 4
A M 50.0
= DB10.DBX 8.0
L 1
T DB10.DBW 438
L 0
T DB20.DBB 14
JU M002
M00d: AN M 50.0
= DB10.DBX 8.0
L DB20.DBW 4
L 12
>I
JC M010
JU M002
M010: L 2
T DB10.DBW 438
JU M002
M00e: L DB10.DBB 251
T DB10.DBW 6
L 252
T DB10.DBW 4
L 12
T DB20.DBW 4
A M 50.0
= DB10.DBX 8.0
L 3
T DB10.DBW 438
JU M002
M00f: AN M 50.0
= DB10.DBX 8.0
L DB20.DBW 4
L 24
<I
JC M002
M00a: L DB10.DBW 304
T DB10.DBW 306
L 0
T DB10.DBW 302
T DB10.DBW 438
T DB10.DBW 304
T DB12.DBW 32
AN M 50.0
= DB10.DBX 8.3
M002: CALL "P_SEND" , DB3
IN0 :=DB10.DBX8.0
IN1 :=
IN2 :=DB10.DBW0
IN3 :=DB10.DBW2
IN4 :=DB10.DBW4
IN5 :=DB10.DBW6
OUT6:=DB10.DBX8.1
OUT7:=DB10.DBX8.2
OUT8:=DB10.DBW10
A DB10.DBX 8.3
L S5T#10S
SD T 30
NOP 0
NOP 0
NOP 0
AN T 30
JC M011
AN M 50.0
= DB10.DBX 8.3
L 0
T DB10.DBW 302
T DB10.DBW 304
T DB12.DBW 32
M011: BEA DB10 ahonnan küld, a DB 20-ba olvassa ki az üzeneteket amit kap a gsm modem
DB10:
LADDR INT 448 CP340 bemeneti cím
DB_NO INT 10 Küldendő DB száma
DBB_NO INT 126 Küldendő DBB byte száma
LEN INT 50 Adat hossza
REQ BOOL FALSE Engedélyező bemenet
DONE BOOL FALSE DONE küldés kész bit, Statusz paraméter 16#00
ERROR BOOL FALSE ERROR küldés hiba bit, statusz paraméter értéke
STAT7 BOOL FALSE
STATUS_W WORD W#16#0 küldés Státusz paraméter
STAT9 STRING[10] 'at+cmgs="'
STAT10 STRING[1] '$R'
STAT11 STRING[1] '"'
STAT12 STRING[1] 'z'
STAT13 STRING[16] '+36309685681'
STAT14 STRING[26] '-'
STAT15 STRING[26] '-'
STAT16 STRING[26] '-'
STAT17 STRING[5] ' '
STAT18 STRING[50] ' A HIBA KODJA'
STAT19 STRING[50] ' '
STAT20 STRING[50] ' '
STAT21 INT 0
STAT22 INT 0
sms_pozcio INT 0 sms pozíció (WINCC)
tel_no DINT L#309685681 telefonszám (WINCC)
STAT25 STRING[3] '+36'
STAT26 STRING[16] '302793664'
STAT27 STRING[26] '-'
STAT28 STRING[26] '-'
STAT29 STRING[26] '-'
STAT30 STRING[16] '-'
STAT31 INT 0A segítséget előre is köszönöm.
-
sörösló
aktív tag
válasz
DP_Joci
#3248
üzenetére
Használtam már FESTO vákumérzékelőt, 0-10 V kimenetet ad 0-, -1 Bar vákumnál. Ez elég jó felbontás, nem? Keress rá Festoéknál, de ha arra járok megnézhetem neked a pontos tipust. Ha meg már van megfelelő analógjel akkor a gondok felén túl vagy. Ha nem túl nagy a légtér és pár mBar eltérés megengedett akkor lehet hogy egy sima digitális szeleppel is megoldható a dolog, pláne ha ilyen drasztikusan változnak az üzemi viszonyok. A nitrogén meg lényegében ócsó és nem ráz. A vákumszabályzás érdekes dolog, ha nincs nagy ingadozás az elvételben akkor akár mechanikus eszközzel is megoldható. Nálunk vannak rugós előfeszítésű mechanikus szabályzószelepek is ilyen célra, ha túlszív akkor beenged egy kis melléklevegőt. A vákumszivornya inverteres szabályzása se lenne sokkal gyorsabb szerintem. Alapvetően légmennyiség kérdése az egész. Nem egyszerű, ahogy mondjuk a PID szabályzás sem. Ha kicsi a rendszer tehetetlensége akkor jól és gyorsan beállítható, ha többórás tehetetlenség van a rendszerben akkor ülhetsz mellette napokig, vagy az öntanuló szabályzó még egy hét múlva is "tanul". A gyönyör ott kezdődik, amikor maga a megrendelő sincs tisztában a technológiával.

-
-
DP_Joci
tag
Szia,
Nem ismerem a technológiát, de lehet, hogy nitrogén nélkül nem is működhet a dolog.
Egyébként így eléggé pocsékló a rendszer.
Ha nem kéne nitrogén és esetleg lehetne a vákuumot szabályozni valamivel, akkor … biztos létezik elektronikus vákuumszabályozó is, bár még soha nem használtam ilyet.üdv,
J. -
Szirty
őstag
válasz
DP_Joci
#3246
üzenetére
Üdv DP_Joci!
"Szóval a berendezésből egy vákuumszivattyú szívja a gázokat. A vákuumszivattyú -1barra(abszolút 0) törekszik, de ehhez a nyomáshoz kell „hozzáadni” nitrogénnel kb.200mbart (jelenlegi infóm szerint)."
Azzal nem kell foglalkozni, hogy ha a kamrában nem keletkeznek gázok (bármilyen okból) vagy nagyon kevés keletkezik, akkor ez a rendszer pocsékolni fogja a nitrogént?
-
DP_Joci
tag
Sziasztok,
Bocsánat, ha nem adtam elég infót ill. nem fogalmaztam egyértelműen, de ez azért van mert vagy még nincs minden infó a birtokomban, vagy a fogalmazás soha nem volt az erősségem.
Itt szeretném megragadni az alkalmat, hogy megköszönjem az ötleteiteket, segítségeteket, de azt nem szeretném, ha abból alakulna ki vita, hogy én nem adtam elég infót. (engem lehet szidni, de egymással ezért ne vitázzatok)
Az említett berendezésnek sejtem, hogy egy propszelepes megoldással kéne működnie, de mi van, akkor, ha nektek van jobb, olcsóbb megoldásotok.
Szóval a berendezésből egy vákuumszivattyú szívja a gázokat. A vákuumszivattyú -1barra(abszolút 0) törekszik, de ehhez a nyomáshoz kell „hozzáadni” nitrogénnel kb.200mbart (jelenlegi infóm szerint).
Zavaró tényezők lehetnek, hogy esetleg nem minden esetben zárják rendesen az ajtót és több falsot szív a kamra (bár ez legyen az ő bajuk), ha melegítik az anyagot, akkor különböző gázok keletkeznek, különböző termékeknél különböző gázok és mennyiségek keletkeznek stb.
Tehát a beállított nyomások is lehetnek különbözőek, ill. a zavarokat is kell kompenzálni.
De lehet, hogy csak egy nyomásértéket kell tartani és akkor egy fixen beállított szabályozó is elég lesz.Sajnos a pneu cuccok lelkivilágát nem ismerem annyira, és így egy kicsit tartok a dologtól. A vákuumszivattyú egy vastagabb csővel csatlakozik a kamrához a nitrogén viszont valószínűleg 6-os 8-as csővel fog. Szóval mekkora nyomástartományú propszelepet válasszak stb. ill. hogyan alakul ki a beállított nyomás ezek mind lehet csak a beüzemeléskor fognak kiderülni.
Köszönöm a segítségeket.
Kellemes Húsvéti ünnepeket.
üdv.
J. -
Szirty
őstag
válasz
 Dezsi82
#3244
üzenetére
Dezsi82
#3244
üzenetére
Helló Dezsi82!
Amit írtam azt a fórumon, mail-ben, skype-on kérdezőkre értettem, nem a munkát megrendelőre.
Az előbbiek írásban jönnek, az utóbbiak meg személyesen, szóban (a végső egyeztetés legalább).Az ok is megvan amiért így viselkedek: A fórumozók (természetesen tisztelet a kivételnek) szeretnek semmit adni és mindent akarni. Ezt főleg az információra értem. Nem azt mondom van az az eset, amikor tényleg lehet tudni mit akar, még ha nem is írja le, de nagyon sokszor lehet bemenni az erdőbe egy feltételezés alapján és sokat fölöslegesen dolgozni a válaszon. Én azt gondolom, hogy a kérdező is küzdjön csak meg legalább egy kicsit a válaszért.
A hagyományos nyomásszabályzó egyébként azért jutott eszembe, mert ahol egy műszaki megoldásra szabad kezet kapnak, ott Ockham nem mindig borotválkozik :-)
Ilyenkor hajlamosak vagyunk egy frappánsan összetett, szakmai kihívást jelentő megoldással előállni és elvetni a sokkal megfelelőbb egyszerű standard megoldásokat.
Azt persze (épp a kevés infó miatt) nem tudhatom, hogy tényleg megfelelne-e oda amire gondoltam, de ha több megoldás is megfelel, akkor mindig válasszuk az egyszerűbbet. Hosszú távon ez megtérül. -

Dezsi82
tag
Szia Szirty!
Részben egyetértek Veled, részben nem.
Én általában úgy gondolkodok, hogy igyekszem a megrendelő (kérdező) fejével gondolkodni, és úgy számolni, számítani, mintha én használnám az adott gépet, berendezést. Aztán persze már csak azt írjuk le, amit a vevő kért, nehogy olyat számon lehessen amit nem is akart. És ha leírva nincsen, és nem olyan gépet kapott, amit kívánt, akkor mondhatjuk, hogy nem vagyunk gondolat olvasók.
Jelen esetben úgy gondolom, hogy ha egy 1200-s Siemens PLC-t beterveznek nyomásszabályzásra (persze lehet hogy egyéb feladatai is lennének) akkor valószínűsíthető, hogy az alapjel változtatása egy minimum követelmény. -
Szirty
őstag
válasz
Dezsi82
#3242
üzenetére
Helló Dezsi82!
Ha kell állítani... Nem tudjuk. Nem esett szó arról, hogy állítgatni kell, és amíg ezt nem írja én nem is feltételezem. Az esetek többségében célszerűbb a kérdésre és nem a kérdés mögött feltételezett kérdésre válaszolni. Legalábbis én így gondolom (sokan nem, főleg a kérdezők, de én igen. Ez van). Aki rossz kérdést tesz fel, az kapjon rossz választ. :-)
Az ilyen messzire vezethet, mert mi van HA nem tetszik neki a kék szín, az meg pont kék? Stb, stb, stb...Ha kell állítani, akkor odamegy és állítja. Ha nagyon gyakran és automatikusan vagy távolról kell állítani az más kérdés, de eddig ilyen igény nem került szóba.
-

miclucky
tag
hali All,
s7-200-ból szeretnék adatok írni/olvasni windows alapú szoftverrel. Úgy gondolom ez Simatic PC Access OPC szerver segítségével valósítható meg (excel-lel próbáltam az OK). Van esetleg Valakinek efféle tapasztalata, hogy a szerveren lévő változók, hogyan érhetők el ?
Válaszokat előre is köszönve:
Misi -

And
veterán
válasz
DP_Joci
#3237
üzenetére
Működőképes lehet az elv, ha a proporcionális szelep megfelelő vezérlését meg tudod oldani. Mifelénk ezt pneumatikus működtetésű szabályozószeleppel, vagy ha a vákuumgép felépítése lehetővé teszi, a motor frekvenciaváltós vezérlésével szokták megoldani (utóbbi esetben is szükség lehet a vákuum rontására).
-
DP_Joci
tag
Sziasztok,
Van egy feladatom, aminek a megoldására javaslatokat kérek tőletek.
Adott egy kb. 1m3-es tér, ebből egy vákuumszivattyú szívja az ott található gázokat. De a vákuumszivattyú túl erős vákuumot állít elő, ezért azt rontani kell nitrogén hozzáadásával. Vagyis pontosabban a térben egy beállított vákuumértéket kell létrehozni (kb.200mbar absz.). A szabályozót egy S7-1200-sal kell megoldani.
Egy megoldás lenne, hogy proporcionális szeleppel adagolnám a nitrogént.Mit gondoltok?
üdv,
J. -
-
byte-by
tag
halo !
volt már téma az usb-soros átalakító , ezért nem is akarom felmelegíteni a dolgot.
de ha valaki találkozott az alábbi FANUC gyártmányú vezérlővel , és átalakítót használt hozzá, megoszthatná az átalakító típusát.
a vezérlő:
FANUC 21I-TB(A02B-0285-B500)
egy CNC gépben van.
előre is köszönöm .byte-by
-

oli83
tag
Sziaszok!
Köszönöm a válaszokat.
Szirty találtam az 1200-ashoz hasonló gyári FB-t az óra szinkronizáláshoz. A neve: FB60. Ebből ki lehet nyerni, hogy milyen időszámítás is van, és akár óra átálításra is van mód vele.
Bizony nem árt egy OB80-at meghívni mellé a biztonság kedvéért .
.
Mire megtaláltam addigra meg is volt már írva rá az FC szóval marad az.üdv.: oli83
-
Dezsi82
tag
válasz
 isvarga
#3229
üzenetére
isvarga
#3229
üzenetére
Szia!
Igazából nem konkrét probléma, oli kérdésére válaszoltam egy ilyen hangos kérdéssel.
Egyébként én is úgy csinálnám, hogy lenne egy bit, hogy tavaszi, vagy téli időszámítás. Ha téli időszámítás van, és hajnali három után március utolsó vasárnapján, akkor visszaáll az óra egy órával korábbra és bebillen a téli időszámítás bitje. Visszafele fordítva.
Azoknál az alkalmazásoknál, ahol az időpont fontos tényező (műszakváltás, könyvelési dátum, stb) ott mi mindig időszinkronizálást használunk, így az órának 24 órán belül kell csak pontosnak lennie.
Nekem egy illető a controller egyik lábára javasolta rákötni az elem feszültségét, és akkor lehet mindenféle riasztást vagy egyebet eszközölni, de eddig ezt nem alkalmaztuk.
Úgyhogy bocs, de ezen a téren nem tudok megosztani tapasztalati dolgot. -
Szirty
őstag
válasz
Dezsi82
#3221
üzenetére
Hali!
Még annyi jutott eszembe a dologgal kapcsolatban, hogy ez idő átállítgatás olykor egy csomó problémát okoz. Emiatt nem ritkán érzem úgy, hogy sokkal több problémát okoz, mint amennyit megold....
Pl. ha van időhöz (időponthoz) kötött funkció és az időállítással átlépi vagy éppenséggel visszalép az időpont elé. Vagy amikor pontos 24 órás mérést vagy regisztrálást kell megvalósítani.
Vagy S7-300/400-nál ha Time of Day interruptotot használunk és az annak beállított időpontot lépi át az átállás keletkezik egy time error, amiről ha nem gondoskodunk, jön a CPU stop stb, stb, stb :-) -

isvarga
csendes tag
válasz
Dezsi82
#3228
üzenetére
Szia!
Sajnálom ,hogy nem tudtam neked kielégítő információt adni.
Én úgy csinálnám meg ,hogy naponta egy bitet törölnék (de lehet set-telni is) ami a téli-nyári átállást mutatja.
Egy nap csak egyszer lehetne ilyen műveletet elvégezni , másnap meg már nem próbálná ,mert már nem aktuális.
Egyébként az óra ic-knél milyen megoldást használtok , a pontos idő vizsgálatára? (telep-kondi kimerülésre gondolok)Varga István
-
Dezsi82
tag
válasz
isvarga
#3226
üzenetére
Hali!
Köszi az infót (habár számomra újdonságot nem rejtett a válasz).
Mi többnyire külső IC-t használunk, bár azt hiszem igazából csak megszokásból. De ha jól rémlik, akkor valaki annak idején ezt is ajánlotta. Ha jól emlékszem akkor pontosabb.
Sok fel nem tett kérdésre válaszoltál, csak a nyitottra nem. -
isvarga
csendes tag
válasz
Dezsi82
#3221
üzenetére
Szia!
Nagyon egyszerű a dolog:
Az alaplapra van integrálva egy óra ic ,ezt egy gombelem látja el táppal . (meg a biost is)
A beállításokat az internetről szedi le , amelyik gép nincs interneten soha ,az 2-3 percet késik-siet évente.(az alkatrészek pontossága ,a környezeti hatások figyelembe vételével)
A téli-nyári átállás szoftveresen megy.(op rendszerből)
A legtöbb kontrollerbe ma már beintegrálják az óra ic-t is,de lehet külön is kapni.( naptár is van benne)
A többi már csak kiépítés kérdése.(1 db 32.768 kHz kvarc kell hozzá)Varga István
-
Szirty
őstag
válasz
Dezsi82
#3215
üzenetére
Helló Dezsi82!
"Omronnál nincs PWM funkcióblokk, egyszerűen csak a megfelelő CIO címre kell a szükséges értékeket beírni, és a megfelelő biteket beállítani
Ilyen funkcióblokkot nem fogsz tudni leprogramozni, mert a PWM kimenet olyan gyors kell legyen, amit a felhasználói program ciklusidejének ingadozása és mértéke nem teszi ezt lehetővé."A dologgal kapcsolatban annak teljessége érdekében meg kell jegyeznem, hogy:
Vannak szoftveres és hardveres PWM generátorok. Mindegyiknek megvan a maga előnye és felhasználási helye.Igen valóban van PULSEGEN funkcióblokk, S7-nél, ami szoftveres PWM generátor. Ez természetesen lassú, nagy időállandójú PWM előállítására használható, ami bőségesem meg szokott felellni PID controllerek teljesítmény szabályzó kimenetéhez.
Egy fűtésre használt gáz égőt amúgy sem lehetne másodpercenként több százszor ki/be kapcsolni, oda perces sebességű PWM kell. De egy PLC kimenet által vezérel SSR-es fűtés kapcsolgatására is meg szokott felelni az 1-2 másodperces ciklus idő, amihez megfelel a szoftveres (és lassú) PWM.
A felhasználói program ciklusidejének ingadozásának "pontatlanító" hatását ennél azzal küszöbölik ki, hogy timer interrupt OB-ból futtatják, ami pontos.A másik, hogy S7-nél is van hardveres PWM lehetőség. Persze CPU függő. Nem mindegyiken van.
Ahogy szerintem omronnál meg van szoftveres PWM lehetőség és akkor körbe is értünk.
-
Szirty
őstag
Helló oli83!
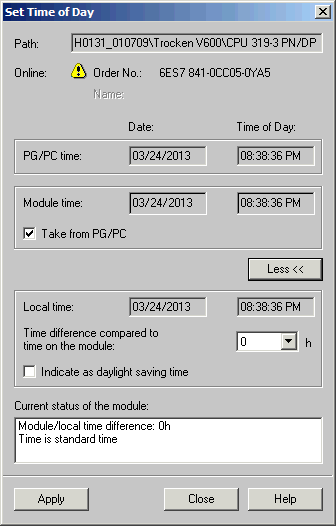
Igen március utolsó vasárnapján, illetve október utolsó vasárnapján kell átállni.
"Még sosem néztem, a PLC órája tényleg módosítja magát, illetve automatikusan pl. visszább áll 1 órával?"
Szóval. S7 300/400 amennyire tudom nem áll át magától időszámítások között.
Lehet azonban az időt NTP szerverrel szinkronizálni (már amennyiben a CPU profinetes):
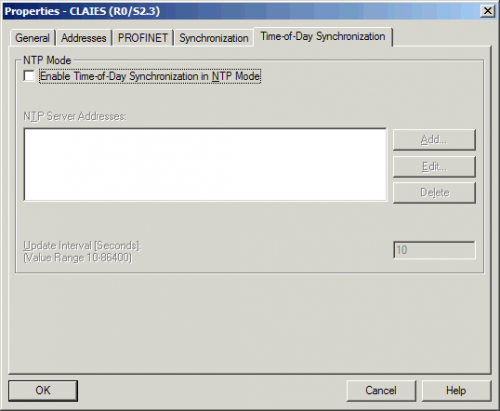
Ezzel, ha az NTP szerver is úgy akarja követi az átállást.
Egyéb esetben programmal kell gondoskodni az átállásról.
A részletekért a Step7 által is feltelepített doksit ajánlanám: STEP 7 - Programming with STEP 7
Továbbá az SFC100 rendszerhívás tanulmányozását, ami ezzel foglalkozik (Setting the Time-of-Day and the TOD Status with SFC 100 "SET_CLKS")"Mi történik akkor, amikor 3 óráról visszaállunk 2 órára? Honnan tudja a PLC, hogy 2:59 perc után nem kell újra még egyszer vissza állnia?"
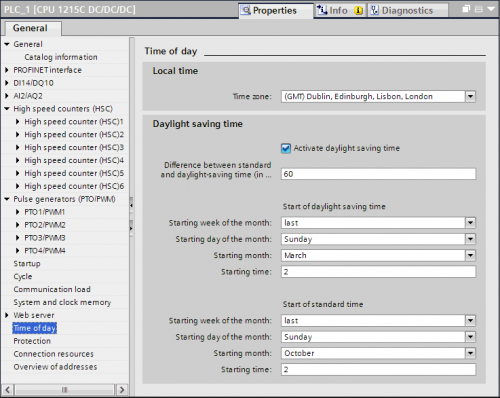
A dolog mechanizmusa rendszerint az, hogy nem a rendszer órát állítjuk át amikor elérjük az átállás időpontját, hanem azt az időd használjuk, ami rendszer órából kivon hozzáad és ezt a hozzáadott értéket módosítjuk, amikor a (nem változtatott) rendszer idő szerint arra szükség van. Így soha nem fogja a kelleténél többször átállítani az órát, mivel így azt soha nem is állítja át
Az S7-1200 már magától is megcsinálja ha kell:
-
Dezsi82
tag
Szia!
Nekünk vannak olyan rendszereink, ahol a PLC egy PC-vel kommunikál, és egy adott időpontban szinkronizálja az óráját.
Ezekben a rendszerekben egyáltalán nem okoz gondot, hogy egy napon kétszer van hajnali kettő.
Szerintem a PLCben nincs ilyen funkció, de legalábbis én még nem találkoztam vele, hogy visszaállt volna, az ellenkezőjével viszont igen.
Azt, hogy a PC hogy csinálja, hogy ne keveredjen végtelen ciklusba, nem tudom, de gondolom eltárolja, hogy ebben az időszakban már megvolt a visszaállás, és nem csinálja még egyszer -
oli83
tag
Helló Szirty!
Hoppá! Tényleg

Igaz. Március utolsó vasárnapján, illetve október utolsó vasárnapján. Ugye?
Még sosem néztem, a PLC órája tényleg módosítja magát, illetve automatikusan pl. visszább áll 1 órával?
Mi történik akkor, amikor 3 óráról visszaállunk 2 órára? Honnan tudja a PLC, hogy 2:59 perc után nem kell újra még egyszer vissza állnia?Lehet, hogy óra átállásnál nem is képes automatikusan átállni, hanem nekünk kell azt manuállisan elvégezni?
Milyen tapasztalataitok vannak ilyen téren?
És mi történik akkor, amikor egy külső órával próbálunk meg szinkronizálni?üdv.: oli83
-
Dezsi82
tag
válasz
 Laffesz
#3214
üzenetére
Laffesz
#3214
üzenetére
Szia!
PWM kimenethez szükséged lesz olyan kimeneti modulra, ami támogatja ezt.
Omronnál nincs PWM funkcióblokk, egyszerűen csak a megfelelő CIO címre kell a szükséges értékeket beírni, és a megfelelő biteket beállítani
Ilyen funkcióblokkot nem fogsz tudni leprogramozni, mert a PWM kimenet olyan gyors kell legyen, amit a felhasználói program ciklusidejének ingadozása és mértéke nem teszi ezt lehetővé. -

Laffesz
csendes tag
Sziasztok.
Egy kis segítséget szeretnék kérni, eléggé új még nekem a plc programozást, még csak most kezdtem el ismerkedni vele. A suliban kaptunk egy feladatot, építeni kell egy makettet, amivel otthoni automatizálást kell megvalósítani. Világítás, szellőzés, fűtés stb. És mindezt egy online elérhető flash alkalmazásból kell vezérelni.Egész jól haladtam viszont a fűtéssel elakadtam. A fűtés úgy nézne ki, hogy van egy makettbe szerelt hőmérséklet szenzor ami egy hozzá közel eső izzóból származó hőt méri. A hőmérséklet szabályozással vannak gondjaim. Alapvetően az izzó fényerejét kellene szabályoznom. Az izzó fényerejét 7 szinten állítgatva tudnám növelni, illetve csökkenteni a hőmérsékletet és ez okoz gondot.
Olvasgatok a témában és körvonalazódik, hogy ha az izzót egy pwm kimenetre kötném, akkor egy funkcióblokkal tudnám szabályozni annak a fényerejét. Viszont nem nagyon találok instrukciókat vagy leírást ilyen téren OMRON termékeknél. (Egy OMRON CJ1M plc-t kell használnom.)Ha esetleg lenne valakinek építő jellegű ötlete annak örülnék, még abban se vagyok teljesen biztos, hogy jól indultam-e neki a problémának.
Épp az előbb találtam egy leírást szirty oldalán ( http://szirty.uw.hu/S7/PULSEGEN/PULSEGEN.html ), ami erősítgeti az elképzelésemet, viszont ilyen beépített funkcióblokkokkal nem találkoztam a cx-programmerben, esetleg ezeket, illetve hasonló működésűeket meg tudok magam is írni?
Köszi előre is a segítséget, még tényleg eléggé kezdő vagyok.
-
Szirty
őstag
Helló tibi-d!
Valószínű, hogy nem megfelelő valamilyen beállítás.
Azonban mivel a beállításokról semmilyen információt nem közöltél, nem lehet megmondani melyikkel van a baj.
Szerintem nem raktad bele az I/O-kat a process image-be.
Vagy nem a megfelelő címen próbálod elérni modulon lévő I/O-kat. -

tibi-d
tag
Sziasztok!
Egy S7-315-2DP konfigurációhoz kell egy 133-1BL01-0XB0 egységet utólag illeszteni. Addig eljutottam, hogy hardveresen felismeri a rendszer, sehol egy piros led, de ha a bemenetekre jelet adok, azt a szoftver nem érzékeli, ha szoftveresen akarok kimenetre jelet adni, akkor sem működik. A profibus kapcsolat jónak tűnik, mert ha lehúzom a csatlakozót azonnal hobába megy a modul is, és a PLC is. Ha van ötletetek, hogy mit ellenőrizzek le, azt megköszönném. -

AVarice
tag
válasz
 levelko
#3209
üzenetére
levelko
#3209
üzenetére
Az is fontos lehet, hogy milyen drivert van az átalakító mellet. Én most kijelzővel szívok, egy ismerősöm mondta, hogy más drivert kell tenni az Aten-es átalakítóhoz, de amit adott az nem kompatibilis.
Nálam az alap driverrel komminukál a Schneideres Twido-val.
Ezen a linken van a gyári, illetve egy módosított driver. Érdemes lehet kipróbálni, bár nálam ez sem segített.
-

levelko
csendes tag
Hello!
Tudom, hogy lassan lerágott csont lesz ez az USB.RS232 átalakító téma, de egy dolgot szeretnék megosztani: Korábban említettem, hogy az Aten-es átalakítónk csak az OMRON és Mitsubishi plc-kkel működött. Most vettünk egy OMRON CS1W-CIF31 típusú kábelt (56000Huf) és ezzel sikerült kommunikációra bírni a laptopot egy S5-95U PLC-vel, bár elég öszvér módon. UB-RS232->9/25 pin átalakító->RS232-TTY kábel.
De legalább működik. A TOSHIBA plc-vel viszont továbbra sem.
A következő lépés a SIEMENS TP170A Panel lesz.Üdv L.
-
AVarice
tag
Sikerült az Aten-es átalakítóval kommunikációra bírni a PLC-t, szóval nálam működött. A másikat nem is próbáltam, ha esetleg valakit érdekel írjon és letesztelem.
Van valakinek Vijeo Designer Lite 1.3-al tapasztalta? Windows7 x64-re SP1-et fel lehet valahogyan telepíteni? Nálam azt írja, hogy nincs fenn az 1.3...
Kommunikálni megint csak nem akar a kijelzővel (Magelis xbt n400). "Vijeo-Designer Lite cannot access the communication driver." hibát dob. Valakinek van esetleg ötlete, hogy mi lehet a gond? Valami beállítás nem lehet neki jó, mert felraktam egy virtuális XP-t, ott felment az SP1, de a hiba ugyanez.
-
AVarice
tag
Megkaptam az átalakítókat, két db Aten UC-232A és két db Rotronic logistics 12.99.1086.
Van egy Twido TWDLMA20DRT és egy TWDLMA20DTK. Próbáltam összekötni pc-vel, a TwidoSuite látja is, hogy ott csatlakozva van valami, de nem tudom kommunikációra bírni. Hibát ír, hogy ellenőrizzem a MODBUS drivert vagy a csatlakozókat. Próbáltam minkét plc-t, minden átalakítót és próbáltam asztali gép soros portjában is. Bár nem minden kombinációt.
A tápon (WAGO 787-1012) nincs földelés, így azt nem kötöttem be a plc-hez. Ez esetleg lehet gond?
A programozó kábelen (TSXPCX 1031) 4 választható mód van, ahogy én kivettem a leírásból, a 2-kat kell használnom (TER DIRECT).
Tudna valaki segíteni, hogy hol ronthattam el? A segítséget előre is hálásan köszönöm!
-
Szirty
őstag
Hi m_zoli!
"mennyi Repeater-t lehet, elhelyezni a busz-on? ( Profibus-os leírások, 3 db-ot javasolnak.)"
A repeaterek számát azok késleltetése korlátozza, aminek a megengedett mértéke meg sebesség függő.
Alacsonyabb sebességen nagyobb késleltetés is megengedhető. 1.5 Mbps-en szerintem a 4 még belefér.Egy szegmens elvisel 32 eszközt. Tehát ha más nem indokolja (a kábel hossza, topológia, stb) akkor repeater nélkül ennyit elbír.
Természetesen a repeateren keresztüli leágaztatás nem minősül T elágazásnak az említett szempontból.
Sajnos azonban a repeaterek aktív eszközök lévén a tápfeszültség igényükkel (és ebből következően tápfesz hiány esetén) okozhatnak olyan problémát amik nélkülük nem lennének -

m_zoli
csendes tag
Hello
Köszönöm a választ!
mennyi Repeater-t lehet, elhelyezni a busz-on? ( Profibus-os leírások, 3 db-ot javasolnak.)
arra gondolok, hogy néhány elosztót a kábelezés egyszerűsítése véget, Repeater-től ágaztatnák le.
így elvileg nem T ágként funkcionálna, ha jól gondolom.Ma sikerült megnéznem egy hasonló gépsort(német gyártó telepítette), annál rövidebb busz távolságon
6 db "Rep" van beépítve, Igaz itt a sleve-k száma 24 db. -
Szirty
őstag
válasz
 Krisz0627
#3203
üzenetére
Krisz0627
#3203
üzenetére
Helló Krisz0627!
Küldd el a projectet. Privát üzenetben küldtem elérhetőséget.
Egyébként a leggyanúsabb nekem abból a pár soros kódrészletből amit itt írtál az a
O #iHygrostat
sor.Nagyon lényeges, hogy mi van előtte!
Ha a timer indításának egyetlen feltétele a #iHygrostat akkor O helyett A kéne és tennék elé egy CLR-t (amíg nem tudom mi van előtte). Máskülönben amikor ideér a végrehajtás, a #iHygrostat hiába FALSE állapotú, ha az RLO a korábbi sorok miatt TRUE, akkor az OR kapcsolat miatt a timer aktív lesz (bakpcsol a kimenete). -
Szirty
őstag
válasz
Krisz0627
#3201
üzenetére
Hali Krisz0627!
"Van egy SF timer ami elindul akkor is ha feltétel nincs meg."
Az a kérdés, hogy miért?
Az attól függ...- Milyen utasítások vannak a O #iHygrostat (IN tipus) sor előtt?
- Milyen utasítások vannak a = #tUebersaettigung és A #tUebersaettigung sorok között?
- Az SF "zEgsUebersaettVerz" futás szerinti sorrendben megelőzi, vagy követi-e az = #tUebersaettigung"sort?
- Írja-e valami közvetlen címzéssel a blokkon belül az L area-t?
- Van-e valahol indirekt címzés a blokkon belül, ha igen akkor hol és hogyan néz ki?
- A blokk hívása, amiben a kiemelt részlet van, milyen feltételek szerint fut le?Ez az öt sor nem elég infó a kérdés megválaszolásához!
-

Krisz0627
csendes tag
Köszönöm a válaszodat.
Lenne egy kérdésem.
Van egy SF timer ami elindul akkor is ha feltétel nincs meg.
A feltétel ez lenne.
//Hilfsmerker Uebersättigung;O #iHygrostat (IN tipus)
= #tUebersaettigung (Temp tipus)A timert itt indítja el.
A #tUebersaettigung
L "Timer".Timerwert[141]
SF "zEgsUebersaettVerz"Az timer és a temp váltózó csak itt és egyszer van használva.
Előre is köszönöm a válaszodat.



































 .
.
 .
.
















Új hozzászólás Aktív témák
- Villanyszerelés
- Spórolós topik
- Projektor topic
- Fejhallgató erősítő és DAC topik
- Kormányok / autós szimulátorok topikja
- Motorolaj, hajtóműolaj, hűtőfolyadék, adalékok és szűrők topikja
- A fociról könnyedén, egy baráti társaságban
- OLED TV topic
- Milyen billentyűzetet vegyek?
- Milyen videókártyát?
- További aktív témák...
- Nikon D3 Profi szett
- Vadonatúj, bontatlan iScooter i9Max elektromos roller, 1 év gari 35 km/h
- ADATA XPG Lancer Blade 32GB (2x16GB) DDR5 6000MHz CL34 - XMP/EXPO - 120 hó garancia
- Kingston FURY Beast 64GB (2x32GB) DDR5 6400MHz CL32 - XMP/EXPO - 120 hó garancia
- Kingston FURY Beast 32GB (1x32GB) DDR5 5200MHz CL40 - XMP/EXPO - 120 hó garancia
- Gamer PC-Számítógép! Csere-Beszámítás! I3 14100F / RTX 3060Ti / 16GB DDR5 / 1TB SSD
- LG 27GP95RP - 27" Nano IPS - UHD 4K - 160Hz 1ms - NVIDIA G-Sync - FreeSync Premium PRO - HDR 600
- HIBÁTLAN iPhone 12 Mini 64GB White -1 ÉV GARANCIA - Kártyafüggetlen, MS3645
- GYÖNYÖRŰ iPhone 13 Pro Max 128GB Silver -1 ÉV GARANCIA - Kártyafüggetlen, MS4160
- Game Pass Ultimate előfizetés azonnal, problémamentesen, méghozzá OLCSÓN! Immáron 8 éve!
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: Laptopszaki Kft.
Város: Budapest