-
5600 - 5501
9298 - 8001 8000 - 7901 7900 - 7801 7800 - 7701 7700 - 7601 7600 - 7501 7500 - 7401 7400 - 7301 7300 - 7201 7200 - 7101 7100 - 7001 7000 - 6901 6900 - 6801 6800 - 6701 6700 - 6601 6600 - 6501 6500 - 6401 6400 - 6301 6300 - 6201 6200 - 6101 6100 - 6001 6000 - 5901 5900 - 5801 5800 - 5701 5700 - 5601 5600 - 5501 5500 - 5401 5400 - 5301 5300 - 5201 5200 - 5101 5100 - 5001 5000 - 4901 4900 - 4801 4800 - 4701 4700 - 4601 4600 - 4501 4500 - 4401 4400 - 4301 4300 - 4201 4200 - 4101 4100 - 4001 4000 - 2001 2000 - 1
-
Fórumok
LOGOUT - lépj ki, lépj be!
LOGOUT reakciók Monologoszféra FototrendGAMEPOD - játék fórumok
PC játékok Konzol játékok MobiljátékokMobilarena - mobil fórumok
Okostelefonok Mobiltelefonok Okosórák Autó+mobil Üzlet és Szolgáltatások Mobilalkalmazások Tartozékok, egyebek Mobilarena blogokPROHARDVER! - hardver fórumok
Notebookok TV & Audió Digitális fényképezés Alaplapok, chipsetek, memóriák Processzorok, tuning Hűtés, házak, tápok, modding Videokártyák Monitorok Adattárolás Multimédia, életmód, 3D nyomtatás Tabletek, E-bookok Nyomtatók, szkennerek PC, mini PC, barebone, szerver Beviteli eszközök Egyéb hardverek PROHARDVER! BlogokIT café - infotech fórumok
Infotech Hálózat, szolgáltatók OS, alkalmazások SzoftverfejlesztésFÁRADT GŐZ - közösségi tér szinte bármiről
Tudomány, oktatás Sport, életmód, utazás, egészség Kultúra, művészet, média Gazdaság, jog Technika, hobbi, otthon Társadalom, közélet Egyéb Lokál PROHARDVER! interaktív
Új hozzászólás Aktív témák
-
 byte-by
tag
byte-by
tag
halo
ha a munkahelyeden ilyesmit simán kidobnának, akkor vetess egy combót ami mindenhez jó.
300/400/200-hoz is. annyira nem drága.a csatlakozási probléma lehet a driver hiánya/probléma, DP -ba vagy MPI-be dugod, a tia-nak meg kellene találni, ha keresi, ha egyébként minden rendben van.
próbáld me a dp-t, a siemenses adaptered mpi/dp ha egyébként renben van a csatlakozó , vezeték, driverek,jó helyre dugod, akkor mennie kéne.esetleg válaszd a "show all compatible devices" lehetőséget.
-
 KB.Pifu
tag
KB.Pifu
tag
üdv!
Épp most váltok munkahelyet és kissé félek, hogy megint kapok egy kellemes excel-es munkakört!
Emlékszem az első gyárban nem volt mérnök a területen, mind az excelt gyártotta, amelyiknek ez nem tetszett az le is lépett, de ne felejtsük el, hogy van aki ezt igényli, irodai munkakört és táblázatot, mert azzal gépkárokat nem lehet okozni és boldogan bent van az irodában napestig, meg gyanítom a manager szakos kollegáknak sem azt tanítják, hogy a munkaerőt azt kifizetni kell és nem statisztikában tárolni.
-
 b.gabi33
csendes tag
b.gabi33
csendes tag
Köszönöm a segítséget.
Amúgy 314c-2dp -hez kell,csak van 200-as is. A munkahelyemen a folyamatos fejlesztések miatt menne a méh telepre, mert senki nem ért hozzá, én meg gyűjtögetem. Van HMI, LOGO-tól a 300-as ig minden bővítőmodulokkal, tápokkal, szenzorokkal. Bizniszelni nem akarok vele, talán a télen lesz rá időm, ezért akarok egy kicsit barkácsolni.
Az első kérdésemre tudja valaki a választ, vagy vegyek usb-s adaptert? -
 DasBoot
aktív tag
DasBoot
aktív tag
-
joci9
tag
-
 Szirty
őstag
Szirty
őstag
-
 plutokas
csendes tag
plutokas
csendes tag
-
byte-by
tag
-
Szirty
őstag
byte-by!
"ne érts félre, én belátom a termelési, üzemviteli adatok kiértékelésének fontosságát"
Dehogy értelek félre!
Pontosan ugyanarról a problémáról beszélünk pontosan ugyanúgy látjuk és ugyanazon az oldalon állunk.Nagyon-nagyon jól megfogalmaztad!
Teljesen egyetértek!Szívesen nyitnék egy rovatot a web oldalamon és tenném ki amit írtál!
-
 coco2
őstag
coco2
őstag
@Szirty, @byte-by, @Watchdog
A felvilágosításokat köszönöm mindenkinek. Valahol tényleg az a legfontosabb, hogy képben legyek a "játékszabályok"-ról, és tudjak játszani. A koncepcionális problémáimra megnyugtató megoldást sikerült találni.
-
byte-by
tag
halo Szirty !
érdekes amit mondasz az új "világrenddel " kapcsolatban.
pont így jártunk mi is.
minden gép hálózati figyelés alatt van, állásidő, efficiency, OEE, stb.
heti 2x meeting, energiaaudit projekt, visszatérő problémák, stb.
több embert felvettek és jelenleg többen foglalkoznak a gafikongyártással , mint ahány karbantartó van.ne érts félre, én belátom a termelési, üzemviteli adatok kiértékelésének fontosságát, és ezekből a megfelelő
tanulság levonását, a karbantartási rendszer esetleges módostását, ha szükséges.de.
ha már erősen tulzásba esünk ez ügyben akkor az a helyzet áll elő, ami sajnos nálunk már van,
hogy 5-6 ember 2 embert arról kérdez ez -meg ez miért így megy , miért nem megy jobban, stb.
és amikor megjegyzem, hogy talán mert ugyanannyi karbantartó van , mint amikor fele (!) ennyi gépsor volt,
akkor szerintük ez nem kifogás, és pozitív motíváció helyett szankciókat találnak ki !
de olyanokat, amiket leírni sem merek, mert akkor döbbentem rá, hogy ritka idiótákat sikerült megbízni ezzel az adatprojektel.
természetesen nekünk technikai középvezetőknek a véleménye, ötlete elhanyagolható, olyannak is aki 13 éve csinálja.az eredmény : a túlterhelt, motíválatlan és frusztrált karbantaró kollégák közül 2 tapasztalt el is hagyta a céget.
tehát még rosszabb eredmények születnek.
az eredmény: még terheltebb, még motíválatlanabb és még frusztráltabbak a meglévő kollégák.
tehát még rosszabbak az eredmények.
és így tovább. -
b.gabi33
csendes tag
Sziasztok!
Most kezdek, hobbi szinten s7-et programozni otthoni projecthez és már az elején elakadtam. Remélem tud valaki segíteni. A problémám a következő: PC/PG-ben beállítom az mpi adaptert, de a TIA-csak az s7usb-t ajánlja fel.
win7 prof 32
TIA v12.
6es7 972-0ca34-0xa0 rs232
van még egy helmholz TS adapterem is 700-751-8md21
de ezt sem látja.
Második kérdésem pedig az lenne, hogy a két adapter közül jó e valamelyik s7 200-hoz? -
Szirty
őstag
Üdv coco2!
Nem akartalak lebeszélni, leírtam a véleményem.
Nyilván ha azt nyújtod amit kérnek és az ár megfelel, akkor hajrá.El lehet dönteni mekkora kockázattal jár egy ilyen alkalmazása a megrendelő részéről.
"Részemről azt remélem, hogy a termeléshez tartozó logisztika sokkal kevésbé forró probléma, mint a ténylegesen termelés. Ha nagyot tévedtem a kérdésben, egy felvilágosítást megköszönnék róla."
Ebből azt látom, hogy gyakorlati ember vagy, ahogy jómagam is. Én is ezt remélem.
És ha hiszed, ha nem, a remény halványul.
Minden helyen azt látom, hogy egyre inkább megyünk el a lényeg mellett. Egyre fontosabbak az adatok és táblázatok, mint az effektív munka és gyártás.Igazad van, ezen röhögnék én is, de velünk történik. Hogy mi az oka nem tudom, évek alatt jutottunk ide és egyre inkább errefelé megyünk. Mi már nem is gyártunk semmit szinte csak táblázatokat, adatokat és grafikonokat. A legfontosabb a trend, meetingekre járunk, tonnányi, egymásnak ellentmondó és teljesíthetetlen szabályokkal terhelnek, mindenből a legolcsóbbat veszik mert azt hiszik hogy azzal spórolnak, stb. Excel huszároké a jövő!
Üdv a klubban!
-
coco2
őstag
Hali Szirty!
A dolgok természetéről megjegyezném, hogy az eszköz csupán egy statisztikai kijelző lenne, egyirányú adatforgalommal. A termelés materiális menetét nem tudja veszélyeztetni. Amiben kárt tudhatok okozni (élünk a worst case feltételezésével) az a termelési logisztika kimeneti adatainak részleges sérülése némelyik adat elvesztése miatt. Mint például üzemi megfigyelés zajlik, hogy a gépek mikor dolgoznak, milyen ciklus idővel dolgoznak, vagy a haccp-hez a folyamatos termelési jelentés rögzítése. Ha az eszköz meghibásodik, vagy nem indítják újra megadott időközönként (olcsó cuccnak ilyen heppje is van), elveszik a folyamatos jelzés a központi gépnél, és a hiba elhárításáig nem lehet majd távolról tudni, hogy az a gép éppen mit is csinál, nem fognak érkezni a termeléshez tartozó adatok sem, sőt utólag sem lehet majd azokat az adatokat pótolni, de attól az a munkagép még zavartalanul termelni fog. Részemről azt remélem, hogy a termeléshez tartozó logisztika sokkal kevésbé forró probléma, mint a ténylegesen termelés. Ha nagyot tévedtem a kérdésben, egy felvilágosítást megköszönnék róla.
A termék árát illetően azon fáj a fejem, hogy én is átgondoltam a checklistet, de egy olyan üzemnél, ami a jelenben semmiféle felszereléssel nem rendelkezik a fentebbi logisztika megvalósításához (egyáltalán piac lehet egy új terméknek), mert nem ér meg nekik annyit, mint amennyit a jelenlegi piaci termékek kérnének, ott talán nem minden fekete-fehér. Kezdetben van az egy szem fejlesztő a barkácsolt cuccal, kockázati tőke a rászánt ideje, meg pár10khuf, ha egész parknyi kell belőle, az még csak 1 milcsi + a karbantartás folyamatosan. Lehet egy eszközt sorozatgyártásba adni, akkor a kész termék kinéz valahogy, és kézbefoghatóan mind egyforma lesz - cserébe már 2 milcsi kockázati tőke előre, és akkor még nem adott el egyetlen darabot sem. El lehet vinni egy ötletet céghez, hogy ne magánemberrel beszéljenek a vásárlók, hanem valami tekintély is legyen, de a cég is leveszi majd a hasznát, és egy cég már nem is kínálhat ellenőrizetlen terméket sem, szóval a jogászok is elkérik a magukét. Nagyon meglódulnak hirtelen a milliók. Mire kész lesz a szabványosított, ellenőrzött, engedélyezett, strapabíró termék, 100 millióba lesz az 1 millió helyett, és ugyanúgy nem fogja megvenni a piacnak az a szektora, amelyik eddig sem vette meg. Jó esélye van, hogy azt a piaci területet egyébként sem lehet kiaknázni, mert egyszem fejlesztő cuccával nem állnak szóba, céget megfizetni meg eszük ágába sincs, veszett ügy mindenestül, kár a gőzért. Bizony, jó esélye van. De mielőtt abba beletörődnék, annyit még megérhet, hogy megkérdezzem: a szerényebb költségvetésű üzemekben vajon mennyit tudhat megérni az a modernizálás, hogy adatgyűjtő eszközeik is legyenek? A kérdésben bármilyen tippet köszönök.
-
Szirty
őstag
Helló!
Az, hogy egy pár oldalas lista görgetése lassú előfordul. De hogy egy sor egy másodperc alatt jelenik meg az nem éppen gyakori. Ott valami nagyon el van qrva.
A fejlődésről meg annyit, hogy az iparban ezeknek a rendszereknek a kifutása nem 1-2 év, hanem 10-20 év (TÍZ-HÚSZ)! És addig működnek is! Az iparban nem az a lényeg hogy a kezelőt elkápráztassuk teljesen fölösleges 3D animációval full HD kijelzőn csillió színárnyalatban, hanem hogy működjön a gyár és a szükséges beállítások elvégezhetők legyenek, az adatok leolvashatóak legyenek.
A kircsitelcsi meg tablet lehet hogy iszonyat nagy királyság, de 1 vagy 2 év múlva mennyi működik? Fele? Negyede? És azok még nem is ipari környezetben voltak, hanem csak a gyerek nyomkodta.
Nem hogy a tablet, de ipari PC+Windows XP, Windows7 is jó nagy xopás ipari környezetben (ha a HMI épp azon fut). -
 Watchdog
aktív tag
Watchdog
aktív tag
Üdv Mindenkinek!
HMI ügyben nekem is van egy nünükém...
Úgy vélem, hogy a HMI-k a "human" oldalról nézve eléggé megrekedtek a fejlődésben.
Vegyünk egy egyszerű példát: szép hosszú eseménylista és az ő görgetése kontra okostelefon híváslista és az ő görgetése. A múltkor át kellett néznem egy kb. 3 képernyőnyi listát. Az első oldalon léptettem a kurzort, amíg le nem ért az utolsó sorig, majd tovább. Minden egyes új sor előcsalogatása kb. fél-egy másodpercbe telt, látszott, ahogy másolja a sorokat az ablakban egyre följebb. A processzor ereje birkózott a 16k színnel 800x600-ban. 256 színnel persze gyorsabb, de nehogy már ez legyen a fejlődési irány...
Telefon tesztekben meg cüccögnek, ha a 4-8 magos procikkal akadozik a multitasking, és megdöccen az animáció a felhasználói felületen. Kicsit más a mérce...
Szóval: én szívesen látnék tabletet HMI szerepkörben, mert amik most vannak, azok iszonyúan elavultak. Annyi kell hozzá, hogy "machine" oldalról kell rendbe rakni: vastagodjon meg (férjen rá az RJ-45, mert azt mi igen nagyon szeressük...) ajtókivágásba szerelhető legyen, és persze a HMI szoftver.
Mekkora királyság volna a listát ujjal húzva megindítani, és görögne magától. Vagy a technológiai sémát ujjal odébbhúzni, és bejönne a képbe a folytatás. Bizonyos szinten ehhez minden adott, és szerencsére nem az "ellenállás - kondenzátor - páka" szintből kéne kiindulni... Igazából semmi új, csak a máshol (ad abszurdum a konzumer piacon) bevált dolgokat kéne átvenni, és azt implementálni ipari környezetbe. Aztán, hogy erre egy startup a legalkalmasabb, vagy a nagy gyártók HMI fejlesztő részlegei? Az a gyanúm, hogy valamelyik nagy gyártótól kiugró fejlesztő brigád, ha már unja a banánt...
-
Szirty
őstag
Üdv coco2!
"Ez a cucc meg tényleg nagyon gagyi, de 1 millába is alig kerülne. Annyira semmit sem számít a pénz?"
Számít. De nézzük a dolog másik oldalát.
Sokan gondolják, hogy inkább maguk csinálnak frekvenciaváltót, PLC-t mint hogy megvegyék (vagy megvetessék a megrendelővel) Százezrekért, néha milliókért, mert töredékéből kijön ha megépíti.Bizonyos esetben ez működik. De egyedül otthon áramköröket építgetve több okból is képtelenség versenyezni egy olyan céggel, ahol sok ember éves fejlesztő munkával rakja össze ugyanazt.
A gyári készülék azért drágább, mint az otthon készített kütyü, mert:
- Hosszan tesztelik, mostoha körülmények között, ezért megbízhatóak
- A fejlesztés évei alatt kijönnek a gyerekbetegségei, hibái, amiket kijavítanak
- A gyári készülékekre megvannak az engedélyek amik a forgalomba hozásához kellenek (ezek megszerzése is milliókba kerülhet)
- A készülék rendelkezik az azonnali használatba vételhez szükséges szoftveres háttérrel
- A készülék jól dokumentált
- Nem egyedi a szoftvere, hanem univerzális, hogy az eszköz több célra felhasználható legyen
- A gyártó támogatást biztosít, ha egy készülék meghibásodik, még évek múlva is tud csere darabot biztosítani, vagy kiváltó típust (erre a házi, egyedi "black box" készülékeknél nem biztosított. Ha a fejlesztő külföldre költözik, profilt vált, vagy akár csak összevész a megrendelővel, akkor nincs többé támogatás)
- Elterjedt (nem egyedi darab) máshol is lehet vele találkozni így nem botlik az ember mindig fekete doboz jellegű kütyükbe.
. Mert a viszonteladók, kereskedők, szállító cégek árrései is a készülék árát terhelik.A gyárakban nem szeretik a beépített időzített bombákat. Ami lehet egy speciális egyedi kis NYÁK, amit olcsón készített valaki de senki nem tud róla semmit, nincs róla dokumentáció, a készülék építőjéről semmit nem tudni, de működik.
Aztán ha nem működik, akkor az álló üzem óránként termeli a milliós veszteséget és így lesz a pár százezres spórolásból milliós kár. -
coco2
őstag
@moseras, @byte-by, @Szirty, @Watchdog
Köszönöm a válaszokat mindenkinek. Amibe a fejszémet belevágtam, az egy low budget startup, és koncepcionális próba jelleggel adatgyűjtő készülne kizárólag kommersz eszközökből öszebarkácsolva. Szóval nem a profi fajta, hanem az ügyeskedős / hekkelős / barkácsolós / olcsó pénzen, és éppen azért is lesz egy olyan problémája, hogy nem bírja el egész évig felügyelet nélkül, legalább 1-2 hónaponta mindenképpen újra kell indítani. Például amikor a munkagépet egyébként is barkácsolják valamiért 3-4 naponta, utána az adatgyűjtést is újraindítani, amikor éppen el nem felejtik. Ezt jelentené a "karbantartás".
Arról természetesen képben vagyok, hogy kicsi kibic (én vagyok az) okoskodik, és olyasmibe tenyerelne, amiről nem sok fogalma van, úgy elég könnyű röhejesen esni pofára. Épp csak filozom a másoktól hallott árakon, hogy 2 tucatnyi munkagépre adatgyűjtést felszerelni (hardver + szoftver, mire minden megvan) legalsóbb hangon vagy 60-80 milla elmegy rá, de inkább 150 fölött. Ez a cucc meg tényleg nagyon gagyi, de 1 millába is alig kerülne. Annyira semmit sem számít a pénz?
-
Watchdog
aktív tag
A HMI karbantartás egy olyan, a helyi minőségbiztosítási politikába szervesen beillesztendő szaktevékenység, amit legjobb, ha keretszerződés alapján a berendezés szállítója végez.
Évente egy alkalom pont megfelelő.
Benne foglaltatik:
- szemrevételezés (opcionális fejcsóválással);
- ujjlenyomatok eltávolítása (nem fontos, lehet állapotfüggő...);
- üzemi paraméterek ellenőrzése (tápfesz, háttérvilágítás fényereje, stb.);
- óra beállítása (mert ugye, hogy nem hálózaton szinkronizált...);
- felhasználó nevek, jelszavak, jogosultságok, paraméterek üzembehelyezéskori értékre való visszaállítása (ez viszont kötelező!);
- szoftver továbbfejlesztésének felajánlása (annak elvégzése külön szerződés alapján);
- számla kiállítása. -
Szirty
őstag
Üdv coco2!
A kérdésed láttán bennem is az a kérdés fogalmazódott meg, amit moseras le is írt így nem ismétlem meg.
De hogy valamennyire azért válaszoljak a kérdésre, az kb. egybe fog vágni byte-by véleményével
A legjobb ha semmiféle törődést nem igényel. Bár valóban kérdés mi a feladat, mert egy HMI gyűjthet adatot, és az adattároló kapacitás nem végtelen, lehet időnként cserére szorul.
Egy HMI tegye a dolgát.Egyszer felprogramozzák, akkor működjön amíg él. Ne kelljen rettegni hogy mikor merül ki benne az elem és felejt el mindent, ne idegesítse a kezelőt, hogy most ezt meg azt kell csinálni, most ennek meg annak van itt az ideje...
A legtöbb HMI eszköz semmilyen törődést nem igényel sem rövid, sem pedig hosszú távon (10 évekről beszélek)....vagy nem értem a kérdést (?)
-
byte-by
tag
halo
ki kell találni kik/ mik a célközönség.
a mi megrendelőink olyat szeretnének amihez igazából nem kell nyúlni.
párás, hideg-meleg környezetben is működik, némi rázkódásra nem érzékeny, megbízhatóan és sokáig működik karbantartás nélkül is, viszont adott esetben gyors és egyszerűen szerkeszthető legyen a programja.akkor is működjön ha csupa mocsok, karcos, ha touch ronggyá van kopva, csatlakozók oxidálódva, stb.
ezért ha kell több pénzt is kifizetnek.szóval kérdés, hogy mi a célja a fejlesztésnek, hová szánod elsősorban.
byte
-
 moseras
tag
moseras
tag
Üdv!
Szerintem a HMI szerű eszköz ne igényeljen rendszeres karbantartást. Valaki feltölti rá a vizualizációt, aztán onnantól kezdve csak nézegetni kelljen, de ha magát az eszközt még rendszeresen karbantartani is kell, az maga lenne egy rémálom. Nem nagyon értem, hogy egy ilyen eszköz miért igényelne rendszeres karbantartást.
Imi.
-
coco2
őstag
Sziasztok,
HMI jellegű eszközt tervezek (kommersz kis vacak, semmi professzionális, viszont olcsó lesz), és a segítségeteket szeretném kérni egy koncepcionális kérdésben.
A tervezett eszköz mindenképpen rendszeres karbantartást fog igényelni, de a ciklusok nagyon hosszúak lesznek. Amiről jó lenne képet kapnom, hogy akik az üzemeltetés / karbantartásban dolgoznak, mit preferálnak jobban. Ha valamire sűrűbben kell odanézniük, mert úgy olajozottabban megy észben tartani, vagy csak nyűg a karbantartás minden alkalommal, és akármennyire is kimennek a fejükből a dolgok (akár újra meg újra doksikat kell majd olvasni hozzá visszaemlékezni), akkor is jobb a nagyon hosszú karbantartási ciklus? Melyik a megszokhatóbb?
A kérdésben minden tippet köszönök.
-
 laspring
tag
laspring
tag
-
laspring
tag
Sziasztok!
Siemens Logo 230RC-t szeretnék programozni.
Utángyári kínai programozókábelt vettem hozzá és egyelőre nem tudok beszélgetni a LOGO-val.
Bedugom az USB kábelt a laptopba, a Win7 automatikusan telepíti hozzá vmi drivert. A Soft Comfortban (v8) mondjuk nyomok egy Show FW version-t, feljön az Interface ablak. Beállítom hogy LOGO! Cable, beállítom a megfelelő COM portot és nem működik sajnos. Lásd csatolt kép.
Kaptam a kábelhez driver CD-t is, de nem tudom mi kellhet nekem onnan, meg a kínai karakteres könyvtárnevek sem a barátaim.
Van vkinek tapasztalata a kínai programozó kábelekkel?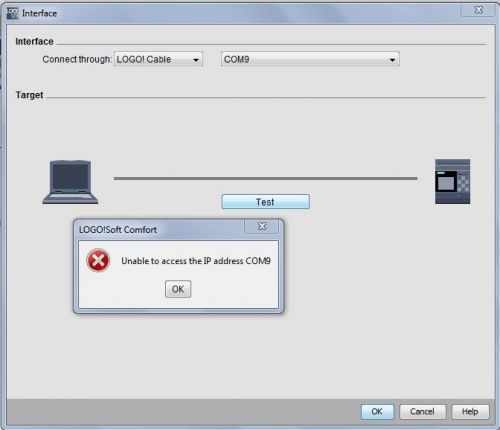
-
byte-by
tag
-
 Zoleee89
aktív tag
Zoleee89
aktív tag
Köszönöm a választ mind a kettőtöknek.
Átfolyás mérőnek a pillanatnyi értékét és az eddig átfolyt víz mennyiséget szeretném menteni.
Analóg porton jön be a pillanatnyi és digitálison pedig Xm3 esetén kap jelet a plc. Amikor digitálison jelet kap akkor egy meglévő mentett értékhez hozzá ad egyet.
Ehhez lenne szükségem a mérőköri hiba jelzésre is.
Ehhez kérdeztem ennyit, de lehet tényleg egyszerűbb lett volna egyből megírni a konkrét dolgot
-
joci9
tag
Szia!
Ja nehézkes volt az átjárás, de az újabb (CJ-től, azaz 10 évesnél fiatalabb) típusoknál ez már elkerülhető.
S7-200 nál is volt ilyen, amikor matekoznom kellett, akkor össze vissza kellett konvertálni, mert nem volt minden művelet egy-egy típusra.
Mióta megjelent az ST nyelv (remélem jól írtam) ott már könyebb a matek, van egy két használható példa az omonkft.hun, meg általában a neten. Skálázásra is.üdv
-
byte-by
tag
halo!
omron adattípusok.
megszokás kérdése.
személy szerint nincs különösebb problémám az omronos adatokkal.
a definiált memóriatáblázat bizonyos körülmények között előnyösebb, van amikor hátrány.
a memóriák és utasítás jelleg jelölések érdekesek persze (kukac,&, kettős kereszt , stb.), de szerintem hamar megszokható és kimondottan jó a help, a supportról nem is beszélve. rendkívül segítőkészek.előbbi hozzászólásomban példaként említettem az analóg jelkezelés bcd eredményét.
én ezt használom, 1 - 2 tizedes majdnem mindenhova jó volt.
jó lenne persze siemens-es off-delay, és a timer/counter utasítás csak kimenet lehet.
LAD diagramban gondolkozva.alapjában véve a programszerkesztő tulajdonságaira gondolunk amikor egy-egy plc típus adatkezeléséről beszélünk.akármennyire tükrözi a plc operációs rendszerének működését.
byte
-
byte-by
tag
halo.
jó lenne tudni konkrétan mit is szeretnél.
az omron inkább szó alapú.
eredményként nem akarsz bcd-t ?
2 tizedes pontosságot lehet elérni, adott esetben , 0-99-ig (egész) méréshatárral, 16 biten például.
a másik amit még szoktak javasolni a lebegőpontos ábrázolás, ezt tudod alkalmazni ha nem akarsz bcd-t.átjárhatóság, adattípusokkal kapcsolatban:
az utasítások instrukction help-jében le van írva az alkalmazható adattípusok listája, attól eltérni nem igen lehet, bár elég széles a paletta, adott esetben.byte
-
Szirty
őstag
Üdv Zoleee89!
Nem, ez csak a szakadást figyeli. Tehát azt, ha a bemeneten folyó áram 4mA alá esik.
A túlcsordulást is figyelheted a 20mA-hez tartozó értéket túl fogja lépni a beolvasott bináris érték, mert az A/D-nek van egy kis ráhagyása. Ezt egy egyszerű összehasonlítással figyelheted a programban."Pl MOV-al a beolvasot analóg jelet akkor ne HEX-ben legyen ,hogy lehetne megoldani, hogy ne BCD-ben számoljon, hanem INT-ben?"
Ez két kérdés egyszerre.
Alapvetően az adattípusok között különféle konverziós utasításokkal tudsz átjárást biztosítani.
Pl. BCD számot BIN vagy BINL utasítással konvertálhatsz binárissá. De ugyanazt az értéket kabod (pl 6210) csak másképp van ábrázolva.Ha az analóg jelre érted, akkor azt skálázni kell. Ami annyit tesz, hogy az analóg bemenetről beolvasott nyers értéket az analóg bemenetre kötött távadó által mért fizikai mennyiség értéktartományába kell átalakítani (skálázni).
Pl. 0-10 Bar-os nyomás távadó van egy 4-20mA-es analóg bemeneten. Akkor 0 értéket olvasol be 0 Bar nyomásnál, (4mA áram a bemeneten). És 8000 (1F40h) értéket amikor 10 Bar a mért nyomás.
Tehát 0-8000 (0h-1F40h) tartomány kell 0-10 tartományra skálázni. Pl. az SCL utasítással (bár az BCD eredményt ad).
Így ha 10Bar a nyomás 10-et kapsz.Más téma, margón jegyzem meg csak, de ide vág, hogy nekem az Omron adattípusok és azok közötti átjárhatóság nagyon nehézkesnek és kaotikusnak tűnik. Más nincs ezzel így?
-
Zoleee89
aktív tag
Köszönöm segítséged.
Ha jól gondolom akkor 4-20mA tartományon kívül hibát jelez az adott biten?Lenne még egy kérdésem, hogy ha valamit számoltatni szeretnék CNT,TIM, ++BL vagy mozgatni Pl MOV-al a beolvasot analóg jelet akkor ne HEX-ben legyen ,hogy lehetne megoldani, hogy ne BCD-ben számoljon, hanem INT-ben?
-
Szirty
őstag
Helló Zoleee89!
A modul n+9 word-jének alsó 8 bitje a disconnection detection flag. Egy bit egy bemenethez tartozik.
Csak 1..5 V és 4..20 mA méréstartományban működik.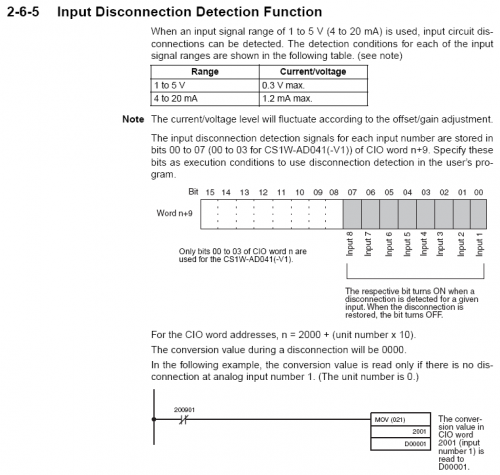
Részletesen lásd: Analog I/O units ooperation manual
65. oldal
-
Zoleee89
aktív tag
Sziasztok.
Egy kis segítséget szeretnék kérni OMRON CJ2M/CJ1M analóg mérőköri hiba lekezelésére.
Analóg porton keletkező hiba esetén kellene egy jelzést csinálnom.
Pl.: ha szakadás van akkor 4mA alá vagy 20mA felé emelkedik az érték.
Ezt hogyan lehetne kiolvasni(melyik bit és hogyan tudok rá hivatkozni?) vagy megoldani, hogy a hibára egy digitális kimenetet felkapcsoljon?
Létra nyelvet használok és CJ1W-AD041-v1 analóg modul van hozzá.Előre is köszönöm.
-
 soldi3r
veterán
soldi3r
veterán
-
Szirty
őstag
-
soldi3r
veterán
-
rsf
senior tag
-
Szirty
őstag
Üdv mindenkinek!
Remélem valaki itt kapcsolatban áll a Keyence nevű céggel (és egyúttal fogadja részvétem is).
Erre a cégre ugyanis nagyon agresszív marketing jellemző.
Nem szeretném nagyon részletezni (bár igen felbosszantott) a cég termék támogatása a felhasználó követés miatt úgy van megálmodva, hogy bármilyen zenés-táncos brossurához hozzá lehet jutni a termékeivel kapcsolatban. De konkrét műszaki dokumentációhoz egy konkrét termékkel kapcsolatban már NEM!Úgy kezdődött, hogy egy megrendelő előírja a KEYENCE IV-500MA kamera használatát.
A kamera megrendelése és kifizetése előtt a berendezés tervei készülnek, a tervekhez tudni kellene hogy a készülékből milyen jelek jönnek-mennek és azt hova kell bekötni, stb.
Enélkül a villamos tervbe nem lehet a készüléket betervezni!Sajnos a fent említett marketing megfontolás miatt a termékekről részletes műszaki információ csak regisztrált tagoknak érhető el.
Szerencsére a regisztrálás ingyenes, bár emiatt egy újabb kört kell futni. Regisztrálás után hozzá lehet jutni a kívánt részletes műszaki dokumentációhoz.
Ám ha valós adatokat adunk meg, akkor a cég marketing gépezete működésbe lendül, mail-ben zaklatnak a legfantasztikusabb ajánlatokkal és újdonságokkal, felhívnak telefonon, sőt meg is látogatnak!De ez még nem minden, a kamerához letölthető a szoftver is regisztrálás után, ám ehhez a kamera sorozatszáma szükséges. Ha nincs kamera, nincs szoftver.
Így tehát ha a kamera szoftverét az ember nem ismeri, és a megrendelt készülék csak 4 hét múlva érkezik meg, akkor csak egy lehetőség marad: Rögtönözni a beüzemelés utolsó napjaiban amikor minden más is az ember nyakába szakad.Ha valakinek a környezetében van KEYENCE IV-500MA kamera, küldje már el a sorozatszámát privát üzenetben, mert felgyújtom ezeket tényleg...
-
dave0825
őstag
-
Szirty
őstag
-
Szirty
őstag
-
rsf
senior tag
-
 scoob55
csendes tag
scoob55
csendes tag
Sziasztok!
Tanácsot szeretnék kérni. Villamos mérnök Msc-t csináltam erősáram és automatizálás szakon. Az automatizálás valódi része pár laborgyakorlatból állt, tehát kb semmit nem tanítottak. PLC-t szeretném elkezdeni, hogy jobb rálátásom legyen az egész SCADA rendszerre. Az biztos, hogy nem vennének még föl sehová sem, mert hasztalan lennék PLC programozóként, de szeretnék otthon eljutni egy olyan szintre, hogy felvegyenek junior pozícióba. (Ausztriában végeztem, ott szeretnék dolgozni is)
végezzek egy egy PLC tanfolyamot és utána junior pozíció, vagy meg lehet otthon is tanulni alap szinten szimuláció segítségével?
-
dave0825
őstag
Heló mindenkinek.
Tudtok küldeni linket egy példaprogramról, amivel meg tudok oldani egy olyan feladatot, hogy kb. 500 random digitáli bemeneti érték közül kiírja nekem az 50 legnagyobbat? Szirty, az oldaladon találtam egyet, ahol pointerekkel van megoldva, meg AR1-gyel, meg ilyenekkel, de nem igazán értem plc programozó tanulóként.

-
Szirty
őstag
-
byte-by
tag
halo
a matematikai utasítások között kutakodj.
az EXPT (Exponentiate) ilyesmit csinál , utasítás engedéllyel.byte
-
 zolizozo80
tag
zolizozo80
tag
Sziasztok! Lenne egy kérdés.
TIA PORTAL V13-ban van olyan függvény amivel tudok hatványt számolni?
Pl: 20^13-on...

-
byte-by
tag
halo
a siemens TIA -t 21 napos próbaverzióba töltheted le tudtommal.
meg ha laptopra karod I5 mag és 8 giga memória alatt csak kínlódás.(meg pc-re is)az omron akciós csomag jó lehet, de az LT verzió csak a CP szériához jó.
nem mindegyik szimulálható, viszont nincs rá szükség ha van plc-d is meg hmi-d is, meg stb.az utasításkészlet teljes ,ugyhogy mindent meg lehet csinálni vele írhatsz blokkokat meg minden egyéb nyalánkságot.
a teljes program ( cx-one) 400 k körül van, céggel érdemes vetetni.
vagy ha lemondasz a szimulátorrol meg a hmi-ről az omron kft oldalról letöltöd a díjmentes cx-programmer 2.0-át. a cpm sorozathoz jó egyrészt, másrészt a logikai folyamat megfigyelhető, az utasítások értelmezhetőek.
byte
-
 BG*
csendes tag
BG*
csendes tag
-
 Fl3x
aktív tag
Fl3x
aktív tag
-
joci9
tag
Szia!
Attól függ, kitől kérded
http://www.hronkft.hu/omron/akcios-csomag-c-151_530.html
Omronnál most akció van, ethernetes is van egész ócsón, de szerintem nézd meg a kiszemeltben lehet e FB-ket írni, különös tekintettel ST nyelven. (ha hülyeséget írtam majd valaki kijavít :-))
Ja megnéztem csak a CP1L-től felfelé tudja, azaz a legolcsóbb nem akciós csomag nem.
Szerintem az kell, ha tanulni szeretnél.A mikrokontroller egy totál más világ, ott nézz egy ST vagy Nuvoton valamit a chipcadnél,
http://www.coocox.org/
ingyenes fejlesztővel stb. Ott 10 ezer alatt megvan a tanuló csomag.
Ezzel az ingyenes fejlesztővel fejlesztek egy cuccost, megnéztem fizetősöket is, (KEIL, IAR) de sztem elég cocox. Az én szintemhez mindenképp :-)üdv
J -
Fl3x
aktív tag
Sziasztok,
szerintetek érdemes beruházni valamilyen kezdő PLC csomagba, amivel otthon tundék bíbelődni, hogy később ha elvégzem a sulit alapok meglegyenek? Vayg esetleg még vmiféle mikrokontroller?
Ha igen mit ajánlanátok?Üdv.: Fle3x
-
BG*
csendes tag
Regisztrálva vagyok, beszéltem is az itthoni képviselettel, ők mondták hogy még új, később valószínűleg letölthető lesz, de ugye nekem sürgősen dönteni kellene. Adathordozón megrendelhető a trial verzió, de Németországból küldenék, költsége is van, és k.b. egy hét múlva lehetne itt.
-
Szirty
őstag
-
BG*
csendes tag
-
Szirty
őstag
-
BG*
csendes tag
-
Szirty
őstag
-
BG*
csendes tag
Üdv!
Nem tud valaki egy letölthető
STEP 7 SAFETY ADVANCED V13 SP1 TRIAL -t?
A Siemenstől még nem lehet letölteni, csak CD-n rendelni, de viszonylag gyorsan kéne, hogy ki tudjam próbálni szimulátorral, össze tudom-e rakni a biztonsági kört 1214FC PLC-vel.
Esetleg használt már valaki ilyet? -
 mrlecso10
csendes tag
mrlecso10
csendes tag
 Elöző hozászolásomhoz 1 kép a hibauzenetről
Elöző hozászolásomhoz 1 kép a hibauzenetről -
mrlecso10
csendes tag
Sziasztok
Van 1 Omron NT20S-ST128 operátor panelem. A problémám az lenne hogy sehogy se tudok rá küldeni semmit nem komunikál rendesen a pc-mel. _Foglalkozott márt valaki ilyennel? vagy valami ötlet mi lehet a gond ? Ja NT support tool probálok komunikálni vele
-
dave0825
őstag
Köszi mindegyikőtöknek. Már fönt van virtuális gépen (XP-n), és egyébként tényleg fut 64 bit-en, mert a Win10 előtt Win7-em volt, ugyanezen a gépen, tehát 64 bit volt akkor is.
Szirty, neked külön köszönöm a följebbi linkeket, elmentettem őket, ha lesz időm megint, akkor átolvasgatom őket. -
Szirty
őstag
Helló!
Hát ez van. Sajnos az ipari szoftverek és hardverek kifutása nem 1-2 év mint a "házi" piac csúcs eszközeinél. Ezek 20-30 évig mennek 10-20 év támogatással.
A virtuális gép megoldás, de sajnos kényszer/szükség megoldás sok olyan problémával ami nélküle fel sem merül.
-
Jhony5
csendes tag
-
Szirty
őstag
-
Jhony5
csendes tag
-
 ambien
csendes tag
ambien
csendes tag
-
Szirty
őstag
Szia ambien!
Igen, így jó, köszönöm!
Tehát van egy gomb (S0) és egy kimenet (Q0). Amikor a gombot megnyomják, akkor Q0 bekapcsol ha eddig ki volt kapcsolva, ha megint megnyomják S0 gombot, akkor Q0 kikapcsol. és így tovább, a Q0 ki/be kapcsolható a gombbal.
Igazából teljesen mindegy meddig nyomják a gombot (röviden vagy hosszan)."Ezt sem értem pontosan, elvileg a Qval jelölt változók kimenetek, azokon pedig nem jön be érték."
A Q-val jelölt változók valóban kimenetek. De úgy kell tekintened rájuk, mint bármilyen belső változóra. Vagyis írható és olvasható is. A belső változóktól annyiban tér el a viselkedése, hogy a logikai állapotát egy fizikai kimenet is felveszi (másolja).
"A másik ez az S0 := M1 rajz és az M2 := Q0 ez mit jelent pontosan?"
Azt aminek látszik. S0 := M1 az M1-be másolja S0 pillanatnyi állapotát, M2 := Q0 pedig Q0-ba másolja M2 pillanatnyi állapotát.
"miért van külön részen?"
A program lényege az, hogy S0-ra a program generál egy olyan impulzust, ami egy programfutás idejére 1 (egy ciklus időre) amikor a nyomógombot megnyomják (amikor S0 állapota 0-ból 1-re vált, azaz felfutó élnél).
Ezt az impulzust az M0 realizálja.
Itt fontos figyelembe venni a programvégrehajtás sorrendjét (felülről lefele halad).Kezdetben S0, M0, M1, M2 (így Q0 is) 0 állapotú.
Most megnyomjuk a gombot (és nyomva tartjuk). Mivel most S0=1 de M1 még mindig 0, M0=1 lesz.
Mivel S0=1, M1 is 1 lesz a következő sorban.
Ezután mivel M0 már =1 De Q0 még mindig 0 (hiszen a program még nem tart ott ebben a ciklusban hogy 1-be írja) bekapcsolja M2 RS tárolót.És így is marad, hiszen a törléséhez Q0=1 feltétel kell, de a Q0 még =0.
A következő sor bekapcsolja Q0 kimenetet (most először) hiszen M2 állapota már 1.Eltelt kb 3-8 ms, tehát a gombot még mindig nyomjuk!!
A programvégrehajtás elölről újrakezdődik, lássuk mi történik ebben a második PLC ciklusban:
S0=1, de és M1 is =1, hiszen az előző ciklusban az S0 bekapcsolta!
Emiatt az M0 most 0 értéket kap! (most nincs felfutó él, hiszen a gombot még nyomjuk).A következő részben: M0 értéke 0, mert nincs felfutó el. Ezért M2 RS tároló állapota nem változik, hiszen az S és R bemenetén is szerepel M0, vagyis az állapota csak akkor változhat ha M0=1 (vagyis gomb felfutó élénél). Az M0 azonban most nulla.
Mivel M2 továbbra is 1, a Q0 is bekapcsolva marad (1).
Megint eltelt 3-8ms idő, a gombot még mindig nyomjuk, kezdődik egy ójabb program lefutás (PLC ciklus). Az ugyanúgy zajlik mint a másidik, mindaddig, amíg a gomb nyomva van.
Most nézzük mi lesz ha a gombot felengedjük:M0 0 marad, mivel a bekapcsolásához kell S0=1 állapot, ami most már nincs.
Emiatt itt viszont M1=0 lesz, mert a gomb állapotát másolja.
Ha nincs M0, akkor M2 sem változhat (az okot lásd fent).
Ha M2 nem változik, akkor Q0 kimenet sem, tehát most sem változott a kimenet állapota.
Ez mindaddig így marad amíg a gomb nincs megnyomva.Ha most megint megnyomjuk a gombot, akkor:
S0=1 lesz. Mivel az előző ciklusban a gombot nem nyomtuk, M1 állapota is nulla. Ezért az M0 =1 lesz!
És a következő feltétel miatt M1 is!Mivel M0=1 Q0=1 Az M2 ki fog kapcsolni, mert az RS tároló RESET ága teljesül.
Mivel M2 kikapcsolt, Q2 is ki fog.Ezután minden így marad amíg megint fel nem engedjük majd ismét meg nem nyomjuk a gombot.
-
ambien
csendes tag
-
Szirty
őstag
"64 oldalon egy impulzus kapcsolós példa van"
Nem. Az 1 rész 64. oldalán egy prés gép kétkezes indításának példaprogramja van.
A 2. résznek nincs 64 oldala, mert 82-től indul az oldalszámozás. A PDF oldalszám szerinti 64. oldalon pedig egy léptetőlánc van.Szerintem nem ugyanazt a PDF-et nézzük (ill. nem találom azt amit nézel) de a szerző stimmel.
Linkeld! -
Szirty
őstag
Ha azt akarod, hogy egy időtag ne konstans (állandó) értékű SV (beállított érték - set value) szerint működjön, hanem a program futás közben akarod változtatni ez időtag SV értékét (pl. egy felhasználói beállítás szerint) vagyis váltózóba tennéd, akkor használj S5TIME típusú változót és abba rakd az időt.
Ha ez operátor panelen a kezelő által beállított érték, akkor ezzel több dolgot nincs.
L 'S5T#'
L DB200.DBD 30 // Ezzel az értékkel szeretném változtatni az időzítő értékét.
L 'm'
T #Timer_variableEz így azért nem jó, mert minden L (LOAD) az accu1-be tölt, T meg abból.
Ezért a fenti kód első két sora teljesen hatástalan lesz, a #Timer_variable változóba pedig az "m" betű ASCII kódja kerül (109).Egyébként időtaghoz nem kell stringekből összesakkozni egy "S5T#2M" stringet, mert az S5T#2M egy konstans és fordításkor a compiler csinál belőle S5TIME típust. Maga az s5time változó nem ezt tartalmazza, hanem ezt:

vagyis egy 16 bites szám, ami BCD digiteket és időalap kódokat tartalmaz.
Inkább azt írd le mit szeretnél megvalósítani ne azt hogy hogyan. -
 Levi67
csendes tag
Levi67
csendes tag
Helló Urak!
Valaki tud segíteni nekem,Jetter Nano plc-t programozni?
Stepper motor,oda-vissza forgatás,egy encoderrel ,lenne a feladat!
Köszi
-
ambien
csendes tag
köszönöm a választ, remélem nagyjából érthető lesz amit írtam, és nem nagyon kusza....
Nem vagyok benne biztos, hogy jól olvasom értelmezem ezeket a funkcióterveket.
Itt a 64 oldalon egy impulzus kapcsolós példa van ugye ami egy lámpát kapcsolgat rövid gomb nyomásra.
Amikor először lenyomom a gombot akkor M1 és Q0 nem ad értéket, vagy 0-t ad? (Ezt sem értem pontosan, elvileg a Qval jelölt változók kimenetek, azokon pedig nem jön be érték.)
A másik ez az S0 := M1 rajz és az M2 := Q0 ez mit jelent pontosan? miért van külön részen?
Azt jól gondolom, hogy amikor másodjára nyomom meg a gombot akkor a Merker megtartja az adott értéket az előző folyamatból, és ebből tudja a program, hogy már egyszer lenyomtam a gombot. -
Fire_Vire
tag
Helló!
Változtatni szeretném az időzítő értékét azzal hogy a megfelelő DB-ben egy számértéket módosítok.
STL-ben így próbáltam:
L 'S5T#'
L DB200.DBD 30 // Ezzel az értékkel szeretném változtatni az időzítő értékét.
L 'm'
T #Timer_variableL #Timer_variable
SF T 20Basicben így nézne ki amit szeretnék:
$variable_1="S5T#"
$variable_2=2
$variable_3="M"$Variable_4=$variable_1 & $variable_2 & $variable_3 // $Variable_4 értéke így "S5T#2M"
Előre is köszönöm a segítséget!
Üdv, Feri -
Szirty
őstag
Helló!
Kicsit konkrétabban!
Mi a gond?Egyébként a 2. kötet 144. oldalán van a hivatkozott rész (szerintem).
-
ambien
csendes tag
Sziasztok!
Egy kis segítséget szeretnék kérni Tőletek. Hobby szinten elkezdtem/kezdenék foglalkozni PLC programozással és el is kezdtem olvasgatni az alapokat, egészen pontosan ezt:
"Jancskárné Anweiler Ildikó: PLC programozás az IEC1131-3 szabvány szerint KÉZIRAT!"Sajnos a funkcióterveknél támadt egy kis problémám, van egy két dolog amit nem igazán értek ( A 64. oldalon lévővel már nem boldogultam)
Tudnátok ajánlani bármilyen dokumentumot könyvet akármit amivel meg tudnám érteni?
Olyat amibe vannak esetleg példafeladatok megoldással együtt.
Előre is köszönöm a segítségeteket!Szirty weboldalán már körbenéztem, de sajnos ennyire alap dolgokkal foglalkozó dokumentumot nem találtam.
-
Szirty
őstag
A linkek:
S7-200 Programozható vezérlő rendszer kézikönyv
Javaslom nézz szét az omronkft.hu oldalának "tudásbázis" részében is.
-
Szirty
őstag
-
dave0825
őstag
-
Szirty
őstag
-
Levi67
csendes tag
Szia Szirty!
A második pulse generátor(ezek CNC kézikerekek).

-
 Flei
csendes tag
Flei
csendes tag
Sziasztok!
Mitsubishi GX-Configurator-SC szoftver keresnék.
Nincs meg valakinek?ÜdV: Flei
-
Levi67
csendes tag
Szia Szirty !
Itt lenne két pulse generátor .
A többi képet nem engedi feltölteni,nem tudom miért.
Ha vállalod megkérlek jelezzél,és adj egy elérhetőséget.Köszi!
](//cdn.rios.hu/dl/upc/2015-10/15/575384_fsyot3ueswwm9ilw_pulse_gen_1.thumb.jpg/800 "[L:/dl/upc/2015-10/15/575384_y7ujk9emtb9tjgtf_pulse_gen_2.jpg](IMG:/dl/upc/2015-10/15/575384_y7ujk9emtb9tjgtf_pulse_gen_2.thumb.jpg)")
-
dave0825
őstag
Az a baj, hogy amíg szakmai gyakorlaton nem voltam (a 2 PLC tárgy közötti nyáron), addig PLC-t nem is láttam...Sőt, a 2. félévben sem mutatott a tanár egyet sem, de elmélet, meg kis programozás az volt.
 Egyszer Mikrovezérlők órán láttam pár PLC-t, de nem mutatták meg, vagy magyaráztak róla, csak ott voltak, szóval nem az előadás miatt pihentek ott.
Egyszer Mikrovezérlők órán láttam pár PLC-t, de nem mutatták meg, vagy magyaráztak róla, csak ott voltak, szóval nem az előadás miatt pihentek ott. -
 VMatteo
őstag
VMatteo
őstag
-
dave0825
őstag
-
VMatteo
őstag
-
dave0825
őstag
Heló mindenkinek!
Windows 10 Enterprise x64-re hogy lehet rávarázsolni a Siemens Step 7-et? Max. Win 7-re engedi, már 8-ra is trükközni kellett, de azt meg nem tudtam megcsinálni.
Vagy mit ajánlatok helyette?Amúgy Szirty, át akarom olvasni az oldalad, csak nem találok olyan írást, ami az alapoktól indul. Mit ajánlasz kezdésnek? Tanultam egyetemen PLC-programozást 2 féléven keresztül is, S7-et, de jó lenne felfrissíteni, kibővíteni a tudásom. Most kezdtem dolgozni, egyelőre karbantartó mérnökként, de friss diplomás (bár nyelvvizsga még hiányzik) villamosmérnökkén a PLC-programozás, amit igazán szeretnék, és itt a cégnél lehetőségem is lenne rá, mert ismerem a PLC-s mérnököt, ő meg segítene.
-
Levi67
csendes tag
Bocs,tényleg újonc vagyok!
")
-
Szirty
őstag
-
Levi67
csendes tag
Sziasztok!
Segítségeteket szeretném kérni a köv hajtáshoz.
Adott egy : Jetter Nano plc + táp
SK6560T léptetőmotor meghajtó
1.8Nm Hajtóműves léptetőmotor 1:13
pulse generátor (lásd képek)A motort szeretném megvezérelni úgy,ahogy forgatom a pulse gen. tengelyét,pl: előre vagy hátra +90fok.-90fok.
Ez projekt egy AN2 aknásznaszád hajó gázkart mozgatna,ami a köv.képen alakul.Előre mozgatás 20-30fok irányváltás előre,majd a többi kb 60fok,a gáz adás.Vissza üresbe,majd hátra irány,és gáz adás(lásd foto gazkar).Első lépésben egy összeállítási rajz és program kellene a plc-be.
Mik a lehetőségeim,ki tud segíteni,persze nem ingyen?Előre is köszi!
-
Szirty
őstag
Helló!
-
VMatteo
őstag
Sziasztok!
Miskolcon Ipari automatizálás szakirányon vagyok, és sajnos az órákon kb semmit se tanítanak, csak nézünk ki a fejünkből. Step 7ben programozunk PLC-et. Vannak valahol jó jegyzetek, példafeladatok amik alapján lehetne tanulni?
Előre is köszönök, bármilyen segítséget! -
 miclucky
tag
miclucky
tag
-
miclucky
tag
-
Szirty
őstag
Helló!
"Csak azt nem tudtam , hogy így(KTP1000 eszközbeállítással) nem tudok generálni pc-n futtatható projektet."
Úgy tűnik ilyen lehetőséget nem kívántak hagyni a fejlesztők.
Azt a tényt azonban hogy a KTP1000 project is futtatható PC-n, bizonyítja az, hogy az ES "Start runtime system" funkcióval mégis elindítható.Process explorerrel pedig kiderül hogyan csinálja.
Nem kell mást tenni, mint ES-ben a kész projectre nyomni egy ilyen futtatás funkciót (Project/Compiler/Start runtime) ettől lefordul és elindul a runtime-ban a KTP1000 project. Ezuán be lehet zárni az RT-t. A fordításkor létrejönnek és megmaradnak a futtatáshoz szükséges file-ok a project mappájában.
Bármikor el lehet indítani ES nélkül is parancssorból így:"C:\Program Files\Common Files\Siemens\WinCC flexible Simulator\HmiSRT.exe" /f "D:\Melo\PLC\WinCCFlex\KTP1000\KTP1000.Device_1.srt" /Restart
Ha neked ez a "félhivatalos" megoldás megfelelne, próbáld ki!
Ezt inkább gondolat indítónak szántam nem kulcsrakész megoldásnak. Mivel ez a módszer a szimulátort használja, ki kell próbálni milyen hajlandóságot mutat felvenni a kapcsolatot egy valós PLC-vel a megfelelő kommunikációs útvonal használatával... -
miclucky
tag
pc runtime úgy jött ide, hogy van egy raklap panel pc-nk és mivel ezt a kezelőfelületet nagyon ritkán használják (szinte soha), gondoltam felesleges lenne vetetnem x százezerért egy HMI-t. KTP 1000-re(ez tetszett F1-F8,de mégis dizájnosabb) lemódosítottam az OP17 progiját, amit gondoltam runtime-futtatok. Csak azt nem tudtam , hogy így(KTP1000 eszközbeállítással) nem tudok generálni pc-n futtatható projektet.
-
Szirty
őstag
-
miclucky
tag






































 Értem!
Értem!





](http://cdn.rios.hu/dl/upc/2015-10/15/575384_fsyot3ueswwm9ilw_pulse_gen_1.jpg "[L:/dl/upc/2015-10/15/575384_y7ujk9emtb9tjgtf_pulse_gen_2.jpg](IMG:/dl/upc/2015-10/15/575384_y7ujk9emtb9tjgtf_pulse_gen_2.thumb.jpg)")

 Egyszer Mikrovezérlők órán láttam pár PLC-t, de nem mutatták meg, vagy magyaráztak róla, csak ott voltak, szóval nem az előadás miatt pihentek ott.
Egyszer Mikrovezérlők órán láttam pár PLC-t, de nem mutatták meg, vagy magyaráztak róla, csak ott voltak, szóval nem az előadás miatt pihentek ott.


")


Új hozzászólás Aktív témák
-
5600 - 5501
9298 - 8001 8000 - 7901 7900 - 7801 7800 - 7701 7700 - 7601 7600 - 7501 7500 - 7401 7400 - 7301 7300 - 7201 7200 - 7101 7100 - 7001 7000 - 6901 6900 - 6801 6800 - 6701 6700 - 6601 6600 - 6501 6500 - 6401 6400 - 6301 6300 - 6201 6200 - 6101 6100 - 6001 6000 - 5901 5900 - 5801 5800 - 5701 5700 - 5601 5600 - 5501 5500 - 5401 5400 - 5301 5300 - 5201 5200 - 5101 5100 - 5001 5000 - 4901 4900 - 4801 4800 - 4701 4700 - 4601 4600 - 4501 4500 - 4401 4400 - 4301 4300 - 4201 4200 - 4101 4100 - 4001 4000 - 2001 2000 - 1
-
Fórumok
LOGOUT - lépj ki, lépj be!
LOGOUT reakciók Monologoszféra FototrendGAMEPOD - játék fórumok
PC játékok Konzol játékok MobiljátékokMobilarena - mobil fórumok
Okostelefonok Mobiltelefonok Okosórák Autó+mobil Üzlet és Szolgáltatások Mobilalkalmazások Tartozékok, egyebek Mobilarena blogokPROHARDVER! - hardver fórumok
Notebookok TV & Audió Digitális fényképezés Alaplapok, chipsetek, memóriák Processzorok, tuning Hűtés, házak, tápok, modding Videokártyák Monitorok Adattárolás Multimédia, életmód, 3D nyomtatás Tabletek, E-bookok Nyomtatók, szkennerek PC, mini PC, barebone, szerver Beviteli eszközök Egyéb hardverek PROHARDVER! BlogokIT café - infotech fórumok
Infotech Hálózat, szolgáltatók OS, alkalmazások SzoftverfejlesztésFÁRADT GŐZ - közösségi tér szinte bármiről
Tudomány, oktatás Sport, életmód, utazás, egészség Kultúra, művészet, média Gazdaság, jog Technika, hobbi, otthon Társadalom, közélet Egyéb Lokál PROHARDVER! interaktív
- Brogyi: CTEK akkumulátor töltő és másolatai
- Canon MILC: EOS R és M topik
- Székesfehérvár és környéke adok-veszek-beszélgetek
- Samsung kuponkunyeráló
- Diablo IV
- Budapest és környéke adok-veszek-beszélgetek
- Megújult mobilos felület, fórumos ráncfelvarrás a PROHARDVER! lapcsaládon
- A fociról könnyedén, egy baráti társaságban
- Filmvilág
- Milyen egeret válasszak?
- További aktív témák...
- Gamer egerek és billentyűzetek kitűnő árakon!
- Akció!!! Sosemhasznált! HP OmniBook 5 i5-1334U 16GB 1TB 16" FHD+ Gar.: 1 év
- 27% - ASUS NUC 15 Performance Core Ultra 9 275HX / RTX5070 MiniPC! BeszámítOK
- Minden szoftver mellé teljesen audit és NIS2 biztos, jogilag hiteles licencigazolást adunk át!
- szinteÚJ Lenovo ThinkPad L14 Gen5 i7 155U 16GB 1TB FHD+
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest