-

Fototrend



Új hozzászólás Aktív témák
-

Tikakukac
titán
-

zsolti_20
senior tag
válasz
 Reggie0
#23480
üzenetére
Reggie0
#23480
üzenetére
Szép napot!
Ma megcsináltam újra a PID tuningot, a ventilátor bekapcsolásakor a hőmérséklet 199 fokra esik vissza 200-ról, majd 201-re melegszik fel aztán stabil 200. Úgy gondolom ez így rendben van.
A probléma még mindig az hogy a ventilátor bekapcsolásakor az a réteg nem tapad az alatta lévőhöz. Lehetséges a ventilátor fordulatszámát layerenként emelni cureban?
-

KARIPAPA
csendes újonc
Hali! Kérdésem a következő lenne a kollégákhoz mire gondoljak géphiba vagy tényleg szoftveres.Most szerdán jött meg de még nyomtatni nem tudtam vele mert a vele adott teszt fájlokhoz is ezt írja ki.1.3 ChiTuBox verzióval jött én letöltöttem az 1.6 verziót de azzal is ezt csinálja.Köszönöm előre
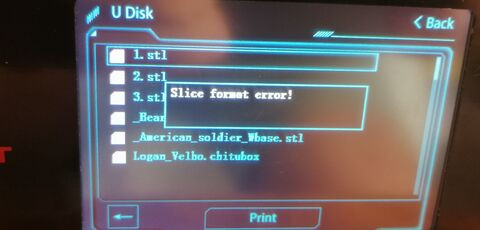 is ha valaki tudna megoldást.
is ha valaki tudna megoldást. -
#23492
 Mr. Erikszon
senior tag
Mr. Erikszon
#23491
Mr. Erikszon
senior tag
Mr. Erikszon
#23491
Mr. Erikszon
senior tag
válasz
 Mr. Erikszon
#23491
üzenetére
Mr. Erikszon
#23491
üzenetére
Közben olvastam valahol, hogy le lehetne pause-olni és kicserélni majd resume-olni a nyomtatást!
-
#23491
Mr. Erikszon
senior tag
Mr. Erikszon
senior tag
Sziasztok, filamentet akarok cserélni menet közben egy Ender 3 Pro-n!
Megnéztem ezt a vidit: [link] De nekem a TUne-ban nincs change filament menüpont csak Babystep Z ez mit jelent pontosan? Lehet hogy máshol kell keresnem? -

Slapy
aktív tag
válasz
 szivgy
#23488
üzenetére
szivgy
#23488
üzenetére
Próbáltam, de felejtős volt úgy :) 9perc volt végülis a nyomtatás, szigszalag megfogta addig. Utána akartam nyomtatni egy tesztkockát, de a felétől úgy nézett ki a mintha nagyon alul extrudálna (addig nem volt gond) jópár rétegen át, aztán már csak nyomtatta a levegőbe a semmit... Extruder meg kattogott veszettül! Vagy meg szorult a bovdenbe vagy nozzle dugult el gondolom... Még nem volt időm foglalkozni vele azóta
-
#23489
 CheGhost
aktív tag
Mr. Erikszon
#23482
CheGhost
aktív tag
Mr. Erikszon
#23482
CheGhost
aktív tag
válasz
Mr. Erikszon
#23482
üzenetére
Szia!
Ahogy fboldog is írja, az AutoCAD másra való.
Az Autodesk termékek közül a ReCap Photo alkalmas a photogrammetry-re, azaz fényképekből létrehozni az eredeti tárgy közelítő 3D-s modelljét. (A linkelt videód 2017-es, azóta valószínűleg átnevezték.) A ReCap az Autodesk felhőbe feltölti a fényképeket (max. 100 db) és a szerverek dolgoznak rajta. 20 perc és 2 óra között általában, a felhasználók számától függően. A 100 db soknak tűnik, de annyira nem az, de elegendő. (Saját gépen futó programoknál általában nem mindig van ilyen korlát, de növekszik a feldolgozási idő a képek számának növekedésével, 10+ órát gyorsan el lehet érni.) A kiadott modellt ezután még több-kevesebb utófeldolgozásnak kell alávetni, egyszerűbbek a ReCap-ban elvégezhetőek, az Autodesknél maradva részletesebbek a Fusion360-ban mehetnek.
Az fboldog által linkelt videóban többfajta szoftvert is mutatnak még. -
Slapy
aktív tag
Sziasztok!
Nincs valami ötletetek hogy miként tudnék nyomtatni egyet (max 30 perc), úgy hogy az extruder fittingből kicsúszik a bovden...? Avagy rögzíteni valahogy addig?
Nyomtatott plusz dolgok rögzítették eddig, de ma bovden-t cseréltem és egyik fitting-em sem fogja meg, kicsúszik belőlük hamar... A nyomtatott dolognak pedig letört egy része, így azt újra kellene nyomtatnom... -
#23483
 fboldog
senior tag
Mr. Erikszon
#23482
fboldog
senior tag
Mr. Erikszon
#23482
válasz
Mr. Erikszon
#23482
üzenetére
Itt jobban körbejárják a témát: https://www.youtube.com/watch?v=0WTns1ItVss
és a válasz szerintem az, hogy az AutoCad nem erre való.
-
#23482
Mr. Erikszon
senior tag
Mr. Erikszon
senior tag
Sziasztok, valakit csinált már [hasonlót?]. Ha igen ez megoldható egy AUTODESK AUTOCAD-ban is? A vidiben egy Autodesk ReMake-et használ
-
-

Reggie0
félisten
válasz
 zsolti_20
#23476
üzenetére
zsolti_20
#23476
üzenetére
Nezzel egy homersekleti grafikont a hotendrol, hatha a venti nagyon visszahuti vagy beleng. Nekem van egy olyan erzesem, hogy amikor a venti bekapcsol, akkor a hoszukules miatt tavolabb kerul a nozzle csucsa es mar nem jol tapad az atmeneti reteg. Vagy a masik lehetoseg, hogy homerseklet visszaeses miatt nem lesz jo a flow. Szilikon zokni van a hotenden? Esetleg ductot kene cserelned, hogy kevesbe fujjon a hotend fele.
-
zsolti_20
senior tag
válasz
 azbest
#23478
üzenetére
azbest
#23478
üzenetére
Haza érek munkából csinálok egy PID tuningot. Meg csináltam régebben már, de lehet elkalibrálódott, illetve jelenleg 30 fok van lakásban. Ránéztem a hőingadozásra és valóban 5-6 fokot esik.
Teljesen szét szedtem a hotendet, de ha a pid tuning nem lesz jó akkor szét szedem megint és megnézem.
Köszi a gyors választ. -
azbest
félisten
válasz
zsolti_20
#23476
üzenetére
Nézed közben a hőfokot? Nem esik le nagyon a hőmérséklet és csak később emelkedik vissza?
Mert lehet akkor kalibrálni kéne a hőfok szabályozást és elmenteni a kalibrált értékeket a firmware-be. Vagy esetleg a kezdő gcode-ba is be lehet talán tenni.
Persze nem tudom mennyire szerelgettél a hotend körül, ha a mérő vagy a fűtőpatron nem jól van a helyén, az is lehet oka nagy hőingadozásoknak.
-
azbest
félisten
válasz
zsolti_20
#23472
üzenetére
Azért mielott szétszeded, próbáld ki, hogy nem tömör dolgot nyomtatva milyen a minoség.
Pláne, mert a mostani vulcan-szerű hotend még akár jobb is lehet az újnál.
Ja és az új hotendnél sem árt ellenőrizni, hogy kell-e hozzá valami adaptert nyomtatni, hogy fel tudd szerelni. -
-
#23471
azbest
félisten
tothferenc
#23470
azbest
félisten
válasz
 tothferenc
#23470
üzenetére
tothferenc
#23470
üzenetére
ha ugyanolyan beosztásút tettél a helyére, akkor elvileg ugyanannyit kellene forduljon. De ártani nem árt.
ja hogy driver... végülis, leelenőrizni, hogy ugyanolyan micro steppingre van-e állítva, mint az elődje, arra jó a kalibrálás is. -
#23470
 tothferenc
senior tag
tothferenc
senior tag
tothferenc
senior tag
Sziasztok. Motorvezerlo csere utan erdemes extrudert kalibralni, vagy nem befolyasolo tenyezo a driver?
-
azbest
félisten
válasz
zsolti_20
#23467
üzenetére
Ja, megvan a bottom titka: 100% infill van beállítva, hogy tömör legyen. Ilyenkor Teszi a bottomot kvázi végtelenre, mert nincs értelmezve tömör elemnél.
Tömör elemnél ha nincs maximálisan kioptimalizálva az extrúrer, akkor az tud mindenféle oldalirányú kinyomódásokat eredményezni. Lehet ezért volt csúnya korábban is. Próbálhatnál mondjuk 20% infillel nyomtatni olyan dolgokat, amihez nem kell, hogy az egész tárgy tömör legyen.
A start gcode-hez hozzá lehet adni olyan okosságot, hogy húzzon egy csíkot az asztal szélére. Akkor feltölti a nozzlet és kevésbé lesz ilyen gond. Én úgy használom. A prusáknál is ilyesmi az alap.
-
zsolti_20
senior tag
válasz
azbest
#23466
üzenetére
Megnéztem cureban és megfelelő nyomtató van kiválasztva hozzá:
[link]Nem tudom mi az a sok 9-es nekem mindig ezt állította be alapból. A top és bottom az 0.8-on van.
A kezdetleges brim hiánya azért van, mert amikor melegíti a hotendet, kifolyik belőle a PLA, így alapból úgy kezd, mintha akkor dugtam volna bele a PLA-t és még átkell neki hajtania a nozzlen.
Tikakukac: Az extruder megfelelően van beállítva, pont annyit adagol amennyit kell neki. A stepper motor is cserélve lett, nem látható rajta beragadt PLA, törve sincs, nem is akad és a cső sem csúszott ki belőle. Igazából az egész kocka viszonylag oké nekem, csak az első réteg leválása ami aggaszt. Eddig sem nyomtattam szépet, de legalább össze tartott.
Közben megtaláltam a raftot, de írták az nem oldaná meg a problémámat. Kicsit állítottam a retracton, de nem tudom, hogy ez barmit változtatna az első rétegen? -
azbest
félisten
válasz
zsolti_20
#23464
üzenetére
a top és bottom layer részen nem tetszik, biztos, hogy nem ez az alap, valahol talán van egy rejtett beállítás ami bekavar.
Top layernek 2 kevés. Azon még simán átlátszik az infill feletti bridgek egyenetlensége.
Bottom layer - ez az alja - meg mi az a sok 9es?
A cura alapból 0.8-as top és bottom vastagságot szokott ajánlani és az 0.2 rétegekkel 4-4.Ha kezdetkor még hiányos a model körüli cucc, brim, akkor az arra is utalhat, hogy a nyomtató beállításainál a kezdő gcode rész nem passzol jól a nyomtatóhoz. Nekem is volt, hogy túlságosan sok retract volt a start gcode-ban, ezért a feladat kezdésekor hiányos volt a brim.
Milyen nyomtatót állítottál be az előre meglévő profilok közül? A cura ismeri a tevo tarantula PRO nyomtatót. Ha mást állítottál be, vagy a sima tarantulát választottad, akkor ott alapból más gcode lehet és más alap beállítások.
A tevo tarantula PRO eleve komolyabb hotenddel jön, vulcan stílusúval, ami hosszabb úton melegíti a filamentet. Ez jól beálltva gyorsabb sebességet is tudhat, de kényesebb lehet. -
zsolti_20
senior tag
Jó reggelt emberek,
Tegnap este még kicsit játszottam a dologgal, próbáltam mindent gy beállítani ahogy tanácsoltátok. A fal probléma eltűnt szerencsére de a leváló első réteg még mindig jelen van sajnos.
Ezeket a beállításokat használom:
[link]
És csináltam pár képet az első rétegről, illetve a végeredményről:
[link]
A képen a kocka aljáról hiányzik az első réteg azért olyan fehér, kézzel simán letudtam húzni kb mint egy matricát. -
válasz
zsolti_20
#23461
üzenetére
Nálam a 4. réteg után indul csak a hűtés, nálad már a 2. után?
A flow értéke nincs elállítva? A Cura-ban is nézd meg, és a gép beállításai között is. Emeld meg mondjuk kezdetnek 105%-ra, nálam az inner walls-ra van ennyi megadva, az megoldotta a külső falak leválását. -
zsolti_20
senior tag
-
zsolti_20
senior tag
válasz
Reggie0
#23458
üzenetére
Linkeltem fentebb ket kepet. Itt lathatod oket:
[link]Az elso reteg levalik a masodiktol, de a masodiktol kezdve szetbonthatatlan. A fal szinten siman kezzel lefejtheto a kockarol.
Szoval a kett egyszerre.azbest: Jelenleg dolgozok, de amint haza ertem csinalok par video es kepet.
-
zsolti_20
senior tag
válasz
azbest
#23454
üzenetére
Nem kerdezte az elejen a nyomtatot, lehet akkor megsem toroltem minden filet rendesen.
Reggie0: Par hete bontottam ki, de probaltam masik PLA-val es ugyan ezt csinalta. Amikor megemelem az initial layert 0.4-re akkor mar nem valik le, de a fal az levalik a kinyomtatott targyrol. Szinte lehamozhato mint egy hagyma. -
zsolti_20
senior tag
válasz
azbest
#23446
üzenetére
Tegnap este újra telepítettem a curat, reseteltem az összes beállítást és most megint ott vagyok ahonnan elindultam, talán annyival előrébb, hogy végre nem fut lassan a szoftver a nyomtatón amióta megszüntettem a rövidzárlatot.
Most már szépen letapadnak a sarkak is ,de valamiért az első réteg nem akar a többihez tapadni, és a falnál is van valami probléma. Csatolok két képet ahol jobban kivehető a probléma. Simán kézzel letudtam fejteni róla a rétegeket, amik a képen látszanak. Viszont a többi része össze állt rendesen és szét szedhetetlen.
[link] -
Reggie0
félisten
Nekem azert jott elo ennyire, mert egy reteges falvastagsaggal nyomtattam es nagy sebesseggel, hogy ezt a jelenseget vizsgaljam.
Szerintem a megoldas a direct drive vagy a direct drive szeru bowden, azaz az extrudert at kell szerelni a fejre es minimalis hosszusagu bowdent hagyni az osszekotesre.
Szerintem a pressure control, ha jol tudom curaban van, lenne az igazi szoftveres kompenzacio, csak jol be kell loni es emellett a retractot a leheto legkisebbre venni, amig nem szalaz. No meg a nyomatekos extruder kello szoritoerovel, hogy csuszni se tudjon a szal.
Hosszutavon pedig a hotend cserelje, az is szamit, hogy egy retract utan mennyi anyag marad folyekony halmazallapotban, mert hiaba tolsz ra extra hosszt vagy fejtesz ki barmekkora erot, ha nem tudja kello sebesseggel megolvasztani a frissen betolt szalat.
-

kzkz
őstag
válasz
Reggie0
#23447
üzenetére
Ilyet én is tapasztaltam a bowden-es esetén, de ennyire azért nem jött elő, pedig nálam minimum 60cm volt a bowden. Most áttértem direct drive-ra, de teljesen ez se tüntette el a jelenséget, viszont most már lehet 1-2mm-es rövid különálló vonalakat is nyomtatni, amit előtte nem igazán szeretett a cucc.
A kérdés: mi a megoldás a problémára?
Én slic3r-t használok, de nem találtam olyan beállítást, hogy amikor travel után elkezdi a nyomtatást, akkor kicsit több anyagot nyomjon, vagy előbb kezdje el nyomni.
Szerk: mégis találtam, van egy ilyen: Extra length on restart.
-

dugesz77
őstag
Hátha ráharap valaki. Banggood-nál az Ender 5 Pro a bf0c6a kuponnal most 355$-ért elhozható Cseh raktárból.
-

Saccco
nagyúr
válasz
 Tikakukac
#23448
üzenetére
Tikakukac
#23448
üzenetére
Itt is kell tökölni az első réteggel. Legalábbis a mesh-sel megszívattam magam. Igazából nem is kellene, de ha már lúd!

Lagrange nem szereti a sűrű mesh-t.
Még kell egy nozzle scrubber, hogy tutira ne legyen maradék filament a nozzle hegyén, így biztosan jó lesz az offset.Mondjuk ez a kalibráció és a kitanulás része.
Bicubic logika mellett egységes lett az első réteg, most viszont túl közel van a nozzle.
-
Tikakukac
titán
Kíváncsiság kedvéért csak raktam egy 1.5mm-es hézagolót az extruder rugójához még grátisz. El is tűnt az infill szakadozás.
Azért örülök, hogy lassan 1 év után kicsiszolódik a gép. Viszont tényleg építeni kell egy Voront. Úgy tűnik lesz rá igény, hogy sokat nyomtassak, oda pedig már nem akarok ennyi vackolást. -
Reggie0
félisten
válasz
azbest
#23446
üzenetére
En is tapasztaltam hasonlot, de megis extruder problema. Azaz konkretan a bowdenes rendszer miatt van, a bowden ellenallasa es rugalmassaga okozza, hogy irany vagy sebesseg valtozasnal az extrudalas nem tudja lekovetni a fej mozgasat es anyaghiany lesz belole. Foleg a sarkok utani gyorsulasi szakaszon latni a hianyt, mig a stabilizalodott sebessegu reszen tokeletes a fal. Illetve ott is jol nyomtat, ahol kis tavolsagon belul (1-2 mm) ismet iranyvaltoztatas van, mert nem tud felgyorsulni, igy kicsi a sebesseg ingadozasa(pl. castle in the cloud-nal a kiallo oldalu kofal). Abban pedig biztos vagyok, hogy az extruder precizen adagol, mar 1:3 atteteles, dupla fogaskerekes hajtas van, elobb szakitja el a ptfe csovet, minthogy megcsuszna a filament.
A hiba nagyobb sebessegnel jobban kijon, ime par pelda(a cucc oldalara van dontve, a kep aljanal levo oldalan allt nyomtataskor):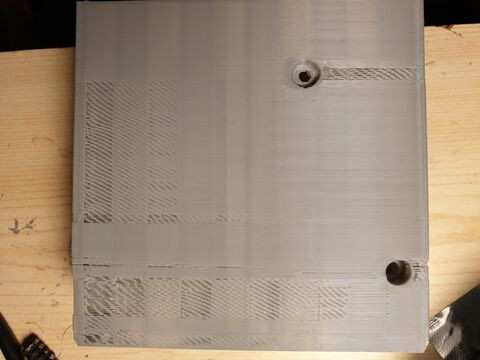
Masik oldala: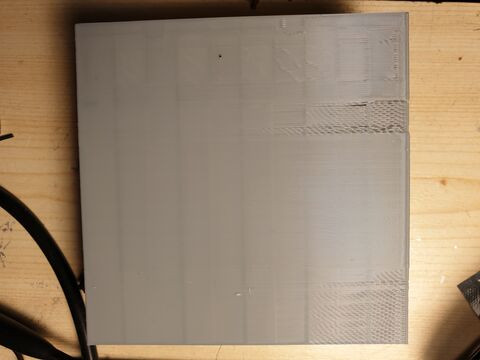
Az is erre utal, hogy a lukak, sarkok korul csak az egyik iranyban hibazik, megpedig ahol gyorsul a fej.

-
azbest
félisten
válasz
zsolti_20
#23442
üzenetére
ha látványosan hézagosan nyomtat, akkor pedig mégiscsak extruder körüli a probléma. Viszont így, hogy mondtad a kalibrálást, hogy úgy megfelelő hosszan tekerte le, így a cura a gyanús.
Volt valamelyik újabb verziónál egy olyan hülyesége, hogy a beálításoknál (lehet nyomtató profilban) nem volt hajlandó elmenteni a nozzle méretet. Ellenőrizd vissza, hogy a curában tényleg jól van-e beállítva. Nem csak közvetlenül a parmétereknél, amit nyomtatás előtt állítasz, hanem a cura nyomtató kofigurációs részén is nézd meg, mert ott is van nozzle állítás.
Ha esetleg megvan még egy régebbi gcode fájl vagy pléda a hozzá kapott sd kártyán, ami jó volt, akkor megpróbálhatod azt nyomtatni.
(#23447) Reggie0
naja, persze érdemes mindent ellenőrizni. Terhelés alatt lehet mégsem csúszik olyan jól a szál, ha valami nem jó.
Nekem is megvoltak már a saját magam szivatásai korábban. Pl amikor a direct extruderembe való pár centis ptfe cső darabot kifejeltettem és beletekeredett a filament a nagyobb térbe. De volt már olyan is, hogy nem vettem észre, hogy hosszabbak a csavarok és emiatt nincs meghúzva valójában az extruderem rögzítése (bmg klón + full metal v6 klón). És volt valami extruder kalibrálós történetem is, amikor mindig más érték jött ki, mert valamit figyelmetlenségből nem húztam meg vagy raktam jól össze. -
#23444
dugesz77
őstag
Mr. Erikszon
#23432
dugesz77
őstag
válasz
Mr. Erikszon
#23432
üzenetére
Első körben a venti védőt és a filament bevezetőt mondanám (itt fent van mind a kettő) plusz extruderhez ezt a bevezetőt. Kábelekhez klipsz , extruder tekerő.
-
-
zsolti_20
senior tag
válasz
Reggie0
#23435
üzenetére
Eloszor en is az extruderre gondoltam, igy egybol ra alltam a megfigyelesere, de nincs semmi kosz ott, es kattogni sem kattog. Ugy gondoltam nem tudja adagolni a hotendnek mert nem eleg meleg, es csak forog ott a fogaskerek, de szo sincs errol. Mintha 0.2-re lenne allitva minden. Nehez elmagyarazni es sajnos kepet nem tudok jelenleg csatolni rola.
De kb mint ez:
[link]Csak a falaknal is. Igy par layer utan mar a fej tul magasan van es a levegobe kezd nyomtatni. Lehet kikapcsolt ventilatorral kellene megprobalnom?
Szerk.: talan ez kozelebb all a probemahoz:
[link] -
zsolti_20
senior tag
válasz
azbest
#23424
üzenetére
Munka elott volt egy kis idom megbontani a gepet, es meg is talaltam mi fustolt el. Ahogy allitottam az asztalt, az alatta levo rugokrol lekopott a festek, a rugo pedig elkezdte a szigetelo anyagot szinte lecsiszolni az asztal aljanal. Igy rovidre zart es a rugon levo festek kezdett egni. A rugo teljesen fekete lett a zoldbol plussz kb a fele rugalmassagat is elvesztette, megkemenyedett. Gondolom a nagy ho hatasara. Ezeket kicsereltem, plussz tettem szigetelo anyagot a rugo es az asztal koze. Vissza szereltem a gyari tapot es lass csodat mukodik a gep.
Viszont ujabb hiba jott elo. Az elso layert nagyon szepen nzomtatja az asztalra, utana pedig olyan mintha 0.2-es nozzlehoz adagolna az anyagot. Nekem 0.4-es van.Szoval mintha fele annyi anyag jonne ki mint kellene, de a beallitasok mintha 0.4-hez lennenek allitva. Igy amit utana csinal az valami szivacsos allagu lesz hajszalvekonz layer vonalakkal.
Elsora arra tippeltem, hogy a hotend homerseklete alacsony igy megnoveltem 215fokra, gondoltam utana majd csokkentem 5 fokokkal. De ugyan ezt a hibat tapasztaltam. A PLA-t kihuztam a nyomtatas vegen es nem lattam, hogy az extruder belemart volna valahol. Igy a homerseklet megfelelo lehet, de valamiert fele annyi anyagot ad a hotendnek mint kellene. Lemertem utana mennyit ad ki 100mm-nel es pontosan 100mm-ert, igy a multkori kalibracio meg mindig megfelelo.
A hotend nincs eldugulva, mert mar szet szedtem ketszer is hogy bele nezzek de teljesen tiszta belulrol.
Lehet hogy a cura szorakozik velem?
-
Megnéztem, a Cura nem csinál bele ilyen lyukat, a PS viszont bármit állítgatok, mindenképpen így szeleteli.
Nagyon szimpatikus nekem a PS, sokkal emberközelibb, mint a Cura, de elég sok a hülyesége... Asszem várok a további kísérletezéssel addig, amíg kijön a 2.3. Vajon mikorra várható?
Asszem várok a további kísérletezéssel addig, amíg kijön a 2.3. Vajon mikorra várható? -
#23432
Mr. Erikszon
senior tag
Mr. Erikszon
senior tag
Sziaszok, Ender 3-hoz milyen kiegészítőket érdemes kinyomtatni?
-
válasz
azbest
#23429
üzenetére
Asszem meg is van:
Azon a részen egy rétegnyi a falvastagság és nincs mögötte infill, ami több kérdést vet fel, mint amennyit megválaszolt. Miért így szeletelt, miért hagyja üregesre? Miért csak az egyik oldalon esik össze a fal? Talán tényleg a plusz légmozgástóL Vagy a tárgyhűtő nem hűt egyenletesen? Mit állítsak a prusaslicer-ben, hogy ne hagyjon lukakat indokolatlan helyeken??
Miért így szeletelt, miért hagyja üregesre? Miért csak az egyik oldalon esik össze a fal? Talán tényleg a plusz légmozgástóL Vagy a tárgyhűtő nem hűt egyenletesen? Mit állítsak a prusaslicer-ben, hogy ne hagyjon lukakat indokolatlan helyeken??Ujjlenyomatra: LOL

-
Reggie0
félisten
válasz
azbest
#23429
üzenetére
Biztosabb grafitos szilikonnal kionteni az ujjlenyomatot.
Mi regen PCB-t gyartottunk eloszor(levilagitottuk az ujjlenyomatot,majd lemarattuk) es arra ontottuk ki a szilikont, a rezreteg vastagsaga adta a barazdat. Ha talalsz ESD-s kiontoszilikont az is jo, kozel all a szaraz bor ellenallasahoz, ha nem ultrahangos vagy optikai lenne a szenzor. -
azbest
félisten
Néztem is, hogy elléggé stilizált a sátán arrafelé, de már semmin sem lepődöm meg.
Egyébként az elkészült g-code-ot valami nézegeető programmal le tudhatod ellenőrizni. Akár a slicer is lehet be tudja olvasni, de online nézegető is van. Ha esetlg üreges, akkor nozzlenél kisebb falvastagság be tud kavarni. De szeletelő előnézetben a rétegeken átpörgetve is lehet esetleg látni.
Az ujjlenyomatodat kinyomtatva lehet fel tudjok oldani mostmár a telefonodat
![;]](//cdn.rios.hu/dl/s/v1.gif)
-
Bocsi, Anet A8, dual Z, pont azon az oldalon van a board hűtő venti, amelyik jó lett
 , a másik oldalon semmi, se huzat, se ajtó, bútorok vannak arról az oldalról. Bár most jobban meggondolva a "jó" oldalon kap egy kis plusz hűtést a board irányából, a másik oldalon esetleg meg lenne olvadva?? Az extruder hőmérséklete 195 fok, a tárgyhűtő 100%-on ment végig. Azt se gondolom, hogy kimaradt volna egy-egy step, mert a függőleges fal is tökéletesen egyenes körülötte.
, a másik oldalon semmi, se huzat, se ajtó, bútorok vannak arról az oldalról. Bár most jobban meggondolva a "jó" oldalon kap egy kis plusz hűtést a board irányából, a másik oldalon esetleg meg lenne olvadva?? Az extruder hőmérséklete 195 fok, a tárgyhűtő 100%-on ment végig. Azt se gondolom, hogy kimaradt volna egy-egy step, mert a függőleges fal is tökéletesen egyenes körülötte.
Szóval egyszerűen nem értem. Egyedüli probléma az lehet, hogy nedves a filament, a retract-ot feljebb vettem 2-ről 3mm-re, mert kicsit szálazott. De ha ez okozott volna problémát, az máshol is hagyott volna látható nyomokat, nem? Nyomtatás közben nem pattogott egyébként, az jelentheti, hogy nem is nedves a filament?
A szeletelő progi pedig Prusaslicer 2.2
Az előző hsz-ben a "sátán" eredetileg "darab" lett volna, hülye autocorrect -

fape
senior tag
-
dugesz77
őstag
válasz
fboldog
#23423
üzenetére
Nem akarom természetesen túltolni inkább az érdekelt ,hogy a 250 fok körül még használható-e ez a fajta. Az igazság az,hogy ismerős vett egy tekercs háklisabb ABS filamentet ő is 240 fokig próbálta csak valamiért nem volt jó így átadja a tekercset . Én megpróbálnám kicsit feljebb is hátha csak az kell neki . Nem lakótérben üzemel a nyomtató, dobozolva van, levegő csere is megoldott (épített szekrényben van).
-
azbest
félisten
válasz
zsolti_20
#23422
üzenetére
A bigtreetech board 32 bites, nem 8, mint a gyári. Ahogy linkeltem, többféle változata is van, van amin tmc2209 driverek vannak integrálva, de van olyan, ahol cserélhető tmc2208-akat adnak hozzá hasonló áron. Van pár különbség köztünk, de mindkettő jó, csak vannak plusz képességei a 09esnek.
A boardot egyébként arra az esetre linkeltem, hogy ha elfüstölted a mostanit. A hotbed-et nem is értem minek akarod cserélni, ha nincs megsérülve. A külső mosfet jó lehet, de a board maga is tartalmaz beépítve mosfetet, hiszen azzal szabályozza a fűtést. A külsővel esetleg gyorsabban fel tud melegedni.
Szerintem mielőtt ki akarod maxolni a nyomtatót, próbáld meg megtalálni, hogy mi zárlatos, mi ment tönkre. S ha nem vált működésképtelenné, akkor rájönni arra, hogy eddig miért nem működött jól, mi van rosszul összeszerelve vagy mit csinálhattál rosszul. Ettől persze érdemes lehet már megrendelni az új boardot, ha csendesebb és gyorsabb nyomtató a cél később, de az is el fog füstölni, ha zárlatos a fűtés vagy rosszul van bekötve valami. És az is csúnyán nyomtat, ha valahol valami nem jó vagy rosszul van beállítva.
-
válasz
 dugesz77
#23421
üzenetére
dugesz77
#23421
üzenetére
Őszintén szólva én nem mennék 240 fok fölé szívesen olyan hotenddel ahol a PFTE cső hozzá ér a nozzlehoz. (Arról nem is beszélve, hogy ez egy Alis rendelés, ahol nincs semmi garancia arra, hogy ez a cső tényleg annyit bír.)
https://reprap.org/wiki/PTFEHa már ilyen magas hőmérséklet kell, inkább valami allmetal V6 vagy NF Crazy, etc.
Aztán az is kérdés, hogy a jelenlegi hotendben lévő thermisztor meddig tud mérni. (és a firmwareben meddig van engedve)
-
zsolti_20
senior tag
-
dugesz77
őstag
Megérkezett ma ez a Capricorn PTFE bowden. Milyen maximális hőmérsékletig lehet ezt használni? Jó két hónapja ezt a Chep által ajánlott hotend fixet használom teljes megelégedéssel viszont eddig 240 fok fölé nem mertem vinni ,mert egy viszonylag olcsó bowdent használtam hozzá.
-

Joshi
titán
válasz
 Saccco
#23417
üzenetére
Saccco
#23417
üzenetére
Mivel az S3D keményen fizetős történet, gondolom nem akarnak egy bugos szoftvert kiadni. Én itt látom a csúszás okát.
ui.: PLA mivel oldható? De úgy általában érdekelne hogy egyes anyagokat mivel lehet oldani. Ha esetleg van erre egy táblázat, vagy leírás annak a linkjét megköszönném. THX.
-
-
azbest
félisten
válasz
zsolti_20
#23412
üzenetére
Határ a csillagos ég.
Ellenben, ha úgy fogalmazom meg, hogy mi az egyik legjobb ár-érték arányú mostanában, akkor valószínűleg a bigtreetech skr mini e3 egyik változata [link] Van már v2.0, de nem vagyok róla meggyőződve, hogy megéri a másfélszeres árat. A 4 vezérlő sem nagy hátrány, mert a dual z csak passzív elosztós, legfeljebb dual extruderhez kéne ötödik vezérlő.
A raspi szerintem is inkább csak külső extra. Önmagában nem is elegendő a vezérléshez.
-
azbest
félisten
-
zsolti_20
senior tag
válasz
azbest
#23409
üzenetére
Hasonlora tippeltem en is miutan, amikor kulon az astalt akartam melegiteni, csak siman kikapcsolt.
Ha jol tudom van a PSU-ban rovidzar vedelem amit rakotottem, igy annak is le kellett volna kapcsolnia.
Milyen szerepet tolt be a mosfet az elektronikaban? Mi a dolga pontosan? Vagy csak szimplan a futesvezerlo szerepet tolti be es a bazison kapja az ugymond utasitast? Ezzel lenne megoldva heatbed le es fel kapcsolasa? -
azbest
félisten
válasz
zsolti_20
#23408
üzenetére
ja, hogy neked nem is tevo tarantulád van, hanem az újabb tevo tarantula pro... nem kerestem vissza a régebbi kommentekben.
Láthatóan folyton újraindul, valsz a táp rövidzárvédelme tiltja le, mert látni, hogy a led is villan. Zárlatos valahol valami. Tipikusan valamelyik fűtőbetét lehet első körben esélyes. A két piros összeér valahol. Ha a szenzorral is összezár, akkor pedig a boardon leég a vezérlő chip. A rövidzárlat magában valsz a board mosfejtét égeti le.
Nem jó ómen, ha egy táp ággal füstöl az elektronika, ezért rákötsz kettőt. Meg kellene szüntetni a rövidzárlatot. Akkor nem vágná le a rendes tápját sem.
Utána megnézni, hogy mi égett le a zárlat miatti túlterheléstől a boardon. De esélyes, hogy a board javításra vagy cserére szorul. Mivel ad még képet, ezért a mosfetre tippelek. Ha viszont kifejezetten mázlista vagy és nem a mosfetből kimenő, hanem a bemenő táp kábel lett zárlatos, akkor akár meg is úszhatta. -
#23408
zsolti_20
senior tag
2thletme2day
#23407
zsolti_20
senior tag
válasz
 2thletme2day
#23407
üzenetére
2thletme2day
#23407
üzenetére
Eloszedtem egy regi PC tapot, amin volt V1 es V2 12v aga, Ezekrol levagtam a csatlakozot, ossze kotottem oket, ugyan igy teve 2 GND-vel.
Kiszereltem az eredeti tapot, es csatlakoztattam a helyere a PC tapot. Ezzel mukodott az asztal felmelegitese, de tobbre sajnos nem volt idom. Mikor az eredeti tappal akartam az asztalt melegiteni akkor csak siman lekapcsolt.
Erdekes dolog, hogy 1 ag nem volt eleg a PC tapbol, elkezdett fustolni. Marmint az alaplap resznel fustol es nem a PC tap. De ketto mar eleg neki.
Illetve amikro csak 1 agat kotottam ra, akkor az asztal felmelegitese nagyon lassan tortent, raadasul sokszor le is allt bad heating temperature errorral.
ma este ha haza erek lesz tobb idom es megprobalom kitalalni, hogy oldhato meg hogy errol uzemeljen.
Kozben rendeltem egz hotendet ebayrol kb 6 ezer ft-ert. Egy klont amit elotte javasoltatok. -
#23407
 2thletme2day
őstag
zsolti_20
#23405
2thletme2day
őstag
zsolti_20
#23405
2thletme2day
őstag
válasz
zsolti_20
#23405
üzenetére
Nem biztos, hogy végleg meghalt. Nálam akkor csinált ilyet a nyomtató ami az első videón látható amikor az utólag beszerelt filament runout sensor vezetéke rossz sorrendben volt a kis műanyag házban és rossz pinre adott jelet. Módosítottál valamit a a vezetékezésen, pineken esetleg?
-
zsolti_20
senior tag
Szép napot emberek! Az egész hétvégét rááldozva végre meglett az eredmény, még sikerült egyet nyomtatnom a nyomtatóval mielőtt teljesen eltávozott az élők sorából.
[link]És két videó hogy már nyomtatni sem lehet vele.
[link]
[link]Gondoltam, hogy nem úszom meg a dolgot már elég régóta egy alaplap cserével. Mert az elején is minden alkatrész stimmelt, jól voltak beállítva a dolgok, de mégis csúnya volt a nyomtatás.
-
#23404
Saccco
nagyúr
DrojDtroll
#23403
Saccco
nagyúr
válasz
 DrojDtroll
#23403
üzenetére
DrojDtroll
#23403
üzenetére
A Dragon az egyféle, a Trianglelab által forgalmazott.
-
#23403
 DrojDtroll
veterán
DrojDtroll
#23401
DrojDtroll
veterán
DrojDtroll
#23401
DrojDtroll
veterán
válasz
DrojDtroll
#23401
üzenetére
dragonra gondoltam, csak lejárt a szerk idő




 Kipróbálom aztán meglátjuk mi lesz.
Kipróbálom aztán meglátjuk mi lesz. 







































 Asszem várok a további kísérletezéssel addig, amíg kijön a 2.3. Vajon mikorra várható?
Asszem várok a további kísérletezéssel addig, amíg kijön a 2.3. Vajon mikorra várható?
 Miért így szeletelt, miért hagyja üregesre? Miért csak az egyik oldalon esik össze a fal? Talán tényleg a plusz légmozgástóL Vagy a tárgyhűtő nem hűt egyenletesen? Mit állítsak a prusaslicer-ben, hogy ne hagyjon lukakat indokolatlan helyeken??
Miért így szeletelt, miért hagyja üregesre? Miért csak az egyik oldalon esik össze a fal? Talán tényleg a plusz légmozgástóL Vagy a tárgyhűtő nem hűt egyenletesen? Mit állítsak a prusaslicer-ben, hogy ne hagyjon lukakat indokolatlan helyeken??
![;]](http://cdn.rios.hu/dl/s/v1.gif)

 , a másik oldalon semmi, se huzat, se ajtó, bútorok vannak arról az oldalról. Bár most jobban meggondolva a "jó" oldalon kap egy kis plusz hűtést a board irányából, a másik oldalon esetleg meg lenne olvadva?? Az extruder hőmérséklete 195 fok, a tárgyhűtő 100%-on ment végig. Azt se gondolom, hogy kimaradt volna egy-egy step, mert a függőleges fal is tökéletesen egyenes körülötte.
, a másik oldalon semmi, se huzat, se ajtó, bútorok vannak arról az oldalról. Bár most jobban meggondolva a "jó" oldalon kap egy kis plusz hűtést a board irányából, a másik oldalon esetleg meg lenne olvadva?? Az extruder hőmérséklete 195 fok, a tárgyhűtő 100%-on ment végig. Azt se gondolom, hogy kimaradt volna egy-egy step, mert a függőleges fal is tökéletesen egyenes körülötte.






Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Apple iPhone 15 Pro Max 256GB, Kártyafüggetlen, 1 Év Garanciával
- ÁRGARANCIA! Épített KomPhone i5 12400F 16/32/64GB RAM RTX 3060 12GB GAMER PC termékbeszámítással
- Honor 200 Lite 256GB, Kártyafüggetlen, 1 Év Garanciával
- Telefon felvásárlás!! Samsung Galaxy Note 10+/Samsung Galaxy Note 20/Samsung Galaxy Note 20 Ultra
- ÁRGARANCIA!Épített KomPhone Ryzen 7 9800X3D 32/64GB RAM RTX 5070 12GB GAMER PC termékbeszámítással
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: Laptopszaki Kft.
Város: Budapest